
Abstract
This work investigates the effect of various silicone based softener particle sizes on woven cotton fabric properties. Twill-and plain-woven 100% cotton fabrics dyed with red and blue reactive dyes were used to observe how the softeners acted on different weave patterns and colors. Fabrics treated with macro-, micro-, and nano-emulsion softeners were assessed for softness, tensile strength, and colorfastness with respect to laundering, perspiration, and crocking. Macro-emulsion softeners gave softer cotton fabric than micro- and nano-softeners. Micro-emulsion softeners had the most favorable tensile properties. Micro- and nano-emulsion softeners imparted better washfastness and perspiration fastness. The effects of silicone softener particle size and fabric construction properties on the softness, fastness, and mechanical properties of the treated cotton fabric were studied.
Introduction
Textile finishing, as a final level of chemical treatment, is performed to impart the desired properties, functionality, attractiveness, and usability of woven materials. Fabric softening is an essential finishing technique using several possible after-treatment applications. Silicone softeners are widely known as excellent fabric softeners that can also improve wrinkle recovery, crease resistance, and drape, as well as the fabric's aesthetic feel. Hence, the use of silicone softeners has become widespread in the textile industry.1–3 The correct softener should be selected after considering fabric composition and properties. Due to their softness and substantivity, cationic and silicone softeners are the most widely used for textile applications.4-5
Many studies have been reported on application of softeners to textiles. These investigated variations in the quantity of softeners used, combinations and properties of softeners, effects of softening auxiliaries on different properties of finished fabrics, improvement in softeners production, and so forth. 6 Papers have been published on the effects of silicone softener particle size on various fabric properties, but few of them focused on fabrics differing in both weave patterns and colors. Furthermore, there are few studies that include the measurement of silicone particle size.1–3,7–12
The focus of research in this paper is on the influence of silicone softener particle size on cotton fabric physical properties by using fabrics of various colors along with weaving patterns. The objective of this study is to determine the effects of silicone-based softener particle size on the functional properties of woven cotton fabrics. Tree commercially available silicone-based softeners differing in particle size were used. The particle size of softeners was measured by the dynamic light scattering method. The cotton fabrics treated with these softeners were assessed according to tensile strength, softness, and colorfastness properties.
Experimental
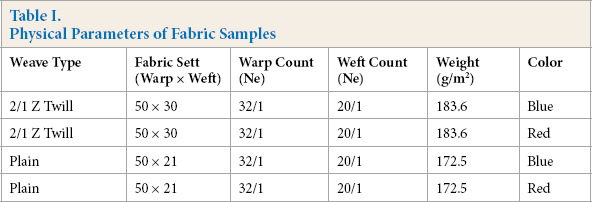
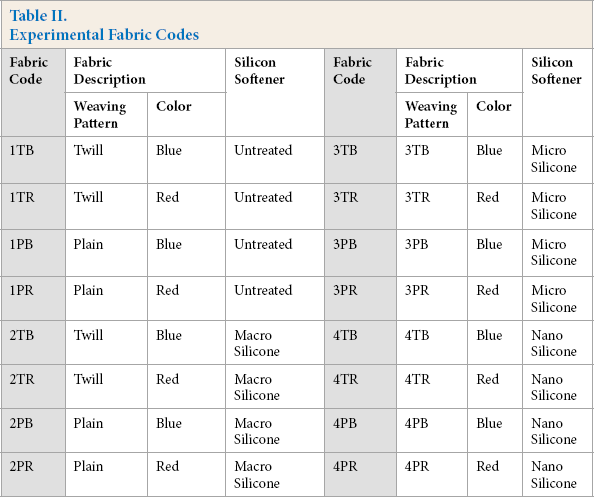
Cotton fabrics (100%) were kindly supplied by KİPAŞ. The fabrics were desized, scoured, bleached, and dyed by the supplier. Dyeing was done using 1 wt % reactive blue (C.I. 61211) and red (C.I. 18105) dyes with the same dyeing auxiliaries. Four types of fabrics, which differed by weaving patterns and colors, were used in the study. The main characteristics and experimental codes of the fabrics are given in Tables I and II.
Physical Parameters of Fabric Samples
Experimental Fabric Codes
Commercially-available silicone softeners (3) with various particle sizes (i.e., macro-, micro-, and nano-particles) were supplied by Rudolf-Duraner. The softeners were amino-functional polydimethylsiloxanes. The density of the macro-, micro-, and nano-emulsion softeners were 0.979, 0.983, and 0.985 g/mL, respectively.
Particle size measurements of the silicone softeners were carried out using a dynamic light scattering method on a Zetasizer Nano S90 (Malvern Instruments Ltd.) instrument. To measure the particle size of the softeners, a suspension of silicone softener and distilled water was prepared at a ratio of 1:10. The measuring unit of the instrument was filled with ∼4 mL of the suspension. Dynamic light scattering measurements were performed for 60 s durations at 25 °C. Values of the refractive index for silicone softeners (1.43) and water (1.33) were used in these determinations. The process was repeated three times for each softener.2,13The process also gave polydispersity index values (Pdi) of the suspension; the lower the Pdi value, the more homogenous the suspension was in terms of particle size.
Softener application to the fabrics was carried out by padding at a bath concentration of 40 g/L. The padder was adjusted at a pressure of 3 bar and speed of 1.2 m/min to optimize the wet pickup of 65%. Fixation of the softeners were performed by drying each sample at 120 °C for 5 min.
Washfastness, perspiration fastness, and crockfastness were measured in accordance with ISO 105 C06:2010, 14 ISO 105-E04:2013, 15 and ISO 105–X12:2002, 16 respectively.
A subjective softness test was applied to evaluate fabric softness by a judging panel of 10 qualified participants (mostly textile engineers). Two sets of samples were prepared for each judge: a twill set and a plain set, both of which included one untreated and three treated samples. Fabric color was not taken into consideration for softness test. Each judge touched the samples using their fingers, and then recorded the degree of softness using a scale of 1 to 5, where 5 indicated the softest level. The judges also determined the softness ratings for untreated samples. Rating averages for the untreated samples were calculated (atw and apl). The same procedure was applied for treated samples (btw and bpl). The subscripts tw and pl stand for twill and plain sets, respectively. The difference in softness ratings between treated and untreated twill and plain fabrics are given in Eqs. 1 and 2 respectively.

The geometrical average of ∆x values, based on values obtained from 10 judges for each sample, represents the numerical value of the given sample's softness.
Tensile strength measurements for both sample breaking load and elongation were run in accordance with ISO 13934-1:2013, the strip method. The rate of extension was adjusted to 5 mm/min. 17 The specimen was extended until breaking and the breaking force and extension were reported.
Results and Discussion
Particle Size Determination
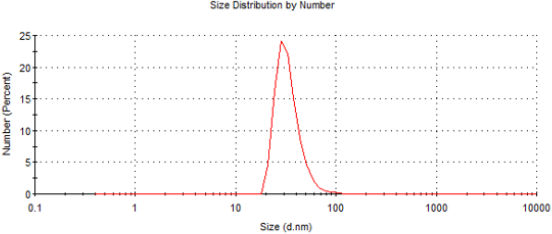
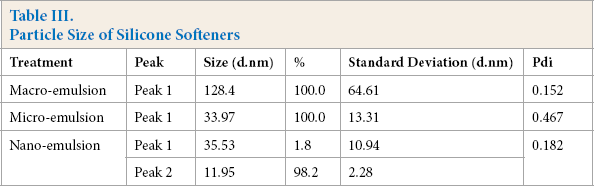
Softener particle size measurement results are given in Table III; the particle size distributions of the softeners are given in Figs. 1–3. Figs. 1 and 2 show that the macro-emulsion softener gave a single peak around 128.4 d.nm with a good polydispersity index (Pdi = 0.152), and for the micro-emulsion softener, the peak was around 33.97 d.nm and the Pdi was 0.467. In Fig. 3, there were two peaks for the nano-emulsion softener: the major peak was at 11.95 d.nm and the Pdi =0.182. The data confirmed that the softeners differed in particle size and that the nano-softener had the smallest particle size as expected.
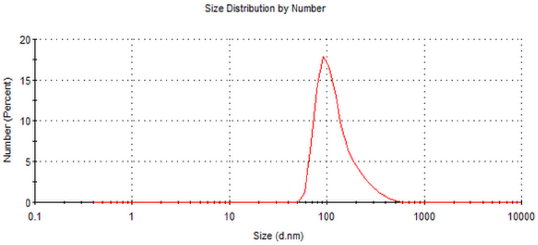
Particle Size Distribution of Macro-emulsion Silicone Softener
Particle size distribution of micro-emulsion silicone softener.
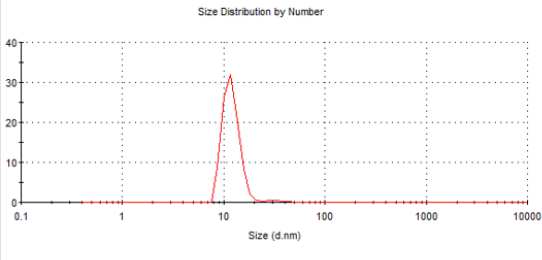
Particle size distribution of nano-emulsion silicone softener.
Particle Size of Silicone Softeners
Colorfastness
Washfastness results with regards to color change and degree of staining according to the gray scale assessment are given in Table IV.
Fabric Washfastness
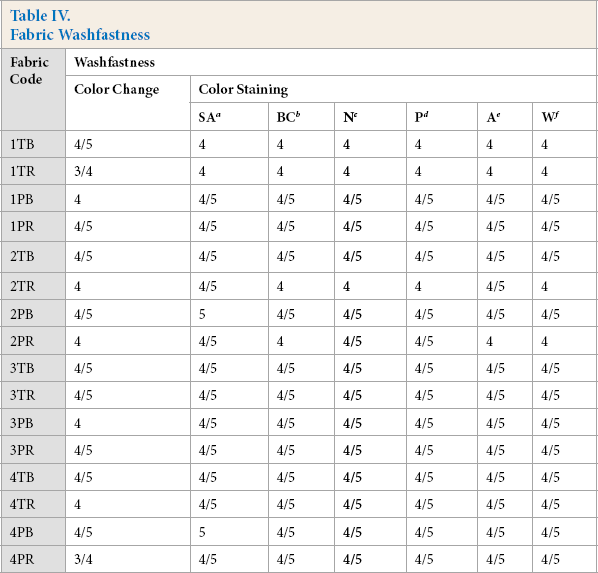
Secondary acetate,
Bleached cotton,
Nylon 66,
Polyester,
Acrylic, and
Wool .
Table IV shows that reactive dyed cotton fabrics exhibited fair to good and very good fastness (3/4–4/5) in terms of color change after laundering and the various softener particle sizes applied did not cause significant changes in washfastness. Various literature results indicate that colorfastness of any treated surface would be influenced by particle size of the softener.18,19Tat this phenomenon was not observed here was indicative of the strong washfastness of the reactive dyes used.
Color staining grades increased slightly after softener applications. Micro- and nano-silicone treated fabrics showed good resistance against color staining on all fibers of the reference multifiber strip—there was no significant effect of weaving pattern or color used on the color staining degrees. The macro-silicone softener treated fabric exhibited a slightly lower performance against the reference material for red samples. For the untreated samples, the twill samples showed slightly lower grades of color change and color staining compared to the plain samples as previously reported. 20
Perspiration fastness results in acidic and alkaline solutions, assessed according to color change, gray scale, and the degree of staining gray scale, are shown in Table V.
Fabric Perspiration Fastness
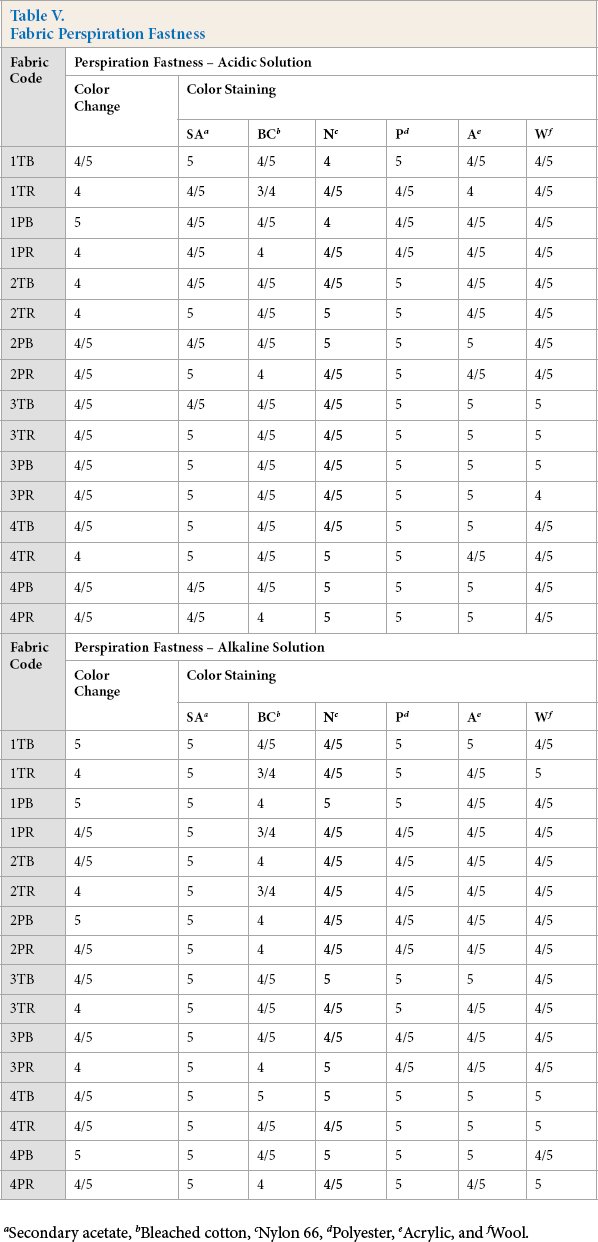
Secondary acetate,
Bleached cotton,
Nylon 66,
Polyester,
Acrylic, and
Wool .
The perspiration fastness of reactive-dyed cotton fabrics in terms of color change in acidic or alkaline solution ranged between good to excellent (4–5) and there was no significant change observed after softener treatment (Table V). The color staining grades changed only around ± 0.5 units, indicating that softener treatments, softener particle size, and fabric weave did not have significant effects. All silicone particle size fabric treatments generally gave a slight increase in color staining on nylon, polyester, acrylic, and particularly bleached cotton stripes. 21
Table VI shows the results of crockfastness testing with respect to the color degree of staining using the gray scale assessment.
Fabric Crockfastness
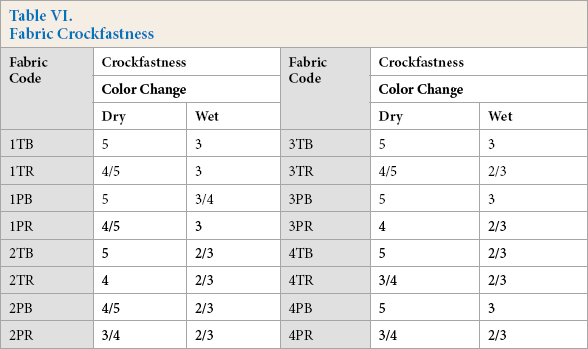
The results in Table VI revealed that the reactive-dyed fabrics tested had better dry crockfastness than wet crockfastness after softener application. The softener significantly (greater than ± 0.5 units) affected the wet crock-fastness of the red samples, with the macro- and nano-silicone treated fabrics giving the lowest wet crockfastness values. This result was reported elsewhere. 22 Additionally, our study showed that the dye used for dyeing was an important consideration when considering the effect of the softener.
Breaking Strength
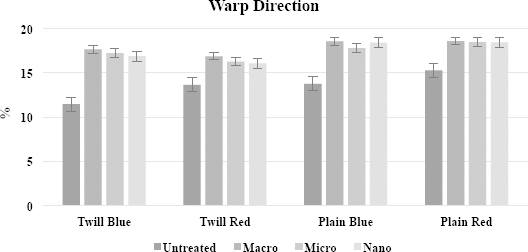
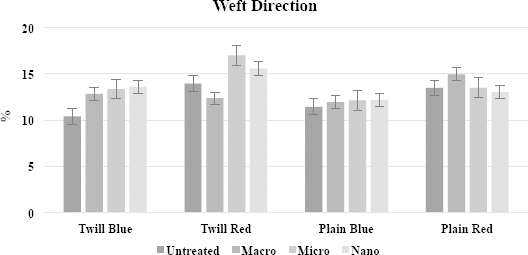
Breaking load (N) values of the fabrics are given in Figs. 4 and 5. Breaking elongation (%) results are presented in Figs. 6 and 7.
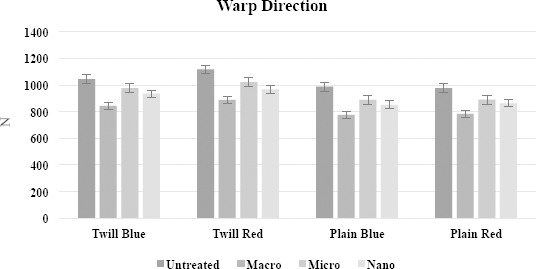
Breaking load (N) in warp direction.
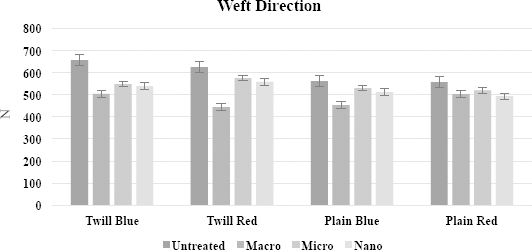
Breaking load (N) in weft direction.
Breaking elongation (%) in warp direction.
Breaking elongation (%) in weft direction.
Breaking load values in both warp and weft directions were higher for the untreated fabric than for those with softener applications. The silicone solution reduced the friction between the fibers in the yarn as well as between the yarns inside the fabric. This friction reduction leads to greater slippage of such fibers and yarns, which results in a decrease in load carrying capacity and an increase in break extension. 3 Of the silicone softener treated samples, the micro-silicone treated samples gave the highest breaking load values, while the macro- and nano-silicone softeners showed lower breaking load values in both warp and weft directions. One exception is that there was no difference between breaking load values of macro-, micro-, and nano-treated plain red fabrics in the weft direction. In addition, there were no significant differences between micro- and nano-softener treated fabrics in breaking load values for both warp and weft directions.
Softener treatment increased the breaking elongation in the warp direction. In the weft direction, silicone treatment resulted in a certain increase in the elongation ratio for the twill fabric group. However, there were no significant differences between untreated fabrics and softener-treated fabrics for plain blue and plain red fabrics in the weft direction. No significant difference in the breaking elongation ratio were found among macro-, micro-, and nano-softener treated fabrics in both warp and weft directions.
No significant effect of sample color was observed on tensile strength results. However, variation of the weaving pattern resulted in differing tensile strength results. The twill groups showed higher breaking load values than the plain groups in both warp and weft directions. The twill fabrics had a greater weft density and were heavier by 6% than the plain fabrics. Hence, twill fabrics showed greater tensile strength in this study as reported previously.23,24
Softness Evaluation
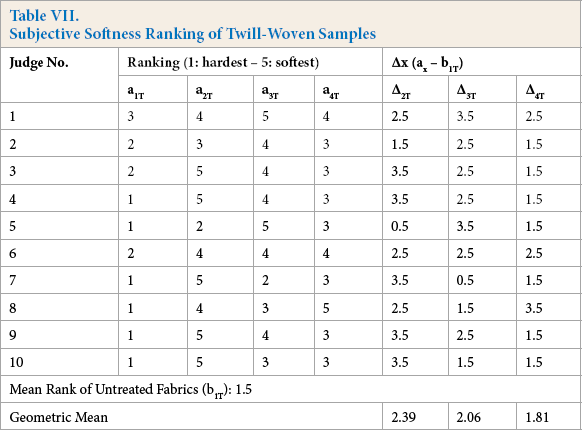
The softness rankings of the samples determined by the judging panel are presented in Tables VII and VIII with respect to two groups: plain and twill.
Subjective Softness Ranking of Twill-Woven Samples
Subjective Softness Ranking of Plain-Woven Samples
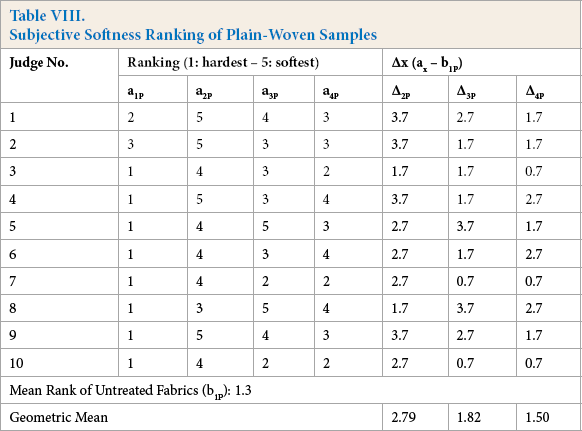
The mean ranking for untreated samples of twill-woven fabrics was 1.5, while softener-treated fabrics were ranked 2 for the worst samples and 5 for the softest samples. The geometrical mean of the sample fabric ∆x values was taken into consideration during analysis of the subjective fabric softness assessment. Macro-softener treated samples were ranked softest by the judges with a mean ranking of 2.39, while micro- softener treated samples had a value of 2.06, and nano-softener treated samples had a value of 1.81. For plain fabrics, the mean ranking of untreated group was 1.3. The mean ranking was 2.79 for the macro-softener treated samples, 1.82 for the micro-softener treated samples, and 1.50 for the nano-softener treated samples.
From these results, silicone-based softener treatment improved the softness of the cotton fabrics tested. For both twill and plain-woven fabric groups, the samples treated with the macro-emulsion softener were ranked as the softest by the judges. Micro- and nano-emulsified softeners can diffuse themselves into the fiber bundle to impart a deeper softness. However, the macro-emulsified silicone softener produced a very smooth fabric surface with a soft voluminous hand. 7 Furthermore, the macro-emulsion softeners have longer molecular chains than the micro- and nano-softeners. This provides a better lubrication effect, which results in a softer fabric hand.
Because the twill fabrics have less interlacement, allowing more slippage of the yarns, they showed greater softness in comparison with the plain samples, agreeing well with literature results.25,26
Conclusion
The results of these tests led to important conclusions regarding the effect of silicone softener particle size on properties of cotton fabrics, including the weave patterns and colors tested. The colorfastness of the samples was assessed using washfastness, perspiration (acidic and alkaline) fastness, and crockfastness measurements. We found that the softener particle size did not have significant effect on sample fastness values. Weave pattern and color also did not influence softener performance. The only negative effect of the softener was poorer wet crockfastness, with red samples showing lower fastness values than blue samples.
This may be due to removal of the reactive dye in the softener treatment bath, with mechanical agitation (rubbing) promoting dye removal. Fabric color change should be considered when evaluating crockfastness after softener treatment. Reactive dyes are well known for their good levels of washfastness and perspiration fastness, but moderate levels of crockfastness. Softener particle size did not exhibit any significant contribution to the inherent fastness properties of the dyes used in this study.
This research showed that the macro-softener treated samples gave the lowest breaking load values while the micro- and nano-softener treated samples gave moderate values in both warp and weft directions. Softener treatments increased the percent breaking elongation in the warp direction, while reducing the fabric breaking loads. The macro-softener treated samples were ranked as the softest, while micro-softener treated samples had intermediate softness levels, and nano-softener treated samples were ranked as the poorest of the three treated samples based on subjective evaluation.