
Abstract
Thermo-physiological comfort properties are crucial aspects of interlining material comfort for shoe insole which can be examined for permeability and conductivity. Air and water vapour permeability, conductivity and resistance of thermal are the main criteria for thermo-physiological comfort properties. Clothing comfort can be enhanced through special finishes including plasma which is one among the well known for surface modification. Oxygen and argon atmospheric plasma were used to analyse the comfort properties of polyester warp-knitted spacer fabric based on the fabric thickness and gas processing time. The outcomes exposed a notable influence in the comfort properties of polyester spacer fabrics after the atmospheric plasma processing time. The results too pointed out that the water vapour permeability and thermal resistance increased, although the air permeability and thermal conductivity decreased with the atmospheric plasma processing. When considering all the values of plasma-treated spacer fabrics, the 3 mm thickness of polyester spacer fabric proved to have better response and comfort properties than the 2 and 4 mm spacer fabrics. The findings show that final comfort properties of polyester warp-knitted spacer fabrics can be improved by using plasma treatments, and argon plasma treatment is the best method when compared to the oxygen plasma treatment.
Introduction
Textile and clothing industry shows sustainable growth by developing novel products which are highly functional, value added with unique applications and environmentally friendly. The emerging environmental and eco-friendly systems, energy-saving concepts lead to the modification and updating of many traditional technologies. Plasma technology, one among the commercially viable and strong potential technique, offers new functionalities in textile products to ensure no or minimal use of water and chemicals, subsequently, an extreme reduction in contaminants and a consistent cost reduction. Plasma treatment adjusts or changes the surface layer of textile material and keeping the features unaffected was supplementary effects in essential alterations like surface morphologies, activation, roughness, etching, cross-linking and chain scission be subject to the selection of optimum plasma conditions [1,2]. The selection of optimal plasma conditions decides the effect and efficiency of plasma treatment that is determined by the process variables and treatment corresponding to the type of gas, pressure applied, time and gas flow rate [3]. Process variables and treatment are taken as main constraints to decide and select the physical properties, mechanical properties and thermo-physiological comfort properties of textile materials [4,5]. Comfort properties of materials enhanced through the plasma process, low pressure and atmospheric pressure are the two major classifications used in plasma techniques. Among the two, atmospheric air plasma process shows numerous benefits in the application of textile materials [6,7]. Atmospheric pressure air-plasma system is formed in ambient air to attain constant processing speed and efficiency. It boosted the moisture vapour transport property of the material by means of enhanced pore size and proves that there is a distribution of water vapour between the filaments [8–10]. Oxygen and argon are the strongest gases which stimulate the thermo-physiological comfort properties of materials and imparting significant influence on the performance of the polyester material towards the manipulation of nanoparticles. With oxygen plasma, the polyester silhouettes have the substantial modification in water droplets and drops are spread along the surface, indicating the improved wetting properties [11–13]. The surface of polyester fabric might be fragmented by the C–C bonds and structure of hydrogen atoms causing the growth of oxygen-containing polar groups controlled to polymer chain scissions and oxidation on the fabric surface [14,15]. The Scanning Electron Microscopy (SEM) and X-ray photoelectron spectroscopy confirmed that polyester fabrics converted the consistently etched blank spaces and stipulate a low surface energy and afterwards greater hydrophobicity and improved dyeability. Advanced chemical groups shaped more carboxyl and hydroxyl groups, designed on the polyester fabric surface layer [16,17]. The ideal oxygen and argon plasma processing time on the fabric customized to be 3 min and at the pressure for plasma power of 300 W for achieving maximum tensile strength, tensile modulus, shear strength, flexural strength and flexural modulus which is established by SEM analysis [18,19]. Plasma and polyester show the signs of reciprocal progress and predominantly polyester is an extensively used textile material for its great physical and mechanical properties, rapid drying, good stretchability, heat stability, weathering resistance, wrinkle resistance and antibiotic property [20].
Additionally, polyester is manufactured for many textile applications and particularly multi-layer fabric structures extended a wide range of specialized application. In specific, three-dimensional (3D) structure comprises various opportunities for its unique design and holds superior physical characteristics. The 3D spacer fabric technology is one of the leading systems in the technical applications. Knitted spacer fabrics are designed and manufactured with assured space among the two outer surface layers to achieve crucial fabric properties. Front and back surface layers space can be created by the middle layer which confirms the spacer fabric thickness and manufactured by both weft and warp knitting. Warp knitting is a predominant classification for its variability of fabric thickness and polyester is a usual raw material for manufacturing spacer fabric. Polyester multifilament at outer surface layers and monofilament in the centre are used to manufacture warp-knitted spacer fabrics (WKSF) [21,22]. Normally, WKSF has good thermo-physiological comfort properties and it is confirmed through various research works [23–25]. Comfort properties of spacer fabric are influenced by the fabric factors like filament denier, fabric structure, fabric thickness and areal density among the first three factors were optimized by the author by his previous research work [26,27].
Apart from comfort and other properties, spacer fabrics are renowned for their cushioning and resilience properties and suitable for various industrial applications especially for interlining materials. Interlining is a layer of knitted/woven/non-woven fabric positioned between the textiles and clothing products facing to emphasize, reinforce, shape, guarantee and comfort to the wearer. Type and shape of interlining is contingent on the usage and for shoes, the interlining used to evacuate the warmness produced while on foot or running.
The persistence of interlining in the footwear is to withstand the imparted force, diminish the energy transmission and adapting shoe to protect the foot and reduce the occurrence or recurrence of warmness [28]. The cushioning or shock absorbing of interlining has been recommended to decrease the impact forces and plantar pressures connected with running, thus protecting in contradiction to discomfort. The technical term of interlining is called a shoe insole and it is readily available in the market with varying thicknesses. The thickness depends on the height/heel required by the wearer and the wearing comfort is subject to the selection of raw material, design and structure of insole. Polyurethane foam, neoprene, silicone gel and fabrics like velvet can be used as an insole material but suffered in deterioration by the load applied due to the few weeks of daily walking. Simultaneously, insole needs dotted air holes structure to create breathability and retains the feet dry and cool that too weakens the structure. To facilitate the softness, cushioning, flexibility and comfort to the wearer, it is advisable to design and build up interlining through spacer fabrics without altering the originality of shoes [29–31]. When footwears are introduced by means of interlining, it should withstand the impact and pressure at the painful area to be diminished around 254.97 kN/m2 [32]. The energy absorption capacity of spacer fabrics has been investigated by means of various researches [33–35] and their investigation of direct impact at different energy levels was observed. On the one hand, at low impact energy the absorption capacity of single ply spacer fabric is high and it totally acts as an elastic fabric, and on the other hand, the structure of spacer fabric became distorted during high impact energy. As a result, spacer fabric can be used as an interlining for shoes because low impact energy will act while on foot or be running.
The purpose of this research work is to analyse the performance of polyester WKSF as interlining for shoes with greater properties of permeability and conductivity. Different thicknesses of WKSFs were developed and the influences of plasma treatment with oxygen and argon gases were analysed with respect to the thermo-physiological comfort properties of spacer fabrics.
Experimental procedures
Materials
Structure and stitch notation of polyester WKSF.

Fabric particulars of WKSF.

WKSF: warp-knitted spacer fabric.
Methodology
A capacitive-coupled atmospheric pressure DC plasma system with provision up to 3 kV and 500 mA power supply plasma chamber is shown in Figure 1. The design allowed the distance between two electrodes to be varied from few millimetres to 15 cm. The plasma was generated using a power supply with a variable output. It is possible in the system to detach the electrodes and replace with another electrode. Aluminium and copper electrodes were used independently in the present study.
Plasma chamber.
The spacer fabric was treated with argon and oxygen gases with the plasma reactor. This reaction takes place in the plasma reactor with a capacitive-coupled atmospheric pressure DC plasma system with provision up to 3 kV and 500 mA power supply. Samples of 20 cm × 20 cm placed in the middle of two parallel electrode plates were treated with atmospheric plasma with electrodes such as aluminium and copper with spacing between electrodes of 3 cm with the duration of 5, 10 and 15 min. The gas flow rate and output power were maintained at 10 cc/min and 300 W, respectively, throughout the study.
To evaluate comfort properties of untreated and plasma-treated polyester spacer fabrics, their permeability and thermal properties were investigated. The thickness of the spacer fabric is tested by ASTM D 1777 at pressure foot load of 100 g/cm2, mass per unit area is tested by ASTM D 3776 and porosity expressed as percentage. All measurements were repeated for the five equally treated specimens and averaged with analytical tolerance limited to 5%. The air permeability of the polyester spacer fabrics was studied using an air permeability tester based on BIS IS 11056. The result of air permeability expressed as cc/s/cm2, accuracy 3% of FSR and test area of 4 cm2. Thermal conductivity was calculated using Lee's disk instrument (ASTM-D570), thermal resistance and relative water vapour permeability were measured on permetest instrument (ISO 11092).
Results and discussion
Statistical analysis
Statistical information response values.
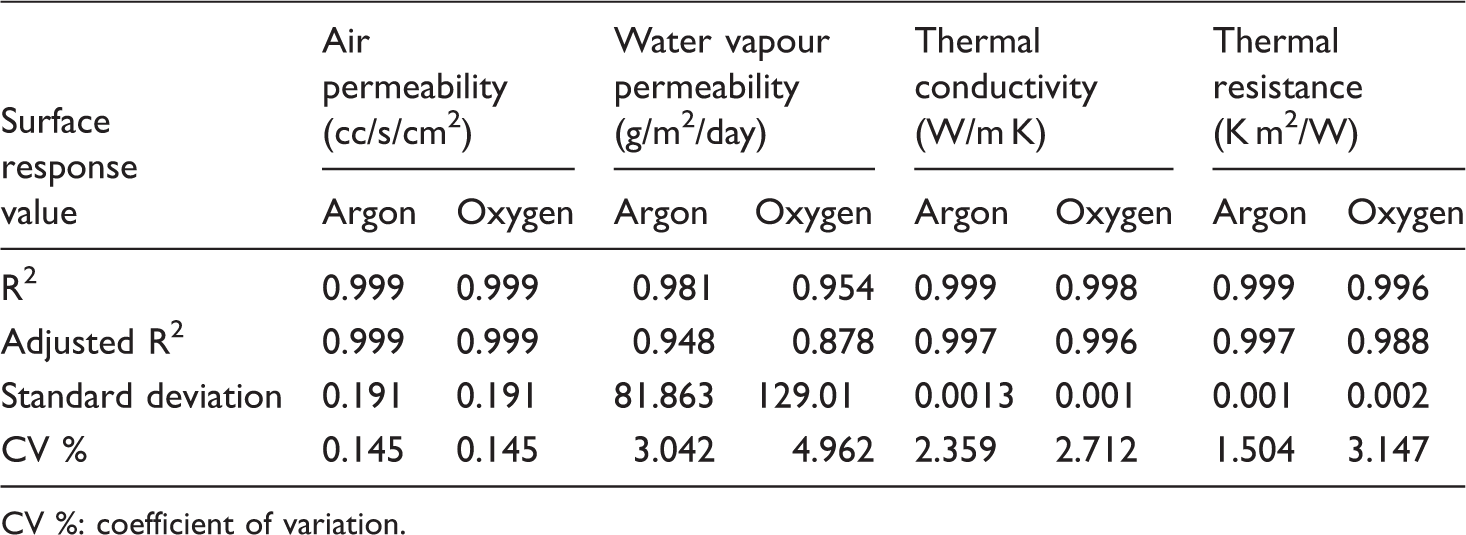
CV %: coefficient of variation.
ANOVA for argon gas-treated WKSF.

ANOVA: analysis of variance; WKSF: warp-knitted spacer fabric.
ANOVA for oxygen gas-treated WKSF.

ANOVA: analysis of variance; WKSF: warp-knitted spacer fabric.
Air permeability
The air permeability of the untreated and plasma-treated samples was investigated and the results are summarized in Figures 2 and 3.
Air permeability (cc/cm2/s) of untreated and plasma-treated polyester spacer fabrics. (a) Oxygen gas and (b) argon gas – contour plots of WKSF air permeability.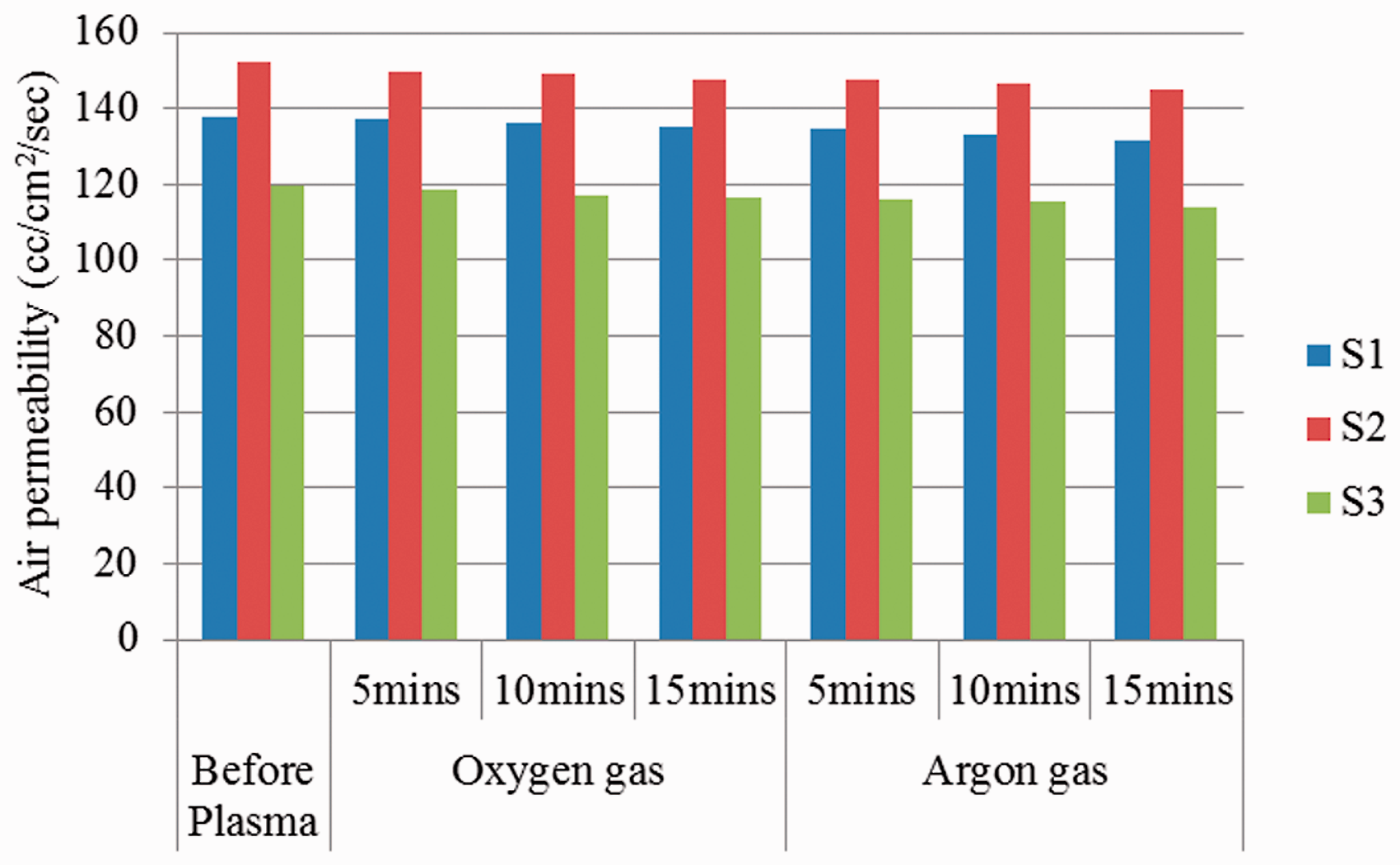

The air permeability of spacer fabric is decreased and air resistance is increased in the plasma-treated fabrics. The air permeability depends on the construction characteristics of the filament, in which a large proportion is occupied by air space. There are some features disturbing the air permeability of the fabric, e.g. the fabric structure, thickness, surface characteristics, etc. Plasma action does not control fabric structure and varying of the air permeability depends on the fabric thickness and surface characteristics. Plasma treatment changes the surface morphology, and it is probable to say that plasma treatment encourages a positive degree of roughness on fabrics. These changes act as an edge to hold back the air flow through the fabric, thus ensuing in a decrease in the air permeability of the fabric.
Figure 3 shows the effect and association between WKSF thickness and plasma gas processing time on air permeability. An increase in fabric thickness raises the air permeability to a maximum value of 149.81 cc/cm2/s and decreasing to 116.51 cc/cm2/s. The increasing thickness of fabric creates a space between the layers to allow more air to pass through and further increasing the fabric thickness air gets trapped and reduces the values. The WKSF thickness of 2.9 mm and plasma gas processing time of 9 min were optimized by RSM.
Water vapour permeability
The untreated and treated plasma polyester spacer fabrics and their water vapour permeability values are given in Figures 4 and 5.
Water vapour permeability (g/m2/day) of untreated and plasma-treated polyester spacer fabrics. (a) Oxygen gas and (b) argon gas – contour plots of WKSF water vapour permeability.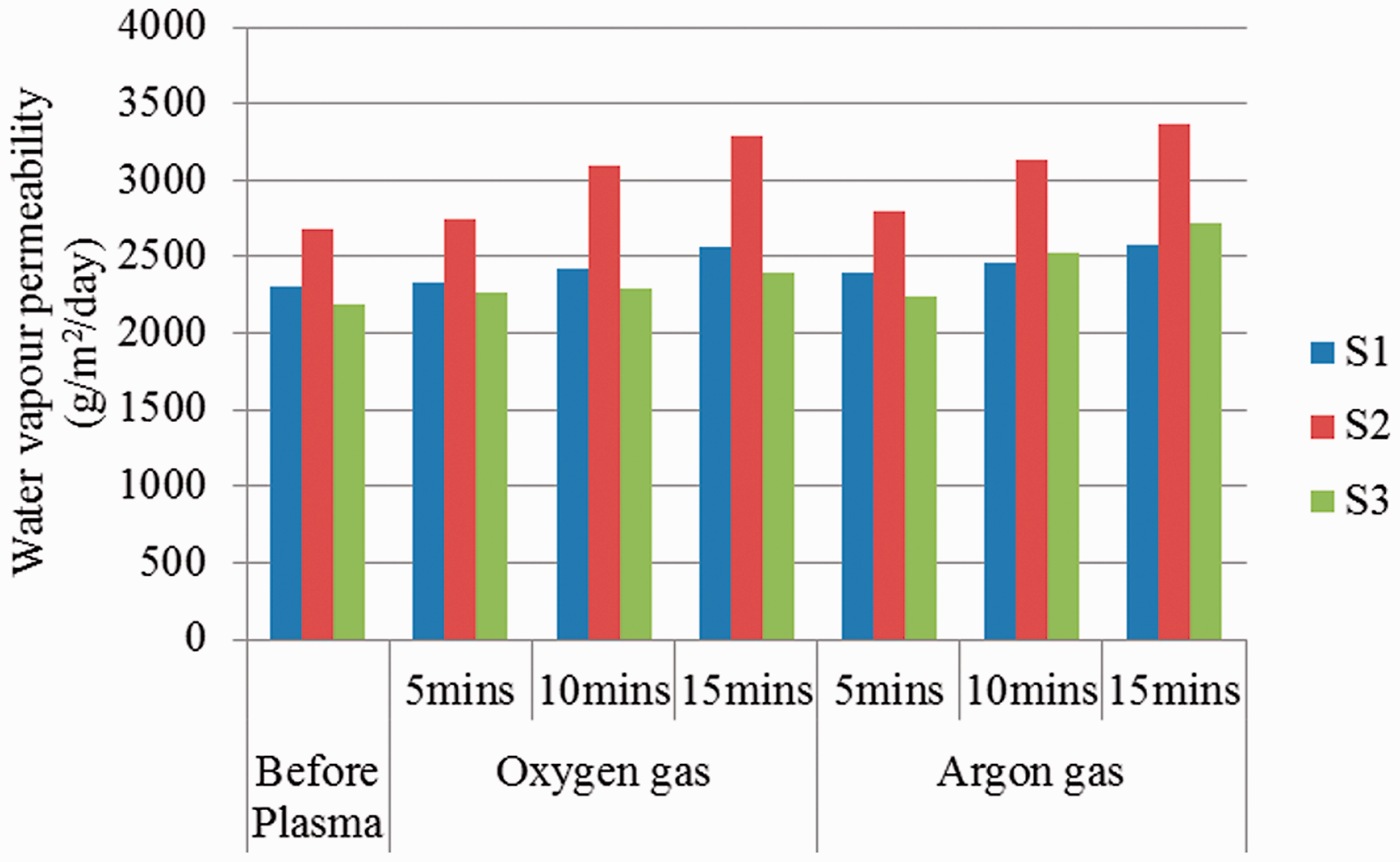

When compared with the untreated spacer fabric, plasma-treated polyester spacer fabrics' water vapour permeability is increased up to 25.27% in sample 2 for argon gas. These results established fluid transport properties and also wettability of the warp-knitted polyester spacer fabric samples. The surface alteration may decrease the capillary pressure, and also an increase in the functional groups on the filament surface may be the reason to increase wettability. In addition, improved vapour transfer gives better comfort feeling. It is proved by the contour plots in Figure 5, increasing the processing time produces the highest value of water vapour permeability and the processing time can be optimized at 13 min. Similar to air permeability, water vapour permeability also shows the same understanding and the highest value of 3361.22 g/m2/day and the lowest value of 2237.03 g/m2/day achieved at the optimum WKSF thickness of 2.9 mm.
Thermal conductivity
Thermal properties are clarified as the quantity of heat transferred through the thickness of the fabric in a defined surface area. Figures 6 and 7 show the thermal properties of fabric expressed as the thermal conductivity of the polyester spacer fabrics with variation in treatment time and gas.
Thermal conductivity (W/m K) of untreated and plasma-treated polyester spacer fabrics. (a) Oxygen gas and (b) argon gas – contour plots of WKSF thermal conductivity.

After plasma treatment, thermal conductivity is increased approximately to 82 and 84% in oxygen and argon gases, respectively, for sample 2. The thermal properties of a textile fabric depend on the air trapped within it. Etching on the fabrics outside surface happened during plasma treatment and surface roughness increased. When surface unevenness increased, the amount of air through between the filaments may decrease and the air trapped in the surface is reduced. Therefore, the air trapped inside the fabric is less and the polyester filaments cover the whole area of spacer fabrics. This implies that plasma-treated spacer fabrics have better conductivity and help to conduct the heat through the fabric when compared with untreated spacer fabric.
The relationship between the WKSF thickness and plasma gas processing time with respect to thermal conductivity is shown in Figure 7. An increase in the fabric thickness and processing time results in an increase of thermal conductivity at 0.092 W/m K and decrease to 0.029 W/m K for further increasing the fabric thickness. The uniform contact points of the face and back layer got increased by increasing the fabric thickness and raise the thermal conductivity and the same decreases by widening the contact between two outer surface layers. The best possible thermal conductivity was achieved at 3 mm spacer fabric thickness and 10 min of plasma processing time.
Thermal resistance
Comfort property depends on the fabric thickness, and the thermal conductivity was recognized as an important characteristic leading to the thermal insulation of materials. Thermal resistance responds to the WKSF fabric thickness and often has a reverse relationship with the thermal conductivity. The values of the untreated and plasma-treated polyester spacer fabrics are shown in Figures 8 and 9.
Thermal resistance (K m2/ W) of untreated and plasma-treated polyester spacer fabrics. (a) Oxygen gas and (b) argon gas – contour plots of WKSF thermal resistance.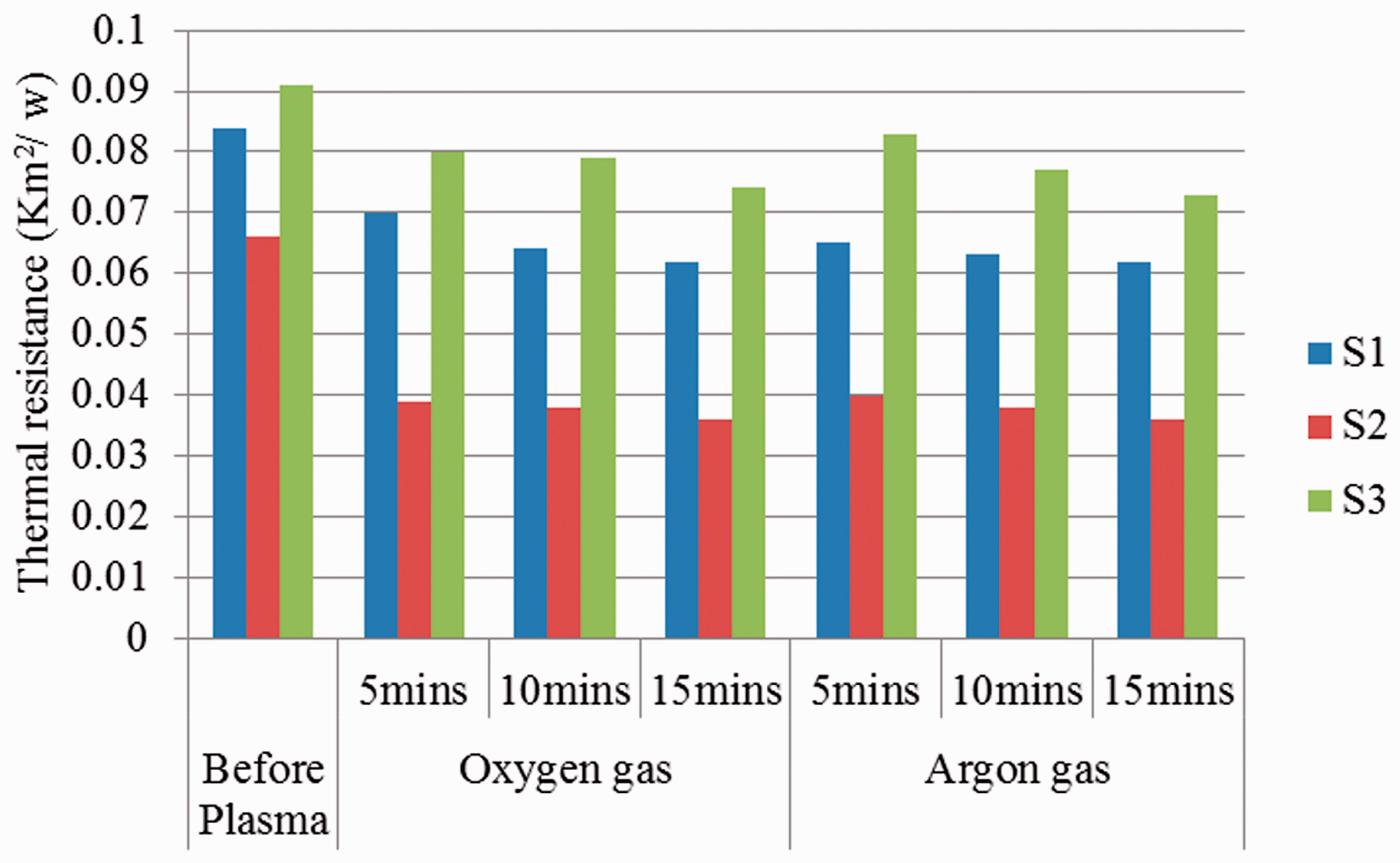

The air permeability results point out that plasma-treated polyester spacer fabrics have poorer air permeability than the untreated spacer fabrics. Therefore, the thermal transfer properties of spacer fabric are increased and get poor thermal insulation. The plasma treatments decreased thermal resistance. These outcomes produce facts in the way that moderately higher spacer fabric thickness entraps more air inside the middle layer and consequently cause higher thermal resistance by means of lower thermal conductivity. The highest difference was 45.3 and 45.65% for oxygen and argon, respectively, in sample 2.
However, Figure 9 shows the low interaction between fabric thickness and processing time on the thermal resistance. The plasma gas processing time connecting with the thickness has not shown good influence but the fabric thickness alone produces healthier flow in the figure. As a result, the highest and lowest thermal resistance 0.08 and 0.04 K m2/W achieved, respectively, and the optimum fabric thickness of at 2.9 mm.
Conclusion
The primary objective of this analysis was to investigate the influences of atmospheric plasma treatments on thermo-physiological comfort properties of polyester WKSFs. For this reason, their air permeability, water vapour permeability and thermal properties were investigated. After plasma actions, all deliberate properties distorted and so, comfort properties of polyester spacer fabrics were improved. Fabric surface morphologies were altered and surface roughness increased by plasma treatments. Permeability properties of spacer materials rely upon the number of air and vapour experience of the spacer materials. Surface roughness of spacer fabric influences the air permeability and reduces the permeability of air. This leads to decrease in the insulation property and increase in the thermal conductivity of spacer fabrics. The outcomes revealed that the plasma treatments illustrate an important influence on the properties of the polyester spacer fabric; as the minimum significant influence was found among the air- and argon gas-treated samples, the most successful gas for plasma treatment was argon for spacer fabric. When considering all plasma treatments, the prolonged exposure time and fabric thickness, the 3 mm spacer fabric and 10 min process time are the optimum outcomes that showed better comfort results. In this research area, more effort may be devoted to investigating the moisture comfort properties of plasma-treated spacer fabrics.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.