
Abstract
Stretch woven fabrics continue to grow in popularity, offering superior elastic properties and comfort. However, there are a number of factors (e.g., elongation, recovery, growth, tensile strength, tearing strength, and shrinkage) that can affect the attributes and performance of stretch woven fabric. These were investigated in the present study in relation to different elastane content and thread density. Blended cotton woven fabrics containing an increased elastane content gave enhanced elongation and recovery, despite a decrease in thread density. The tensile strength, tearing strength, shrinkage, and fabric growth decreased when the elastane ratio increased, regardless of the decline in warp thread density.
Keywords
Introduction
In recent years, stretchable fabrics have been increasingly accepted throughout the world. These comfortable garments conform well to the human body due to their high stretch-ability. Therefore, there is a demand for elastane (spandex) containing apparel for casual wear.
The comfort of stretch fabrics mainly depends on their physical and mechanical properties. Elastane is a synthetic fiber, where the fiber-forming polymer consists of a long chain elastomer containing at least 85% of segmented polyurethane by weight. Polyether and polyester polymers are widely used for the preparation of elastane fibers. Commercial spinning processes for manufacturing filament yarn (e.g., solution wet filament spinning, reaction spinning, solution dry spinning, and melt spinning) are currently in use.1,2
The properties of elastane-containing fabric are significantly influenced by the varying amounts elastane present. One study found a very good correlation between spandex amounts and various physical attrributes. 3 In another study, it was reported that the stretch woven fabrics containing spandex filament yarn with a higher drawing ratio showed greater contraction, flexural rigidity, and crease recovery, while other mechanical properties decreased with an increased draft ratio. Along with greater contraction, weight, thickness, and high cover factor, the air permeability and breaking elongation of these fabrics were affected. 4 Other work focused on how spandex ratios affected breaking extension, growth, breaking strength, and air permeability of stretch woven fabrics. 5 An increased spandex ratio improved the stretchability and the air permeability rate, but reduced the tensile strength, percent shrinkage, and growth of the fabric. 5 In another relevant study, it was shown that an increased elastane content in denim fabric significantly enhanced its comfort properties. 6
The effect of fabric thread density, linear density, and weave float on elongation, recovery and compression of bi-stretch fabrics was studied by Maqsood et al. 7 Regression analysis showed good predictability of the models, pointing toward the usefulness of determining proper manufacturing parameters for stretch woven fabrics.
Moreover, performance properties of stretch woven fabric were predominantly affected by the density of dual-core weft yarn containing elastane. The construction can cause severe changes in the performance of stretch woven fabric. 8 In a number of studies, it was reported that an increase in warp thread density also increased the elongation percentage, tensile, tearing strength, and shrinkage of stretch woven fabric.9–11
There are many procedures for blending elastane with other fibers to produce yarn, such as, cover spinning, core spinning, air entangling, and air spinning. Core-yarn spinning is a method that can be applied by ring, rotor twister, friction, and murata vortex methods.12–14 In core-spun elastane yarns, an elastomeric polymer is developed into a filament. This filament is used as the core. A natural or man-made staple fiber (known as the sheath) is wrapped around it. The resultant yarn, as well as the fabric, have all the properties of the predominant staple fiber, along with the advantages of elongation and the recovery properties of spandex. 15 This characteristic was also confirmed by a study on the attributes of core-spun yarn conducted by Qadir et al. 16 It was claimed that the elongation, tenacity, and hairiness of core-spun yarn are highly sophisticated parameters, as these are affected not only by the sheath, but also by the core of the yarn. The linear density of the sheath yarn, the elastane linear density, and draft ratio of the core were equally responsible for the abovementioned poperties. 16
Comparing various core yarns, such as elastane or Lycra, textured polyamide, and textured PET filaments, core-spun yarn developed using Lycra as the core gave the greatest elastic recovery, but the least strength compared with other core-spun yarns containing textured filaments. 17
Stretchable woven fabrics are known for fitting and adjusting to the human body and shape during and after wearing, due to their unique stretch and recovery properties. An optimization model was established to determine the most preferable draft ratio of the elastane core filament in the yarn. Regression analysis determined the elongation and recovery properties for various draw ratios of elastane filament by applying various loads and relaxation types to the stretch fabrics to obtain the best responses of variable and permanent stretch. 18
The attributes of stretch woven fabrics depend upon many parameters of fabric construction. Some studies investigated the effect of percent elastane on mechanical properties by changing the weft thread density, while in other reports, the percent elastane was varied by changing the draft ratio. In one particular study, it was discovered that cotton-wrapped elastane core-spun yarn's tenacity and elongation at break decreased when the percent elastane was increased. This was due to the slippage of staple fibers along the elastane core, affecting the yarn's rupture.19,20
The present study concerns the key attributes of stretch woven fabrics (e.g., elastic properties, strength, and shrinkage) by changing the elastane ratio through the warp thread density. This is not only cost effective, but also more useful for achieving improved tensile and tearing strength than decreasing the draft ratio. Comparative analysis on the effect of the elastane ratio and warp thread density can guide fabric manufacturers in understanding the influence of a particular parameter (e.g., elastane ratio or warp thread density). This can help manufacturers to optimize these properties before production.
Experimental
Materials
Carded cotton yarn (100%, 59 and 59.5 tex, Impress-New-tex) was used as the warp yarn of the fabric samples. The weft yarn was core spun having elastane yarn (Simtex) of 77.8 decitex as the core and combed cotton as the sheath. The count of weft yarn was 37 and 42.5 tex.
Weaving
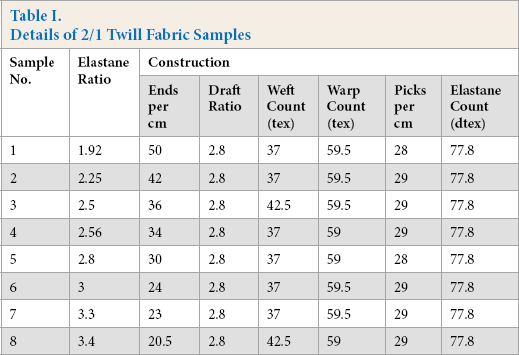
For this current study, eight different samples of stretch woven fabrics were woven using an OMNI plus 800 Picanol NV air-jet weaving machine with an insertion rate of 750 ppm. A twill weave of 2/1 design was chosen for this construction. The draft ratio of the core-spun yarn was kept constant at 2.8. Samples differed only by elastane ratio and warp thread density. All fabric samples were stretchable in the weft direction. Fabric sample constructions are given in Table I.
Details of 2/1 Twill Fabric Samples
Washing
After weaving the fabric samples, 142.25 × 500 cm from each fabric sample were cut and washed with Felosan NOF (CHT) detergent in the following sequence: 1 g/L of Felosan NOF (60 °C for 20 min), followed by a hot wash (60 °C for 5 min), and a cold wash (20 °C for 5 min).
Testing
After conditioning all samples under standard conditions (20 ± 2 °C and 65 ± 2% relative humidity (RH) for 24 h), tests were carried out in the weft direction. Warp and weft thread density were counted following the method ISO 7211-2 by using counting needle and counting glass.
21
The elastane ratio was measured from the fabric construction and the draft ratio was calculated using Eqs. 1 and 2, where


Stretching tests of the fabric samples were carried out on a Titan Universal Strength Tester (James Heal Co. Ltd.) following the ASTM D3107. 22 The instrument had two clamps in a frame, one fixed at the bottom and the other at the top. Samples of 6.5 × 56 cm size, with the long direction parallel to the weft direction, were hung on the apparatus after placing benchmarks of a 25-cm index in the central part of each specimen. The distance between the benchmarks to the nearest 1% (0.1 cm) was measured and recorded. A 1.814 kg (4 lb) load was hung in the bottom hanger. After hanging the samples for 30 min, the distance was carefully measured again. After that, the specimen was taken out and allowed to relax for 1 h. Elongation, elastic recovery, and growth values were calculated using Eqs. 3–5, respectively.



Tensile strength tests of the fabric specimen were carried out on a Universal Strength Tester (Titan10, James Heal Co. Ltd.) according to ASTM D5034. 23 Samples measuring 10.16 × 20.32 cm with the long direction parallel to the weft direction were clamped between the jaws as straight as possible so that the same lengthwise yarns could be gripped by both clamps. The test speed was set to 30.48 cm/min and the specimen was tested for breaking.
Tearing strength tests were performed on an M008 Elmendorf tearing strength tester (SDL Atlas) in accordance with ASTM D1424-96. 24 A slit was precut centrally in the sample held between two clamps of the tester and the specimen was torn apart to a predefined distance. The test result was computed from the scale of the instrument and the pendulum capacity.
Shrinkage percentages of the woven fabric samples were determined following the ASTM D2102-029 (2012) method. 25 The percent shrinkage was calculated using Eq. 6.

Results and Discussion
All assessments were carried out on the weft direction, as the elastane filament was used only in the weft direction.
Elastic Properties
Elongation
Figs. 1a and b show the percent elongation values of woven fabrics containing various elastane ratios and warp thread densities, respectively, as well as the surface plot of elongation versus elastane ratio and warp thread density (Fig. 1c).
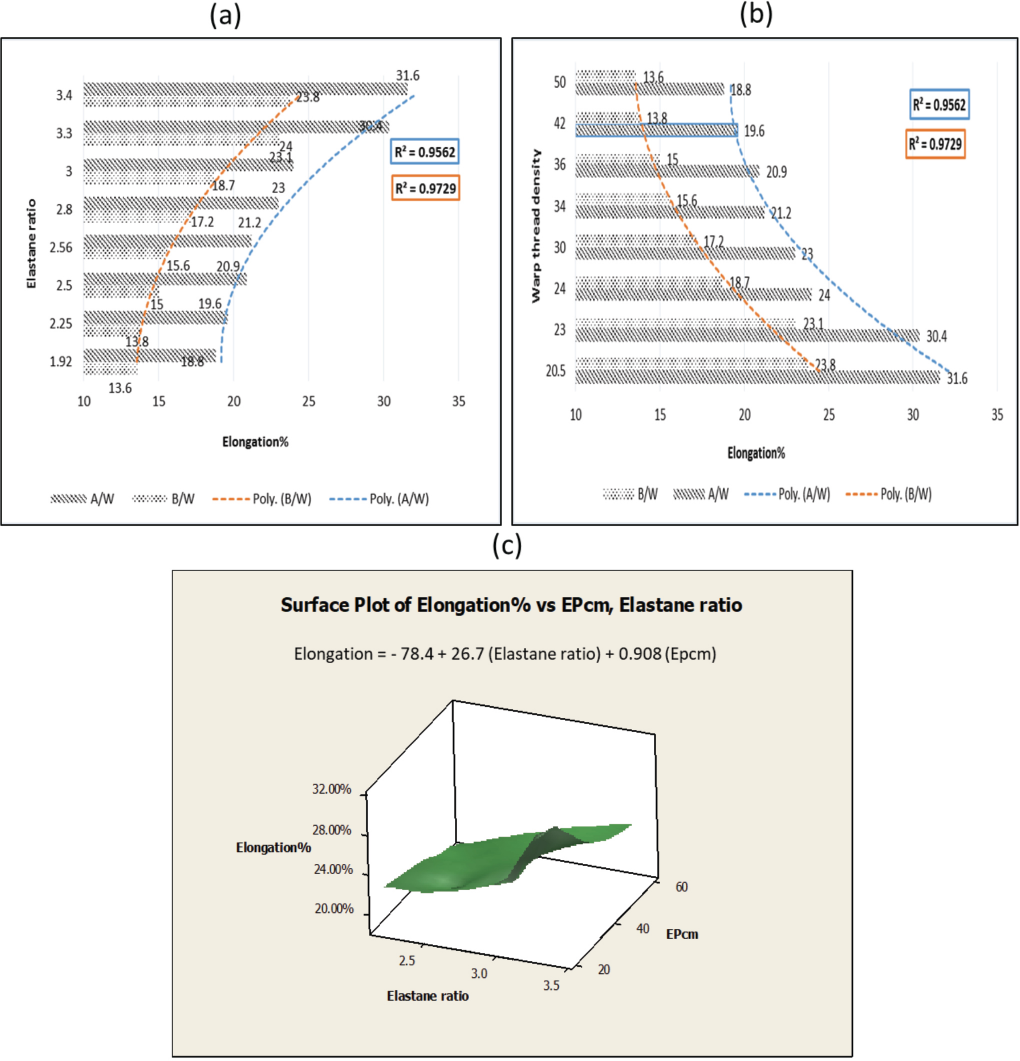
Effect of (a) elastane ratio on percent elongation, (b) percent elongation against warp thread density, and (c) surface plot of percent elongation versus elastane ratio and thread density.
Generally, if the elastane ratio is increased by decreasing the draft ratio, elongation will decrease. This is because low draft ratio slippage of staple fibers occurs along the core, causing yarn rupture. 19 In our study, the elastane ratio was increased by decreasing the warp thread density. Sample elongation increased with increased elastane ratio as the number of ends decreased, following a quadratic polynomial relation (Fig. 1). The coefficient of determination values were 0.96 and 0.97 after wash (A/W) and before sample wash (B/W), respectively, showing good predictive ability. This was due to the breaking elongation of elastane filament (500% of the initial length) being much greater than that of cotton fibers (7% of the initial length). 27 The maximum elongation of 31.60% (A/W) and 23.80% (B/W) of the initial length was found for the fabric sample with a greater (3.4) elastane ratio and less number of ends (20.5 EPcm), whereas the minimum elongation values of 18.80% (A/W) and 13.60% (B/W) were observed for the fabric sample with a lower elastane ratio (1.92) and greater number of ends (50 EPcm). Moreover, the elongation percentages of washed (A/W) samples were greater than that of unwashed (B/W) samples.
Elastic Recovery
Fig. 2 shows the graphical presentation of elastic recovery results for the fabric samples. The sample recovery showed a positive nonlinear relation with the increased elastane ratio and a negative nonlinear relation with the thread density. In both cases, the changes followed a second order polynomial relation. Elastic recovery increased with increased elastane ratio, and decreased when the thread density increased. This study revealed a significant change among fabric samples with respect to elastic recovery. These consequences were predictable as the elastane inside the yarn performs like a spring, which tends to return to its original length after elongation. It was reported that the percent recovery of core-spun spandex yarn cannot be 100% due to the presence of a prominent amount of cotton in the weft yarn as a sheath. This is due to the transverse pressure on the spandex core preventing the full recovery of the yarn.28 Thecoefficient of determination value showed good predictive ability. After a certain level of elastane and thread density, the changes in recovery of washed samples were more prominent than that of the unwashed samples.
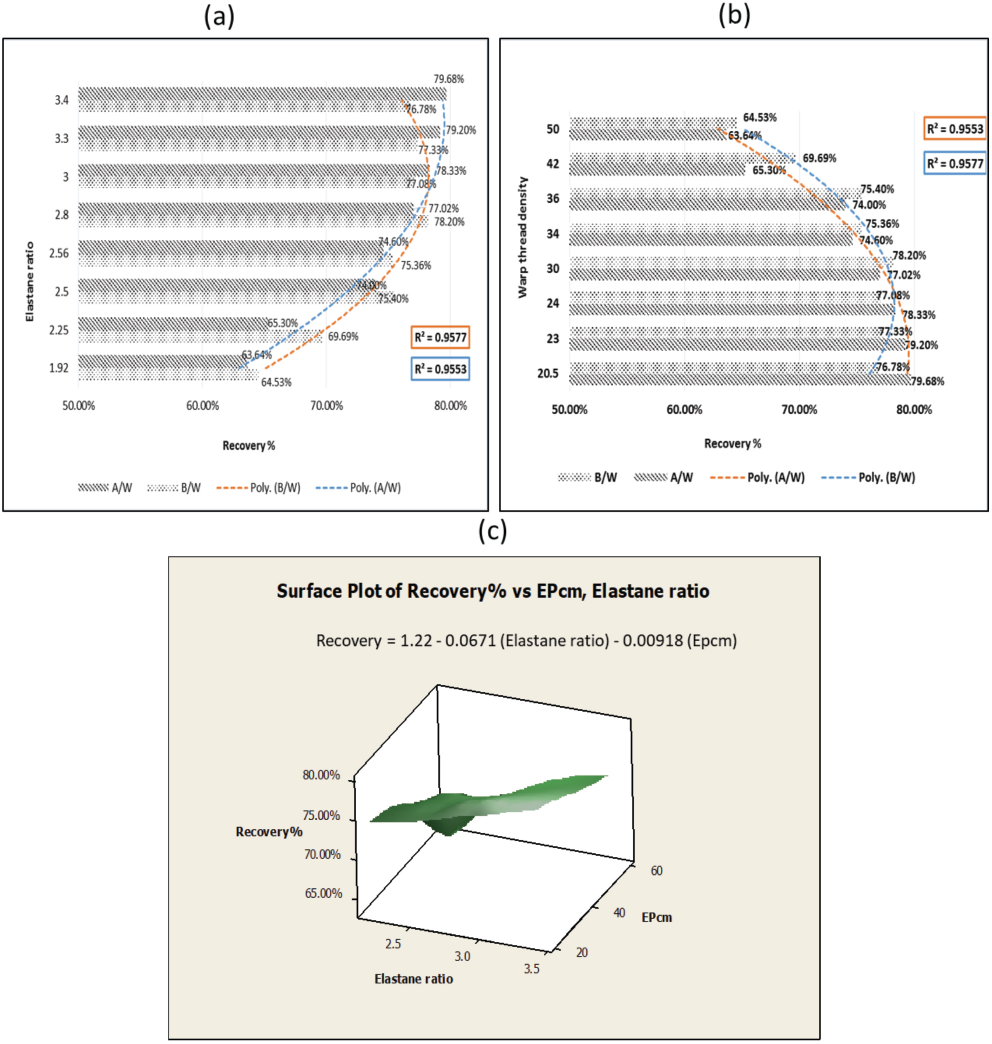
Effect of (a) elastane ratio on percent recovery, (b) percent recovery against warp thread density, and (c) surface plot of recovery versus elastane ratio and thread density.
Fabric Growth
The influence of elastane ratio and warp thread density on fabric growth for both washed and unwashed samples is given in Fig. 3. Data analysis confirmed a negative relation between elastane ratio and fabric growth, as well as a positive relation between elastane ratio and thread density. But in both cases, the changes were not linear. The changes followed a quadratic polynomial relation with coefficient of determination values of 0.97 and 0.96 for A/W and B/W samples respectively.
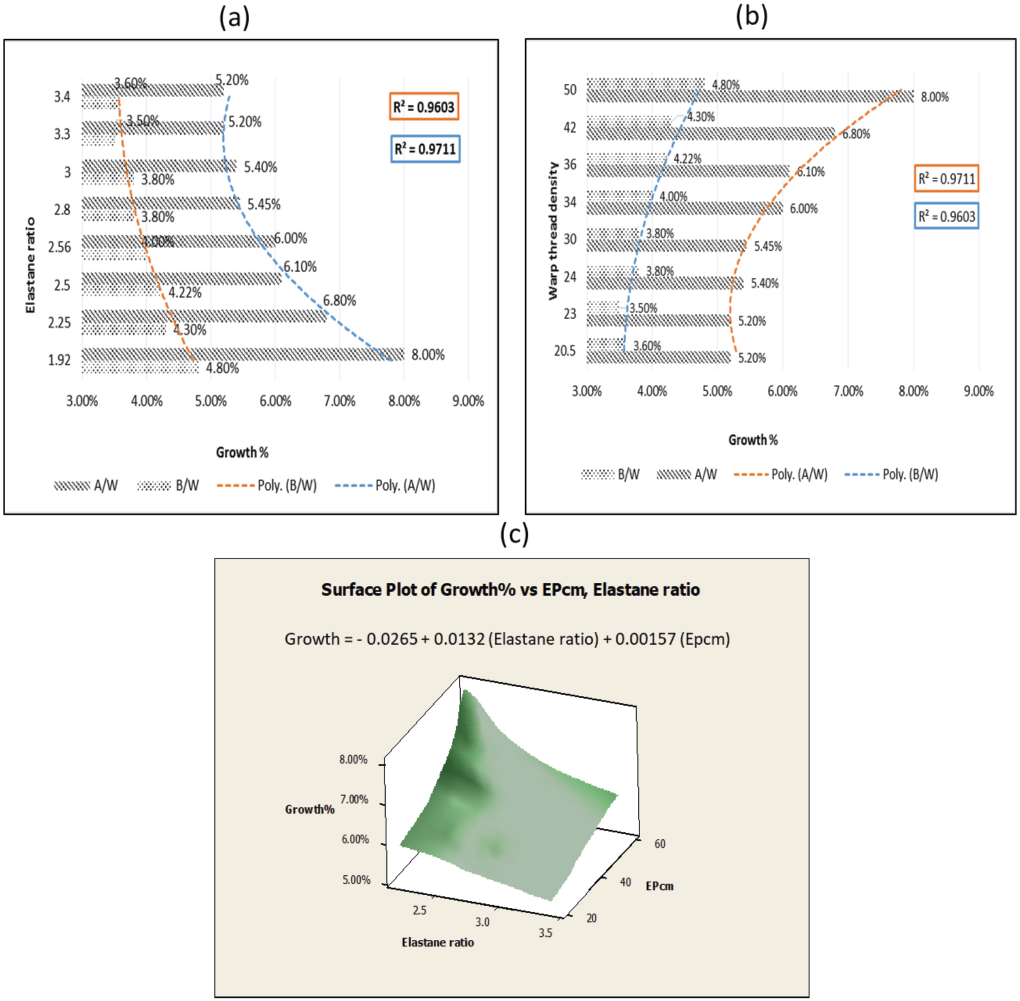
Effect of (a) elastane ratio on fabric percent growth, (b) percent growth against warp thread density, and (c) surface plot of growth versus elastane ratio and thread density.
When the elastane ratio increased from 1.92 to 3.4, the fabric growth decreased from 8.00 to 5.20% for washed samples, and from 4.80 to 3.60% for unwashed samples, respectively. This inverse effect of fabric growth on elastane ratio may be due to the higher extensibility and recovery ranges of the elastane filament. The increased thread density positively influenced the cover factor and the friction between fibers which also restricted yarn movement. This ensured increased growth percentage with increased thread density. 29 This decrease in fabric growth percentages may result in the excellent ft of garments containing more elastane.
Tensile Strength
The effect of elastane ratio and thread density on tensile strength of the fabrics tested is shown in Fig. 4. An increased elastane ratio gave a decreased tensile strength, whereas an increased warp thread density gave an increased tensile strength. This was due to the elastane, which is a soft fiber with a tenacity of 0.6 to 0.9 g/denier, whereas cotton is a moderately strong fiber with a tenacity of 3 to 5 g/denier. These changes followed a second-order polynomial relation, where the coefficient of determination was very close to 1. In both cases, the tensile strength values for A/W samples were greater than the B/W samples. This could be due to the interaction of water molecules inside cotton structure, which reportedly can enhance the tensile properties of cotton fiber. 30
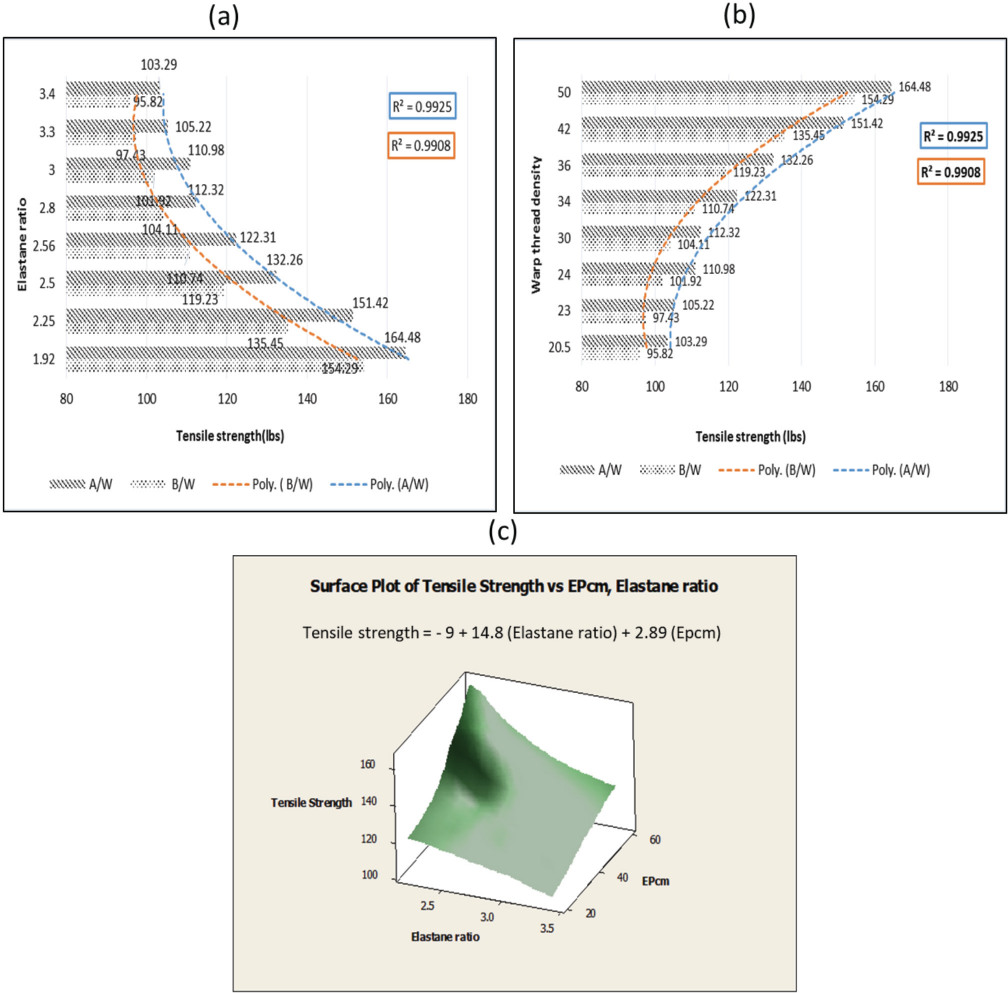
Effect of (a) elastane ratio on tensile strength, (b) tensile strength against warp thread density, and (c) surface plot of tensile strength versus elastane ratio and thread density.
Tearing Strength
The effect of elastane ratio and warp thread density on tearing strength of fabrics is shown in Fig. 5. The fabric tearing strength decreased as the elastane ratio increased and the warp thread density decreased. This relation followed a second-order polynomial equation. A maximum tearing strength of 7.2 was observed at a minimum elastane ratio of 1.92 and a maximum thread density of 50 EPcm. A minimum tearing strength of 5.93 was found at a maximum elastane ratio of 3.4 and a minimum thread density of 20.5 EPcm. This was due to the greater elastane ratio, which made the fabric more compact. In comparatively compact fabrics, individual yarns in the weft direction tend to oppose the tearing load. In contrast, the yarns can move and form clusters to fight the tear more in less compact fabrics. Besides, warp thread density also increases the frictional force between warp and weft yarns, which influences the tearing strength. 19
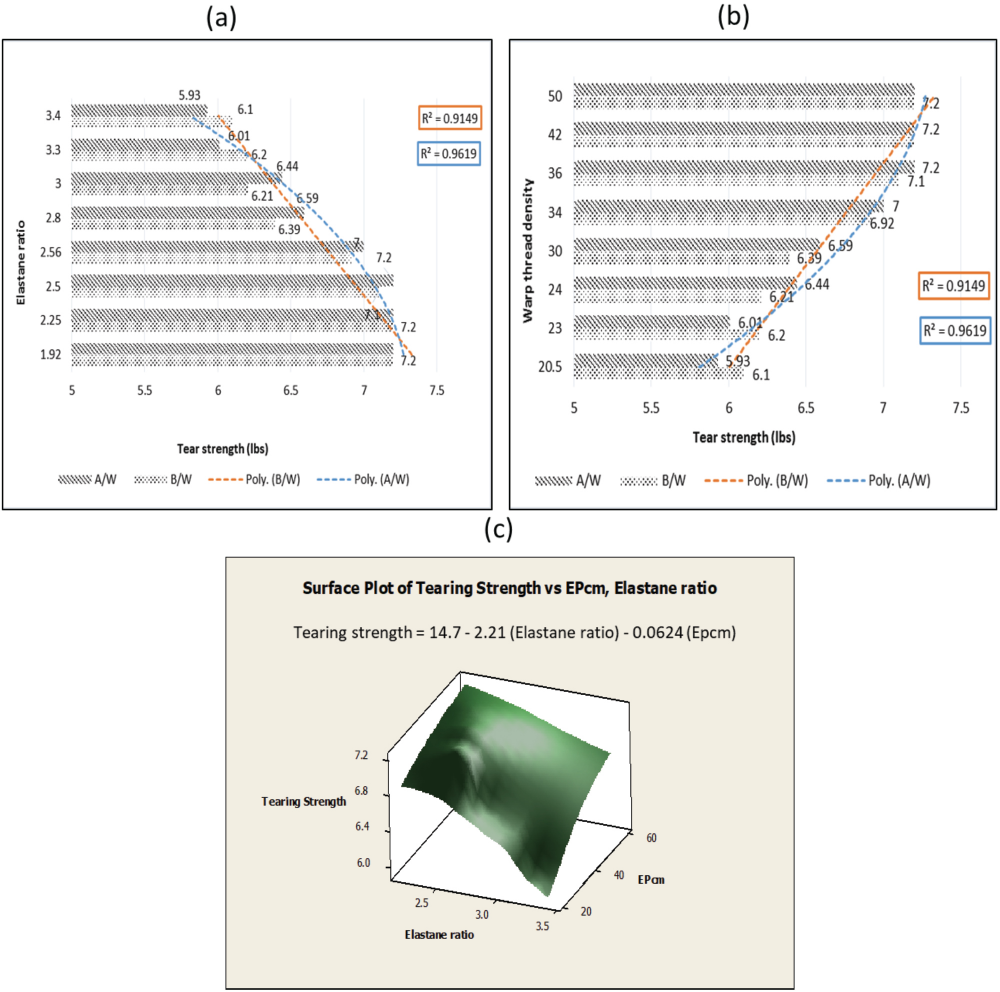
Effect of (a) elastane ratio on tearing strength, (b) tearing strength against warp thread density, and (c) surface plot of tearing strength versus elastane ratio and thread density.
Shrinkage
Fig. 6 shows the effect on fabric shrinkage of thread density and elastane ratio. The impact of warp thread density was greater than that of the elastane ratio on shrinkage. When the warp thread density is reduced, movement of the surface forming threads increased due to its loose structure. 24 The greatest shrinkage was 8.50% at the lower elastane ratio of 1.92, and the least shrinkage was 5.00% at the greater elastane ratio of 3.4. Both relations followed a second-order polynomial equation with a coefficient of variation of 0.98.
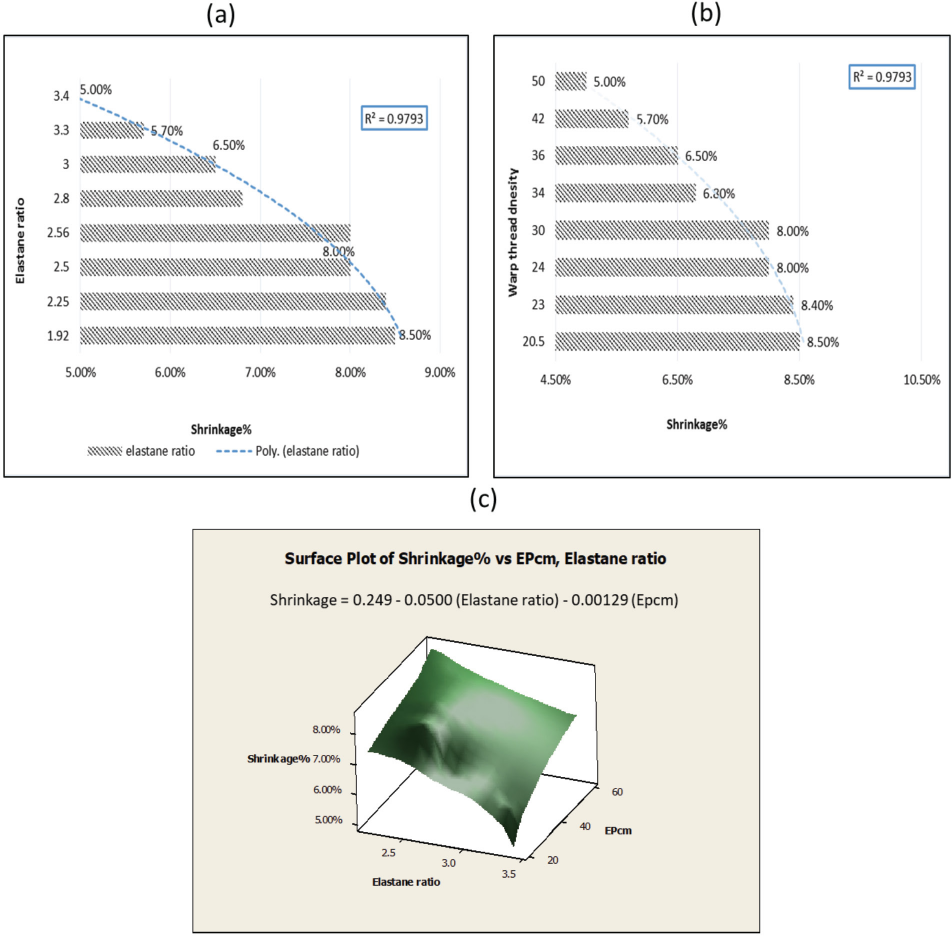
Effect of (a) elastane ratio on fabric shrinkage, (b) shrinkage against warp thread density, and (c) surface plot of shrinkage versus elastane ratio and thread density.
Conclusion
The objectives of using elastane in fabric are to increase the elastic property as well as to improve apparel comfort. This study was performed to understand the changes of mechanical attributes in stretch woven fabric due to the elastane ratio changed by warp thread density. In regular practices, elastane content is changed either by changing the weft thread density containing elastane core spun yarn or by changing the draft ratio of core spun yarn. But, in this experiment, the elastane ratio was increased by reducing the warp thread density, which is a cost effective method. The elastane ratio was more prominent than the warp thread density in affecting the elastic property. The increased elastane ratio increased the elongation and the amount of recovery regardless of decreased warp thread density. Both tensile and tearing strength decreased with increased elastane ratio and decreased warp thread density. The warp thread density was more prominent than the elastane ratio on fabric shrinkage. These results give an understanding about the effect of elastane ratio and thread density on the mechanical attributes of fabric, and are therefore very useful in selecting optimal parameters for manufacturing stretch woven fabric.