
Abstract
The aim of this work is the production of new nonwovens materials based on wool, polyester and palm fibers (Washingtonia). The extraction of palm fibers was achieved by the combination of alkaline and bleaching treatments. Chemical composition, mechanical and physical properties of the extracted fibers were first determined. Then, two types of blended nonwovens based on Palm/Wool (P/W) and Palm/Polyester (P/PES) mixtures were produced using the needling technique. The physical and structural properties of produced nonwovens were studied such as surface density, tensile strength, porosity and thermal properties. The results showed that the porosity lies between 83.81% and 86.93% for (P/W) mixtures and between 78.01% and 86.93% for (P/PES) mixtures. The air permeability was found to be between 61.56 m3.m−2.min−1 and 129.01 m3.m−2.min−1 for P/W blend nonwovens and between 22.75 m3.m−2.min−1 and 129.01 m3.m−2.min−1 for P/PES blend ones. The thermal conductivity varies between 36.45 mW/m.K and 43.88 mW/m.K for P/W nonwovens and between 36.45 mW/m.K and 47.70 mW/m.K for P/PES nonwovens. Moreover, the tensile strength of blended nonwovens is found to be higher than that of non-blended ones.
Keywords
Introduction
The nonwoven sector became a mainstay in the textile industry and later expanded its applications including personal care, clothing, construction, automotive, geotextiles, filtration and packaging, etc. [1]. Nonwoven market is one of the fastest growing sectors of the textiles market [2]. Indeed, the global consumption of nonwovens in 2019 is 11.2 million tonnes valued at $37.4 billion. Growth rates for 2019–2024 are projected at 6.7% in value ($) [3].
According to ISO 9092 [4], a nonwoven is defined as a manufactured sheet, web or batt of directionally or randomly oriented fibers, bonded by friction, and/or cohesion, and/or adhesion. The fibers may be of natural or artificial origins [5,6]. Because of their numerous advantages (lightness, low moisture absorbency; strength), the synthetic fibers still the most used for the production of nonwoven. However, they are non-biodegradable and the introduction of natural plant fibers are an alternative sources of highly biodegradable polymers. Furthermore, in the last few decades, the use of plant fibers in the production of nonwovens materials has increased significantly due to their availability in nature, low costs, specific properties and the ease of their extractions. These fibers can be obtained from several sources such as: wool, extracted from animal hair [7]; mineral such as: asbestos [8] and herbal extracted from leaves, fruits and stems such as: linen [9], sisal [10], jute [11], hemp [12], coco [13], etc. Woolen fiber was used as a raw material for thermal and sound insulation applications [14] because it absorbs moisture easily and it is relatively extensible.
Many researchers have reported the production of nonwoven based on natural plants. For instance, Thilagavathi et al. [15] have reported the production of nonwovens based on natural banana, bamboo and jute fibers to reduce the noise for automobile interiors. Claramunt et al. [16] have studied the mechanical performance and durability of facade parts based on cement matrix and flax nonwoven as reinforcement. Sengupta et al. [17] have studied the technical parameters of a jute nonwoven intended to be used as reinforcing material. Jute nonwoven with 10 mm depth of needle penetration, 250 punches/cm punch density and 700 g/m2 area density shows optimum mechanical properties of the composite. Moreover, bleaching of nonwovens with H2O2 shows optimum properties among the various chemical treatments applied to the fabric. Kumar and Das [18] have developed a needle-punched nonwoven geotextiles from nettle fiber and poly (lactic acid) in different proportions for potential slope stabilization application. Miguel et al. [19] have developed two biocomposite materials reinforced by nonwoven fibers based on fiber of Fique plant. The first with epoxy resin and the second based on Linear Low Density Polyethylene. The results open the possibility of considering nonwoven fibers as a reinforcement material offering a high potential for the manufacture of biocomposites for automotive applications.
Specifically, nonwoven materials are characterized by density, thickness, porosity, mechanical properties and air permeability. Density and thickness affect their functional properties such as water absorbency, resiliency, compressibility, thermal and noise insulation, etc. [20]. The later functions are also affected by porosity which is inversely proportional to density as confirmed by Zhu et al. [21]. The air permeability is an important property of nonwovens materials since it can detect their structural defects [21].
Date palm fibers (Phoenix dactylifera) are one of the most used fibers in various fields such as insulation in buildings, reinforcement of composite materials [22] and in filtration [23]. That is owing to their high porosity and low thermal conductivity [24]. The present work focuses on the development of new ecofriendly nonwoven textile materials based on treated palm fibers (petiole part of Washingtonia) using the needling technique. Washingtonia is a species of palm of the genus arecaceae. This species is very abundant in Morocco, used almost in all Moroccan cities like tree of alignment, as well as to decorate gardens and streets because of its modest size and the beauty of its circular, palmatifid leaves [25]. According to the environmental services of the urban commune of Marrakech, the green spaces of the city generate the equivalent of 3500 to 5250 tons of green waste/year, and to this is added the number of dead palms which is of the order of 2 to 4 palm trees/ha/year, for a palm grove of 7700 ha. However, the total amount of green waste from Marrakech palm grove is 8000t peryear [26]. Thus, the valorization of palm fibers by producing nonwovens materials can reduce the amount of waste rejected in the environment [27].
This study is divided into two parts: the first part concerns the extraction and characterization of palm fibers. The second one concerns the development and characterization of nonwovens. Indeed, the extraction of palm fibers was already done mechanically by Bezazi et al. [28] using a comb made of steel tips in order to improve their mechanical properties. At the same time, Derrouiche et al. [29] extracted the palm fibers chemically using sodium hydroxide and hydrogen peroxide in order to modify them with ZSM-5 zeolites for the treatment of cationic dye-based rejection [23]. To the best of our knowledge, the extraction of palm fibers to make nonwoven textile materials is not yet developed and it reflects the originality of our work. In this study, the extraction of palm fibers was achieved by using a mixed process that combines an alkaline treatment along with a bleaching process [29]. Then the palm fibers were characterized by determining their chemical, physical, mechanical, and thermal properties. The morphology of the extracted fibers was studied by scanning electron microscopy (SEM).
In the second part, two series of nonwoven blends Palm/Wool (P/W) and Palm/Polyester (P/PES) have been prepared with different ratios (0%, 25%, 50%, 75%, and 100% by weight). However, the use of synthetic fiber (Polyester) aims to compare their properties with that of natural palm and wool fibers. In the same way, nonwoven materials were also characterized by determining their physical, mechanical, and thermal properties. Also, the morphology of the nonwoven materials was studied by (SEM) analysis.
Materials and methods
Materials
The petiole part of Washingtonia palm waste was used for fiber extraction. The petioles were from different ages and were collected in six regions of Casablanca, Morocco. Caustic soda (NaOH), hydrogen peroxide (H2O2, 50%), oxygenated water stabilizer (ENZYCHIM MAGHREB) and a wetting agent (ENZYCHIM MAGHREB) were used for extraction. Palm (P), polyester (PES) and wool (W) wastes fibers were used for producing blended nonwovens.
Methods
Palm fiber extraction
From the literature, several methods of palm fiber extraction are described [28–30]. In our case, the extraction of palm fibers was carried out according to the procedure described by Derrouiche et al. [29] with a few modifications: the NaOH concentration was the same 0.70%. The H2O2 concentration was reduced to 0.66% instead of 1.10%. Also, the treatment was carried out in a thermostat bath at 96℃ for 1 h instead of 120℃ for 1.5 h. The yield of the extraction Y (%) is calculated according to the following formula

Manufacture of nonwovens from palm fibers
Processing conditions for nonwoven materials.

The palm fibers were cut over a length of 30 mm to make the nonwovens. Ten nonwovens were prepared with two types of blended sandwich as follow: Palm/Wool and Palm/Polyester (Figure 1), with different rate ratio by weight (%) of palm fibers: 0%, 25%, 50 %, 75% and 100%).
Nonwoven (a) 100% P; (b) 75% P/25% W; (c) 50% P/50% W; (d) 25% P/75% W; (e) 100% W; (f) 75% P/25% PES; (g) 50% P/50% PES; (h) 25% P/75% PES; and (i) 100% PES.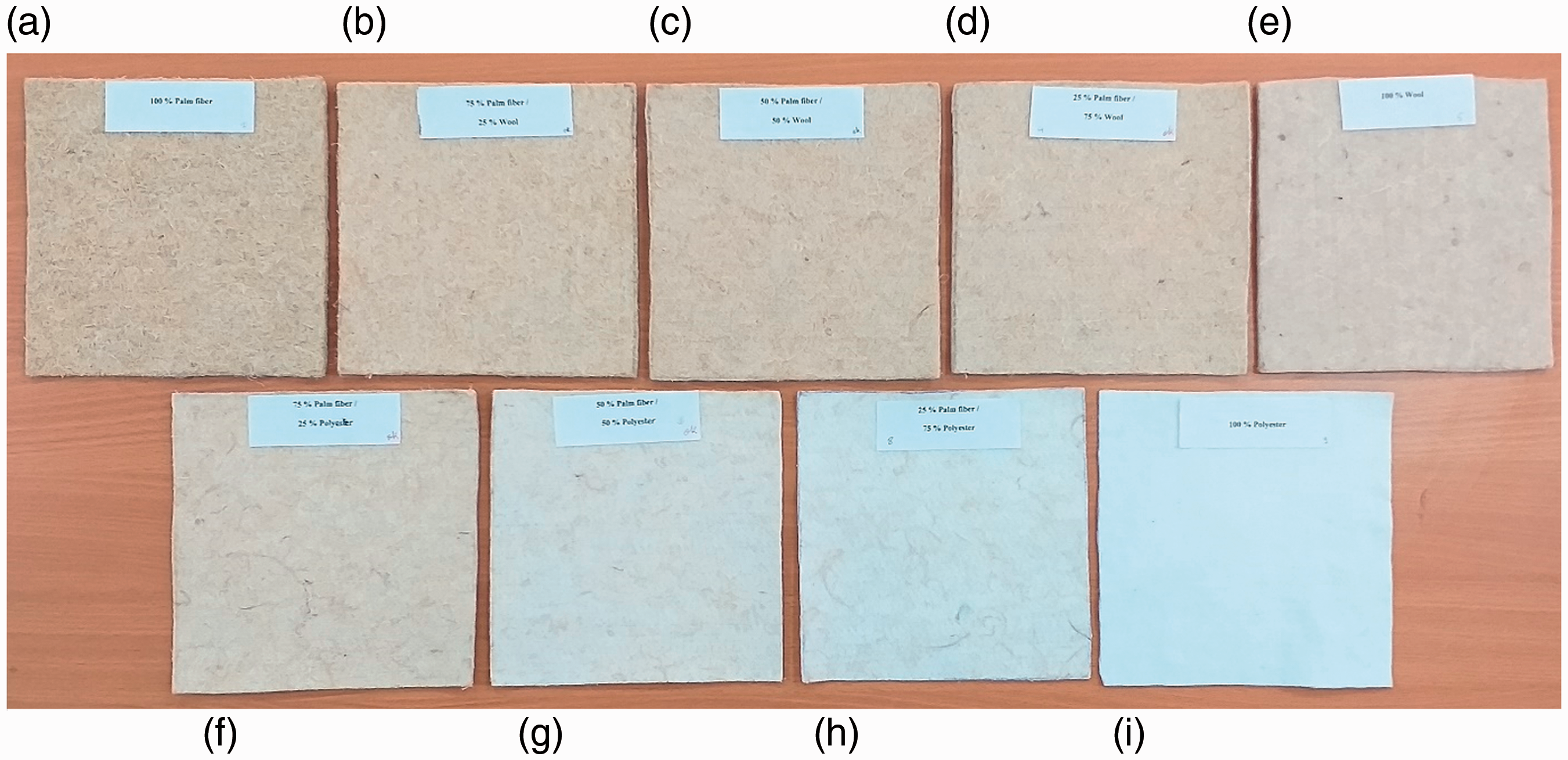
Chemical composition of palm fiber
The chemical composition of the palm fibers was determined according to the method followed by Sbiai [32]. It allows the extraction of the three main constituents of the fiber: cellulose, lignin and hemicellulose. The rate of ash, fats and waxes are also determined [32].
Determination of fibers diameters
The diameter of palm, wool and polyester fibers was measured using the digital optical microscope (DOM) LEICA DME with an optical ratio of 200 driven by an image-processing program. An average of 20 randomly chosen readings was taken to calculate the average diameter.
Surface density and thickness
The surface density (g/cm2) of nonwovens was determined according to NF EN ISO 9073-1 standard [33]. The thickness of the samples was measured using a MESDAN LAB type digital tissue thickness gauge with a reading capacity of zero at 10 mm with 0.01 mm accuracy. An average of five samples cut from each needle-punched fabric has been calculated.
Density
The density of palm, wool and polyester fibers was measured using a pycnometer of 25 cm3. Three weighing are performed for each sample using a METTLER TOLEDO balance (1/1000).
The apparent density 
The density of nonwoven materials is expressed by the ratio of surface density and thickness.
Moisture content of palm fiber
The moisture content was evaluated according to (AATCC 20A) standard [34] and calculated by the following formula

Scanning electron microscopy
To study the microstructure of palm fibers and the morphology of developed nonwoven composite materials. The SEM micrographs were recorded using HIROX SH-4000 M Scanning Electron Microscope on longitudinal sections with two different magnifications (×200 and ×1000) and with different acceleration voltage.
X-ray diffraction
X-ray diffraction (XRD) analysis using a PANalytical X’Pert diffractometer was recorded to determine the percentage of crystallinity (Cr [%]) and the crystallinity index (Ic) of palm fiber before and after extraction.
Fourier transform infrared spectroscopy
Fourier transform infrared spectroscopy is used to determine the characteristic bands of palm fibers using a Thermo Scientific Nicolet iS10 spectrometer, making 32 acquisitions between 800 and 4000 cm−1 with a resolution of 4 cm−1. The samples were analyzed without any preparation.
Mechanical properties
The mechanical properties of palm fiber are determined according to ASTM D 3822-01 [35] using a measuring length of 5 cm (see Figure 2). Due to the non-homogeneity of the natural fibers, 20 samples are tested. The tests were carried out on a mpk-LUDWIG UG traction machine fitted with a load cell with a capacity of 3 kN. The tests were carried out with a traverse speed of 1 mm.min−1.
Tensile strength of extracted palm fiber.
The mechanical properties of nonwovens are determined in the width direction according to ISO 13934-1 standard [36] using a reference length of 20 cm. The tests were carried out on a Hounsfield H50KS universal testing machine, with a maximum capacity of 500 KN and a travel speed of 100 mm.min−1.
Porosity
The porosity of the nonwovens ɛ (%) was estimated according to the method of Ghorbani et al., [37] using the following equation

Air permeability
The air permeability q was determined according to the French standard EN ISO 9073-15 [38] with an AIR TRONIC instrument type 3240A_BCDE. The instrument produces a constant airflow (200 Pa) which will cross the sample vertically. The surface tested is 20 cm2. The permeability is expressed by (m3.m−2.min−1).
Mean pore diameter
The mean effective pore diameter of nonwoven materials is determined by Verschoor [21] according to the following formula

Thermogravimetric analysis
The effect of alkaline treatment on the thermal stability of palm fiber has been studied by thermogravimetric analysis (TGA). The instrument used was a Cahn Versa Therm. Palm fiber of 50 mg (raw and treated) were analyzed in air with a flow rate of 30 ml.min−1 at a heating rate of 10℃.min−1 from ambient temperature to 700℃.
Differential scanning calorimeter
The thermal stability of the nonwoven composite materials was determined using a 131 evo differential scanning calorimeter. About 10 mg of each sample was analyzed by DSC. Each sweep was carried out under nitrogen in an open aluminum pan from room temperature to 400℃ at a heating rate of 10℃.min−1.
Thermal conductivity (and thermal resistance)
The thermal conductivity λ of the developed nonwoven materials was determined in accordance with EN 12667 standard [39] using the heated plate apparatus λ-Meter EP500e. Thermal conductivity λ [W/(m.K)] is determined as follows [40]

The thermal resistance Rth [(m2.K)/W] of nonwoven materials is expressed in equation (7) as the ratio of thickness to thermal conductivity. Nonwoven layers are prepared so as to have a thickness of 10 mm for all the samples

Results and discussion
Figure 3 shows the palm fibers before and after extraction. We observe that the color of the fiber was changed from brown to white indicating that the extraction was well done by removing all surface impurities and that the addition of H2O2 ensured the bleaching of the fiber (Figure 3(b)).
Palm fibers (a) before and (b) after extraction from the petiole part.
Yield, residual lignin levels, bleaching rates and cost of extracted fibers.

Prices of natural fibers [41].

Chemical composition of palm fibers (% by weight).

Chemical composition of palm fibers
The chemical composition of palm fiber changes as function of several factors, among others: the maturity state of the species, the origin of the fiber, the climatic conditions and the extraction conditions [32]. Table 4 shows the chemical composition of palm fibers. In this work, the results of chemical compositions test confirm that palm fibers contain three major components: cellulose, hemicellulose and lignin. Cellulose is the first component of the petiole, accounting for about 43.52% of the dry matter. Lignin is the second major constituent in petiole fibers (40.61%), whereas palm fibers are very poor in hemicelluloses. Lignin and hemicellulose are the main impurities of the fiber which will be removed in the extraction step. The measured rate is of the order of 6%. The rate of fats and waxes is very low and does not exceed 2%.
Physical properties of palm fibers
Results of physical properties of palm fibers.

The fibers extracted from palm have a fairly long length which can go up to 300 mm. Figure 16 illustrates the diameters of palm, wool and polyester fibers. The diameters of palm fibers is comparable than those of jute and sisal fibers [41]. The palm fiber is characterized by low density compared with other natural and synthetic ones [42,43]. In our work, palm fibers were extracted with a wide range of lengths and diameters. The used polyester fiber has an apparent density lower than that of palm and wool fibers. The diameter of palm fibers is 3.33 times greater than that of wool fibers and 10 times greater than that of polyester fibers. Moisture rates of palm fibers are similar to that of sisal and jute fibers [42], it does not exceed 11%. Whereas the moisture of the wool fiber can go up to 18%. On the other hand, the moisture recovery rate of the polyester fiber is too low (1.50%).
Morphology of palm fibers
Micrographs obtained by scanning electron microscopy (SEM) of raw and treated palm elementary fibers are presented in Figure 4. It can be seen that the surfaces of the untreated palm fiber has a typical surface of natural fiber: cylindrical form, rough and covered with impurities [44]. The impurities surrounding the fiber make it totally hydrophobic. As a result of alkaline treatment in the presence of hydrogen peroxide, the surface of the treated fiber appeared cleaner, smoother with a high porosity which explains their low density [44]. It also changes the composition, roughness and hydrophobicity of the fiber surface.
SEM images of (a) raw and (b) treated palm fibers.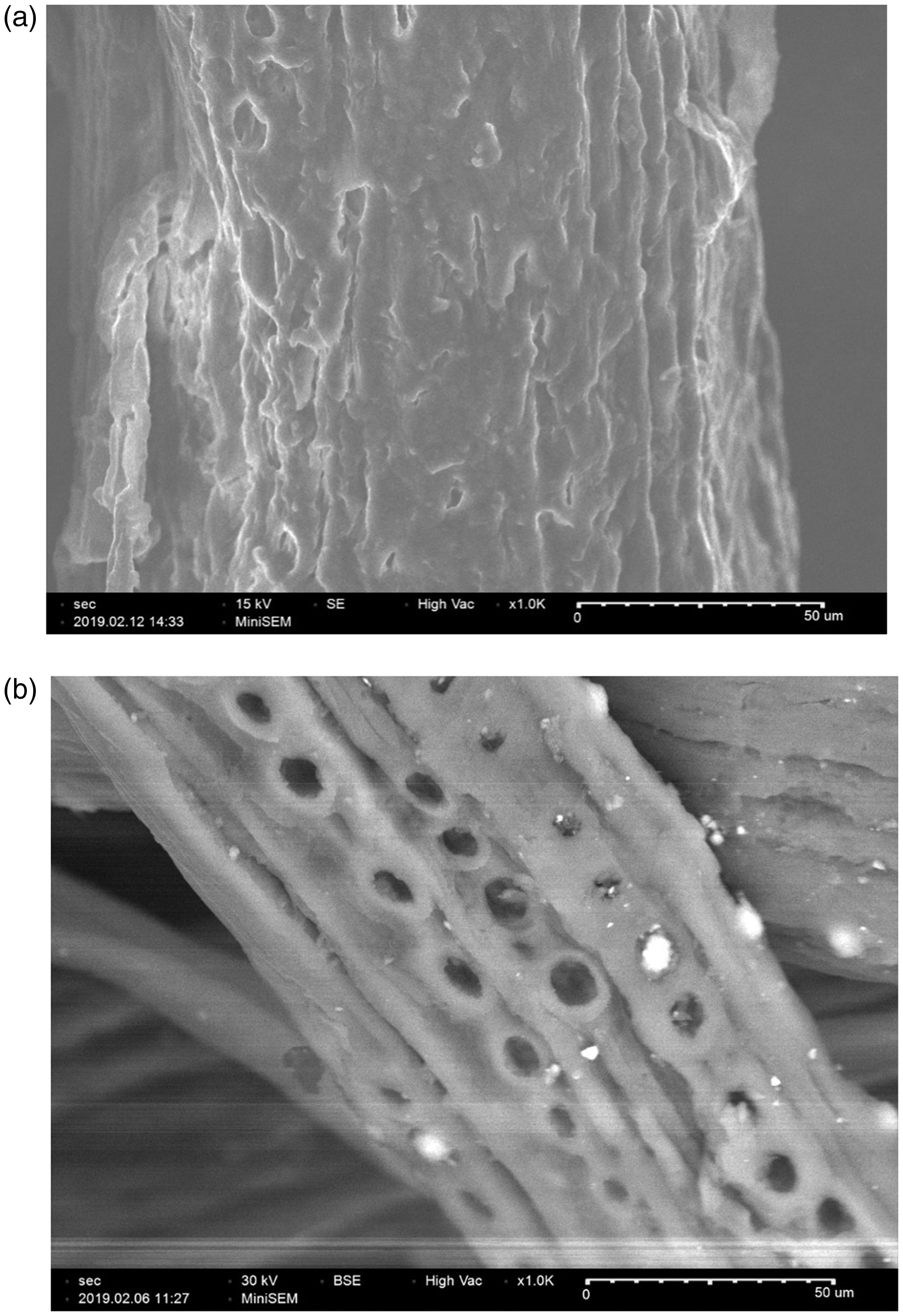
XRD results
The X-ray diffraction curves of raw and treated palm fiber are plotted in Figure 5. The diffraction peaks of the palm fibers are relative to 2θ = 16.38°, 22.43° and 34.47° for the plans (101), (002) and (10 X-ray diffraction curves of raw and treated palm fibers.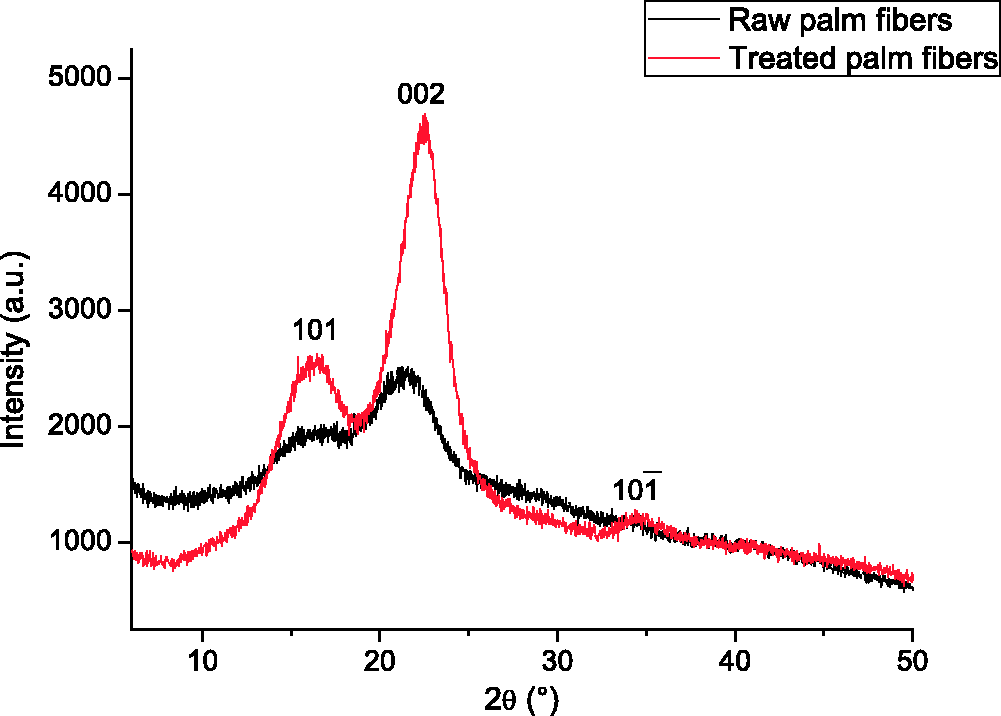
FTIR results
The infrared spectrum of palm fibers shows the same basic structure as all cellulosic samples (Figure 6).
Infrared spectrum of palm fibers.
The characteristic bands of the cellulosic fibers are relative to the following values: 1055, 1155, 1375, 1635, 2900, 2970 and 3350 cm−1 [46]. The region about 3700–3300 cm−1 is mainly attributed to the OH group. The peaks located at approximately 2850 and 3000 cm−1 are attributed to the ν (CH3) and ν (CH2) groups, respectively. Asymmetrical ring of C–O–C are observed at 1162 cm−1 and for C–O stretching the vibration are observed at 1066 cm−1. Peaks appeared at 1250 cm−1 and 1393 cm−1 are due to the vibration of the CH bonds, while the peak at 1637 cm−1 corresponds to the OH of water absorbed by cellulose [46].
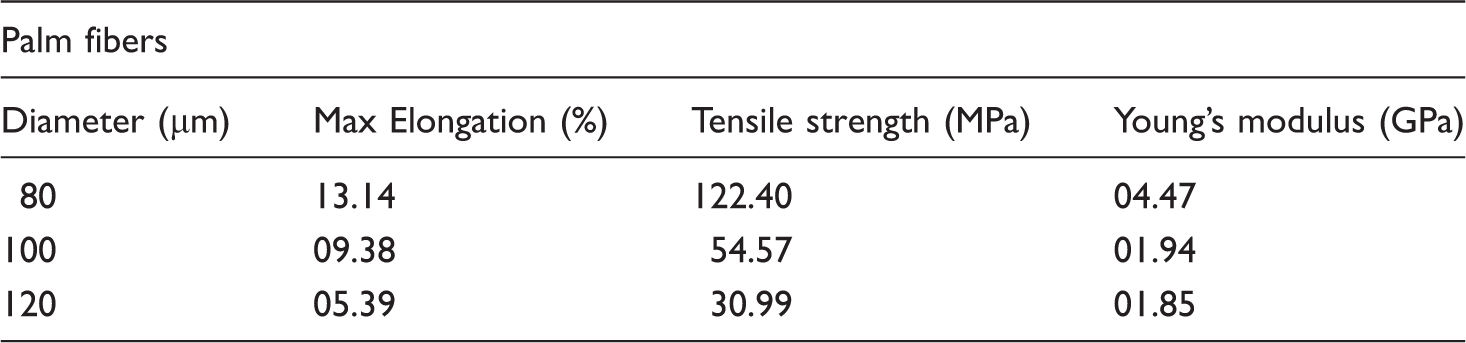
Mechanical properties of palm fibers
Results of mechanical properties of palm fibers.
Thermal stability of palm fiber by TGA
In order to investigate the thermal degradation behavior of raw and treated palm fiber, TGA and DTG curves were recorded and gathered in Figure 7.
(a) ATG and (b) DTG Curves of raw and treated palm fibers.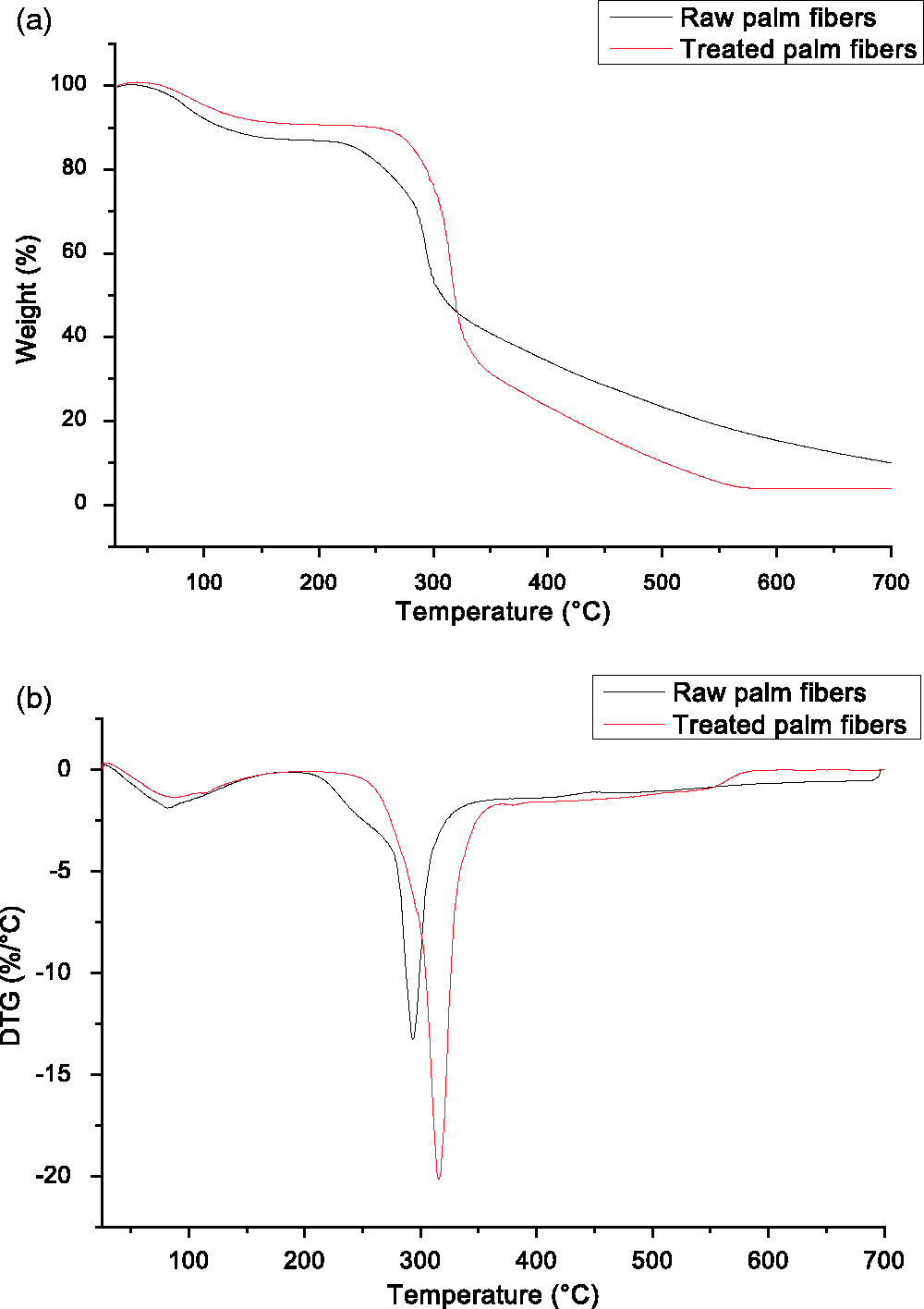
As shown in Figure 7(a), palm fiber decomposes through three main steps. The first mass loss was average at 100℃ due to the evaporation of moisture present in the fiber. In the main decomposition region (210–370℃), untreated palm fiber begins to decompose at approximately 212℃ earlier than the treated palm fiber which begins to decompose at 247.5℃ due to the decomposition of cellulose [49]. The last loss of mass is related to residual impurities such as lignin [49]. There is a total loss of mass of the treated fibers which prove the effectiveness of the chemical treatment. Moreover, treated fibers have higher decomposition temperatures than raw fibers. The last loss of mass is related to residual impurities such as lignin.
Nonwovens based on palm/wool (P/W) and palm/polyester (P/PES) mixtures
The nonwovens prepared from polyester, wool and palm fibers are grouped in Figure 1. The cohesion between the fibers varies according to their nature and ratios. The best cohesion is visibly obtained for mixture of palm and polyester.
Morphology of nonwoven materials
In order to assess the morphology of different produced nonwovens, the SEM micrographs were recorded. As shown in Figure 8, samples based on palm fibers had a porous structures and random fiber distribution with inherent interconnectivity [40]. From Figure 8(c) and (e), it is observed that the wool and polyester fibers appear thin and cylindrical; they are also curled and chipped. Polyester fiber is thinner with a flaky surface. From Figure 8(c) and (e), we can observe that nonwovens made of 100% wool and 100% PES were well interconnected compared to other ones which confirm the visual observation in Figure 1. Moreover, we observe that the compactness of (P/W) blended samples is lower than that of (P/PES) ones. This is due to the good cohesion between Palm and polyester fibers, which explain their high physical properties (see Figure 9).
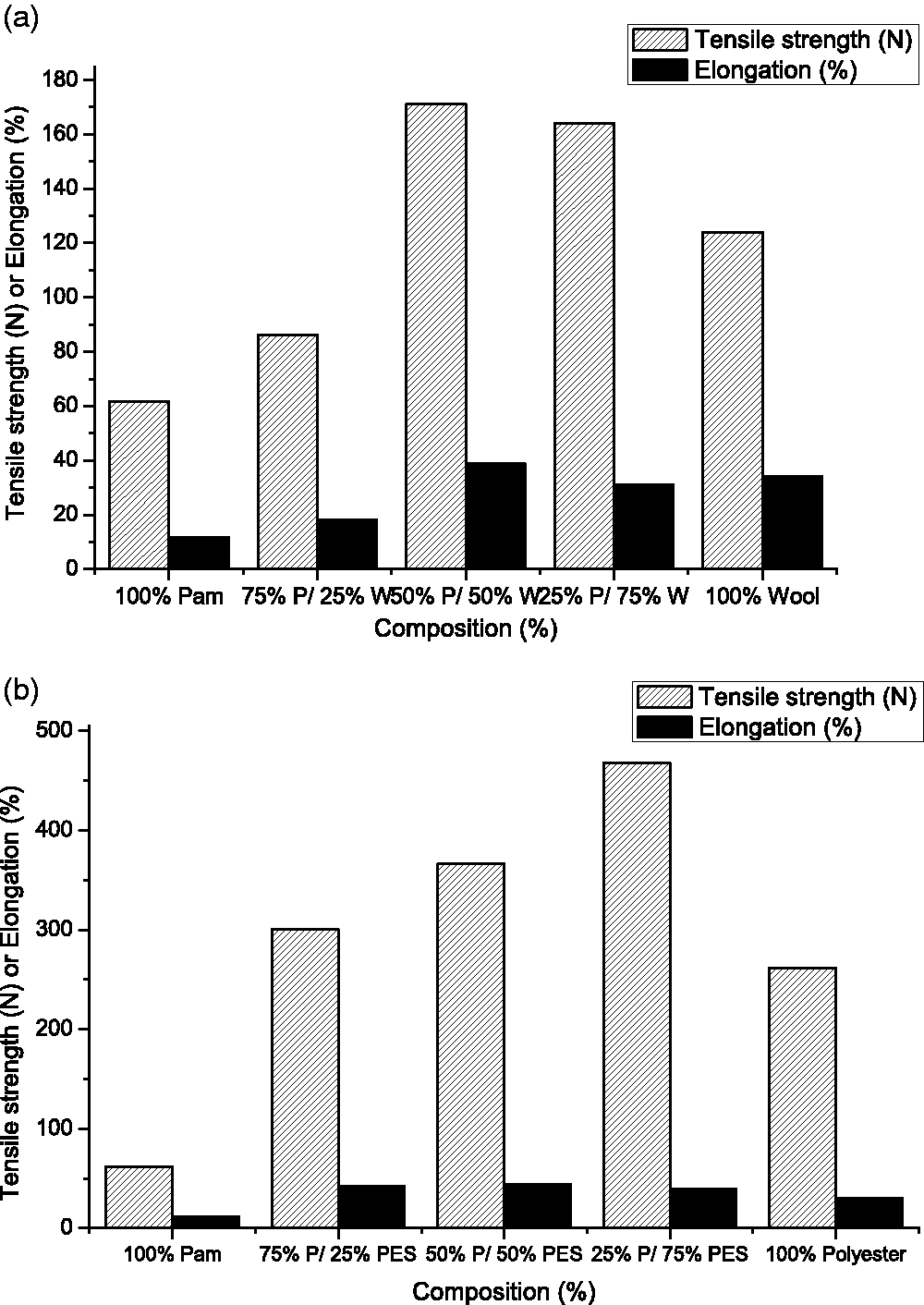
SEM micrographs of nonwoven materials of (a and b) 100% palm, (c and d) 50% P/50% W, (e and f) 100% wool, (g and h) 50% P/50% PES and (i and j) 100 % polyester with a magnification ×200 and ×1000. Mechanical properties of (a) P/W and (b) P/PES nonwovens.
Physical proprieties of nonwoven materials
Porosity and air permeability and mean pore size of nonwovens
Physical properties of nonwoven materials products.

As already concluded from SEM observation, the manufactured nonwovens present a high porous morphology. This result is confirmed by porosity calculation following equation (4). As shown in Figure 10, the calculated porosity was between 83.81% and 86.93% for P/W materials and between 78.01% and 86.93% for P/PES ones. The maximum value of porosity about 86.93% was found for 100% palm sample, while the minimum value about 78.01% was found for blended one P/PES (75%/25%). Furthermore, from Figure 11, we found that the porosity is inversely proportional to the density of nonwoven materials. Indeed, with decreasing the density of nonwoven materials, the porosity increases.
Porosity and air permeability of nonwovens materials of (a) P/W and (b) P/PES. Density as function of porosity for (a) P/W and (b) P/PES.

Concerning pore diameter, calculation based on the equation (5) shows that the effective pore diameter was between 168.17 µm and 601.05 µm for P/W mixture and between 56.74 µm and 601.05 µm for P/PES mixture. The pore diameter is strongly related to the diameter of the fibers used to make the nonwoven. It increases with increasing the palm fiber content which represents the highest diameter.
The air permeability of the developed nonwovens lies between 61.56 m3.m−2.min−1 and 129.01 m3.m−2.min−1 for P/W blend nonwovens and between 22.75 m3.m−2.min−1 and 129.01 m3.m−2.min−1 for P/PES blend ones. The air permeability rate of 100% Palm (129.01 m3.m−2.min−1) is greater than that of 100% Wool and 100% Polyester. As already reported, some researchers have found that the air permeability of nonwovens is related to density, porosity, fiber diameter, pore size and shape, or tortuosity factor [21].
In the present work, the influence of porosity and pore diameter on air permeability is demonstrated in Figures 12 and 13. The results show that the air permeability of nonwovens increases with increasing their porosity and pore diameter.
Effect of porosity on air permeability of (a) P/W and (b) P/PES. Effect of mean pore diameter on air permeability of (a) P/W and (b) P/PES.

Mechanical proprieties of nonwoven materials
Figure 9 shows the mechanical properties of nonwovens of P/W and P/PES in terms of tensile strength and elongation. The tensile strength of the nonwovens varies between 61.70 N and 171.12 N for the P/W mixtures with an elongation rate between 11.8% and 38.83%. These values remains lower than that found for the flax nonwoven reinforced with 20% of polypropylene (510 N with elongation at break of 3.15%) [50] and for 50% Jute/50% PP nonwoven (607 N with elongation at break of (76.10%) [15]. In case of P/PES mixtures, the tensile strength varies between 61.70 N and 467.60 N and the elongation rates were between 11.8% and 44.14%. The best mechanical properties were obtained for 25% P/75% PES mixtures and the tensile strength was about 467.60 N which is comparable to that of 80% Flax/20% PP [50]. The lowest tensile strength was recorded by nonwoven made from 100% palm, and this is due to the high diameter of palm fibers and the not compacted structure of the nonwoven which can be judged by their high air permeability (129.01 m3.m−2.min−1).
Thermal stability of nonwoven materials by DSC
Figure 14(a) and (b) shows the DSC thermograms of developed nonwoven materials in heating mode. The different materials are characterized by a large exothermic peak at a temperature between 90℃ and 110℃ excluding nonwoven materials based on 100% polyester fiber. This peak is related to the amount of water adsorbed by nonwoven materials. The intensity of the peaks in the case of palm/wool mixtures is higher than that of palm/polyester mixtures. It increases with increasing the content of wool and palm fiber which have a high moisture absorbing power compared to that of polyester (see Table 5).
DSC thermograms of nonwoven materials (a) in heating mode of P/W, (b) in heating mode of P/PES, (c) in cooling mode of P/W, and (d) in cooling mode of P/W.
A second characteristic peak ranged from 235.68℃ to 238.13℃ for P/W mixtures, and between 235.68℃ and 255.48℃ for P/PES mixtures related to the degradation of cellulose in case of palm fibers, the fusion of crystalline keratin in case of wool fiber [51] and the peak corresponding to the fusion of polyester is located at 255.48℃. In case of cooling mode (Figure 14(c) and (d)), a single endothermic peak appears only for the nonwoven with 100% PES which correspond to the crystallization of polyester fiber.
Thermal conductivity and thermal resistance of nonwoven blends
The results of thermal conductivity and thermal resistance of nonwovens materials are presented in Figure 15. Figure 15(a) shows the thermal conductivity of the nonwovens, whereas Figure 15(b) shows their thermal resistance.
(a) Thermal conductivity and (b) thermal resistivity of nonwoven materials produced. Diameters of (a) palm, (b) wool, and (c) polyester fibers measured on photographs of DOM.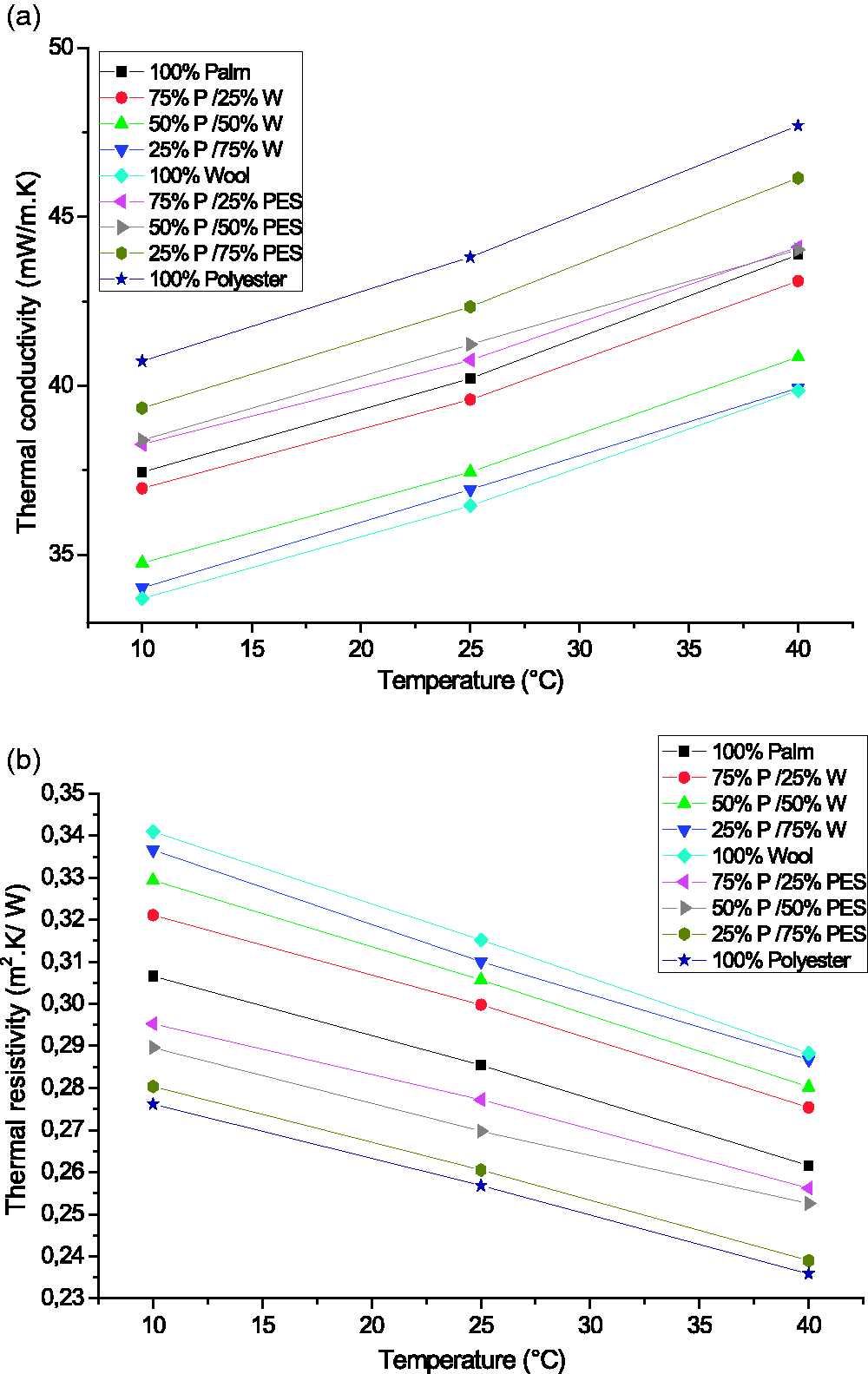

The thermal conductivity of nonwoven materials increases as function of temperature (Figure 15(a)). It decreases with increasing the wool fiber content and increases with increasing the polyester fiber content. Generally wool fiber is known for its good heat resistance properties compared to other fibers (palm and polyester). This is due to their surface morphology that traps a large volume of air. In turn, the wool releases this heat slowly [14]. Furthermore, nonwovens are assimilated to a two-phase system consisting of a skeleton of the dense fibers and air [40]. Thermal conductivity is related to the presence of pores, their types, their sizes and also their tortuosity. Trapped air in pores gives a better thermal conductivity coefficient [40]. At 25℃, the 100% wool nonwoven fabric has a thermal conductivity (36.45 mW/m.K) lower than that of 100% palm (40.22 mW/m.K) and 100% polyester (43.81 mW/m.K). With a thickness of 10 mm, the thermal resistivity of 100% wool (0.3152 m2.K/W) is 10.40% higher than that of 100% palm (0.2854 m2.K/W) and 22.7% higher than that of 100% polyester (0.2568 m2.K/W). Otherwise, a material is considered as an excellent insulator, when its conductivity remains below 60 mW/m.K [52,53]. In this work, the obtained conductivity is a maximum about 47.70 mW/m.K at 40℃ for 100% Polyester nonwoven, which is less than the value recorded by EL Wazna et al., for 100% Wool nonwoven [52]. The thermal conductivity of 50% Jute/50% PP nonwoven is similar to that of P/W nonwovens which is equal to 36 mW/m.K [15].
As a result, the nonwoven fabrics developed in this work can be considered as thermal insulating. Also, the nonwoven materials have good physical properties compared to their price which is estimated at 0.71$ per m2. This price is much lower than the products available in the markets [54].
Conclusion
This study focused on the development of new nonwoven materials based on palm fibers. This was achieved by the extraction of palm fibers with a mixed process that combines a NaOH treatment and an oxygen peroxide bleaching process which resulted in an extraction yield of 65%. Once the extraction was carried out, the characterization of the palm fibers was carried out with many techniques. The results of this work suggest that petiole extracted fiber is comparable to other natural fibers used as a reinforcement in composite materials. The diameter of the palm fibers ranges from 70 to 120 µm. Their tensile strength ranged from 30 to 122 MPa, and their modulus of elasticity varied from 01.85 to 04.47 GPa, with an elongation rate at break of 5 to 13%. Afterward, two types of nonwovens were developed using the needling technique by mixing wool waste and polyester fibers with staple palm fibers treated in five ratios. The obtained results from SEM analysis shows that the nonwovens materials made from palm and wool are loosely wrapped with less cohesion between the fibers, while those based on polyester are packed tightly. Also, the physicochemical properties of these nonwoven composites materials was found to have greater mechanical properties than non-composite materials. Given their interesting physicochemical properties and their good cost-performance ratio, these nonwoven materials can find application in various fields such as construction; reinforcement of composite materials; automotive and agriculture.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.