
Abstract
The development of energy-efficient textile manufacturing procedures is a crucial factor for cost reduction, potentially leading to the further establishment of technical textiles for industrial applications. In the textile sector, drying processes are responsible for the largest share of the total energy demand required by the manufacturing process. The performed investigations reveal that this fact also applies to infrared-based drying and curing procedures involved in the manufacturing of textile reinforcing structures for construction applications. The relationship between the temperature of the coated textile grid-like structure during drying and curing and infrared emitter power was analyzed and optimized. In addition, a thermodynamic concept was developed to replace the iterative setting of production parameters, such as infrared emitter power and machine speed. Thus, measurable process control parameters were identified that decisively influence the drying and curing process of textile reinforcements. The results of these investigations form the basis for procedural improvements (optimization variables: energy, time, and quality) as well as for the continuous monitoring of the drying and hardening process of textile reinforcements.
Keywords
Introduction
In order to overcome the most urgent global challenges by 2030, all member states of the United Nations (UN) have signed 17 joint target agreements termed “Sustainable Development Goals” (SDGs) [1]. According to these agreements, the development of resource-efficient materials and energy-efficient processes is of great significance.
Textile reinforcements for civil engineering offer great potential to support the goal described in the UN agreements as these innovative reinforcing materials reduce the required amount of natural resources, e.g. water and sand, used for the construction and restoration of buildings and infrastructure. This is due to the corrosion resistance of the reinforcing material resulting in a concrete cover that is considerably thinner when compared to ferroconcrete. The advantages of textile reinforcements, preferably made from carbon fiber, compared to ferroconcrete include [2–5]: (1) great durability due to corrosion resistance, (2) reduced concrete demand due to decreased cover thickness, (3) low weight, i.e. density of carbon fiber is 1.8 g/cm3, whereas that of construction steel is 7.8 g/cm3, (4) high mechanical strength, i.e. tensile strength of carbon fibers amounts to up to 4000 N/mm2 depending on fiber type, in contrast that of construction steel is at approximately 500 N/mm2, and (5) high geometric flexibility, particularly when using aqueous polymer dispersions as coating material, exemplified by this research.
The foundation for textile reinforcing materials is grid-like textile structures. To protect them from external environmental impacts and enhance force transmission between carbon fiber filaments (internal bonding) as well as between textile reinforcement and concrete (external bonding), these textile grids must be properly impregnated using a coating agent [3,6–8]. Investigations by Köeckritz et al. [8], Xu et al. [6], Gao et al. [7], and Hahn et al. [3] showed that the coating of fibers leads to a significant increase in tensile strength and improved bonding between textile reinforcement and concrete. The coating procedure is followed by the drying and curing process, whereby the former comprises several stages due to the processing of an aqueous polymer dispersion (styrene–butadiene). To exploit the mechanical potential of the textile reinforcement, the water intrinsic to coating agent must completely evaporate during the drying process, and subsequently, the polymer components must be fully cured.
The coating process of textile reinforcements was thoroughly evaluated, for example by Köeckritz et al. [8], Xu et al. [6], Gao et al. [7], and Hahn et al. [2,3]. In contrast, the drying and curing process of textile reinforcing structures is, including their thermodynamic interactions, insufficiently researched. However, the significance of thermodynamic analyses in terms of the drying and curing process of textile reinforcements aiming at an energy-efficient and resource-saving manufacturing procedure is proven by the research introduced in this paper. Results suggest that the drying and curing process accounts for approximately 88% of the total energy demand of the manufacturing process that involves production, coating, and drying/curing. Thus, taking ecological and economical factors into consideration, the drying and curing process of textile reinforcement structures must be as energy-efficient as possible.
The drying unit considered in the investigations is based on IR drying. This technology forms the basis for the cost-effective production of textile reinforcements, as a faster drying compared to the convection drying is possible and thus a higher profitability of the manufacturing process [9–11]. Due to the penetration depth of the IR radiation of up to 1.5 mm into the material to be dried, uniform drying takes place on a large surface in a short time [10]. The IR drying technology also offers the option of selectively drying individual areas of the drying material by matching the types of spotlights to the material to be dried. To form a basis allowing for further optimizations in terms of processing and energy, the temperature distribution of a coated textile grid-like structure within a drying unit was investigated based on a measuring technique developed at the Institute of Textile Machinery and High Performance Material Technology (ITM) of TU Dresden. In addition, a mathematical thermodynamic approach was generated in collaboration with the Institute of Process Engineering and Environmental Technology of TU Dresden to enable the quantitative assessment of the drying and curing process; as a result, production parameters can be set based on data, thus replacing the current time- and cost-intensive iterative setting procedure. Following these investigations, the circulation of mass and energy flows that occurs during the drying process was analyzed, and corresponding thermodynamic process models as well as balance equations were established to represent the actual process as accurately as possible. Moreover, measurable process control parameters that are essential for the quantitative evaluation of the drying and curing process were identified as a basis for the envisaged continuous process monitoring.
Experimental
Material parameters
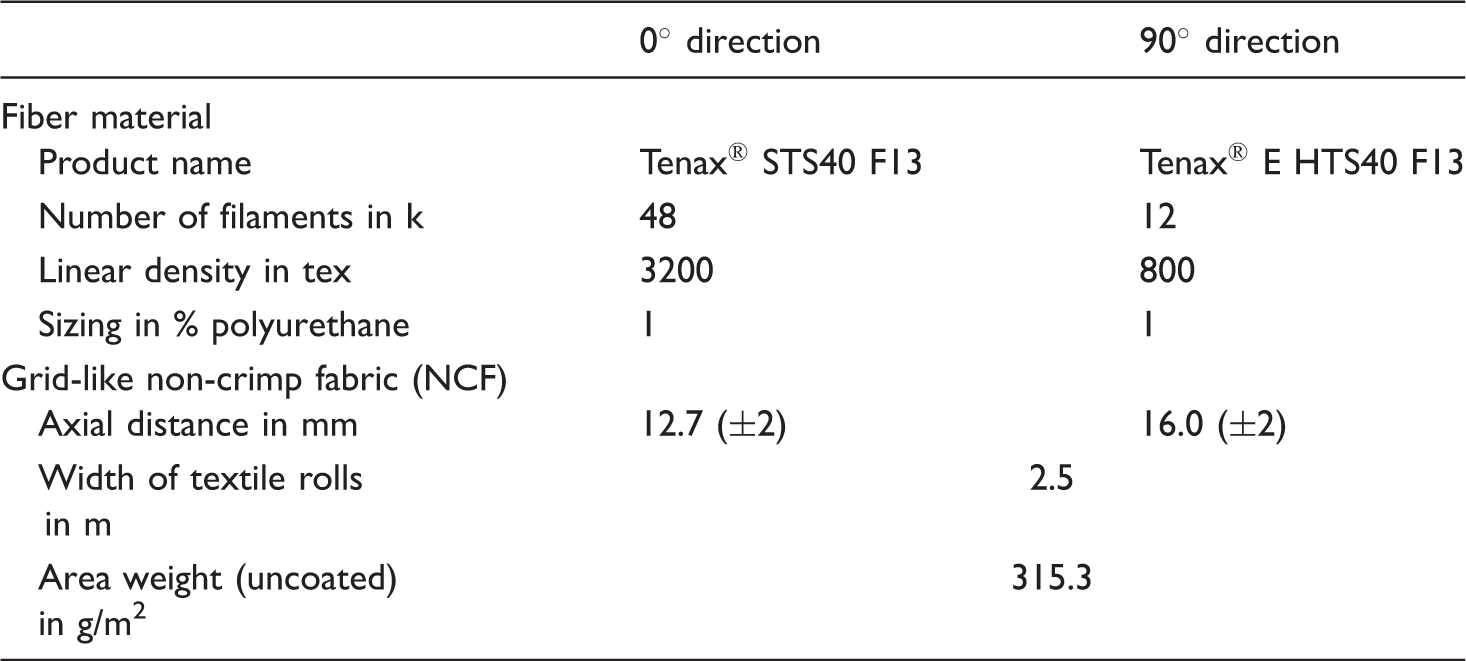
In 2014, the first general construction approval was granted for textile reinforcements suitable for the strengthening of ferroconcrete in Germany [12]. The textile reinforcing structure was tested in various investigations and is manufactured using multiaxial warp knitting technology, see Figure 1. Bonding between carbon fiber rovings, which are oriented at 0 ° and 90 ° to the production direction, is ensured by knitting yarn made from polyester and polypropylene [4].
Textile reinforcement structure based on 48k carbon fiber heavy tows at 0 ° direction, 12k carbon rovings at 90 ° direction and polyester knitting yarn.

Specifications of produced textile grid-like structure.
Requirements profile for the drying and curing process of textile reinforcements
In order to exploit the mechanical potential of a textile reinforcement structure in concrete matrix, the roving must be completely impregnated, and drying as well as curing of the applied coating material must be completed [2,3,7]. According to information provided by the coating agent manufacturer Lefatex-Chemie GmbH (Germany), the water present in coating agent must evaporate prior to the curing of the polymer components to avoid the emergence of water voids within rovings. Next, the polymer constituents are completely cured at a temperature of 130–200 ℃ [13,14]. The degree of drying and curing should be kept as constant as possible throughout the textile reinforcing structure to achieve homogenously distributed mechanical properties across the textile roll.
Multiaxial warp knitting machine including online coating and drying system
The Foulard principle is a commonly used coating technique in the textile industry and represents a process separate from textile manufacturing [3,15]. Typically, this type of offline coating principle is based on dip coating, whereby the textile structure is deflected from the production level and guided through a coating tank, where it is impregnated, squeezed, and finally, brought back to the production level. The drying process is subsequently implemented. In contrast, the patented online coating technique developed at the ITM employs the roll coater principle, i.e. coating (1), drying (2), and curing (3) are integral parts of the manufacturing process and are implemented on the production line [16–18]. During this process, the textile structure remains tensioned in all reinforcing yarn directions so that reproducibility in terms of yarn orientation is ensured and structural elongation is significantly reduced. The online system comprises three main units: the multiaxial warp knitting machine Malitronic® (KARL MAYER Textilmaschinenfabrik GmbH, Germany), a coating unit (Coatema Coating Machinery GmbH, Germany), and an infrared (IR) drying unit (Heraeus Noblelight GmbH, Germany). The system modules are controlled and coordinated so that multiaxial layered structures can be continuously manufactured including process-integrated coating and drying. After producing a grid-like textile structure by means of the Malitronic®, the fabric is retensioned and then guided through the transport chain to the coating unit, where it is coated on both sides and impregnated using an aqueous polymer dispersion. Next, the coated grid-like textile structure is heated by two consecutive IR modules on both sides, thereby initiating the drying and curing process, which is followed by the winding process (winding machine from ontec automation GmbH, Germany), which concludes the manufacturing process of textile-reinforcing structures. Figure 2 presents a Computer-Aided Design (CAD) model of the described online coating and drying machine. Investigations focused on the IR drying unit with its three main system components, i.e. the ventilation system providing supply air (a in Figure 2), a multiunit IR emitter system, and a suction system to aspirate exhaust air and gas from the IR drying unit (b in Figure 2).
CAD model of the online coating and drying system.
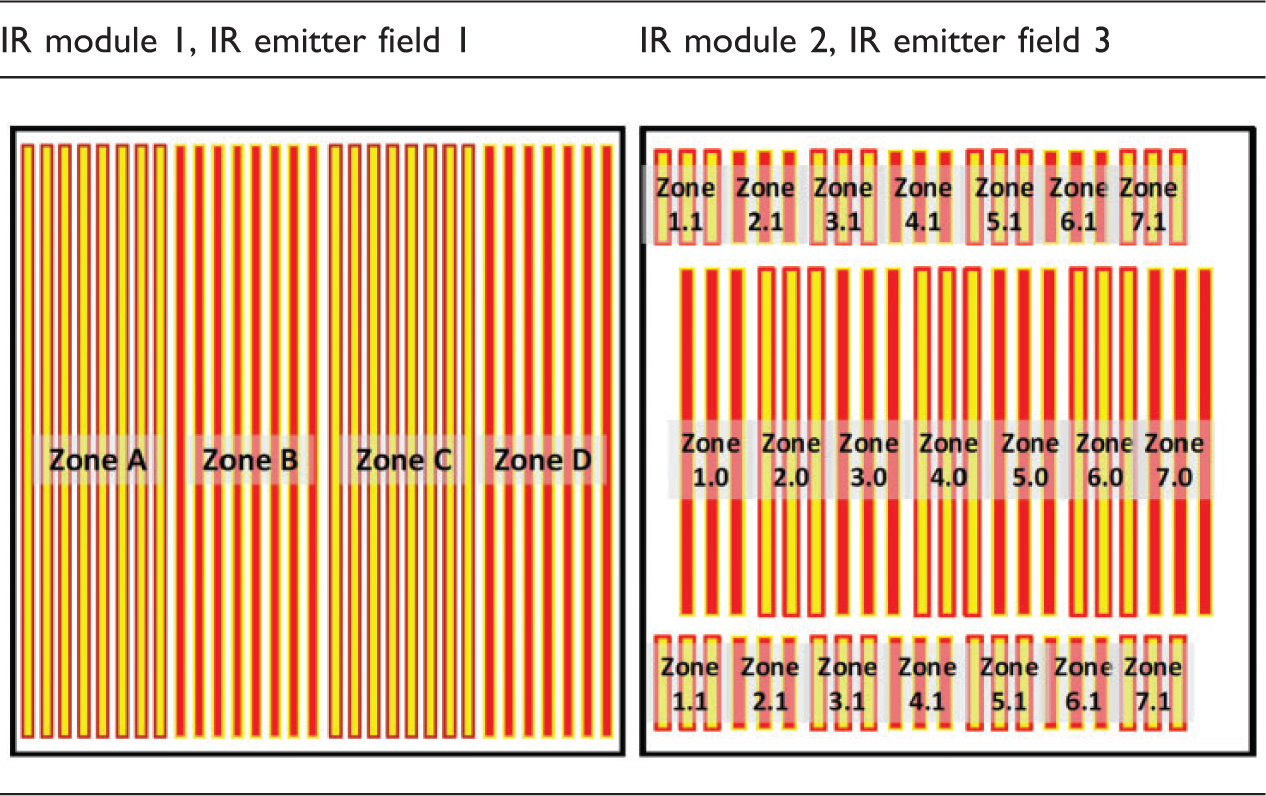
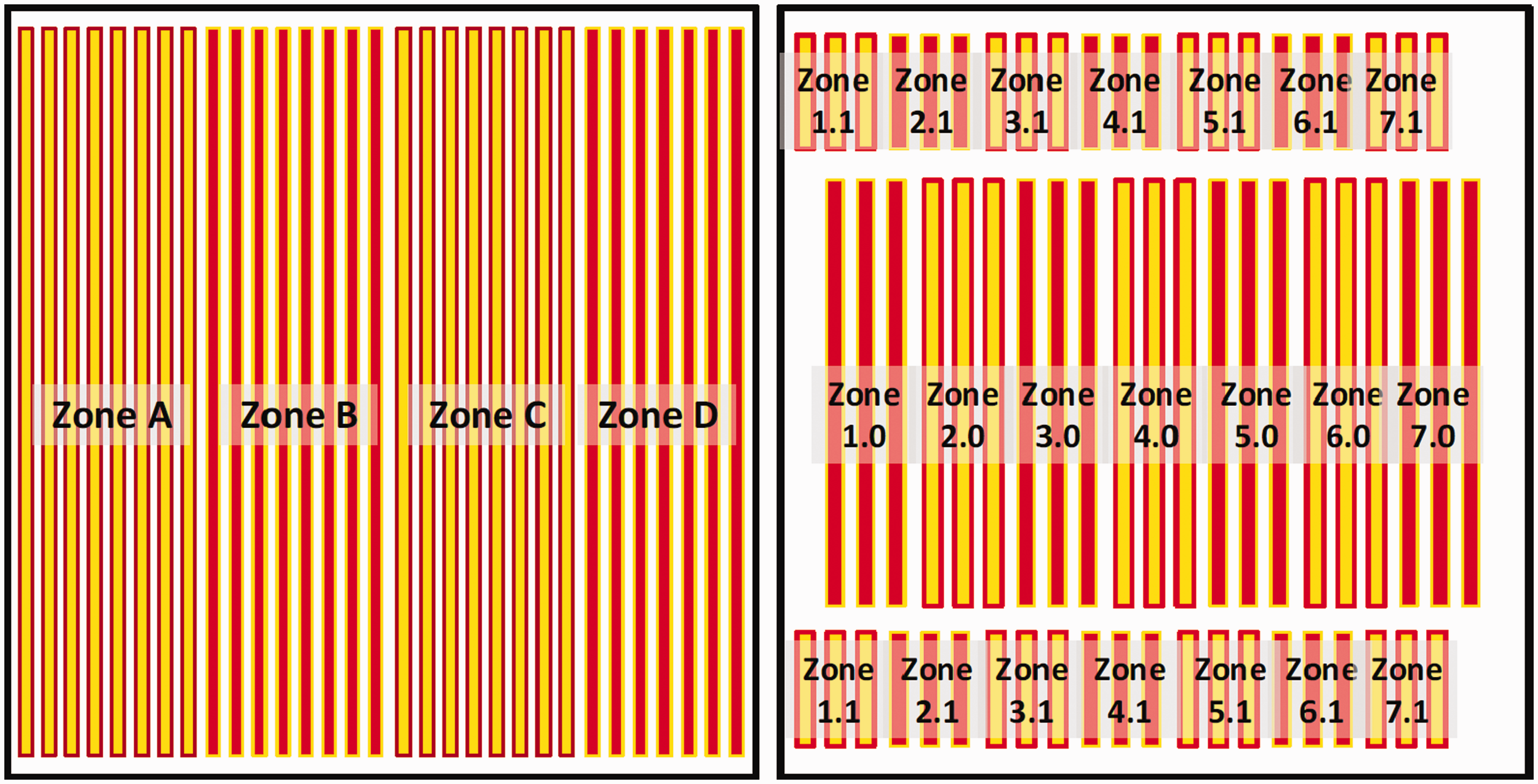
Subdivision of heating zones using the example of IR emitters 1 and 3.
Temperature measuring system
To determine spatially resolved temperatures on a coated grid-like structure, a suitable measuring system was developed at the ITM within a project termed carbon-concrete composites (C3) [19]. Based on an eccentric mechanism, the generated temperature measuring system can be attached to the transport chain of the multiaxial warp-knitting machine at any process stage, pass through the IR drying unit at production speed, and simultaneously record temperature data. The sensor system mounted to a crossbeam consists of eight temperature sensors that are placed on the 0 ° rovings and evenly distributed across the width of the textile grid-like structure. The measured data are evaluated using a program based on the software Scilab (ESI Group, France). The determined repeat accuracy of temperature measurements is ±5 K.
Measurements of energy requirement
Experimental conditions for energy requirement measurement.
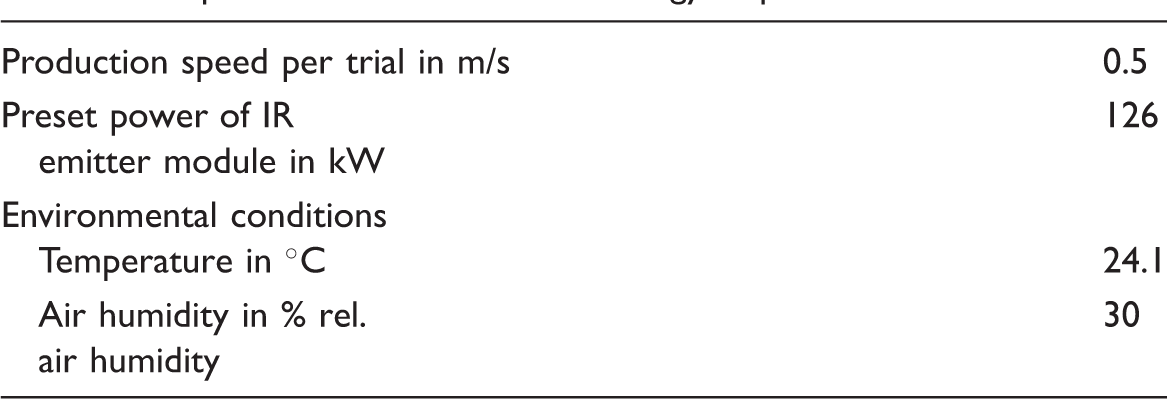
Image of temperature distribution on the textile grid while passing through the IR drying unit.

Thermodynamic system analysis
The objective of this research is to considerably enhance the energy efficiency of the drying and curing procedure of textile reinforcements. Thus, it is essential to mathematically calculate drying parameters, such as IR emitter power and production speed, that are dependent on the material to be dried (e.g., textile and coating agent) and environmental factors (e.g., temperature, air humidity, and air flow). This is required in combination with corresponding measuring systems for monitoring of the drying process to assure sufficient energy input in accordance with the previously described requirements profile for the drying and curing process of textile reinforcements.
The addressed drying and curing procedure being the key component for thermodynamic modeling can be subdivided into four process steps, cf. Figure 3:
Cool, relatively dry ambient air enters IR modules through the ventilation system. The cool inlet air cools the IR modules (this cooling is technically necessary). The air is heated and enters the gap between IR emitters. Due to the contact of the incoming air with the coated textile grid-like structure, humidification, and associated cooling of the air take place. Subsequently, the air is extracted by the exhaust system. Heated and humidified air (exhaust air) leaves the IR drying unit through suction channels, where it mixes with ambient air (short-path current (SPC)), which is drawn directly from the environment.
Schematic highlighting physical states (PS) of humid air in IR drying unit (top) and h, x-Mollier diagram showing the condition of humid air in drying unit (bottom), ϕ: relative air humidity in %.
Based on the presented drying and curing process, four physical states (PS) of humid air can be defined, evolving during the process in terms of, for example, temperature and humidity. Figure 3 schematically shows the PS in a drying unit based on an h, x-Mollier diagram. The enthalpy (h)–moisture content (x) diagram reveals the development of air humidity in the course of the drying and curing process along defined PS. It is assumed that the pressure of p = 1 bar is constant during drying and curing of the coated textile grid-like structure, thus ensuring isobaric conditions during production.
PS1 represents the condition of humid air in the surrounding environment. At the transition of PS1 to PS2 (space above IR emitter and below ventilation), ambient humid air is fed to IR emitters via ventilators. As a result of radiation effects, humid air above the IR emitters is heated as well, thus increasing enthalpy. The absolute humidity of air (XH2O, L) is expected to remain constant from PS1 to PS2. Between PS2 and PS3, air humidity is increasing due to evaporation from the coated grid-like fabric. In the case of PS3, the temperature difference between intake air and textile structure leads to convective heat transfer. In the transition from PS3 to PS4, the now humid and heated air is guided to the suction channel. However, as suction channels are exposed to ambient air as well, they are expected to draw in additional air. Therefore, air termed SPC mixes with that of PS3. Moreover, the lateral gap between upper and lower IR emitters potentially leads to leakage current (LC) so that the air heated and humidified in PS3 is partially released into the environment. Figure 3 shows the defined PS of humid air in addition to the constant enthalpy, in which case the performed work
The first law of thermodynamics can be applied according to equation (1)

Definition of system boundaries
To assess the thermodynamic properties of processes and machines, balancing units with closed system boundaries must be determined [10,20–30]. The boundaries defined according to the investigated IR drying unit are presented in Figure 4. In order to achieve a comprehensive mathematical description of the drying and curing process, a total of four balancing units are defined, i.e. three balancing subunits and one complete balancing unit (CBU).
Schematic of defined balancing units and system boundaries for the modeling of mass and energy flows.
The balancing subunits BSU_IR (IR module) comprise the IR emitters of each IR module, including the airspace within the casing of IR emitters. To achieve a clearly structured balancing system, emitters that are spatially separate in reality are combined to form one compact balance unit in this research.
The balancing subunit BSU_Tx (textile) comprises the section of the coated grid-like structure that is located between upper and lower emitters, hence being considered a closed surface. The system boundary runs directly along the surface of the textile. Air between emitters and textile grid is not included in this balancing unit.
Balancing subunit BSU_Sc (suction channels) includes six suction channels in total within the described dryer. Comparable to the approach for BSU_IR, all suction channels are considered as one combined, compact unit. The system boundary of the CBU encloses the drying machine as a whole.
The amount of water vapor present in humid air is a crucial factor for the process of heat and material transfer during drying [10,25]. Thus, mass balances of humid and dry air are essential to model the energy balance of the IR drying unit.
Results and discussion
Temperature measurements on the surface of the coated textile grid-like structure
The temperature setting of the material to be dried is currently performed based on an iterative process. Prior to production start, the required temperature distribution of the textile material is adjusted according to defined requirements for the drying and curing of textile reinforcements and environmental conditions. Table 5 presents the results generated by temperature distribution measurements on the surface of the coated textile grid, dependent on the electrical power (Pel) setting.
During temperature measurements of experiment 1, the IR drying unit is deactivated (Pel, IR module 1 = 0 kW, Pel, IR module 2 = 0 kW). It is evident that there is a homogenous temperature distribution on the surface of the coated textile reinforcement in this test scenario. In contrast, an identical electrical power setting for both IR modules in experiment 2 (Pel, IR module 1 = 58 kW, Pel, IR module 2 = 58 kW) is used to evaluate the effect on the textile surface temperature distribution. Subsequent to iterative modifications made to the IR emitter power of individual heat zones, a final parameter setting is selected in experiment 3, which corresponds to the defined requirements of approx. 80–100 ℃ in IR module 1 and a temperature range of 130–200 ℃ in IR module 2 (Pel, IR module 1 = 60 kW, Pel, IR module 2 = 66 kW), cf. Table 5. Based on investigations on the residual humidity of the textile reinforcement, it was proven that the parameter setting of experiment 3 causes the reinforcing structure to dry completely. Five specimens treated by the IR drying module were weighed, subjected to redrying in a convection furnace (45 min at 50 ℃), and weighed once more. Weighing results showed a deviation of 0–0.2% between both test series.
During machine operation (tests 2 and 3), temperature distribution on the textile surface was more inhomogenous compared to testing during machine standstill (test 1). The circulating supply and exhaust air and the fact that the IR drying module has access to ambient air are suggested as being responsible for this phenomenon. Measuring results of test 3 reveal that, compared to IR module 1, homogeneity on the textile surface can be increased in IR module 2 by adding infrared emitters along the edges.
To accurately assess the impact of these factors on the temperature distribution of a coated textile grid-like structure, additional investigations are required. To further specify the influence of air flowing into the machine, for example via supply air ducts, on surface temperature, the current number of eight temperature sensors must be increased.
Energy requirement measurements
Investigations into the energy demand of the three subsystems (1) multiaxial warp knitting machine, (2) coating unit, and (3) IR drying unit in Figure 5 are based on optimized IR emitter settings according to test 3 (see Tables 4 and 5). Measurements prove that the IR drying unit is responsible for approx. 88% of the total energy demand of the system. It is followed by the multiaxial warp-knitting machine requiring about 10% and the coating unit, whose energy demand amounts to only 1% and is therefore insignificant in this research context. These results highlight the great importance of the IR drying process in terms of optimizing energy demand.
Comparison of the individual energy requirement of multiaxial warp-knitting machine, coating module, and drying unit in relation to the total energy requirement.
Thermodynamic balancing models
In accordance with the PS defined in Figures 3 and 4 as well as system boundaries, mass and energy balances were established for all balancing subunits, i.e. the IR module (BSU_IR), the coated textile grid structure (BSU_Tx), the suction channels (BSU_Sc), and the CBU.
Thus, the determined mass balance in addition to material and energy balances will be introduced using the example of the CBU (Figures 6 and 7). Moreover, the measurement parameters required for the balancing and mathematical description of the drying and curing process of textile reinforcements will be derived and presented (Figure 8, Table 6).
Mass balance for the complete balancing unit of the analyzed IR drying unit, with ( Material and energy balance for the complete balancing unit of the analyzed IR drying unit, with ( Measurement variables for the balancing of material and energy flows in the complete balancing unit (CBU). List of measurement values for the balancing of material and energy flows in the drying unit.




Balancing of mass flows entering and exiting the IR drying unit
The CBU encloses the complete IR drying unit; the corresponding in- and outgoing mass flows are illustrated in Figure 6.
In- and outgoing mass flows of the IR drying unit form a mixture of dry and humid air.
According to 
Furthermore, in line with 
Balancing of in- and outgoing material and energy flows
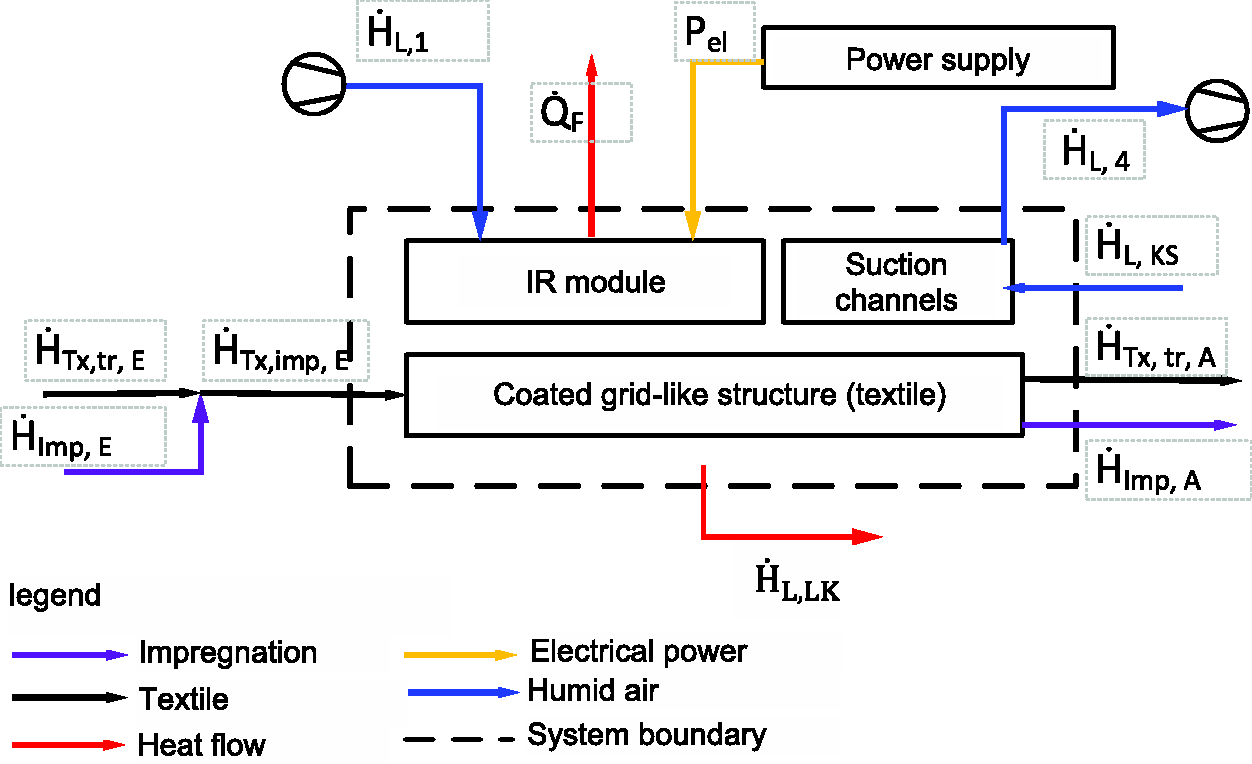
In Figure 7, in- and outgoing material and energy flows of the described IR drying process for coated textile grid-like structures are displayed.
VDI–Wärmeatlas and Baehr [26,31] provide the following calculation method (equation (4)) based on the balanced in- and outgoing material and energy flows presented in Figure 7 and the law of conservation of energy

Measurement variables for the balancing of material and energy flows in the CBU
The CBU encloses the drying machine as a whole, and therefore also includes the coated grid structure (textile), and the humid air between IR emitter fields. Figure 8 presents the parameters required for the balancing of the IR drying unit, as derived from balance equations (2), (3), and (4).
In order to model the drying and curing process as accurately as possible and to precalculate manufacturing parameters for increasing energy-efficiency, the measurement values presented in Table 6 are essential.
Summary
The development of energy-efficient textile manufacturing procedures is a crucial factor for cost reduction, potentially leading to the further establishment of technical textiles for industrial applications. In the textile sector, drying processes are responsible for the largest share of the total energy requirement required by the manufacturing process. The performed investigations revealed that this fact also applies to infrared-based drying and curing procedures involved in the manufacturing of textile reinforcing structures for construction applications.
This IR drying technology forms the basis for the cost-effective production of textile reinforcements, as a faster drying compared to the convection drying is possible and thus a higher profitability of the manufacturing process [9–11]. Due to the penetration depth of the IR radiation of up to 1.5 mm into the material to be dried, uniform drying takes place on a large surface in a short time [10]. The IR drying technology also offers the option of selectively drying individual areas of the drying material by matching the types of spotlights to the material to be dried.
It was established that the drying unit is responsible for approx. 88% of the total energy demand required by the multiaxial warp-knitting machine including an online coating and drying unit. Moreover, the relationship between surface temperature of the coated textile grid during drying and curing and IR emitter power was analyzed using an innovative temperature measuring system developed at the ITM. The resulting electrical power values enable the requirement-adapted drying and curing of coated textile grid-like structures. However, the determination of these values involves a time- and cost-intensive procedure. For each production, the manufacturing parameters, such as machine speed and IR emitter power, must be established through an iterative setting process, dependent on environmental conditions, e.g. air humidity and temperature.
A thermodynamic concept for the drying and curing of coated grid structures for textile reinforcements was developed in collaboration with the Institute of Process Engineering and Environmental Technology at TU Dresden to achieve the more efficient, data-based setting of manufacturing parameters based on precalculated values. As part of the investigations, machine-specific thermodynamic balancing models (mass, material, and energy balances) were generated. Subsequently, measurable process control parameters were identified that crucially affect the drying and curing process and are therefore required for the mathematical balancing of material and energy flows in the drying unit. The performed thermodynamic analyses form the basis for continuous monitoring and optimization of the process involved in the efficient production of textile reinforcements (optimization variables: energy, time, and quality). Furthermore, test results can be used for energetic optimizations and the development of additional thermodynamic balancing models for drying processes, even in complex production chains with upstream and downstream processes. Future research is anticipated to focus on developing a measurement concept and test series for the quantification of individual material and energy flows based on empirical data and the validation of process models.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article presents selected results of the IGF research projects 18403 BR/1 of the Forschungsvereinigung Forschungskuratorium Textile. V., Reinhardtstr. 12–14, 10117 Berlin and is funded through the AIF within the program for supporting the ``Industrielle Gemeinschaftsforschung (IGF)" from funds of the Federal Ministry of Economics and Technology (BMWi) by a resolution of the German Bundestag such as results of the BMBF project ``Carbon Concrete Composites – basis project 1".