
Abstract
Poly(lactic acid)/hexadecyl trimethyl ammonium chloride-modified montmorillonite clay nanofiber membranes have been fabricated by the electrospinning technique. The nanofiber membranes were then characterized by scanning electron microscopy and Fourier transform-infrared spectroscopy. Nanofiber membranes with different ratios of Poly(lactic acid) and hexadecyl trimethyl ammonium chloride-modified montmorillonite have been spun by varying voltage supply during electrospinning. These parameters were found to have a substantial effect on the morphologies of these membranes. It was found that 8% (w/w) Poly(lactic acid)/hexadecyl trimethyl ammonium chloride-modified montmorillonite concentration is an ideal condition to obtain thinner and uniform Poly(lactic acid) fibers. The results also suggested the coexistence of exfoliated hexadecyl trimethyl ammonium chloride-modified montmorillonite layers over the studied hexadecyl trimethyl ammonium chloride-modified montmorillonite contents. Fourier transform-infrared spectroscopy revealed that there might be possible interactions between the hexadecyl trimethyl ammonium chloride-modified montmorillonite clay and Poly(lactic acid) matrix.
Keywords
Introduction
Composite materials are generally a combination of different polymers, fibers, and fillers, which provide better mechanical properties than the components by themselves. Recently, the development of methods to utilize sustainable biopolymers rather than certain petrochemical-based constituents has not only attracted significant attention but also have intrigued researchers to further explore different procedures to enhance their properties for certain applications [1,2].
Several fiber manufacturing techniques such as phase separation, electrospinning, self-assembly, and drawing electrospun from solutions of surfactant-stabilized polymer blends have been used previously [3]. The criteria for selection of certain techniques are attributed to various factors such as being simple, inexpensive, and optimization of operational parameters, and diversity [4].
When the diameters of polymer fiber materials are shrunk from micrometers (e.g. 10–100 mm) to nanometers, several amazing characteristics appear such as very large surface area-to-volume ratio, flexibility in surface functionalities, and higher mechanical performance (e.g. stiffness and tensile strength) compared with any other known form of the same material. These outstanding properties make the polymer nanofibers to be ideal candidates for many significant applications. A number of processing methods such as drawing [5], template synthesis [6], phase separation [7], self-assembly [8], electrospinning [9], etc. have been used to prepare polymeric nanofibers in recent years.
Electrospun nanofibers have presented significant potential in a number of applications such as filtration systems [10], chemical and optical sensors [11], tissue engineering [12], wound healing [13], and release of drugs [14], due to their high surface area-to-volume ratio, small pore size, and high porosity.
Aliphatic biodegradable polymers, e.g. polyesters such as poly(e-caprolactone) (PCL), poly(lactic acid) (PLA), their copolymers, and composites/nanocomposites were extensively used in biomedical and industrial applications [15,16]. Marras et al. [17] revealed that addition of inorganic filler enabled the formation of fine electrospun PCL/modified montmorillonite (MMT) clay fibers with fewer bead defects and thinner fiber size distributions. In a study, biodegradable multiblock copolymers from PLA/PCL demonstrated enhanced mechanical properties with ultimate tensile strength [18]. Nanoscale clay particles were merged in electrospun PLA fibers to control modulus and biodegradation rate for possible biodegradable packaging applications [19].
To make layered silicates compatible with hydrophobic polymer matrices, first step is to convert the normally hydrophilic silicate surface to an organophilic one, making the intercalation of polymer chains into inorganic matrices more effective [20].
Today, efforts are being carried out globally, using almost all types of polymer matrices to produce MMT-based nanocomposites. The main benefits of these nanocomposites are improved thermal and mechanical properties, reduced flammability, and better barrier properties comparing with unfilled polymer. The composite studies emphasize on the method of their preparation, structural characterization, mechanical and thermal properties, and processing [21].
In the current studies, for first time, PLA/hexadecyl trimethyl ammonium chloride (CTAC)-MMT clay nanofibers membranes have been fabricated by using the electrospinning technique. The PLA/CTAC-MMT nanofibers membranes were investigated using scanning electron microscopy (SEM), Fourier transform-infrared (FT-IR) spectroscopy, and the related characterizations were also discussed.
Experimental
Materials
PLA with molecular weight 100,000 was purchased from Shenzhen Esun Industry, China. CTAC-MMT was bought from Hongkai Mining Industry, China. Dichloromethane (DCM) and dimethyl formamide (DMF) were being used as solvents.
Instrumentation
The morphology and properties of electrospun PLA/CTAC-MMT fibrous membranes were observed with scanning electron microscope (SEM, SU1510, Hitachi, Japan). The chemical composition of the fabricated membranes of PLA blending with CTAC-MMT was studied by FT-IR spectroscopy (Nicolet iS10, Thermo Electron Corporation, China).
Preparation of PLA/MMT blend solutions
First, PLA was dissolved in DCM by stirring for 4 h. CTAC-MMT has been added into polymer solution by using magnetic stirring for overnight at room temperature. The resulting solution has high viscosity; so in order to reduce viscosity and improve electrical conductivity for the electrospinning process, a mixture of tetrahydrofuran (THF) and DFM (1:1) was added in the previous solution. The solution was thus stirred for 2 h under magnetic stirring at room temperature. Solution of various PLA concentrations 6, 8, 10, and 12.5 (w/w%) was prepared. The resultant solution thus was used for electrospinning.
Electrospinning of PLA/MMT nanofiber membranes
Morphology of electrospun nanofibers can be affected by the electrospinning instrument parameters including electric voltage, tip–collector distance, and solution parameters such as polymer concentration, feed mass ratio, and surface tension. To obtain suitable electrospinning conditions for thinner and uniform fibers, a series of experiments were conducted on various conditions for optimizing the solution concentrations [22].
During electrospinning, a high voltage power (CHUNGPA EMT Co., Seoul, Korea; model CPS-60K02VIT) was applied to the PLA/CTAC-MMT solution contained in a syringe via an alligator clip attached to the syringe needle. The applied voltage was adjusted at 15–20 kV. The solution was delivered to the blunt needle tip via a syringe pump to control the solution flow rate of 1 ml/h. Fibers were collected on an electrically grounded aluminum foil placed at 15–20 cm vertical distance to the needle tip. Schematic instrumentation of electrospinning process has been shown in Figure 1.
Schematic instrumentation of electrospinning process.
Result and discussion
Varying PLA solution concentration
Changing the polymer concentration could alter the fiber diameter and morphology very effectively, as shown in Figure 2. We found that 8% PLA/CTAC-MMT concentration is an ideal condition to obtain thinner and uniform PLA fibers as shown in Figure 2(b). DCM, DMF, and THF did not produce continuous nanofibers (Figure 2), but droplets were collected at the surface (Figure 2(b) and (c)), probably due to their high surface tension and low conductivity.
SEM images for PLA/CTAC-modified MMT fibers: (a) PLA 6%/CTAC-MMT 2%, diameter 12 µm, (b) PLA 8%/CTAC-MMT 3%, diameter 14 µm, (c) PLA 10%/CTAC-MMT 4%, diameter 24.56 µm and (d) PLA 12.5%/CTAC-MMT 5%, diameter 25.01 µm.
It has also been observed that PLA blend with CTAC-MMT is very difficult for electrospinning due to its high viscosity, which as a result led to nanofibers with certain irregularities. While changing solution’s concentration, little effect has been observed on resultant diameter. As we increased the concentration of PLA, the diameter of electrospun fibers was also found to be increased, which is in confirmation with results from other researchers [23,24].
Varying CTAC-MMT contents
CTAC-MMT contents were important parameters which had effects on the morphology of electrospun PLA fibers. Figure 3 shows the nanofibers including various quantities of CTAC-MMT. The diameter of fibers and the formation of beads were strongly influenced by the viscoelasticity of the solution. The diameter of PLA/CTAC-MMT nanofibers increases [25] but fibers’ homogeneity decreases with increasing of CTAC-MMT contents from 2 to 5 wt% of polymer solutions. The effects of the CTAC-MMT loading and polymer solution concentration on the nanofibers’ average diameter have been elucidated in Figure 3.
SEM images for PLA/CTAC-modified MMT fibers: (a) PLA 6%/CTAC-MMT 2%, diameter 21.01 µm, (b) PLA 8%/CTAC-MMT 3%, diameter 30.22 µm, (c) PLA 12.5%/CTAC-MMT 4%, diameter 32.06 µm, and (d) PLA 10%/CTAC-MMT 5%, diameter 26.60 µm.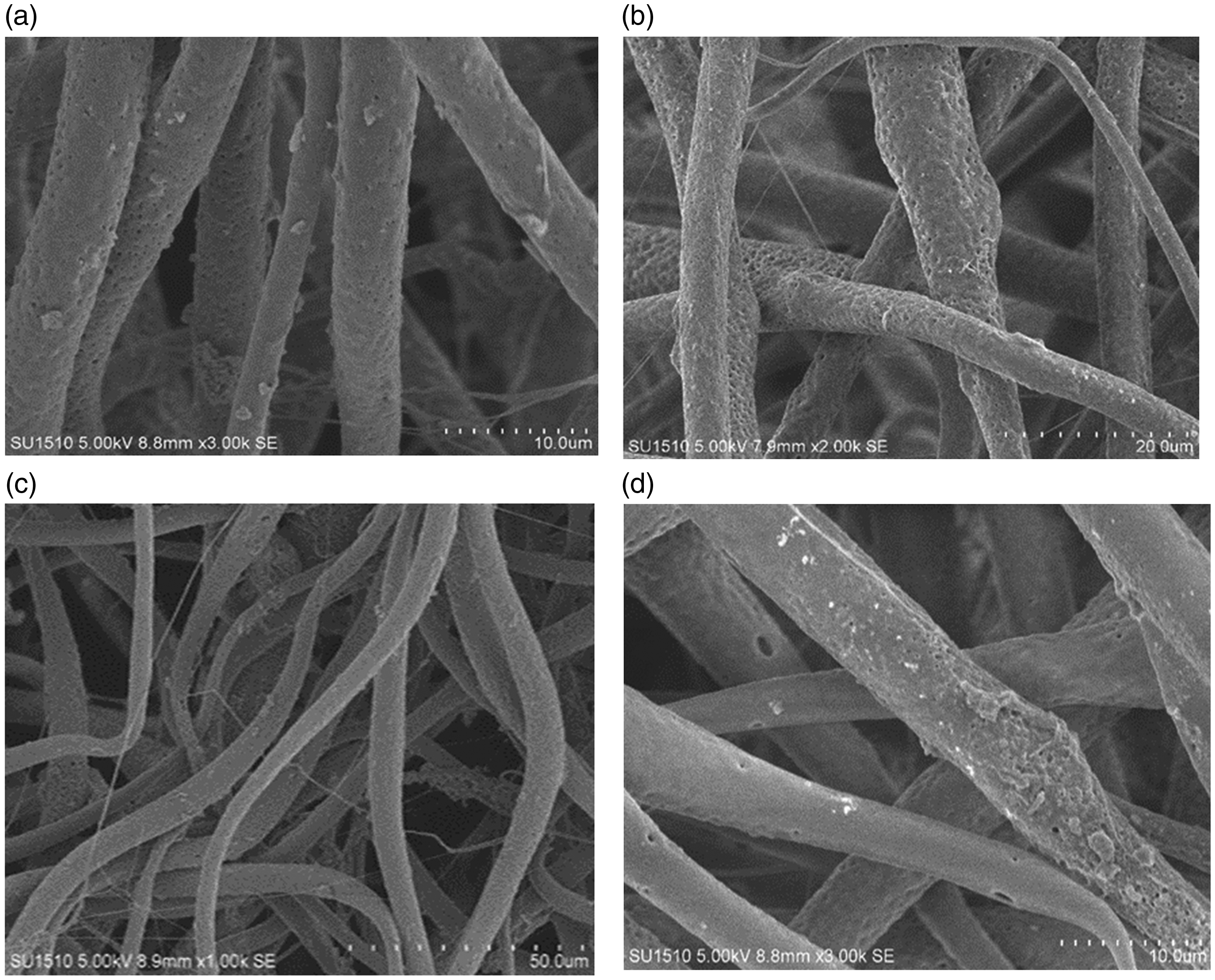
The coexistence of nanofibers with many droplets of CTAC-MMT was being found in electrospun samples. In Figure 3(a) and (d), presence of noncontinuous and uneven fibers can be explained due to DFM having a high boiling point which is 153℃. Due to this, the polymeric jet did not have enough time to dry completely during its flight to the collector.
Chemical characterization
The molecular structure of nanofibers can be characterized by FT-IR and nuclear magnetic resonance techniques [26]. If two components were blended together for the fabrication of nanofibers, not only the structure of the two materials can be detected but also the intermolecular interaction can be determined.
In the case of a PLA/CTAC-modified MMT used for electrospinning of nanofibers, the FT-IR was used to determine the phase structure and any kind of interactions within the structure.
The FTIR spectra of PLA/CTAC MMT blends are shown in Figure 4. The peaks located at 2994 and 1751 cm−1 of PLA were assigned to the stretching vibration of –CH2 and vibration of –C=O bonds, respectively. The spectrum of PLA/CTAC-MMT nanocomposites shows the peaks at 2997 and 2944 cm−1 are due to the C–H stretching. The peak for C=O bending is observed at 1751 cm−1. The peak for C–O bending is at 1184 cm−1 [23].
FT-IR analysis graphs for PLA/CTAC-modified MMT fibers: (a) CTAC-MMT 4%/ PLA 12.5%, (b) CTAC-MMT 5%/PLA 10%, (c) CTAC-MMT 3%/PLA 8%, and (d) CTAC-MMT 2%/PLA 12.5%.
The FT-IR spectra of the PLA and CTAC-MMT electrospun nanofibers are shown in Figure 4. The spectrum of PLA/CTAC-MMT electrospun nanofibers shows the peak at 2900–2994 and 2890 cm−1 are due to the C–H stretching. The peak for C=O bending is absorbed at 1749 cm−1. The peak for C–O bending is at 1182 cm−1 [27].
In the area wavelengths of 1690–1760 cm−1, there is a C=O bond which is a carbonyl group demonstrated at a wavelength of 1759 cm−1. While between the wavelengths of 1340–1470 cm−1, the CH3 bonds are shown at the wavelength of 1457 and 1050–1300 cm−1. CO bonds are shown at a wavelength of 1149.80 cm−1 [28].
Conclusion
PLA/CTAC-MMT membranes are fabricated by electrospinning with varying ratios. Characterization was done and the results proved that if polymer concentration was changed, it changes fiber diameter and morphology also. It has also been established that at 8% (w/w) PLA/CTAC-MMT concentration is an ideal condition to obtain thinner and uniform PLA fibers. The diameter of PLA/CTAC-MMT nanofibers increases but fibers’ homogeneity decreases with increasing of CTAC-MMT contents from 2 to 5 wt% of polymer solutions. CTAC-MMT contents were found to be important parameters which had effects on the morphology of electrospun nanofibers. As-prepared nanocomposites can be possibly used in filtration, barrier, and biomedical-related applications and further characterization for mechanical, thermal, and physical properties will be performed in future studies.
Footnotes
Authors' note
Qufu Wei is also affiliated with Fujian Key Laboratory of Novel Functional Textile Fibers and Materials, Minjiang University, Fuzhou, Fujian, China.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was financially supported by the National First-Class Discipline Program of Light Industry Technology and Engineering (LITE2018-21), and 111 Project (B17021).