
Abstract
The main objective of the present work was to study the effects of nano-TiO2 on the dry-sliding wear properties and interlaminar shear strength of jute fiber/epoxy composite. The surface of TiO2 nanoparticles was functionalized by using a amin-terminated silane-coupling agent. Fourier-transform infrared spectroscopy and thermogravimetric analysis were used to characterize the modified TiO2 (M-TiO2). The multiscale composites were fabricated using hand layup technique by dispersing various amounts of the M-TiO2 nanoparticles (0.5, 1, 3, and 5 wt.%) in the matrix. Among these specimens, the 3 wt.% M-TiO2-filled composite showed the best properties. The results of the short-beam shear test demonstrated that the addition of 3 wt.% M-TiO2 increased the interlaminar shear strength of the composite by 43%. The addition of 3 wt.% M-TiO2 significantly decreased the wear rate and coefficient of friction of the jute fiber/epoxy composite by 80% and 48%, respectively. The wear and fracture mechanisam were also examined by scanning electron microscopy. The findings of this work confirmed that the addition M-TiO2 is a suitable choice for the potential applicability as a nanofiller for the fiber-reinforced polymeric composites.
Introduction
Fiber-reinforced polymers (FRPs) are the typical candidates for engineering applications in various industries such as automotive, aerospace, and defense [1,2]. Nowadays, natural fibers are finding ever-increasing usage for various applications with growing concern about the environmental issues [3–5]. Out of the various natural fibers, jute fibers have attracted significant interest for the fabrication of FRPs due to their high specific strength, high specific modulus, low production cost, nontoxic nature, and availability [6]. Numerous works have been conducted on the influence of jute fibers on the mechanical properties of polymer–matrix composites [7–11]. For instance, thermal and compressive properties of jute fabrics/vinyl ester composite were evaluated by Sudha and Thilagavathi [7]. The influence of fiber surface modification on the mechanical properties of jute fiber/epoxy composite was explored by Dilfi et al. [8]. Mishra and Biswas [9] investigated the three-body abrasive wear behavior of jute fiber/epoxy composite. Mechanical and thermomechanical behaviors of jute fiber/epoxy composite were studied by Mir et al. [10]. Raghavendra et al. [11] compared the tensile and wear properties of jute fiber reinforced epoxy with the glass and neat epoxy composites.
Recently, there has been a growing interest in using the nanofillers to further improve the mechanical properties of FRPs. It is well established that the mechanical properties of nanofiller-filled FRP are usually higher than that of the neat one [12–16]. For example, in the work of Ramakrishnan et al. [12], they found that the specimen reinforced with 5 wt.% of jute fiber and 5 wt.% of nanoclay showed the highest tensile and flexural strengths. Sezgin et al. [13] reported the positive effect of multiwalled carbon nanotubes (MWCNTs) on the mechanical and thermomechanical properties of textile-reinforced composites. Abdi et al. [14] found that the tensile and flexural properties of basalt fiber/epoxy composite were improved with the addition of silanized CaCO3 nanoparticles. Jamali et al. [15] reported that basalt fiber/epoxy composite filled with 0.4 wt.% graphene oxide (GO) had the maximum values of tensile, flexural, and compressive strengths. The mechanical properties of carbon nanofibers (CNF)/carbon fabric/epoxy composite were explored by Zhou et al. [16]. They found that with the introduction of 2 wt.% CNF, the tensile and flexural strengths of carbon fabric/epoxy enhanced by 11% and 22.3%, respectively.
The recent works have shown that the addition of nanofillers can significantly improve the wear properties of FRPs [17–25]. Feiz and Khosravi [17] evaluated the effect of nanoclay on the dry-sliding wear properties of E-glass chopped strand mat/epoxy composite and 81% of the wear rate reduction was obtained with the addition of nanoclay. Ren et al. [18] reported that the 2 wt.% graphene-filled Nomex fabric/phenolic composite had the optimal wear properties. Das and Biswas [19] observed that Al2O3-enhanced coir fiber-reinforced epoxy composite had higher wear resistance compared to the neat specimen. Bobbili and Madhu [20] found that wear rate and friction coefficient of E-glass/epoxy composite were reduced by the MWCNTs addition. Also, a remarkable enhancement in the wear resistance of basalt fiber/epoxy composite was observed by the CNF addition, as reported in the work by Anjabin and Khosravi [21]. Jiang et al. evaluated the wear properties of polyphenylene sulfide composites filled with sub-micro TiO2 particles and short carbon fibers. The best result was obtained for the composite with 15 vol.% short carbon fibers and 5 vol.% TiO2 [23].
It has been reported that surface modification promotes the interfacial bonding between the nanofillers and polymeric matrix and largely improve the mechanical and wear properties of resultant product [26,27]. One promising approach for surface modification of nanofillers is silanization [28,29]. Silane-coupling agents have the ability to form a covalent bond between the organic matrix and inorganic nanofillers [30–32]. The positive role of silanization in improving the various properties of nanocomposites has been well reported in the literature [33,34].
Commercial nano-TiO2 has been employed in various applications [35,36]. According to the literature, there have been few reports investigating the nano-TiO2-reinforced FRP systems. Singh et al. [37] investigated the flexural, impact, ILSS, and wear properties of TiO2-filled E-glass fiber/vinyl ester composites. Mechanical, thermal, and water absorption properties of nano-TiO2/flax fiber/epoxy composite were studied by Prasad et al. [38]. Nayak et al. [39] evaluated the mechanical and thermal properties of nano-TiO2/glass FRP composites. Mode I and Mode II interlaminar fracture toughness of nano-TiO2/flax fiber/epoxy composites were studied by Prasad et al. [40]. In the present work, the wear behavior and interlaminar shear properties of multiscale nano-TiO2/jute fiber/epoxy composites have been investigated as a function of TiO2 loading. In addition, scanning electron microscopy (SEM) was employed in order to examine the fracture and worn surfaces of specimens.
Experimental
Materials
Near spherical titanium oxide nanopowders (TiO2, Rutile, 99.9%) with an average particle size of 30 nm and an average specific surface of 47.5 m2/g (35–60 m2/g) were provided by US Research Nanomaterials, Inc (USA). The transmission electron microscope (TEM) image of the TiO2 nanoparticles is shown in Figure 1. Jute fibers (∼14 µm) with a plain weave pattern (surface density: 350 g/m2) were supplied by Taizhou (China). Epone 828 epoxy resin and triethylenetetramine hardener were utilized as matrix. The silane-coupling agent (3-aminopropyltrimethoxysilane: APTMS) with a linear formula of H2N(CH2)3Si(OCH3)3 was supplied by Sigma–Aldrich (USA). The main reason for selecting an amino-terminated silane coupling agent was due to this fact that the amino groups can easily react with the epoxide groups of matrix and a covalent bond can form.
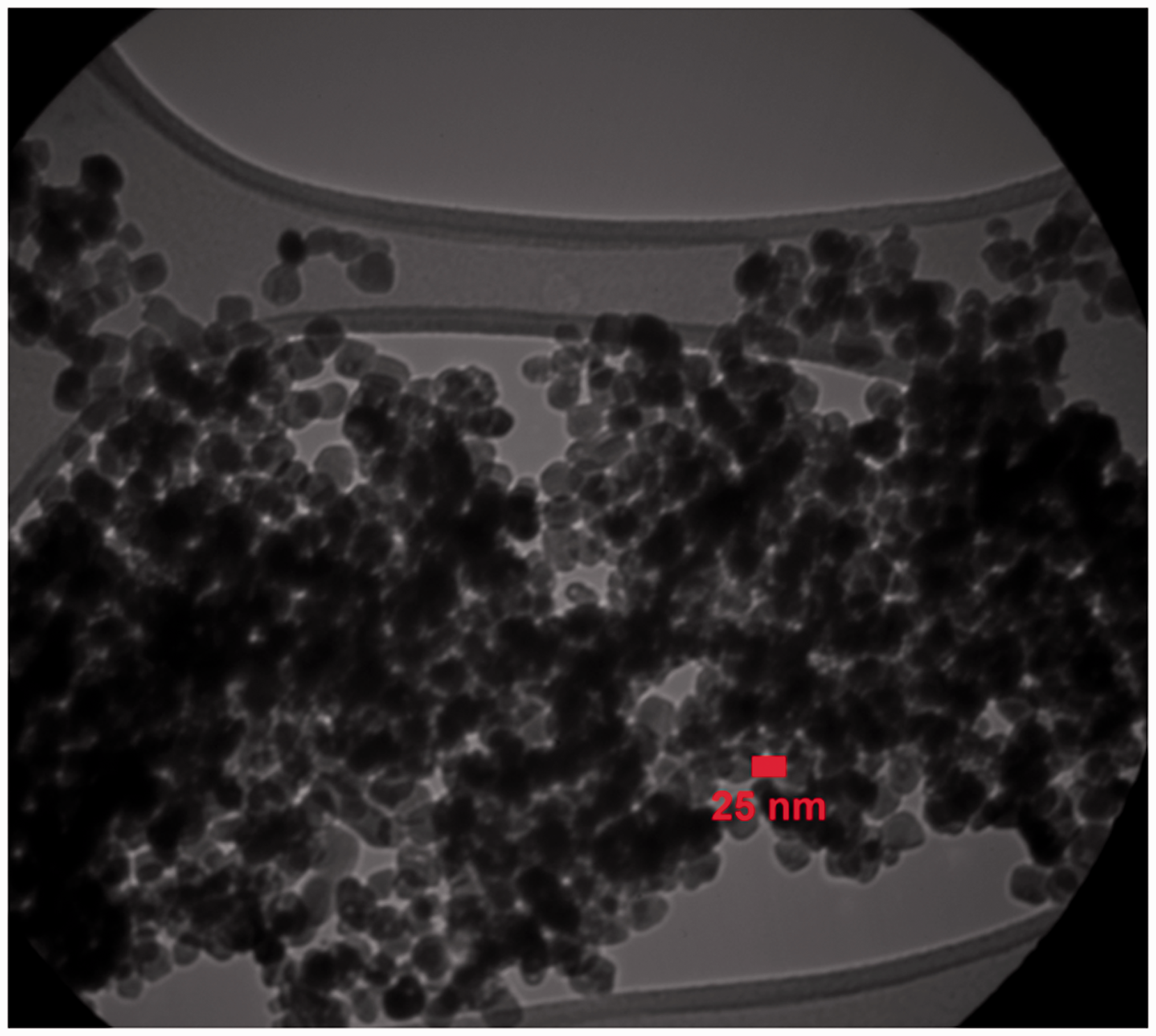
TEM image of the TiO2 nanoparticles.
Modification of TiO2
To improve the interfacial bonding between the TiO2 nanoparticles and epoxy matrix, the nanoparticles were functionalized. The most common method for surface modification is silanization. Herein, 3 mL of APTMS was added in a solvent made of 95% ethanol and 5% deionized water. Then, 3 g of TiO2 was added to the solution and the resultant mixture was sonicated for 15 min. After fixing the pH to ∼4 using 37% concentrated HCl, the mixture was transferred to an erlen and refluxed at 80°C for 8 h. In the final step, the modified powders were washed by the ethanol and then the powders were dried at 100°C for 24 h [14,33].
Specimen fabrication
Initially, the defined amounts of modified TiO2 (M-TiO2) and epoxy resin were mixed mechanically at 2000 r/min for 20 min. The mixture was then sonicated for 30 min using a Ti-6Al-4V probe at 150 W (Ultrasonic Homogenizer 400 W, 24 kHz, TOPSONICS Co., Iran). During the sonication, the mixture container was kept into an ice-water bath to prevent the temperature rise. After degassing, the hardener was added in the ratio of 10:100 by weight of the epoxy resin and mixed manually for 5 min. The multiscale composites were fabricated by hand layup technique with subsequent cold-pressing. Five plies of jute fabric were impregnated into the polymeric matrix and cured at room temperature. Specimens containing 0.5, 1, 3, and 5 wt.% M-TiO2 (with respect to the matrix) were prepared. For comparison, a neat jute fiber/epoxy composite was also fabricated as control specimen.
Short-beam shear and dry-sliding wear tests
The short-beam shear test was conducted according to the ASTM D 2344 standard. The specimens were tested using a KOOPA universal testing machine (TB10T) at a crosshead speed of 1 mm/min on three repetitions. The span-to-depth ratio of 6:1 was selected. The values of ILSS were calculated and reported as a function of M-TiO2 loading.
Dry-sliding wear tests were conducted at room temperature using a pin-on-disc machine. The counterpart was a 52100 steel pin with a diameter of 5 mm. The tests were done on 23.4 mm diameter track with 408 r/min corresponding to 0.5 m/s sliding velocity. The applied load and total sliding distance were kept constant at 20 N and 1000 m, respectively. The wear rate was obtained by the volumetric loss divided by (sliding distance × applied load) [21]. The reported values for the wear test results are the average of at least three experiments.
Characterization
Fourier transform infrared (FTIR) spectra of the modified and unmodified powders were recorded using a PerkinElmer FTIR spectrophotometer between 400 and 4000 cm−1 wavenumbers. Also, thermogravimetric analysis (TGA) was conducted using a Netzsch TG 209 F1Iris thermo-analyzer. The temperature range was from 25°C to 900°C and a heating rate of 20°C/min under nitrogen atmosphere was employed. SEM examinations were carried out on the fractured and worn surfaces of the specimens with a KYKY 3039 M microscope. The specimens were coated with a thin layer of gold before examination.
Results and discussion
FTIR spectroscopy
FTIR spectra of the as-received TiO2 and M-TiO2 are shown in Figure 2. For the as-received TiO2, the observed band at 3200–3400 cm−1 is due to the stretching vibration of the hydroxyl group (–OH) of the TiO2 nanoparticles [41,42]. The bands which are visible at wavenumbers lower than 1100 cm−1 are due to the vibrations of Ti–O and Ti–O–Ti bonding of titania [43,44]. Moreover, the band at 1628 cm−1 corresponds to the bending mode of Ti–OH [43]. On the contrary, FTIR spectrum of M-TiO2 shows an additional band at 940 cm−1 which is attributed to the stretch vibration band of Ti–O–Si [45]. The observed bands at 2888 cm−1 and 2921 cm−1 correspond to the symmetrical and asymmetrical stretching vibrations of the C–H (methylene) group [44,46,47]. Absorptions at 1000–1300 cm−1 are corresponded to the Si–O group [34]. The new bands at 1504 cm−1 (related to the bending vibration of N–H groups) and 3360 cm−1 (related to the stretching vibrations of NH2 group) [14,34] are observable on the FTIR spectrum of the M-TiO2. These observations clearly indicate the successfull grafting of APTMS onto the TiO2 surface.
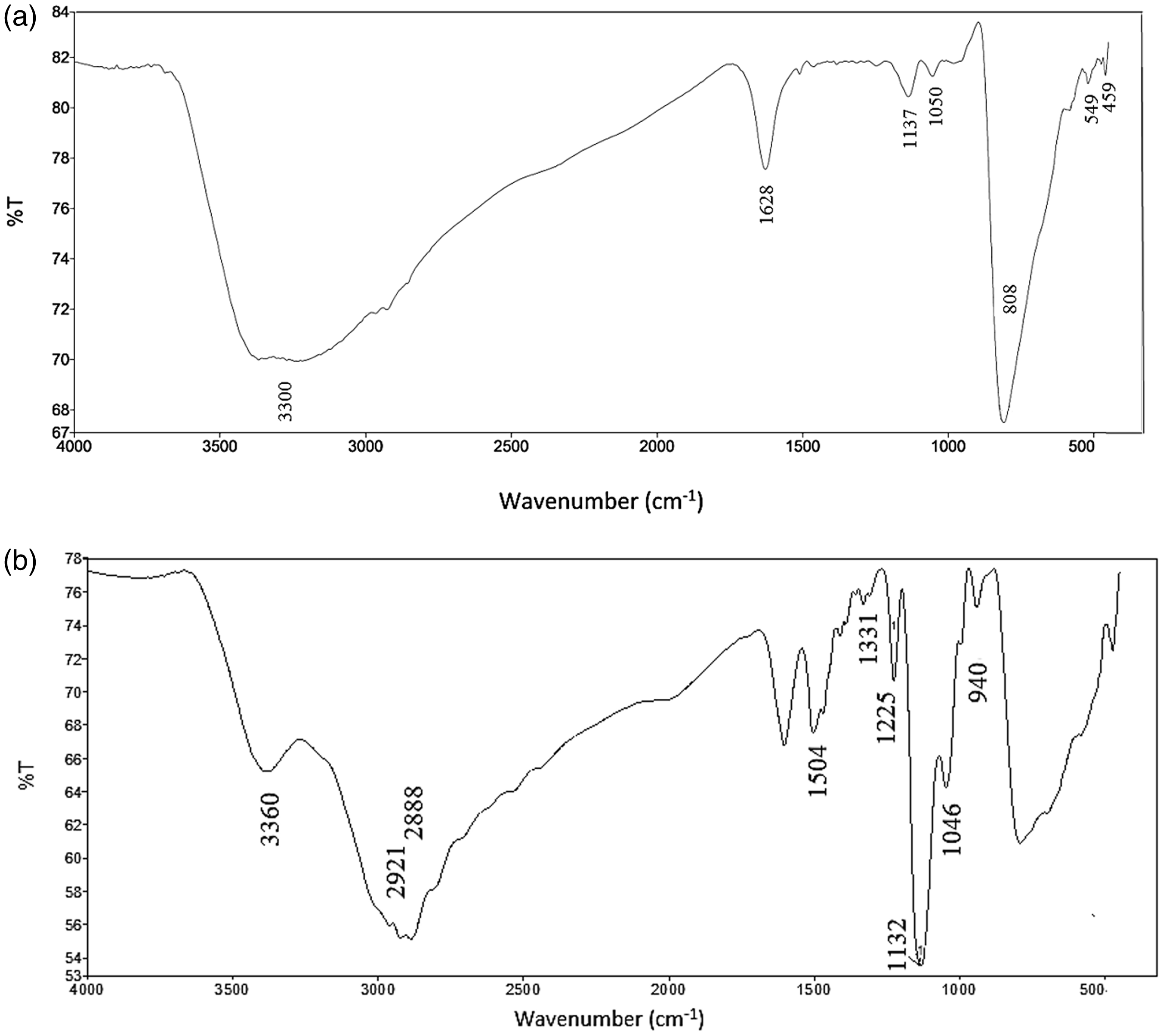
FTIR spectra of the (a) TiO2 and (b) M-TiO2 powders.
A schematic illustration of the reaction between the M-TiO2 and epoxy matrix is depicted in Figure 3. Once the APTMS-grafted TiO2 is dispersed within the epoxy resin, the epoxide group of the matrix reacts with the amino end of the silane agent and as a result, a strong covalent bonding is formed between them.

A schematic illustration of the reaction between the M-TiO2 and epoxy matrix.
Thermal analysis
Figure 4 shows the TGA curves for the as-received TiO2 and M-TiO2. For the as-received TiO2, the weight loss in the range of 25–200°C is due to the removal of physically adsorbed water from the surface of the particles. Moreover, the observed weight loss after 200°C is related to the water formed from the OH condensation onto the surface of TiO2 [45]. With reference to the TGA graph of the M-TiO2, a sharp weight lost between 300°C and 700°C is due to the thermal decomposition of APTMS chains. The loading of APTMS was estimated around 7–8% of total weight of powder.

TGA curves for the TiO2 and M-TiO2 powders.
Short-beam shear test results
Short-beam shear test was conducted on the neat and multiscale specimens to measure their ILSS. The effect of the M-TiO2 loading on ILSS of the multiscale M-TiO2/jute fiber/epoxy composites is depicted in Figure 5. As shown in Figure 5, enhancing the M-TiO2 loading up to 3 wt.% causes an increase in the value of ILSS. The highest enhancement in the ILSS is 43% which observed at 3 wt.% M-TiO2. This enhancement is probably due to improvement in the jute fiber/epoxy interfacial bonding and also matrix mechanical properties [34], when the matrix is reinforced with M-TiO2 (see Figure 6). M-TiO2 particles act as interlocking agents between the jute fibers and polymeric matrix and as a result, the frictional slippage between them is restricted. As it is well documented, to obtain a considerable ILSS improvement, a strong fiber/matrix bonding is needed [17,33]. However, by more enhancing of M-TiO2, the ILSS is decreased which is probably due to the formation of M-TiO2 agglomerations at this loading.

ILSS values of the M-TiO2/jute fiber/epoxy composites at different M-TiO2 loadings.

SEM images of the fracture surfaces of (a) neat jute fiber/epoxy composite, (b) 3 wt.% M-TiO2-loaded jute fiber/epoxy composite, and (c) 5 wt.% M-TiO2-loaded jute fiber/epoxy composite.
SEM analysis was conducted on the fracture surfaces of the neat jute fiber/epoxy and M-TiO2/jute fiber/epoxy multiscale composites after the short-beam shear test. Figure 6 presents SEM images of the fracture surfaces of the neat jute fiber/epoxy and multiscale composites reinforced with 3 wt.% and 5 wt.% M-TiO2. The fracture surface of the neat composite (Figure 6(a)) shows that the epoxy matrix is detached from the jute fibers due to the weak adhesion. This means that the dominant failure mechanism for this specimen is fiber–matrix debonding. According to the fracture surface of the 3 wt. % M-TiO2-loaded composite (Figure 6(b)), it can be seen that the jute fibers are covered by the matrix, indicative of enhanced interfacial bonding. In the case of the 5 wt.% M-TiO2-filled composite, an undesirable fiber–matrix adhesion is observable on the fracture surface (Figure 6(c)) due to the presence of M-TiO2 agglomerations at the interface region. Figure 7 compares the matrix fracture surface of the neat and 3 wt.% M-TiO2-filled specimens. Compared to the neat matrix (Figure 7(a)), the fracture surface of the 3 wt.% M-TiO2-filled matrix shows regular shear steps (Figure 7(b)) which is due to the presence of M-TiO2 in the matrix. This implies that the crack propagation was resisted by M-TiO2 nanoparticles. On the contrary, the smooth fracture surface of the neat epoxy matrix indicates a typical brittle fracture behavior [34].

SEM images of the matrix fracture surface of the (a) neat matrix and (b) 3 wt.% M-TiO2-loaded matrix.
Figure 8 clearly shows the presence of TiO2 agglomerations on the surface of the 5 wt.% M-TiO2-filled specimen. So, it should be reminded that the efficiency of the considered route for dispersion of M-TiO2 was less at higher loadings, and another technique should be selected to achieve a homogeneous dispersion. These agglomerations act as crack initiation zones and their presence in the interfacial region facilitate debonding of the jute fibers from the matrix [14,17].

Ti X-ray mapping on the surface of 5 wt.% M-TiO2-loaded specimen.
Wear test results
Figure 9 shows the variation in the wear rate of the M-TiO2/jute fiber/epoxy composites as a function of M-TiO2 loading. It can be seen that M-TiO2 loading has a great influence on the wear rate of the composites and the 3 wt.% M-TiO2-filled specimen exhibits the lowest wear rate. Compared to the neat jute fiber/epoxy specimen, the wear rate of the multiscale composite with 3 wt.% M-TiO2 shows an 80% decrease. The possible reason may be related to the positive role of M-TiO2 in improving the mechanical properties of the polymeric matrix and fiber/matrix interfacial bonding [15,17,21]. The hard TiO2 particles prevent the large fragmentation of polymeric matrix [48]. When the matrix of a fibrous composite is filled with M-TiO2 particles, a more fraction of applied load is tolerated by the matrix and as a result, the stress concentration on the fiber surface is reduced. This means that the required stress for the fiber fracture increases. Similar results have been also reported [18,49,50]. In the case of the 5 wt.% M-TiO2-filled specimen, the wear rate of the composite is enhanced. At higher loading of nanofillers, a poor interfacial bonding between the jute fibers and polymeric matrix due to the formation of nanofiller agglomerates will significantly increase the wear rate of the composites. This is in line with the results of the other works [17,21].

Wear rate of the M-TiO2/jute fiber/epoxy at different M-TiO2 loadings.
The values of mean COF were obtained from the COF-sliding distance curves and the results as a function of M-TiO2 loading is shown in Figure 10. As it is seen, the addition of the M-TiO2 decreases the COF of the jute fiber/epoxy composites up to 3 wt.% M-TiO2. Evidently, the composite having 3 wt.% M-TiO2 has the lowest COF (48% lower than the neat specimen). This behavior is mainly resulted from the fiber/matrix adhesion characteristics. As stated in the previous paragraph, the presence of M-TiO2 within the matrix can improve the jute fiber/matrix interfacial bonding. For a comparison purpose, the mean COF for the neat epoxy was obtained 0.52. The COF of the multiscale M-TiO2/jute fiber/epoxy was enhanced when 5 wt.% M-TiO2 was filled, which resulted from the weakened fiber/matrix interfacial bonding. This effect is ascribed to that the particles are tending to agglomerate when their content is excessed from a critical level. When the composites with the agglomerated nanoparticles are subjected to wearing, these agglomerations can be fractured easily without providing effective barrier.
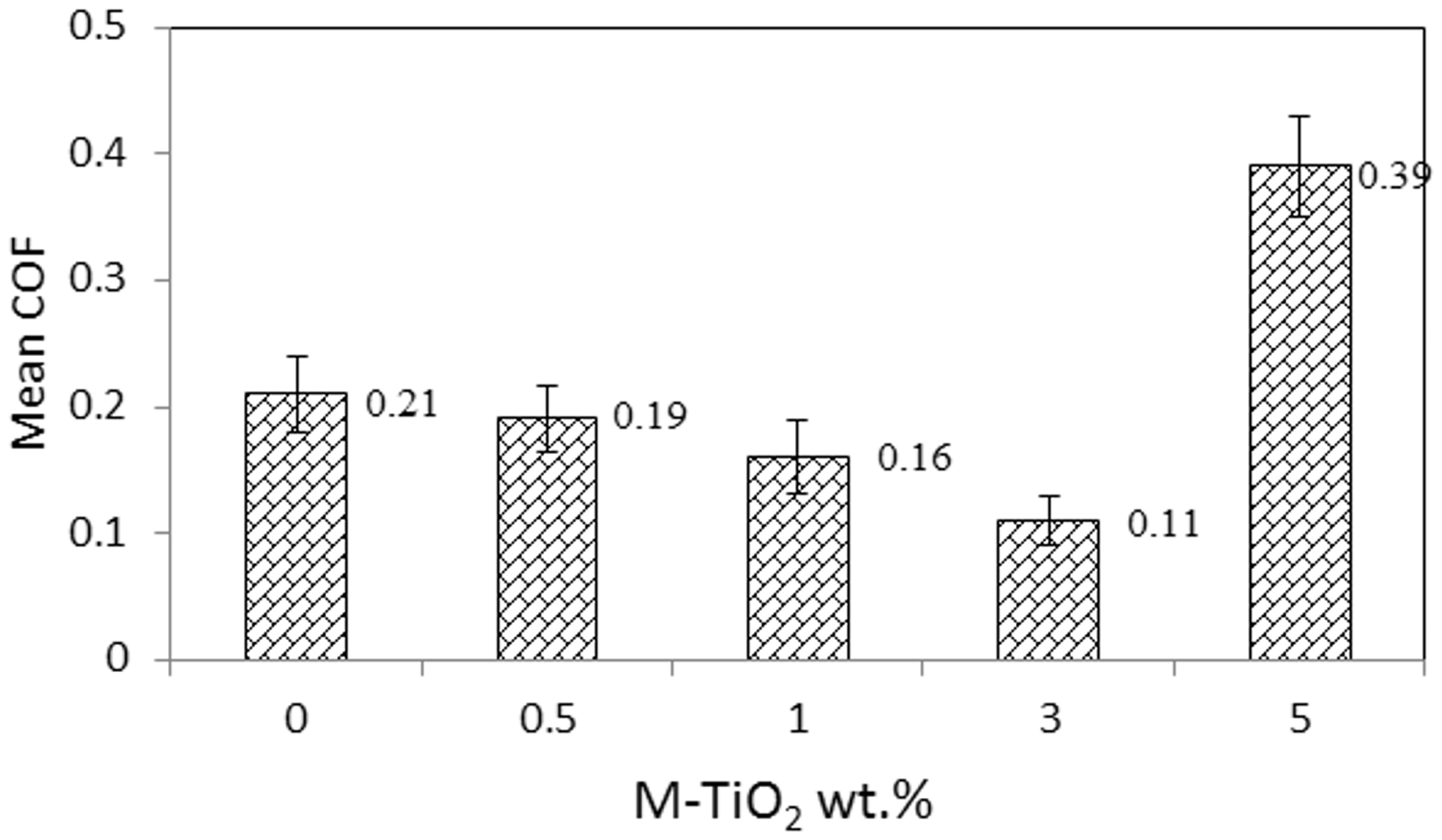
Mean COF of the M-TiO2/jute fiber/epoxy at different M-TiO2 loadings.
After the wear test, the worn surfaces of the specimens were examined by SEM. Figure 11 shows SEM images of the worn surfaces of the neat jute fiber/epoxy composite and multiscale composites reinforced with 3 wt.% and 5 wt.% M-TiO2. Compared to the neat specimen (Figure 11(a)), the worn surface of the 3 wt.% M-TiO2-loaded specimen (Figure 11(b)) shows a considerably less-damaged surface. The worn surface of the 3 wt.% M-TiO2-filled specimen is very smooth and fiber pulling out and fiber breakage are not observed, which corresponds to its enhanced wear properties. For this specimen, an enhanced jute fiber/matrix interfacial bonding is observable. On the contrary, the worn surface of the 5 wt.% M-TiO2-filled specimen (Figure 11(c)) demonstrates the signs of jute fiber pulling out and fiber breakage, which corresponds to its declined wear properties in comparison to the other specimens.

SEM images of the worn surfaces of (a) neat jute fiber/epoxy composite, (b) 3 wt.% M-TiO2-loaded jute fiber/epoxy composite, and (c) 5 wt.% M-TiO2-loaded jute fiber/epoxy composite.
Conclusions
In this study, wear behavior and interlaminar shear properties of the multiscale nano-TiO2/jute fiber/epoxy composites were investigated. The reaction of TiO2 and APTMS silane compound was confirmed by FTIR and TGA analyses. Short-beam shear test results of the 3 wt.% M-TiO2-filled jute fiber/epoxy composite exhibited a maximum enhancement in the ILSS by 43% in comparison to the neat specimen. Dry-sliding wear test results of the 3 wt.% M-TiO2-filled jute fiber/epoxy composite exhibited a maximum reduction of 80% in the wear rate and a decrease of 48% in the coefficient of friction as compared to the neat specimen. SEM examinations of the fracture and worn surfaces verified the improved jute fiber–matrix interfacial bonding in the case of the M-TiO2-filled specimens.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.