
Abstract
To minimize the serious defects of durable press finishing of cellulosic textiles with respect to the great loss in strength properties, new pioneering strengthening approach of cotton fabric based on our previously prepared starch nanoparticles of size around 80–100 nm was used. For this purpose, cotton fabrics were treated with different concentrations of starch nanoparticles via coating technique using pad-dry-cure method, at which the starch nanoparticles are attached to the fabrics with the use of a padder adjusted to appropriate pressure and speed, followed by drying and curing. Fabric stiffness, surface roughness, tensile strength, elongation at break, abrasion resistance, wrinkle recovery angles, add-on %, and degree of whiteness as well as durability of treated fabrics were fully explored. SEM was used for detecting the change in surface morphology of reinforced coated fabric. The results obtained reflect the following findings: (a) all fabric performance like tensile strength, stiffness, wrinkle recovery angle, abrasion resistance and add on % were improved for coated fabrics with starch nanoparticles in comparison with untreated fabric, except that of surface roughness; (b) SEM confirmed the change in surface morphology of cotton fabric after reinforcement treatment using starch nanoparticles; (c) the dry wrinkle recovery angle and tensile strength of cotton fabrics treated in presence of 30 g/l starch nanoparticles are slightly decreased after 10 washing cycles as compared with untreated fabric; and (d) starch nanoparticles introduce an advance in textile finishing with respect to the above-mention fabric performance except that of surface roughness.
Introduction
It is well known that cotton textiles are one of the most used fabrics globally due to its smooth hand, price, quality and comfort, and therefore making it more comfortable to wear as garments [1]. Recent estimations for world production are about 25 million tons annually. It has much compensation, such as pleasant matter, luster, soft drape, hydrophilic in nature, good color retention, ability to control moisture, good strength as well as breathability, but it suffers from some drawbacks like: shrinkage, easy wrinkling, and its lower retention level [2]. So, cotton clothing must be ironed regularly to keep up its appearance and is treated with a wrinkle resistance chemical finish that helps the fabric resist wrinkling and reduce the need to iron the garments [3]. For more elaboration, cellulosic fabrics reveal unchanging dimensional stability in the dry state, but shrink and /or wrinkle in the moist state. This arises because the hydrogen bonding forms certain kind of cross-linked structure. If a stress, such as twisting or folding, is applied to the dry fabric, the hydrogen bonding cross-links tend to hold the chains in position and cause the fabric to return to their original position when the deforming stress is removed. Consequently, for cellulosic fabrics that need durable press characteristics, it is essential to form cross-links that are not easily broken by water or moist state. Up till now, a diversity of cross-linking agents is used to overcome the shortcomings of the conventional finishing agents either that based on nitrogen or poly carboxylic acids [4–8]. Nevertheless, more efficient cross-linking agents that can produce multi-functional properties to finished fabrics are still in demand. In addition, the currently reported cellulose cross-linking agents have some undesirable effects on strength properties and proposing a cross-linking agent with no diverse impact on treated fabrics is still a challenge [9]. For example, the strength properties of the cotton fabrics treated with cross-linking agents (chemical finish) are considerably reduced up to 60% as a result of this finishing process, which is considered as a major deficiency of cross-linking agents [10,11]. However, for decades, studies have been conducted with nonrenewable inorganic fillers and a petroleum-based matrix as reinforcement agent. While, by increasing the environmental concerns that has led to developing new flexible barrier bio-based materials and investigating the potential uses of renewable resources for the above application. Nonetheless, the uses of these materials have been limited by their poor performances, such as brittleness and poor gas and moisture barrier [12]. Thus, recently, polysaccharide biopolymers are good candidates for renewable nano fillers or cross-linking agents to improve the mechanical and barrier properties of bio composites due to of their small particle size, larger surface area biodegradability and reactivity that may be able to enter inside the polymer chains or fabric structure. The most recent article has been published on cellulose nanocrystals which are by far the most studied polysaccharide for nanoparticles [13]. In this regard, starch nanoparticles (SNPs) are promising materials which have been extensively considered over the past two decades especially with respect to the structural similarities with cellulose nanoparticles as carbohydrate polymers. The low cost of this biopolymer, its biodegradability, nano-sized and price are the major reasons leading to the growing interest in the nonfood usage of starch-based products for applications in which the synthetic polymers have traditionally been the materials of choice [14]. The SNPs, for their properties qualitatively different from those of native starch granules, could be utilized in new applications like thickener or rheology modifier (in foods, paints, inks), adhesive or adhesive additives, a matrix material or filler in coating applications and biodegradable polymers, a carrier and slow-release agent in pharmacy, cosmetics and foods, for the delivery of pesticides, fertilizers and chemicals in agriculture, in paper-making and packaging industry [15] in addition to textile industry [9]. Incorporating the SNPs into the synthetic polymer matrix not only altered the physical properties, but also the biodegradability of the composite enhances [16,17]. For the most cases, the incorporation of SNPs resulted in increases in both tensile strength and elastic modulus of the composites but a decrease in elongation at break [18,19]. For instance, nanocomposites of natural rubber (NR) with waxy maize SNPs exhibited reinforcing effects from the SNPs [20]. The SNPs appeared to function as a good substitute for carbon black since the addition of only 10 wt.% of SNPs to NR induced the reinforcing effect similar to that observed with 26.6 wt.% addition of carbon black [21]. Conversely, SNPs may be not so competitive as cellulose nanoparticles, so that a higher amount of the SNPs is necessary to achieve similar reinforcing effect. Based on the above-mentioned unique properties of SNPs, we have directed our attention to make use of such properties in remediation of some of the serious defects of easy care and permanent press cellulosic fabrics especially cotton when using reactant resins especially with the great loss in strength properties. As a result, the present work is devoted to create a reinforcement coating approach that is different from the conventional several approaches that based on chemical finish to treat these defects. The work is planned with high-performance cotton fabrics via innovative strengthening approach using the highly reactive SNPs.
Experiments
Materials
Mile scoured and bleached plane weave 100% cotton fabric (70 pick × 70 ends/inch, 123 g/m2) was kindly supplied by El-Nasr Company for spinning, weaving and dyeing, El-Mahalla El-koubra, Egypt. The fabrics were further purified by washing in water-containing anionic detergent (0.5 g/l), rinsed with water and dried at ambient conditions. Sodium hydroxide, ethyl alcohol and nonionic wetting agent were of technical grade chemicals used throughout the experiments without further purification. The values of untreated fabric performance like tensile strength, dry wrinkle recovery angles, fabric stiffness and surface roughness are given below just for comparison with that treated with SNPs:
– Tensile strength (warp) 386.4 N. – Fabric stiffness (warp) 1.88 N/m and (weft) 1.76 N/m. – Surface roughness, 14.5 (µm), and – DWRA (warp) 900 and (weft) 850.
Methods
Preparation of SNPs by nano precipitation technique in presence of UV light
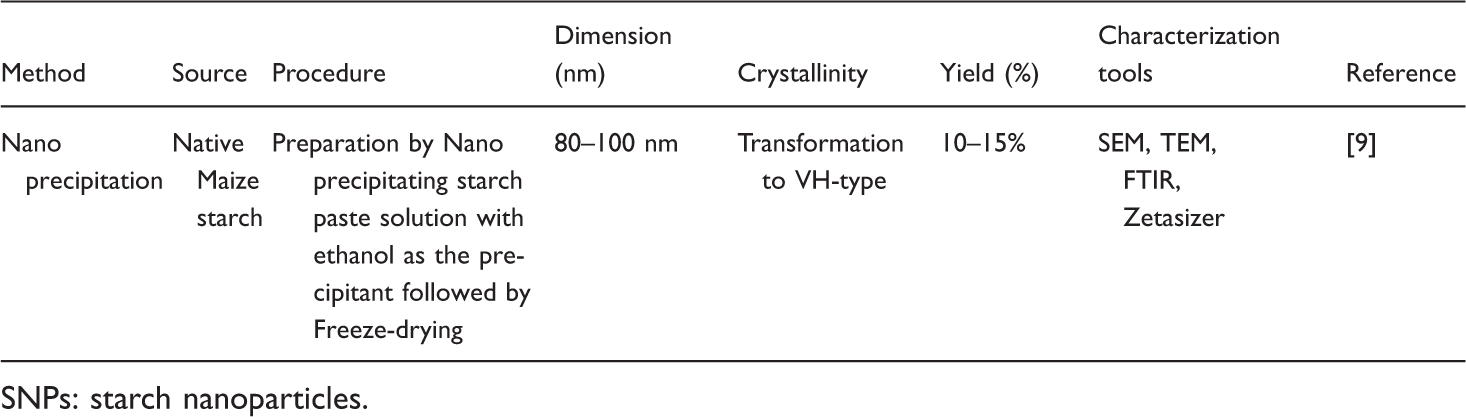
Our previously prepared SNPs of size around 80–100 nm after fully characterized using world class facilities that were prepared by nano precipitation technique followed by freeze-drying as reported in our previous work [9] were used throughout the work. Details of the conditions used for SNPs preparation, properties and characterization after freeze drying are shown in Table 1.
SEM morphology of untreated cotton fabric (a) and cotton fabric treated with 30 g/l SNPs (b). Main characteristics of SNPs with respect to preparation, size, crystallinity and yield. SNPs: starch nanoparticles.
Treatment of cotton fabrics with SNPs as a reinforcement agent via a pioneering coating strengthening approach
Five different concentrations viz. 10, 20, 30, 40 and 50 g /l of SNPs were prepared and shacked occasionally to insure about the well re-suspended nanoparticles. Experiments were performed on samples with dimensions of 30 cm × 30 cm that were immersed twice in padding liquor containing different concentrations of SNPs for 3 min. Samples were then squeezed to a wet pickup of 100% using a padder. The so-treated fabrics were stretched back to its original dimensions on pin frame thermo fixing oven (Rapid, H-TS-3) for drying at 85℃ for 5 min followed by curing at 160℃ for 3 min.
Testing
Stiffness
It is one of the most widely used parameters to judge fabric handling and decision factor for the end users. It was measured in warp and weft directions using Culry Type Stiffness Tester Manufactured by Tokyo seiki seesaku-Sho-Ltd. (Japan) as per ASTM D-1388.
Surface roughness
It was measured using the surface roughness measuring instrument (Surf coder) SE1700α, which was manufactured by the Kosaka Laboratory Ltd. (Japan). The values were recorded according to the ISO 4287:1997.
Tensile strength and elongation at break
Universal testing machine (Tinlus Olsen, model H5KT) at room temperature was used employing a cross-head speed of 20 mm/min. The samples were cut into strips of 5 cm width and 20 cm length. The samples were measured by the strip method in the warp direction using 5 KN universal testing machine (Tinlus Olsen, model H5KT) according to the En ISO 13934-1:1999.
Abrasion resistance
It was determined using the K-Zweigle abrader tester (Zweigle, Reutlingen, Germany) according to the ASTM D4966, Standard Test Method for Abrasion Resistance of Textile Fabrics.
Dry wrinkle recovery angles
It was determined in warp and weft directions according to the ASTM method D-1296-98 using the iron recovery apparatus type FF-07 (Metrimpex).
Durability
The samples were then washed at 50°C in a small washing machine using a solution containing 2 g/l nonionic wetting agent; 2, 4, 6, 8 and 10 washing cycles (home domestic laundering washing), 3 min each, were given followed by a water rinse in the same washing machine in accordance with EN ISO 69330 (2005) to test the laundering durability. Finally, the fabrics were dried, conditioned, and examined for different properties.
Whiteness and yellowness degree
It was measured using the color matching spectrophotometer (model color Eye 3100-SDL-England) according to the standard test method (AATCC110-2000).
Characterization
Scanning electron microscopy
Scanning electron microscopy (SEM) images for the surface morphology of the samples were taken using Joel GM4200, Quanta 200, Holland. The surfaces of all the samples were coated with a gold thin layer under vacuum before the SEM studies at an accelerating voltage of 20 kV.
Statistical analysis
All of the experiments were conducted in triplicate expect that for tensile strength and elongation at break as well as abrasion resistance were conducted five times. The data were analyzed and expressed as mean values ± standard deviations. This was done to insure about the high precision of metrological measurements all over the work when using our calibrated instruments in our institute either by primary standard apparatus or certified reference materials used especially for this purpose.
Results and discussion
Performance properties of reinforced cotton fabrics via pioneering coating strengthen approach
The fabric performance discussed here refers to the properties that describe the fabrics and control its performance during the use in comparison with untreated cotton fabric as a blank substrate. The latter fabric performance comprises stiffness, surface roughness, tensile strength, elongation at break, abrasion resistance, wrinkle recovery angle, add on %, degree of whiteness and durability (washing fastness). The latter was characterized for surface morphology change using the SEM. In other words, tensile strength, stiffness and wrinkle recovery angles could be the most substantial parameters for a successful reinforcement finish application in this study. For this purpose, cotton fabrics were treated or coated with SNPs as reinforcement agents at concentrations of 10–50 g/l as we mentioned in detailed in the experimental section. Treated fabrics were then stretched back to its original dimensions on pin frame of the thermo-fixing oven for drying at 85℃ for 5 min followed by curing at 160℃ for 3 min.
Surface morphology change of treated fabric using SEM
It is well known that SEM study is deliberated as a common technique used to study the surface morphology of fabrics after accompanying certain treatments. Fabric treated with (30 g/l) SNPs is chosen and submitted to SEM investigation and the morphological images obtained are shown in Figure 1(a) and (b). Figure 1(a) displays SEM images of untreated cotton fabric, while Figure 1(b) shows the SEM images of cotton fabric treated with 30 g/L SNPs. The results of Figure 1(a) make it obvious that the surface structure of untreated cotton fabric in most cases seems like so smooth and soft. While that for fabrics treated with SNPs, Figure 1(b) exhibit a thin film and small dots of deposited solid materials which could be related to coating as well as aggregation of SNPs that reinforced the cotton fabric via this finishing treatment approach.
Add-on % (increase in fabric weight)
Figure 2 shows the relation between add on % (expressed as increase in weight) of untreated and treated cotton fabrics with different concentrations of SNPs, i.e. 10–50 g/l. It is clear (Figure 2) that there are prominent increases in the add-on % of fabrics treated with SNPs within the range studied in comparison with the untreated one. For more elaboration, the treated fabric weight increases from 5.63 ± 2.24 % to 6.54 ± 2.66 % by increasing the SNPs concentrations from 10 to 50 g/l. This is against 5.21 ± 1.68 % for untreated cotton fabric, which represents about 16.2% add-on increases in fabric weight at 50 g/l SNPs. The above prominent increase in treated fabric weight could be attributed to the formation of thin film in addition to the small dots deposited on the cotton fabric surface, which has been proven by SEM micrograph and the notable increase in weight of fabric after treatment with different concentrations of SNPs.
Add on % of cotton fabric treated with different concentration of SNPs.
Fabric stiffness
Stiffness is deliberated as one of the most extensively used factors to magistrate the fabric handling and bending length rigidity which is an important decision aspect for the end users. Besides, the latter fabric performance may be an imperative necessity, especially for industrial fabrics to be used widely in heavy-duty applications. In the current work, fabric stiffness is measured in the warp and weft directions and the obtained results are shown in Figure 3 for both untreated and treated cotton fabrics with different concentrations of SNPs. It is clear (Figure 3) that there are significant improvements in the fabric stiffness properties for all treated cotton fabric samples even at low concentrations of any of the SNPs under investigation in comparison with untreated fabric. For more amplification, the fabric stiffness increases remarkably in the weft direction from 1.92 ± 2.88 to 2.50 ± 2.88 (N/m) and in the warp direction increases from 2.0 ± 3.44 to 2.7 ± 2.44 (N/m) by increasing the SNPs concentration from 10 to 50 g/l. This is against 1.76 ± 1.68 and 1.88 ± 1.88 (N/m) for the untreated cotton fabrics in the weft and warp direction, respectively. The above improvement in fabric stiffness could be explained as mentioned above.
Stiffness of cotton fabric treated with different concentrations of SNPs.
Fabric surface roughness
It is well known that the decrease in surface roughness values is an indicator for fabric surface softness and vice versa. In the same context, it could be seen from Figure 4 that for untreated and treated cotton fabrics with SNPs, the surface roughness is increased from 14.8 ± 1.64 (µm) to 15.5 ± 3.62 (µm) by increasing the SNPs concentrations from 10 to 50 g/l that represent 4.7% increase at 50 g/l SNPs. This is against 14.5 ± 1.44 (µm) for untreated fabrics. Based on the obtained results mentioned above, the surface of the treated cotton fabrics becomes rougher with increasing SNPs concentration, which can be explained as we mentioned above. The latter phenomenon considers as one of the disadvantage of fabric performance using the SNPs as reinforcement agent.
Surface roughness of cotton fabric treated with different concentrations of SNPs.
Wrinkle recovery angles
The effect of treatments of cotton fabrics with different concentrations of SNPs on wrinkle recovery angles measured in warp and weft directions is presented in Figure 5. It is noticeable that the wrinkle recovery angles of the fabrics display enhancement after the coating treatment. The wrinkle recovery angles in the weft direction increase from 91° ± 4.44 to 104° ± 4.22 (representing about 14.3 % increase) and in the warp direction increases from 95° ± 3.64 to 109° ± 4.00 (representing about 14.7 % increase) by increasing the SNPs concentration from 10 to 50 g/l. This is against 85° ± 3.21 and 90° ± 3.21 for untreated fabric in the weft and warp directions, respectively. The increment in the wrinkle recovery angles may be ascribed to the highly reactive SNPs with respect to higher surface area, abundant surface hydroxyl groups and lower particle sizes. This allows greater interactions between the abundant functional groups in the SNPs and the hydroxyl groups of cotton fabrics via electrostatic, Van der Waals and/or, hydrogen bonding in this type of coating finishing approach.
Wrinkle recovery angles of cotton fabric treated with different concentration of SNPs.
Tensile strength and elongation at break
The strength properties including tensile strength and elongation at break are shown in Figure 6 for the untreated and treated cotton fabrics with different concentrations of SNPs. Results from Figure 6 depict that the elongation at break of the whole treated cotton fabrics does not significantly altered when compared with untreated cotton fabric. while the substantial enhancement in tensile strength of cotton fabric treated with SNPs is obtained as compared with the untreated one. For more explanation, the tensile strength of cotton fabric treated with SNPs increases from 400 ± 4.66 N to 430 ± 4.86 N representing 7.5% increases by increasing the SNPs concentration from 10 to 50 g/l. This is against 386.4 ± 3.88 N for untreated fabric. The increment in tensile strength of cotton fabric treated with 50 g/l SNPs reached 11.3% increase as compared with the untreated fabric. This increment in tensile strength of SNPs treated samples may be attributed to the small size, larger surface area and reactivity as well as relatively higher solubility of SNPs which make them easily enter into the inter-fiber region and to even inter cellulosic chain regions and work as a cross-linker which accepts the load to a great extent. Therefore, size and /or degree of crystallinity of the SNPs substrates lead to strengthen and improve the performance properties of fabrics. Another major factor is the interactions between the SNPs and cotton fabric as carbohydrate polymers, which are the rather important key to understand this phenomenon. The more SNPs in the vicinity of the fabric, the greater is the interaction generated, and therefore the stronger the coated fabrics as evidenced by the SEM micrograph and the increase in weight of the treated fabric [22].
Tensile strength and elongation at break of cotton fabric treated with different concentration of SNPs.
Abrasion resistance
Other main pioneering factors that affect the strength properties of cotton fabrics are abrasion resistance which is shown in Figure 7 for both untreated and treated cotton fabrics with different concentrations of SNPs. Results from Figure 7 signify that considerable improvement in abrasion resistance of cotton fabric treated with SNPs is achieved as compared with the untreated one. For more elaboration, the abrasion resistance of cotton fabric treated with SNPs increases from 900 ± 4.66 cycles to 970 ± 5.22 cycles representing 7.7% increases by increasing the SNPs concentration from 10 to 50 g/l. This is against 880 ± 3.88 cycles for untreated cotton fabric. The increment in abrasion resistance of cotton fabric treated with 50 g/l SNPs reached 10.22% increase as compared with untreated fabric. This increment in abrasion resistance of SNPs-treated samples can be explained as we mentioned above in ‘Tensile strength and elongation at break’ section.
Abrasion resistance of cotton fabric treated with different concentration of SNPs.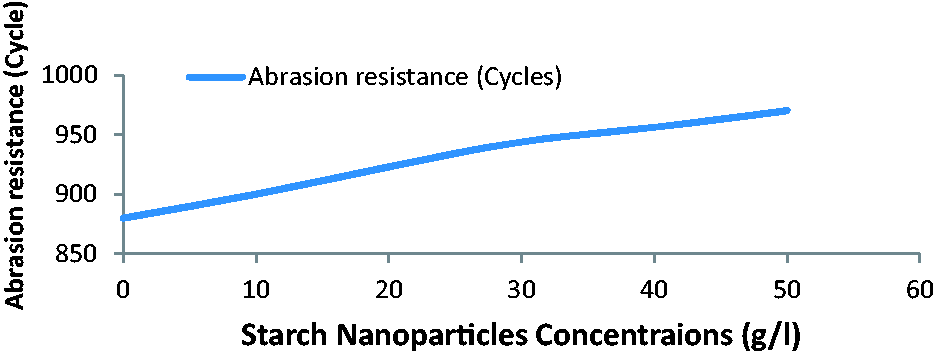
Durability to washing
Wrinkle recovery angle and tensile strength of treated cotton fabric with 30 g/l starch nanoparticles after 2,4,6,8 and 10 washing cycles.

Note: Reaction conditions:
- Tensile strength in warp direction for untreated cotton fabric is 386.4 ± 3.88 N,
- DWRA in warp and weft directions for untreated cotton fabric is 90° and 85°, respectively.
- O cycle means, treated fabric in presence of 30 g/l SNPs before washing.
- Details of the conditions used are given in the text.
SNPs: starch nanoparticles.
Whiteness and yellowness degree
Whiteness and yellowness degree of untreated cotton fabric and that coated with SNPs.

Note: Details of the conditions used are given in the text.
WI: whiteness; YI: yellowness.
SNPs: starch nanoparticles.
Conclusion
SNPs are strongly advocated as a reinforcement material by virtue of its unique characteristics with respect to nanoscale dimensions, high specific surface area and reactivity. Development of high performance cotton fabrics via innovative reinforcement way is an important step in the field of textile application. The main goal of the current research was to develop a new approach for remediation of some of the serious defects of easy care and permanent press cotton by using SNPs as reinforcement additives. Fabric samples were, independently, treated with different concentrations viz. 10–50 g /L of SNP. Performance properties of reinforced fabrics encompassing stiffness, surface roughness, wrinkle recovery angle, tensile strength, and elongation at break, abrasion resistance and add on % depicted that there is a substantial enhancement in all fabric performance for cotton fabrics treated with SNPs in comparison with untreated fabric, except that of surface roughness. In general, these properties increased by increasing the SNPs concentration within the range studied. Indeed, the above-mentioned fabrics performances are still comparable with that of untreated one even after 10 washing cycles. It is also particularly notable that SNPs introduce an advance in the textile finishing as promising candidates for the reinforcement of cotton fabrics during the coating application because they impart to the fabrics better performance properties as compared with untreated one.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.