
Abstract
The interfacial compatibility possessed critical effect on the performance of jute fiber-reinforced composites. In order to improve the interfacial compatibility of jute fiber-reinforced polypropylene composites, jute fibers were treated by alkali treatment, ethylenediamine/alkali treatment and acid/alkali treatment. Through analysis by scanning electron microscopy, atomic force microscopy, Fourier transform infrared, X-ray diffraction, surface energy measurement, and tensile strength test, the acid/alkali treatment was deemed as the most efficient method for improving the surface properties of jute fibers among three kinds of surface treatments. The interfacial compatibility of treated fiber-reinforced composites was enhanced significantly, which attributed to the improvement of surface properties of jute fibers. Due to the acidic hydrolysis of acid treatment, the surface energy of acid/alkali treated fibers was increased by 45.58% compared with the control fibers. The tensile and bending strength of acid/alkali treated fiber-reinforced composites were enhanced by 34.80% and 22.53%, respectively. Therefore, the acid/alkali treatment was potential and competitive surface treatment to enhance the interfacial compatibility of jute fiber-reinforced composites.
Keywords
Introduction
For world experiencing a serious shortage of energy resource, the research of eco-friendly materials had become a brand-new and pressing academic program [1–3]. Jute fiber-reinforced composites endowed with low density and wealth of sources, which were applied in a wide variety of applications such as automobile decorations and packaging materials [4,5]. Jute fibers were mainly consisted of cellulose (57–60 wt.%), hemicellulose (14–17 wt.%), and lignin (18 wt.%) [6]. Hemicellulose, lignin, pectin and impurities, collectively known as the waxy substance, provided an adhesive ability to combine the cellulose fibrils together (Figure 1). However, the significant challenge for improving the interfacial compatibility of jute fiber-reinforced composite resulted from: (1) the hydroxyl groups present in the structure made jute fibers hydrophilic and polar, which resulted in the poor interfacial compatibility between hydrophilic jute fibers and hydrophobic polypropylene matrix; (2) the surface grooves distributed on the fiber surface were covered by the waxy substance, reducing the interlocking between jute fibers and matrix; (3) the water molecules penetrated in the waxy substance would be evaporated during the processing of composites, which led to the interfacial defects in composites [7–9]. An excellent interfacial compatibility of the composites could ensure the efficiency of stress transfer, which was deemed as the crucial factor to determine the mechanical properties of fiber-reinforced composites. Therefore, improving the interfacial compatibility of jute fibers reinforced polypropylene composites has attracted great interest in researches.
Structural organization of natural fibers and chemical structure of cellulose.
Many approaches had been attempted for surface treatments such as grafting treatment and low temperature plasma treatment [10–12]. Alkali treatment was universally accepted as an efficient method to improve the interface compatibility of natural fiber-reinforced composites [13,14]. Cai et al. [15] confirmed that abaca fiber with the mild alkali treatment (5 wt.% sodium hydroxide solution for 2 h) exhibited the increased crystallinity, tensile strength and interfacial shear strength of the reinforced composites. Ferreira et al. [16] found that the tensile strength and frictional shear strength of sisal fibers with the alkali treatment were improved by 32% and 78%, respectively, which was attributed to the removal of non-cellulosic materials and impurities. Yan et al. [17] reported that the coir fiber possessed a much cleaner and rougher fiber surface after the alkali treatment. Compared with the control fiber-reinforced composites, the tensile and bending strength of alkali treated fiber-reinforced composites were increased by 17.8% and 16.7%, respectively. Sinha and Rout [18] used 5 wt.% sodium hydroxide solution to treat jute fibers for 4 h, the flexural strength of composites was improved by 9.5% compared with the control fiber-reinforced composites. For these researches, interfacial compatibility of natural fiber-reinforced composites could be enhanced to some extent by alkali treatment, while the expectant result was inaccessible. At present, relatively few researches were reported about the combination of two kinds of surface treatments on improving the interfacial compatibility of natural fiber-reinforced composite.
In this research, jute fibers were treated by alkali treatment, ethylenediamine/alkali treatment and acid/alkali treatment, respectively, to improve the interfacial compatibility of jute fibers reinforced polypropylene composite. Through analysis by scanning electron microscopy (SEM), atomic force microscopy (AFM), Fourier transform infrared (FT-IR), X-ray diffraction (XRD), surface energy measurement, and tensile strength test, the effect of ethylenediamine/alkali treatment and acid/alkali treatment was compared with that of alkali treatment. In addition, the influence of these three kinds of surface treatments on the interfacial compatibility of jute fiber-reinforced composites was studied.
Experimental
Materials
Jute fibers with diameter of 15–55 µm and length of 15–25 cm were purchased from Qingdao Derong Textile Co., Ltd. Sodium hydroxide, ethylenediamine, urea and sulfuric acid (98%) were obtained from Nanjing Chemical Reagent Co., Ltd. Polypropylene (PP: K9927; diameter: 2 mm; melt point: 167℃) was provided by Nanjing Julong Science & Technology Co., Ltd.
Surface treatment of jute fiber
Jute fibers were cut into chops with length of about 2 cm, then they were washed by distilled water for several times to remove the impurities, followed by oven drying at 60℃ for 3 h.
Alkali treatment
The pre-treated jute fibers (2 g) were immersed into 8 wt.% sodium hydroxide solution (120 mL) at 100℃ for 1 h. To neutralize the residual sodium hydroxide solution, the jute fibers were washed by distilled water for several times and dried in a vacuum oven at 60℃ for 3 h.
Ethylenediamine/alkali treatment
Ethylenediamine (57.5 mL), distilled water (57.5 mL) and 5.0 g urea were mixed into a beaker. The beaker was sealed by PVC film and placed in an ultrasonic cleaner at frequency of 40 kHz for 5 min to mix evenly. The pre-treated jute fibers (2 g) were soaked into the beaker at 40℃ for 1 h. Then the treated jute fibers were washed to neutral and placed into 8 wt.% sodium hydroxide solution (120 mL) at 100℃ for 1 h. After washing to neutral with distilled water, the jute fibers were dried in a vacuum oven at 60℃ for 3 h.
Acid/alkali treatment
2.0 g pre-treated jute fibers were treated by 4 g/L sulfuric acid solution (120 mL) at 40℃ for 30 min. Then the treated jute fibers were washed to neutral with distilled water and placed into 8 wt.% sodium hydroxide solution (120 mL) at 100℃ for 1 h. After washing to neutral with distilled water, the jute fibers were dried in a vacuum oven at 60℃ for 3 h.
Composite processing
The jute fibers with different surface treatments (24 wt.%) were blended sufficiently with PP (76 wt.%) in a twin-screw extruder with the speed of 60 r/min to obtain jute fibers/PP mixture. The extruding temperature was from 145℃ to 180℃. Then, the mixture was processed into a sheet panel (150 mm × 45 mm × 4 mm) using a QLB-D/Q plate vulcanizing machine at 180℃ with pressure of 10 MPa for 30 min, after that the panel was kept cooling and molding.
Characterization
Morphology analysis
The surface microscopy of jute fibers with different surface treatments was observed by SEM (Quanta 200 FEG, FEI Co., United States) and AFM (CSPM5500, Benyuan Co. Ltd., China). Prior to SEM observation, the samples were coated with gold by means of a sputtering apparatus. The scanning size of AFM was 5 µm × 5 µm.
Fourier transform infrared
FT-IR spectrum of jute fibers with different surface treatments was recorded with a FT-IR spectrometer (Nicolet Nexus 870, Nicolet Co., United States), from wave numbers of 4000 cm−1 to 400 cm−1. The samples of FT-IR analysis were composed of jute fiber powder and KBr powder.
X-ray scattering analysis
Powder XRD pattern of jute fibers with different surface treatments was shown by X-ray diffractometer (Miniflex-600, Bruker Co., Germany) with Cu Kα radiation (λ = 1.5406 Å) and the 2θ range varies from 10° to 40°.
Surface energy measurement
The contact angle of jute fibers with different surface treatments was measured by a dynamic contact angle meter (JC2000D7M, Beijing Zhongyi technology Co., Ltd, China). Distilled water and ethylene glycol were selected as the test liquids. The average values of contact angle were calculated by five samples. The contact angle of a single fiber is listed in Figure 2.
The contact angle of a single fiber.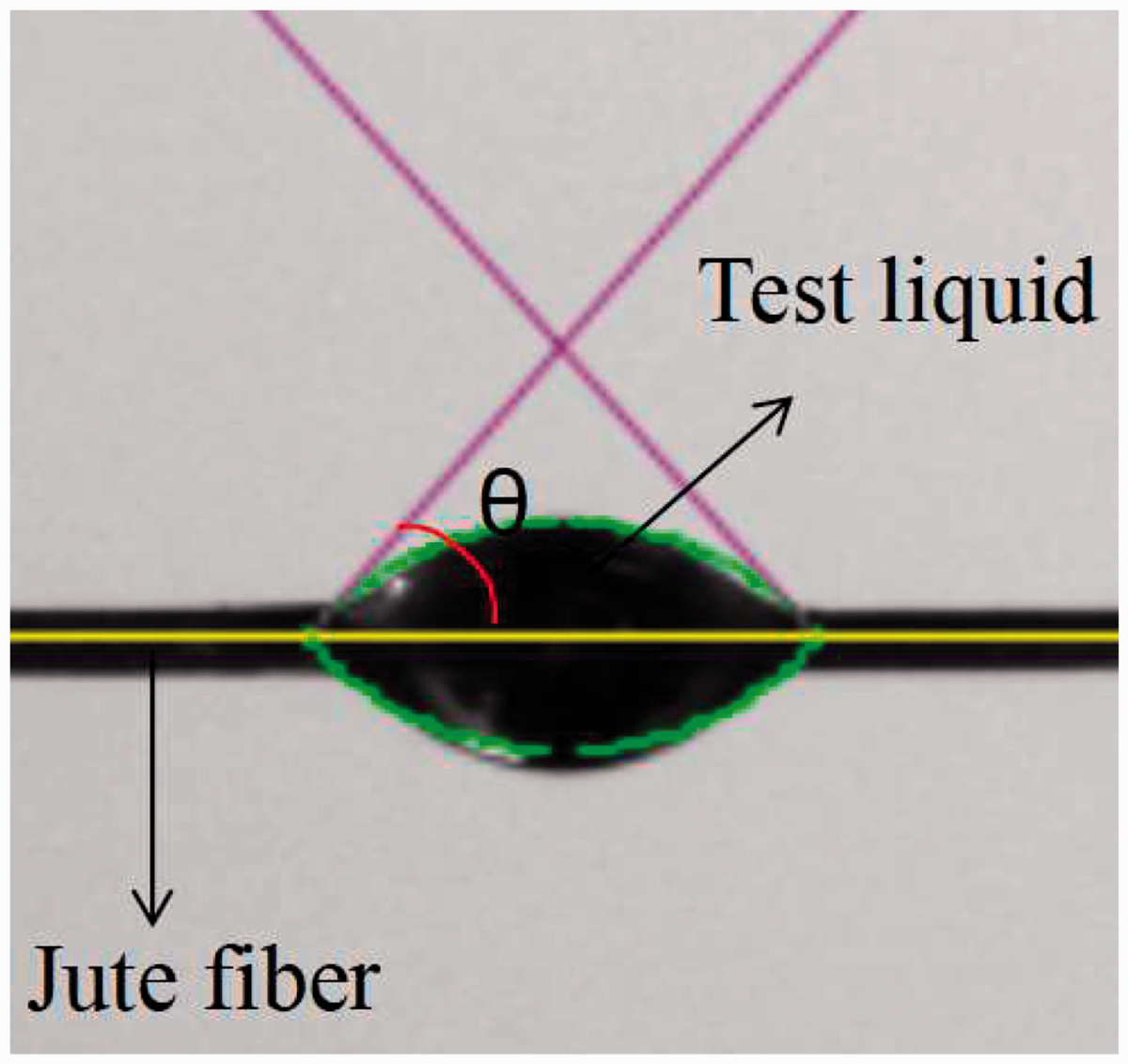
According to Young’s Equation (1)–(3), the surface energy of fiber samples with different surface treatments could be calculated directly by the contact angles [19–21].



Tensile test of single fiber
The tensile strength of a single fiber at a gauge length of 30 mm was measured by a fiber tensile testing machine (YG001A, Hongda Co. Ltd., China) with 300 cN load cell and the across-head speed of 5 mm/min. The pre-tension of testing was 0.2 cN. At least 40 single fibers in each kind of the sample were prepared for the measurement. The fiber diameter was measured by optical microscopy, and the diameter value measured at three different locations along the fiber length was used to obtain the mean diameter of jute fibers. Then, the cross-sectional area was calculated by the mean diameter.
Tensile test of composites
The tensile test of composites was performed by using the electronic strength tester (Instron 3369, USA) with a load cell of 5 kN. The samples with the size of 150 mm × 20 mm × 4 mm were tested at a cross head speed of 5 mm/min. The result of each sample was the average value of 5 valid data.
After tensile test, the fracture morphology of the composites was observed by SEM (Quanta 200 FEG, FEI Co., United States). All the samples were gold coated prior to the observation.
Bending test of composites
The bending strength of composites was tested on the electronic strength tester (Instron 3369, USA) with a load cell of 5 kN. The samples with the size of 80 mm × 10 mm × 4 mm were tested at a cross head speed of 2 mm/min. The results of each sample were the average value of 5 valid data.
Results and discussion
Morphology analysis
As can be seen in Figure 3, the surface morphology of jute fibers changed obviously after surface treatments. The surface of control fibers was covered by the waxy substance (Figure 3(a)). Compared to the control fibers, the fiber with a few narrow grooves distributed along the fiber longitudinal direction was revealed. This suggested that these surface treatments could remove the waxy substance and increased the surface roughness of jute fibers. The hydroxyl groups in the waxy substance could react with alkali, which helped the removal of waxy substance from the fiber surface [7] (Equation (4)). However, there was some residual waxy substance on the surface of alkali treated fiber, as can be seen in Figure 3(b), which implied that the alkali treatment was not effective enough to remove the waxy substance from jute fiber.
SEM images of jute fibers with different surface treatments: (a) control; (b) alkali treatment; (c) ethylenediamine/alkali treatment; (d) acid/alkali treatment.
In order to improve the effect of alkali treatment, the ethylenediamine treatment and acid treatment were combined with the alkali treatment. During the ethylenediamine treatment, amino groups (–NH2) penetrated into the waxy substance swelling the hydrogen bonds between molecular chains, which was beneficial for the alkali solution to enter into the waxy substance. The acidic hydrolysis of acid treatment could decrease polymerization degree of waxy substance, which was beneficial to remove the waxy substance [22]. As can be seen in Figure 3(d), the waxy substance was cleaned out by the acid/alkali treatment, and the surface grooves of jute fibers could be seen. Therefore, the acid treatment combined with the alkali treatment exhibited the most efficient method for removing the waxy substance.

AFM investigation was carried out to analyze the morphology and roughness of jute fibers. As can be seen in Figure 4, owing to the waxy substance covering on the surface grooves of jute fibers, the control fibers possessed a relatively smooth surface of 38.9 nm roughness. With the removal of waxy substance, irregular surface grooves appeared on the surface of jute fibers. The surface roughness of the alkali treated jute fibers was obtained as 120 nm, which was 2.08 times higher than that of the control one. With the enhanced effect of surface treatments, the surface roughness of acid/alkali treated fibers was improved by 7.02 times, suggesting that the waxy substance could be removed efficiently by acid/alkali treatment.
AFM images of jute fibers with different surface treatments: (a) control; (b) alkali treatment; (c) ethylenediamine/alkali treatment; (d) acid/alkali treatment.
Fourier transform infrared spectroscopy analysis
The infrared spectra of jute fibers with different surface treatment are presented in Figure 5. The vibration peak at 898 cm−1 of jute fibers was related to the C–H bending of cellulose. The appearance of this peak indicated that the cellulose structure of jute fibers was not damaged by surface treatments. The vibration peak at 1735 cm−1 was corresponding to the C=O stretching of carboxyl and acetyl groups in hemicellulose [23,24]. The removal of waxy substance resulted in the disappearance of this peak. The intensity of band at 1640 cm−1 assigned to bonded water molecules in hemicellulose was decreased after surface treatments, especially for the acid/alkali treatment. This could prove that the waxy substance was removed from the surface of jute fibers by surface treatments. The characteristic absorption peak at 1246 cm−1 related to the acetyl group present in the hemicellulose of waxy substance was decreased with the surface treatments, this mainly contributed to the removal of waxy substance, which agreed with the report of Basak et al. [25].
FT-IR spectra of jute fibers with different surface treatments.
X-ray diffraction analysis
Powder XRD patterns of jute fibers with the different treatments are shown in Figure 6. The peaks at 17° and 22.5° were indexed to the planes (10 X-ray diffractogram of jute fibers with different treatments: (a) control; (b) alkali treatment; (c) ethylenediamine/alkali treatment; (d) acid/alkali treatment.
Surface energy analysis
Contact angle and surface energy of jute fibers with different surface treatments.

Tensile properties analysis of single fiber
Tensile properties of jute fibers with different surface treatments.

Tensile strength analysis of composites
The tensile strength of jute fiber-reinforced PP composites with different surface treatments is shown in Figure 7. Figure 8 shows the fracture morphology of jute fiber-reinforced PP composites. Compared with the pure PP (26.50 MPa), the tensile strength of control fiber-reinforced composite (34.20 MPa) was increased by 29.06%, which indicated that the jute fibers could be an outstanding candidate to reinforce PP matrix. Compared with the control fiber-reinforced composite, the tensile strength of alkali treated fiber-reinforced composite (40.43 MPa) was increased by 18.21%. The control fiber-reinforced composites showed the lowest tensile strength, which implied that the weak interface between the control fibers and PP matrix limited the improvement of tensile performance. As Figure 8(a) shows, the control fibers were pulled out from the matrix. The alkali treatment could remove the waxy substance on the surface of jute fibers, which increased the surface energy and surface roughness of jute fibers. This was the reason for a good surface energy and stronger interfacial bonding between the fibers and PP matrix. From Figure 8(c) and (d), compared with the alkali treated fibers, the interfacial compatibility between jute fibers and PP matrix was enhanced obviously. Especially for the acid/alkali treatment, the composites showed a flat fracture surface, indicating an enhanced interfacial adhesion. Although the acid/alkali treatment may slightly lower the tensile strength of jute fibers, the acid/alkali treated fiber-reinforced composite obtained the highest tensile strength among other fiber-reinforced composites. Compared with the control fiber-reinforced composite, the tensile strength of acid/alkali treated fiber-reinforced composite (46.10 MPa) was increased by 34.80%. The exposed surface grooves could increase the effect of interlocking and the secondary forces (dispersion, induced dipole, dipole–dipole and H-bonds, etc.) between acid/alkali treated jute fibers and PP matrix, which was in favor of forming a solid interface of composites and transferring the stress [28].
Tensile strength of jute fiber-reinforced PP composites with different surface treatments: (a) pure PP; (b) control; (c) alkali treatment; (d) ethylenediamine/alkali treatment; (e) acid/alkali treatment. Fracture morphology of jute fiber-reinforced PP composites with different surface treatments: (a) control; (b) alkali treatment; (c) ethylenediamine/alkali treatment; (d) acid/alkali treatment.

Bending strength analysis of composites
The bending strength of jute fiber-reinforced PP composites is showed in Figure 9. Compared with the pure PP (32.10 MPa), the bending strength of control fiber-reinforced composite (40.75 MPa) was increased by 26.95%. This result was consistent with the conclusion of the tensile test, as Figure 7 showed. Compared with the control fiber-reinforced composite, all the surface treated fibers were expected to improve the bending strength of composites. It was widely accepted that the property of interface possessed the effect on the fracture mode of the fiber-reinforced composite. The solid interface could transfer the stress effectively and promote the crack propagation across the fibers until the fibers was broken at the weak spot, which enhanced the reinforcement of fibers. In addition, the damage of a solid interface needed to consume more energy, contributing to the increase of bending strength. However, the presence of interfacial defects caused the interface debonding, instead of the crack propagation [29]. Therefore, the enhanced roughness and surface energy of jute fibers were beneficial to create a solid interface with PP matrix. Compared with the control fiber-reinforced composites, the bending strength of acid/alkali treated fiber-reinforced composite (49.93 MPa) was improved by 22.53%.
Bending strength of jute fiber-reinforced PP composites with different surface treatments: (a) pure PP; (b) control; (c) alkali treatment; (d) ethylenediamine/alkali treatment; (e) acid/alkali treatment.
Conclusions
Through the measurement and analysis of performance of jute fibers and jute fiber-reinforced composites with different surface treatments, the following conclusions could be obtained:
(1) Alkali treatment, ethylenediamine/alkali treatment and acid/alkali treatment could remove the waxy substance covering on the surface of jute fibers efficiently, which were beneficial for jute fibers to improve the crystallinity, surface roughness and surface energy. Compared with the control fibers, the surface energy of jute fibers with alkali treatment, ethylenediamine/alkali treatment and acid/alkali treatment was increased by 33.67%, 38.25% and 45.58%, respectively. Combination of two kinds of surface treatments was more efficient to improve the performance of jute fibers than the single treatment. (2) Jute fibers with excellent strength and high specific modulus could be an outstanding candidate to reinforce PP matrix. Compared with pure pp, the tensile strength and bending strength of jute fiber-reinforced composite were improved by 29.06% and 26.95%, respectively. (3) The surface grooves exposed by the surface treatments, which were regarded as the stress concentration, may damage the tensile properties of jute fibers. However, the exposed surface grooves were attributed to the interlocking between jute fibers and PP matrix, which increased the interfacial compatibility of the composites efficiently. Compared with the control fiber-reinforced composites, the tensile strength of jute fiber-reinforced composites with alkali treatment, ethylenediamine/alkali treatment and acid/alkali treatment was enhanced by 18.21%, 24.27% and 34.80%, respectively. Besides, the bending strength of jute fiber-reinforced composites with alkali treatment, ethylenediamine/alkali treatment and acid/alkali treatment was enhanced by 7.26%, 11.07% and 22.53%, respectively. Therefore, the acid/alkali treatment possessed the most efficient method for improving the interface compatibility of jute fiber-reinforced composites among three kinds of surface treatments.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.