
Abstract
In this study, Box–Behnken design was used to study the effect of optimization of plasma treatment on surface modification of bamboo spunlace nonwoven fabric. The effect and interaction of the process variables of glow discharge oxygen plasma treatment, i.e. discharge power, exposure duration and inter-electrode spacing on fabric characteristics such as mass per unit area, thickness, breaking force and elongation, air permeability, water vapour permeability and wicking were analysed. The optimum conditions of discharge power 650 W, exposure duration 55 s, and inter-electrode spacing 4 cm were arrived using response optimizer tool of Minitab software. The fabrics showed better characteristics in terms of air permeability, water vapour permeability, wicking and elongation and showed slight reduction in terms of fabric weight, thickness and breaking force. Fourier-transform infrared spectroscopy spectra analysis confirmed the increased functionality of the material after plasma treatment.
Introduction
Plasma technology is a dry, clean and environmental-friendly process used for surface modification of textile materials to impart various functional properties. Plasma surface modification is more effective and ecological alternative to chemical processes since it allows the control of fibre surface chemistry and morphology [1]. Surface modification of textiles by plasma treatment is dependent on various parameters like discharge power, exposure duration, nature of gas and nature of substrate. The type of gas used for generating plasma plays a vital role in introducing different surface functionalities on the material. Inert gases initiate surface activation by generating free radicals on the surface by means of chain scission, whereas reactive gases like oxygen and ammonia incorporate oxygen and nitrogen containing groups [2]. Oxygen plasma imparts super-hydrophilicity to the polymer surface due to the formation of high energy surface groups caused as a result of interaction between the polymer surface groups and the oxygen rich reactive plasma species [3].
Bamboo being one of the high yielding sources of cellulose, regenerated bamboo fibres have conquered the market and is used in apparels, hygienic products, ultraviolet protective clothing, home furnishing textiles, etc. Its diverse applications are mainly due to its claimed anti-bacterial nature, biodegradable properties, high moisture absorption capacity, soft and smooth feel and UV protective ability. For textile applications, bamboo fibres are mostly produced from the tallest bamboo species Phyllostachys edulis which is more popularly known as 'Moso bamboo' [4]. In order to produce regenerated bamboo fibres, the crushed bamboo is cooked in sodium hydroxide. Then hydrolysis alkalization is done through carbon disulphide combined with multi phase bleaching [5].
In bio-medical applications, plasma surface modification intends to promote adhesion, improved surface wettability and spreading, and reduced surface friction characteristics. Enhanced adhesion properties are caused due to etching and substitution of chemical functional groups on surface by covalent bonding. Substitution of functional groups increases the surface energy and reactivity causing alteration of surface characteristics [6]. In a study conducted by Pivec et al., oxygen plasma treatment on viscose nonwoven fabric resulted in formation of new oxygen rich functional groups and etching leading to excellent hydrophilicity of the modified material. From their observations, it was found that combining antimicrobial coating and oxygen plasma treatment is an excellent solution for wounds with excessive exudates [7]. In another observation, nonwoven cellulosic material treated with oxygen plasma gained enhanced adsorption capacity. Under optimal conditions, the material acquired specific functionalities required for further incorporation of drugs for wound dressing application [8]. An investigation by Vaideki et al. revealed that the surface modification of cotton fabric by radio frequency (RF) oxygen plasma increased the hydrophilicity due to carboxyl functional groups resulting in enhanced anti-microbial activity when treated with azadirachtin [9].
In another study, optimization of plasma process parameters was carried out using glow discharge oxygen plasma on poly-linen fabric. Under optimal conditions, the fabric showed improved wettability in terms of wicking and spreading rate compared to that of the untreated fabrics [10]. Low temperature air plasma treatment on hemp fabric caused etching and oxidation effect resulting in increased water retention value of the fabric [11]. Non thermal atmospheric air plasma treatment on raw linen fabric revealed significant increase in wicking, wetting, surface energy and decrease in water contact angle contributing to increased hydrophilicity of the fabric [12]. Calvimontes et al. investigated the changes on cellulose surfaces treated with low pressure oxygen plasma at various exposure times. It was found that plasma reactions modified the surface chemistry by decomposition of polymer chains and oxidation reactions forming aldehyde and carboxylic acid/carboxylate groups on the surface [13]. Prakash et al. studied the effect of oxygen plasma treatment on air permeability and water vapour permeability of bamboo knitted fabric and found that there was a decrease in air permeability and increase in water vapour permeability after the treatment [14]. Borcia et al. investigated the surface modification of natural and synthetic woven fabrics with dielectric barrier discharge and concluded that DBD plasma can be used to modify the surface of textured textile materials leading to enhanced hydrophilicity-dependent properties. Wicking and the level of oxidation were increased markedly after the treatment [15].
In this work, an attempt was made to study the effect of glow discharge oxygen plasma on surface modification of bamboo spunlace nonwoven fabric. Box–Behnken design of response surface methodology was used for optimization of plasma process variables and to evaluate the effect and interaction of process variables such as discharge power, exposure duration and inter-electrode spacing on the fabric properties namely mass per unit area, thickness, breaking force and elongation, air permeability, water vapour permeability and wicking. Structural changes on the surface were studied using Fourier-transform infrared spectroscopy (FTIR) technique.
Materials and methods
Materials
Bamboo spunlace nonwoven fabric purchased from South Indian Textile Research Association (SITRA), Coimbatore, India was used for the study. The surface mass of the fabric was 111.6 g/m2 and the thickness was 0.6 mm (Figure 1).
Bamboo spunlace nonwoven fabric.
Plasma treatment
Samples were conditioned at 21 ± 1℃ and 65 ± 2% relative humidity for 24 h prior to plasma treatment. Hydro Pneo Vac Technologies RF and DC spluttering unit was used for generating glow discharge plasma (Figure 2). The device consisted of two parallel plate electrodes. The sample to be treated was placed in a regular pyrex enclosure into which the working gas was introduced to pass through the gap between the electrodes. The electrodes were connected to the power supply and the exhaust gas was carried via plastic tubing to the fuming cupboard. The chamber was evacuated by a diffusion stack pump and backed by a double storage rotary vacuum pump. The RF generator was operated at standard industrial frequency of 13.56 MHz. The fabric sample of size 25 cm × 25 cm was placed between the electrodes and glow discharge plasma was generated at 3 × 10−2 mbar pressure using oxygen gas in the laboratory batch reactor.
Schematic diagram of glow discharge plasma chamber.
Box–Behnken design
Coded levels of variables.

In an experimental design involving three independent input variables X1, X2 and X3, the mathematical relationship of the response on these variables using second-order polynomial equation (1) is given as follows
Y – dependent variable, C0 – regression coefficient at the centre point, C1, C2, C3 – linear coefficients, C12, C13 and C23 – cross product coefficients, C11, C22 and C33 – quadratic coefficients.
Box–Behnken design for the three independent variables.

Model fitting and statistical analysis
The experimental data were analysed using the statistical software, Minitab software (Version V17) to obtain optimal point and to generate response surface plots. Regression equations were developed to fit the model and were tested for its statistical significance using the software. The accuracy of the model was validated by comparing the predicted results and the actual results of responses.
Testing of properties of bamboo spunlace nonwoven fabric
The mass per unit area and thickness of the bamboo spunlace nonwoven fabric samples were determined according to ISO 9073-1 and ASTM D1777 standards respectively. Determination of the tensile properties by cut-strip method was carried out as per ISO 9073-3:1989(E) standard. The tensile properties were expressed as average breaking force in Newton to the nearest 0.1 N and as average percentage elongation at break to the nearest 0.5%. Air permeability of the samples was tested according to ASTM D737 standard and expressed in SI units as cm3/cm2/s. Water vapour permeability was tested in accordance with the standard ASTM E96-95 Option ‘B’. The rate of water vapour transmission was expressed in metric units as g/m2/24 h. Vertical capillary rise test was used to determine the wickability of the samples as per ISO 9073-6:2000(E) standard. The capillary height (mm) was measured at 60 s in both machine direction and cross direction of the fabrics.
Surface chemical analysis by FTIR
Fourier-transform infrared spectra analysis of the untreated and oxygen plasma-treated bamboo nonwoven fabric was investigated by Thermo Scientific Nicolet™ iS™10 FTIR in a wave number range of 500–4000 cm−1, which run in attenuated total reflectance mode. Omnic software was used in this spectrometer for recording of spectra with a subtracted sum of 36 scans at 1.92 cm−1 data spacing.
Results and discussion
Optimization of plasma process parameters
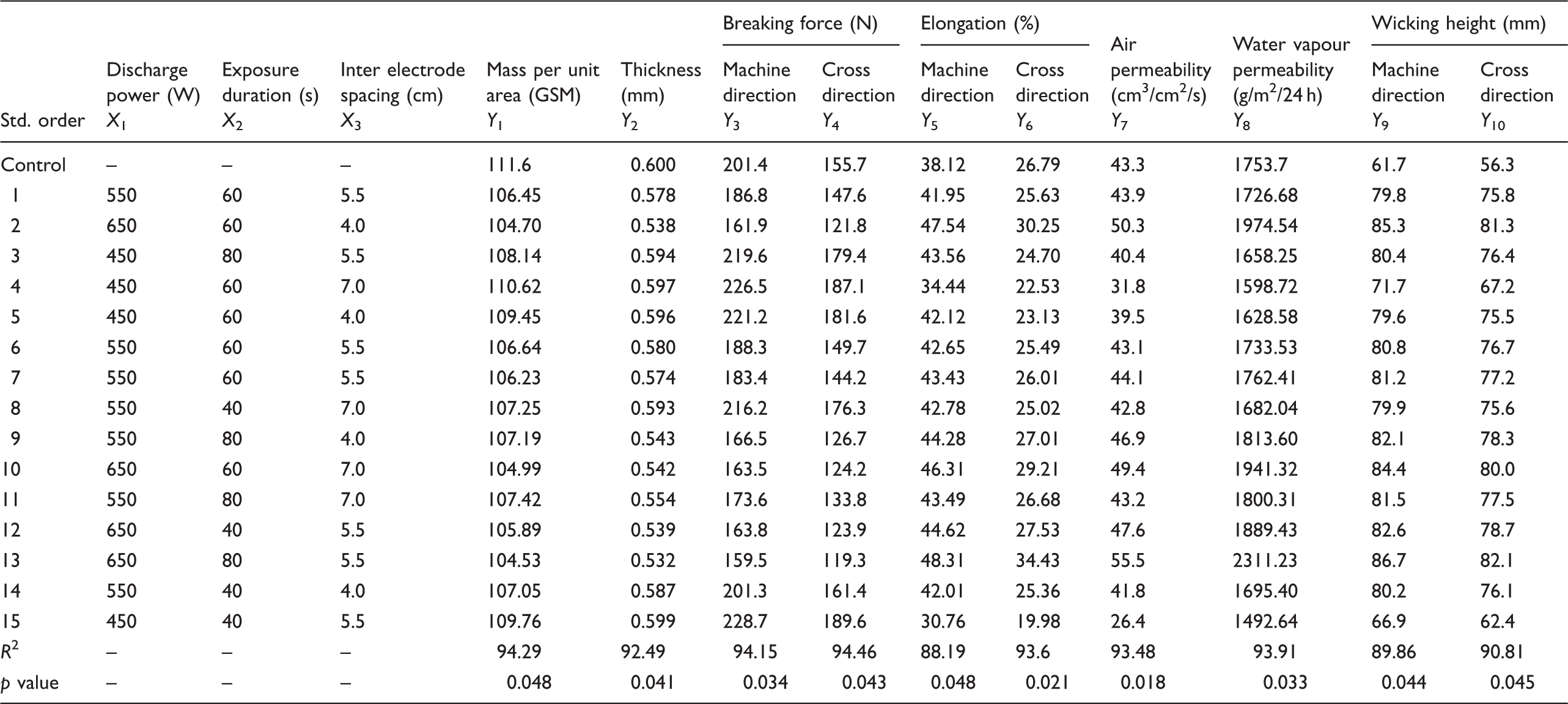
Characteristics of plasma-treated bamboo spunlace nonwoven fabric corresponding to changes in the experimental combinations.
Model building and statistical analysis
Response surface regression equations for characteristics of oxygen plasma-treated bamboo nonwoven fabric with chosen variables.

Effect of plasma treatment variables on mass per unit area of the fabric
The contour plots in Figure 3 represent the influence of plasma process variables on mass per unit area of the fabric. Higher discharge power resulted in increased reduction of mass per unit area of the fabric. At higher exposure duration, as the discharge power increased, the reduction in mass per unit area also increased. It was shown that as the duration of exposure increased above 60 s, the increase in weight loss was more prominent at a spacing of 4.5 to 6.0 cm between the electrodes, during which more collision of plasma species would have taken place on the substrate resulting in increased rate of etching. Oxygen plasma-treated fabric shows reduction in weight with increase in both discharge power and exposure duration [14].
Influence of plasma treatment variables on mass per unit area of bamboo spunlace nonwoven fabric.
Effect of plasma treatment variables on thickness of the fabric
Figure 4 represents the influence of plasma process variables on thickness of the fabric. A gradual reduction in thickness was found at higher discharge power, maximum exposure duration, and at minimum inter-electrode spacing. Thickness of less than 0.54 cm was encountered at discharge power of 650 W, exposure duration of 80 s and at inter-electrode spacing of 4 cm. This might be attributed to the ablation caused by the bombardment of electrons and ions on the fabric. Oxygen gas being a highly reactive etchant might have burnt away the thinner fibres on the fabric surface contributing to a slight reduction in thickness.
Influence of plasma treatment variables on thickness of bamboo spunlace nonwoven fabric.
Effect of plasma treatment variables on breaking force of the fabric
The influence of plasma treatment variables on breaking force of the fabric in machine direction is shown in Figure 5 and in cross direction is shown in Figure 6. As the discharge power and exposure duration increased, a reduction in breaking force was encountered in both machine direction and cross direction. At minimum inter-electrode spacing of 4 cm and at higher exposure duration of 650 W, the breaking force was reduced below 160 N in machine direction and below 120 N in cross direction. There was a gradual reduction in breaking force in both machine direction and cross direction corresponding to the increase in exposure duration at minimum inter-electrode spacing. However, widening of gap between electrodes caused a gradual increase in breaking force. Due to the preferential orientation of fibres in machine direction in hydro-entangled nonwovens, higher breaking force was exhibited in machine direction than that of cross direction.
Influence of plasma treatment variables on breaking force of bamboo spunlace nonwoven fabric (machine direction). Influence of plasma treatment variables on breaking force of bamboo spunlace nonwoven fabric (cross direction).

Effect of plasma treatment variables on elongation of the fabric
Figures 7 and 8 represent the influence of plasma treatment variables on elongation of the fabric in machine direction and in cross direction, respectively. The elongation of the fabric improved as the discharge power and exposure duration gradually increased. Inter-electrode spacing was not a major influencing factor impacting the elongation properties of the fabric. It was found that the fabric attained higher breaking elongation during maximum exposure duration at minimum inter-electrode spacing. The breaking elongation was higher in machine direction than in cross direction. The increase in elasticity has invariably caused a reduction in breaking strength. It is apparent that plasma treatment has improved the elasticity and pliability of the fabric.
Influence of plasma treatment variables on breaking elongation of bamboo spunlace nonwoven fabric (machine direction). Influence of plasma treatment variables on breaking elongation of bamboo spunlace nonwoven fabric (cross direction).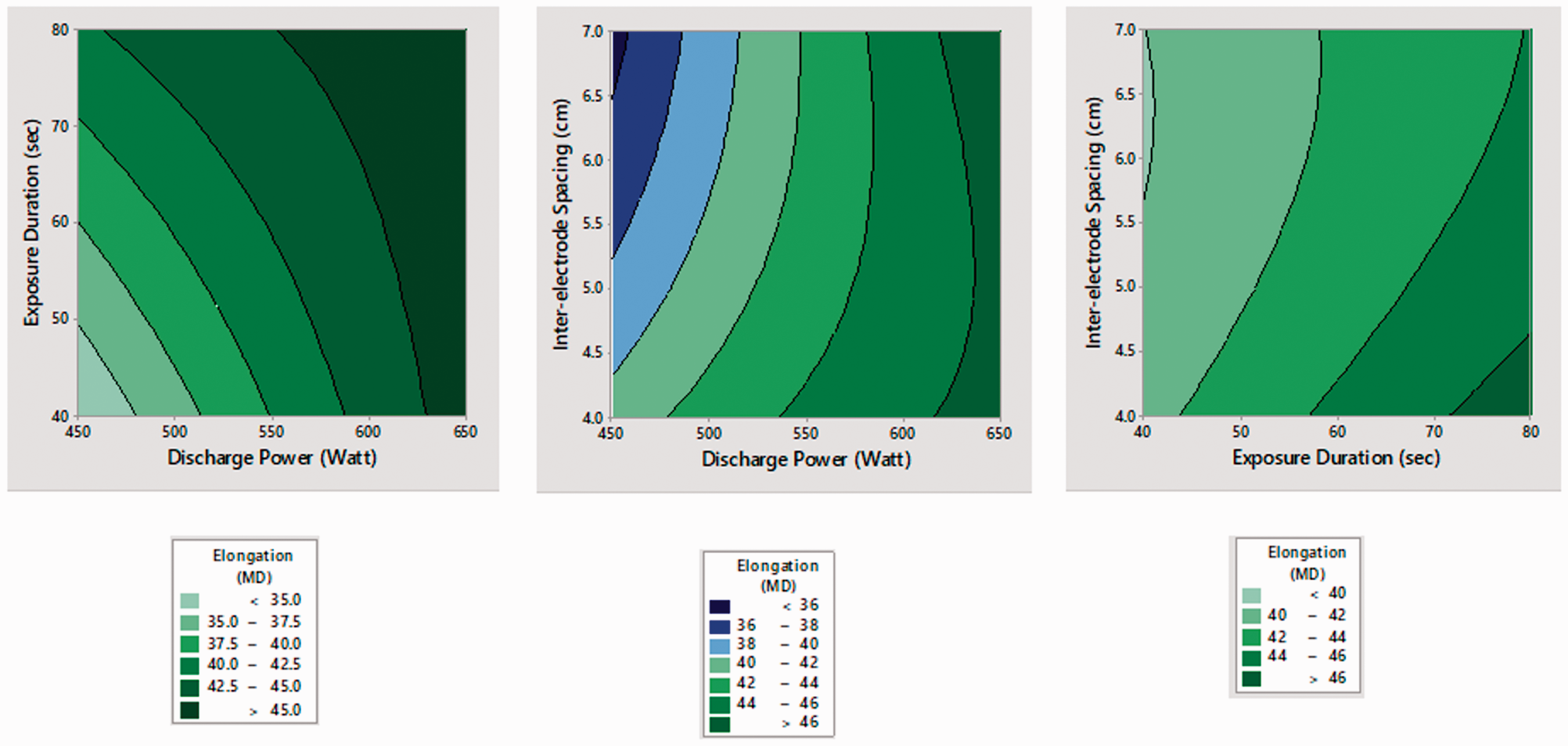

Effect of plasma treatment variables on air permeability of the fabric
The contour plots shown in Figure 9 represent the effect of plasma treatment variables on air permeability of the treated fabric. Air permeability increased at maximum discharge power and exposure duration. Maximum air permeability was encountered at discharge power of 650 W irrespective of the spacing between the electrodes. It was observed that the air permeability increased during higher exposure duration of 80 s at minimum inter-electrode spacing of 4 cm. At higher discharge potential, as the exposure duration increases, the depth and the size of micropores etched by plasma increase thereby enlarging the openings and space between the fibres resulting in increased air permeability. The fabric structure and porosity also influence the transmission of air through the fabrics [18].
Influence of plasma treatment variables on air permeability of bamboo spunlace nonwoven fabric.
Effect of plasma treatment variables on water vapour permeability of the fabric
Figure 10 represents the effect of plasma treatment variables on water vapour permeability of the treated fabric. Increased water vapour permeability was attributed to higher discharge power at higher exposure duration. It was found that the impact of the spacing between the electrodes on water vapour permeability was very negligible when compared with that of discharge power and exposure duration. Oxygen plasma-treated bamboo fabric undergoes etching causing cracks on the surface leading to improve water vapour permeability [14].
Influence of plasma treatment variables on water vapour permeability of bamboo spunlace nonwoven fabric.
Effect of plasma treatment variables on wicking height of the fabric
The contour plots shown in Figures 11 and 12 represent the influence of plasma treatment variables on wicking height of the fabric in machine direction and in cross direction. It was found that the discharge power was the major determinant in improving the wicking behaviour of the fabric in both machine direction and cross direction when compared to that of exposure duration and inter-electrode spacing. Higher wicking height was encountered at higher exposure duration especially when the spacing between the electrodes was kept minimum. However, the wicking height in machine direction was greater than that of the cross direction in all the samples. This is because of the anisotropic orientation of fibres in machine direction and cross direction in nonwoven structure [18]. Oxygen plasma-treated fabric exhibits increase in capillary height with increased discharge power and duration of exposure. Higher discharge power leads to more acceleration and bombardment of high energy plasma constituent species leading to improved hydrophilic character on the fabric surface [19]. Plasma-treated fabric acquires a surface roughness due to etching and this change of surface morphology influences adsorption and absorption of fluids contributing to excellent hydrophilicity of materials with increased surface energy [20]. The roughness, cracks and grooves on the plasma-treated surface could have decreased the capillary pressure and increased the wickability of fabrics [21].
Influence of plasma treatment variables on wicking height (machine direction) of bamboo spunlace nonwoven fabric. Influence of plasma treatment variables on wicking height (cross direction) of bamboo spunlace nonwoven fabric.

Response optimization
The response optimizer in Minitab helps us to identify the combination of input parameter settings to optimize a set of responses. The optimized parametric setting for the maximum yield of responses was discharge power of 650 W, exposure duration of 55 s and inter-electrode spacing of 4 cm with an optimal composite desirability of 0.9682. Higher the optimal composite desirability value better is the product quality. It denotes the weighted geometric mean of the individual desirability for the responses.
Effect of process optimization on the properties of oxygen plasma-treated bamboo spunlace nonwoven fabric
Effect of oxygen plasma treatment on the properties of bamboo spunlace nonwoven fabric at optimized process conditions.

From Table 5 it is observed that the surface modification of bamboo spunlace nonwoven fabric by glow discharge oxygen plasma treatment under optimized process condition has resulted in certain changes in the fabric characteristics, while compared to that of the untreated fabric. It was found that there was a reduction in mass per unit area and thickness of the treated fabric. Plasma-treated surfaces undergo ablation and etching due to bombardment of high energy ions and radicals causing a reduction in fabric weight and thickness. In an investigation carried out by Wong et al., oxygen plasma-treated linen fabric showed weight loss with increased discharge power and treatment time [22]. In our study, plasma-treated fabric exhibited slight reduction in breaking force and increase in elongation compared to that of the untreated fabric. Based on the analysis of various studies carried out by several researchers, Kale and Desai opine that higher discharge power and longer treatment time increase the rate of etching leading to loss in tensile properties, whereas the impact is negligible in the case of milder treatment conditions [2]. Plasma treatment improved the air permeability and water vapour permeability of the fabric. The surface roughness caused due to plasma etching might have enlarged the void between fibres causing the sample to permeate better [23]. The oxygen plasma-treated fabric exhibited greater wickability than that of the untreated fabric in both machine direction and cross direction. The increased hydrophilicity of oxygen plasma-treated fabric is due to the surface functionalization with introduction of polar functional groups such as C=O, –OH, O=C=O and –COOH that are able to attract water through hydrogen bonding onto the surface [24–26]. Plasma treatment increases the apparent capillary pore radius and surface energy of the fabric contributing to increased fabric wettability [12].
Surface chemical analysis by FTIR
Plasma treatment imparted different functionalities to the surface of the textile substrate. Changes in the surface of the plasma-treated material were detected with the help of FTIR. The FTIR spectra of untreated and oxygen plasma-treated bamboo spunlace nonwoven fabrics are shown in Figure 13. The absorbance at 2916 cm−1 for the treated fabric is attributed to the C–H stretching of alkanes in cellulose and lignin. The bands from 1600 to 1400 cm−1 were due to the aromatic skeletal vibration in lignin. The absorbance at 1368 cm−1 corresponds to C–H bending of alkanes of celluloses and hemi-celluloses and that of 1233 cm−1 to C–O stretching of phenolic hydroxyl group in the lignin. The small band at 1640 cm−1 was characterized as C=C stretching of alkanes present in the aromatic ring of lignin [27]. These bands confirmed the presence of important chemical constituents of bamboo. In the plasma-treated fabric, strong bands of hydroxyl group (–OH stretch) at 3367 and 3651 cm−1 indicated that the substrate was more hydrophilic after oxygen plasma treatment. Strong bands in the region 3700–3100 cm−1 corresponded to the polar hydroxyl groups of alcohol, water and phenols accounting for the enhanced wettability of plasma-treated fabric. Higher absorption intensity in the oxygen plasma-treated fabric denoted improved hydrophilicity of the fabric.
FTIR spectra of untreated and oxygen plasma-treated bamboo spunlace nonwoven fabric.
Conclusion
The present study demonstrated the application of Box–Behnken design in determining the optimal process conditions for surface modification of bamboo spunlace nonwoven fabric. Glow discharge oxygen plasma was found to have profound impact on the surface properties of the fabric. Investigation of the fabric properties revealed that the plasma treatment had greater effect in enhancing the air permeability, water vapour permeability and wickability characteristics of the fabric. Moreover, reduction in fabric weight, thickness and breaking force was observed in the plasma-treated fabric. However, its impact was negligible when compared to that of the untreated sample. The increased elongation after plasma treatment accounts for better pliability of the fabric. The presence of polar functional groups revealed from the FTIR spectra showed the improved hydrophilicity properties of the oxygen plasma-treated fabric. These findings indicate that glow discharge oxygen plasma treatment has improved the surface functionality of bamboo spunlace nonwoven fabric.
Footnotes
Authors' note
S Manjula is now affiliated with Department of Costume Design and Fashion, Kongu Arts and Science College, Erode, India.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.