
Abstract
Linear density of filament, fabric structure, and number of loops per unit area are the major factors which influence the porosity of warp knitted spacer fabrics. The characteristics of air and water permeability of textile fabrics are chiefly influenced by the porosity of the fabric. An attempt has been made to analyze the water vapor permeability of warp knitted polyester spacer fabric. Spacer fabric face and back surface layers are constructed by polyester multifilament and the middle layer is connected to the two surface layers by polyester monofilament. The behavior of porosity and water vapor permeability were analyzed with respect to the linear density of polyester. The experimental result indicates that the water vapor permeability is highly influenced by porosity of a fabric. The statistical analysis proves the degree of correlation between polyester linear density of spacer fabric layers and their responses. The face and middle layers of fabric are highly significant with the porosity and water vapor permeability. Box–Behnken model was adopted for optimization and a better R2 value of 96.5% is achieved in porosity and the water vapor permeability is 92%.
Introduction
Warp knitted spacer fabrics are fabricated out of two outer surface layers connected by a mid-layer. It also has a 3D structure. Spacer fabrics are manufactured with certain space between two outer surfaces to achieve necessary fabric properties. One such property is that the thickness of middle layer which decides the spacer fabric thickness [1]. The material which is commonly used as surface layer is polyester multifilament where as for mid-layer monofilament is used [2,3]. The structure of the fabric is one of the main criteria for the porosity and the face surface layer can either be plain or open mesh structure [4,5]. The plain on face of warp knitted fabrics is normally closely packed structure and having poor pore size than the open mesh structure. It also has considerable surface fraction in relation to its thickness, and enough density to provide the adequate porosity on spacer fabric [6]. The factors like yarn linear density, loop length, number of loop per unit area, and the thickness decide the porosity and water vapor permeability of the spacer fabrics [7,8]. The porosity of a fabric is directly associated with certain significant features such as air permeability, water vapor permeability, water, and dye holding properties [9–11]. It was determined by dividing the specific volume of a fabric with specific volume of the fibers [12,13]. The water vapor permeability is a fabric property which transfers the moisture to vapor state, and also increases the comfort of textile material [14,15]. The researchers have attempted to optimize the porosity and water vapor permeability of spacer fabrics with different materials [16,17]. In this study the porosity and water vapor permeability with different deniers of polyester multifilament (outer surface layers) and monofilament (middle layer) were determined. The samples were carefully selected based on Box–Behnken design of experiment and it is a common design used for response surface methodology [18–20]. Box–Behnken is an effective tool to study the effect of variables on the response and its optimization [21,22]. Using the design of experiments, a mathematical correlation between the polyester filament denier on face, middle and bottom layers of spacer fabric was developed to obtain maximum values of porosity and water vapor permeability.
Experimental procedures
Materials
Properties of polyester multifilament and monofilament.

Methods

Stitch notation of warp knitted polyester spacer fabric.

The porosity can be expressed either as a fraction or as a percentage. Water vapor permeability was measured on Permetest instrument which works on control dish method as stated in BS 7209. The results were attained as average of five readings. Statistical software was used to analyze the experimental data and the analysis of variance (ANOVA). It was used to evaluate the significance of spacer fabric layer deniers on the porosity and water vapor permeability of the warp knitted spacer fabrics. The porosity and water vapor permeability, response surface method (RSM), and corresponding contour were examined and optimized by using design-expert software version 8.0.
Design of experiment
Three-factorial Box–Behnken experimental design was used for analyzing the porosity and water vapor permeability of warp knitted spacer fabrics. The face layer denier (A), middle layer denier (B), and bottom layer denier (C) are the three important factors affecting the porosity and water vapor permeability of warp knitted spacer fabrics. The three factors A, B, and C were selected as the independent variables while the porosity and water vapor permeability were chosen as dependent variables. A sequence of experiments was conducted based on Box–Behnken design to find out different combined effects of these factors. The three layers polyester filament deniers were the independent variables and the input of 80–120 denier in face layer, 20–40 denier in middle layer, and 30–50 denier in bottom layer. The coefficients of determination (R2), ANOVA, and RSM were analyzed for the fitness of the model and predict the optimal point. Statistical significance of the executed models was assessed using the F-tests. Second-order polynomial equations were developed to analyze the experimental data and finalize the optimum model which predicts the output requirements.

Results and discussion
Statistical analysis


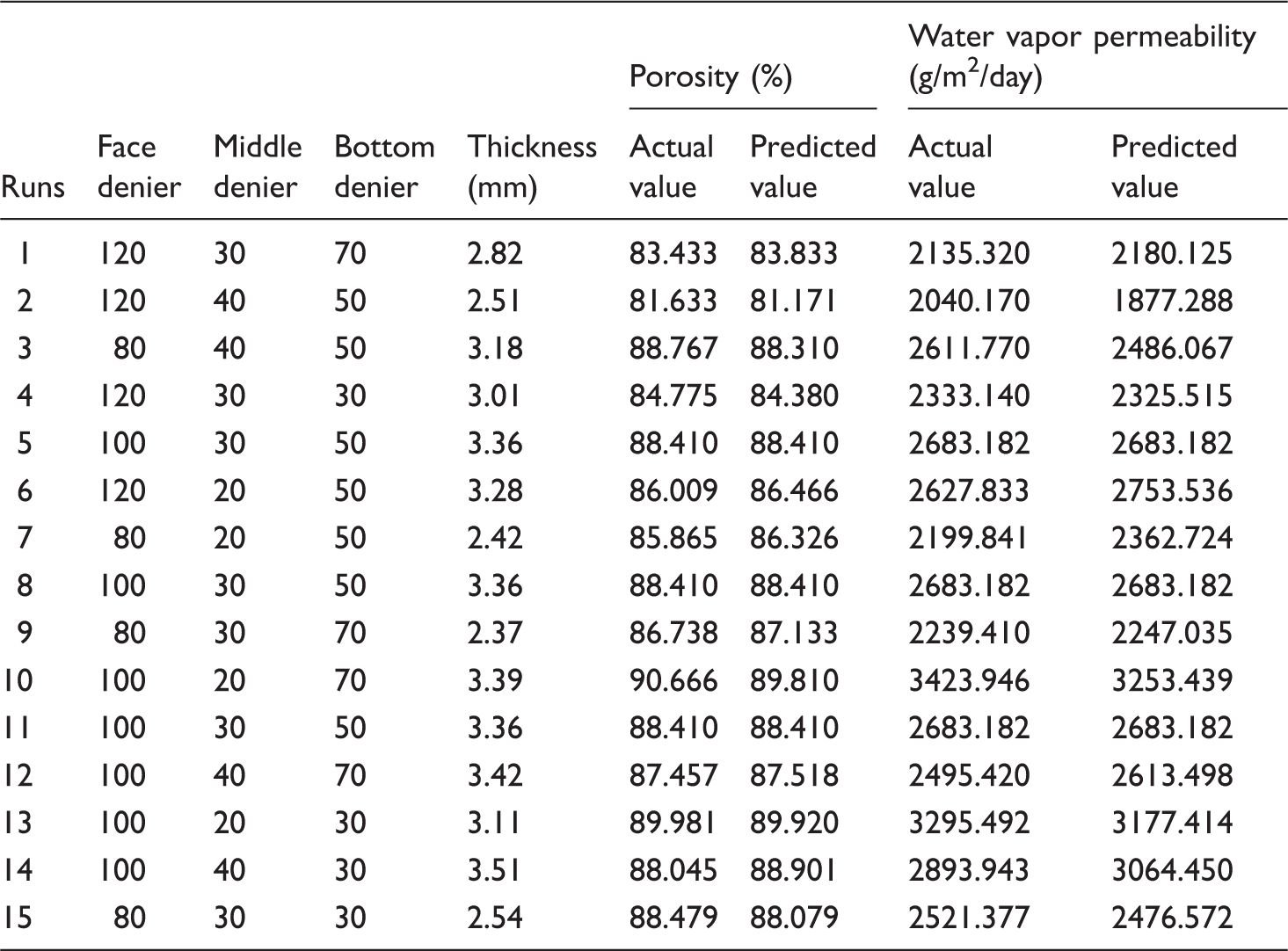
Actual and predicted value of porosity and water vapor permeability.
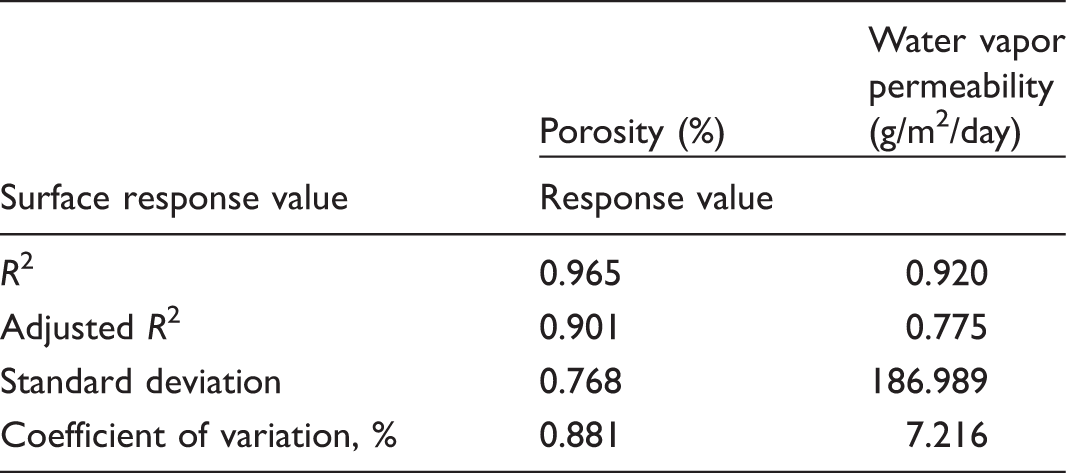
Statistical information of porosity and water vapor permeability.
ANOVA for quadratic model of porosity and water vapor permeability.

From Table 4, the R2 of the models were 0.965 and 0.920 for the porosity and water vapor permeability, respectively. It indicates that the models have adequate representation of the relationship between the variables in deliberation. The R2 stands for 96.5% and 92% of the variability and was explained by the models and there was only 3.5% and 8% of probability for changes in models. The low values of coefficient of variation (CV%) recommend a high reliability on the experiment and it proves the reliability and precision of the model. Adequate precision value of porosity (13.951) and water vapor permeability (9.014) measure the signal to noise ratio, and a ratio greater than 4 indicates an adequate signal [17]. The values of ANOVA are given in Table 5 and it indicates that both the models are significant (Fcrit > Factual). F(2,14) values of 15.162, Factual 6.363 implies that the models are significantly fit at 95% significance level. From the regression models of porosity and water vapor permeability, the terms face layer (A), middle layer (B), and A2 are found to be significant with a probability of 95%. The term AB is also significant and it indicates an interaction between face layer filament denier and middle layer filament denier with porosity and water vapor permeability of warp knitted spacer fabric. The other terms had no significant effect and interaction with the porosity and water vapor permeability. The ANOVA values clearly indicate that the face layer denier highly influences the values of porosity and water vapor permeability.
Optimization of porosity
Response surface plots (RSPs) were produced from the regression models to optimize the filament denier of spacer fabric layers that influence the porosity of spacer fabrics. To analyze the influence of variables on response, one variable was retained as constant at a center point and the others were varied within range. Figure 1 shows the response surface and corresponding contour plots for porosity as a function of face layer and middle layer by keeping bottom layer filament denier at a constant of 50. An increase in the polyester multifilament denier of face layer and increasing the polyester monofilament denier of middle layer result in the maximum values of porosity. The porosity of 89.23 was attained at face layer denier of 96 and middle layer denier of 21. Further increasing the face and middle layer polyester filament denier results in the decrease of porosity. By keeping middle layer denier at a constant of 30, the effect of face layer denier and bottom layer denier on porosity is shown in Figure 2. The optimum level of porosity was observed from the different combination of face layer and bottom layer polyester filament denier. The best porosity of 89.23 was gained at face layer polyester denier of 92 and bottom layer polyester denier of 34 and beyond which it is decreased.
(a) Response surface model (RSM) and (b) contour plot show the effects of face layer and middle layer (filament denier) on porosity of warp knitted spacer fabric. (a) Response surface model (RSM) and (b) contour plot show the effects of face layer and bottom layer (filament denier) on porosity of warp knitted spacer fabric.

Figure 3 shows the effect and interaction between middle layer and bottom layer on porosity by keeping the face layer denier at a constant of 100. An increase in middle and bottom layer denier resulted in a decrease in porosity. The highest response calculated from the model (equation 3) and the maximum porosity value of 89.54 was achieved at 23 denier of middle layer and at 33 denier of bottom layer. From the above plots face layer of the spacer fabric is the primary cause for higher influence on porosity. The middle layer denier of 21 and bottom layer denier of 33 were optimized by RSM. The range between 92 and 96 of face layer denier with other independent variables were examined from RSM and the same was manifested on the high points of porosity. Apart from the fabric thickness, correlation was established between the rest of the warp knitting parameters and porosity. The face layer denier is important in two aspects. The first presumption highlights the constructive relationship between linear density of filament and pore size of the face layer. However, the finer denier (80) of the filament having small diameter in nature occupies more filaments in a defined area on face layer resulting in modest porosity. Whereas the courser denier (120) which covers a large area of the fabric by its diameter and engages more on fabric surface, shows low porosity. The best results were achieved between 91 and 96 of face layer denier. It shows the balanced denier which gave good result on porosity. From the RSM plots the interaction between face layer and other two layers shows that 96 denier of polyester filament on face layer ensures the optimum of porosity. In middle layer, the finer filament (20) stands thin between two surfaces and allow more air gap than the other two deniers (30,40). In the regression model and the RSM plots, bottom layer denier does not have enough influence on the porosity. The second presumption deals with the surface structure and the number of loop per unit area which are the main factors affecting the porosity of the material. The porosity increases with the open-skin structured when the face layer is kept as hexagonal net structure. In a constant structure the pore on a face layer was influenced by the loops per unit area. More loops per inch result in heavier fabric and good cover on face layer which reflects poor porosity.
(a) Response surface model (RSM) and (b) contour plot showing the effects of middle layer and bottom layer (filament denier) on porosity of warp knitted spacer fabric.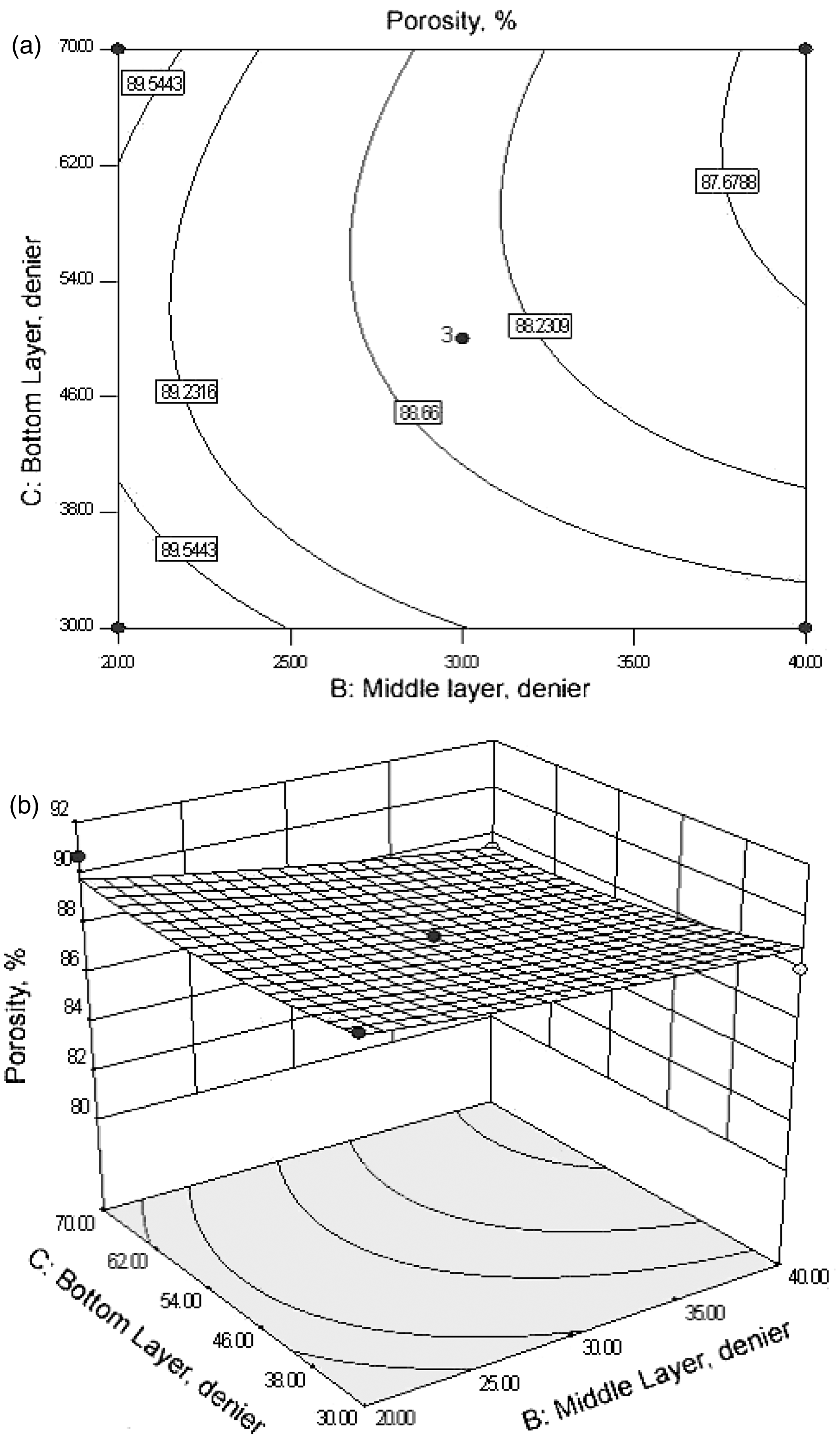
Optimization of water vapor permeability
Figure 4 shows the relationship between filament denier of face layer and middle layer with respect to water vapor permeability by keeping the middle value of bottom layer polyester denier (50) constant. From Figure 4, it is clear that as the denier of face and middle layer increases water vapor permeability also increases. Further increase in the filament denier of both layers results in decrease of water vapor permeability. The optimum point of water vapor permeability was achieved at 103 denier of face layer and 21 denier of middle layer. The interation between face and bottm layer filament denier is shown in Figure 5 at a constant middle layer filament denier of 30. By increasing the filament denier of face layer and bottom layer up to a certain point the water vapor permeability increases and beyond which it decreases. Optimum water vapor permeability was shown when face layer polyester denier is at 100 and bottom layer polyester is at 34.
(a) Response surface model (RSM) and (b) contour plot showing the effects of face layer and middle layer (filament denier) on water vapor permeability of warp knitted spacer fabric. (a) Response surface model (RSM) and (b) contour plot showing the effects of face layer and bottom layer (filament denier) on water vapor permeability of warp knitted spacer fabric.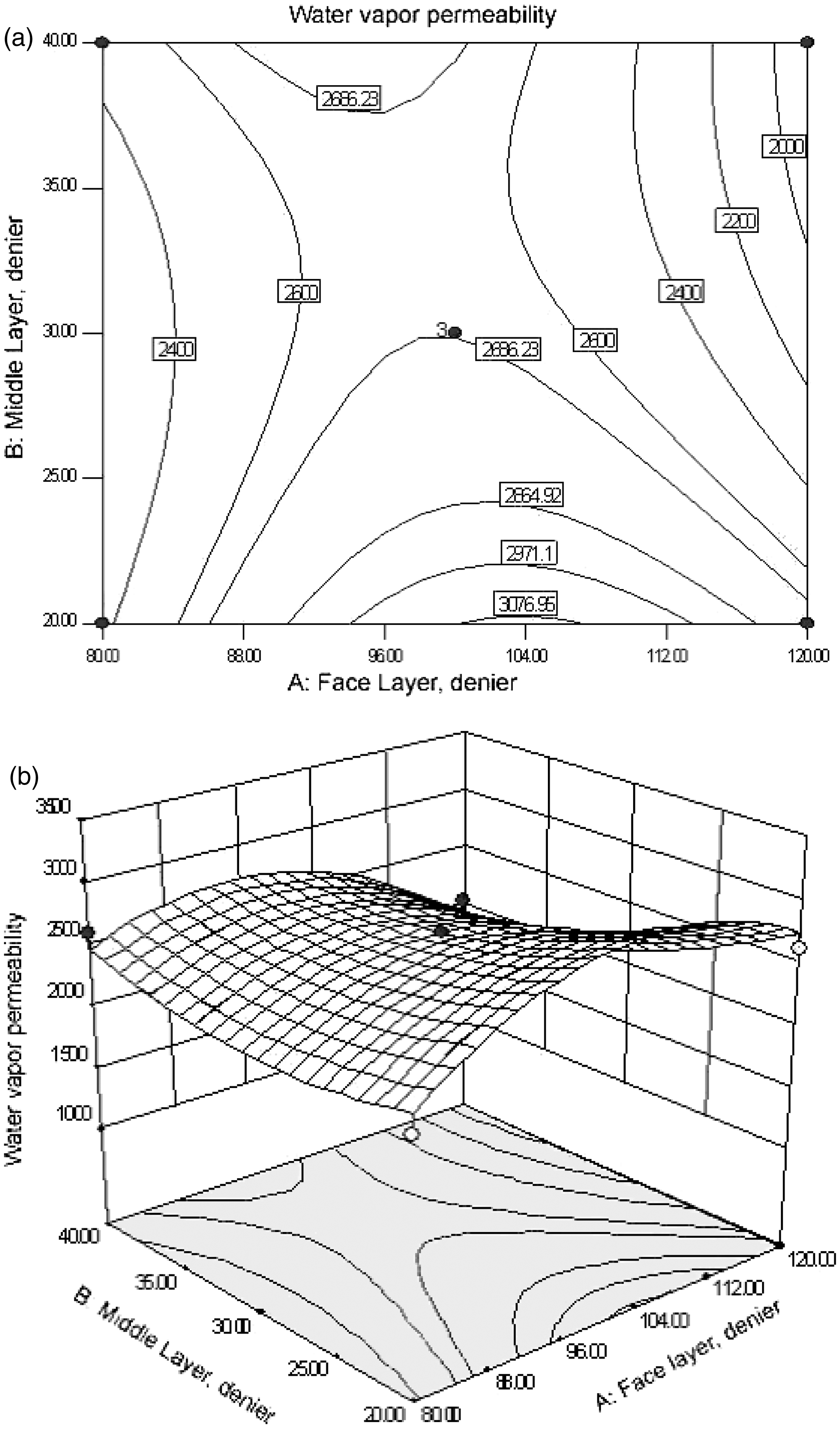

The relationship between the filament denier of middle layer and bottom layer with respect to water vapor permeability on constant top layer denier of 100 is shown in Figure 6. An increase in middle and bottom layer filament denier results in the decrease of water vapor permeability. The best possible of water vapor permeability was achieved at 21 denier middle layer and 36 denier bottom layer. However Figure 6 shows low interaction between bottom layer and middle layer diniers on the influence of water vapor permeability. For the comfort of spacer fabric, the permeability to water vapor must be as high as possible, to allow for the escape of water vapor. Using RSM by optimizing the denier of warp knitted polyester spacer fabrics, the best result and optimum values of water vapor permeability can be achieved. Two factors were considered for prominent values of water vapor permeability. There is a correlation between water vapor permeability, linear density of yarn and porosity. From the ANOVA values, the face and middle layer deniers were highly influenced by water vapor permeability than bottom layer. The best result of water vapor permeability was attained at the denier of 100, 103 of face layer, and 21 denier of middle layer. By the interaction of face layer with other two variables, the RSM shows the 103 denier of face layer effect the optimization of water vapor permeability. Similar to the plots of RSM in porosity, the 21 denier of mono polyester at middle layer is the best for the optimum level of water vapor permeability. A finer filament diameter and higher number of loops per unit area increase the specific surface area, as the space between the filaments in the fabric decreases and the water vapor flow also decreases.
(a) Response surface model (RSM) and (b) contour plot showing the effects of middle layer and bottom layer (filament denier) on water vapor permeability of warp knitted spacer fabric.
Water vapor permeability and porosity are strongly connected to each other in spacer fabrics. If a spacer fabric has extreme high porosity, it can be said that the spacer fabric is permeable. Figure 7 shows the relation between water vapor permeability and porosity of the experimental values. The high and low values of water vapor permeability respond along with the porosity of the spacer fabrics. Values of the porosity, the radius of pores and filament, and air gap between the layers decide the permeability of fabrics. The high volume of void within the fabrics decides the holding property and permeability of water. Wicking behavior of spacer fabrics also correlate with the permeability of water vapor. Spacer fabric middle layer contributes remarkably on the porosity and permeability. Probably middle layer contributes highly to the wicking of water and it shows the way the spacer fabric has superior water vapor permeability.
Relationship between water vapor permeability and porosity of warp knitted spacer fabric.
Conclusion
This research work mainly concentrates the relationship of porosity and water vapor permeability of warp knitted polyester spacer fabric. The RSM proves the influence of different denier polyester filament layers of the above experiments. Water vapor permeability of spacer fabric exhibited better values with higher porosity in all types of fabrics. The void space on the face layer and the space between the face and bottom layers decide the amount of water vapor permeability. Using multiple regression analysis, a second degree polynomial equation was established for each response. The R2 value explains that the models have adequate representation of the relationship between the different denier polyester filament layers. The experimental result indicates that among three layers of warp knitted polyester spacer fabrics, the face layer has exceptional influence on the porosity and water vapor permeability. The RSM established the optimized denier of polyester filament for the three layers of spacer fabric. Ninety-six and 103 denier of polyester multi filament on face layer has confirmed a superior result on the responses with the combination of 21 denier polyester monofilament on middle layer. The dedicated space by middle layer contributes supplementary effort on porosity and water vapor permeability. RSM plots have been appraised from the test results and the bottom layer contributes a slighter amount of influence on the responses. The result of this research could be applicable on producing shoe insole and inner jacket for sports person, where permeability to moisture and thermal characteristics are needed concurrently with good porosity.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.