
Abstract
In this study, three knitted fabrics were developed for a single garment: plain knitted polyester (Polyethylene terephthalate, 120 D), plain knitted polyester with a plaited structure (120 D), and plain knitted polyester with a plaited structure (120 D and 20/80 C/P yarns). The plain polyester fabric was treated with cutinase enzyme. The effects of enzymatic treatment and knit structure on thermo-physiological comfort were evaluated. The cutinase treatment has not revealed a significant change on the polyester fabrics. However, the knit structure results showed that the plaited fabric with 120 D polyester and 20/80 C/P yarns exhibited the highest air permeability (264 cm3/cm2/s), thermal conductivity, and wickability, along with the lowest thermal resistance, due to its longer loop length (3.3 mm). Based on fabric properties and wearer physiology, a single sportswear T-shirt was designed: plain fabric for the chest and hips, plaited fabric with fewer knit/miss/tuck stitches for the shoulders and abdomen, and plaited fabric with more knit/miss/tuck stitches for the upper and central back. The study demonstrates that a single garment combining these structures can achieve optimal thermo-physiological comfort for sportswear.
Introduction
Thermo-physiological comfort has recently become one of the most frequently researched characteristics in sportswear, especially for intense physical activities. Over the years, various factors affecting this comfort in sportswear have been extensively studied.1,2 In a recent review, Isaiah et al. 3 summarized current research on sports clothing, including aspects of thermoregulation, comfort, and performance. They identified methodological drawbacks and gaps and provided recommendations for testing protocols to assess the impact of sportswear on athletes during exercise. Sports clothing typically consists of lightweight and breathable fabrics, with surface treatments and various designs aimed at improving comfort during exercise. Both natural and synthetic fabrics, as well as chemically treated fabrics, have been explored under different durations, intensities, and climatic conditions. 4
To provide optimal comfort and performance for sportswear textiles, certain specific demands must be met. 1 These include the ability to manage dampness, dry quickly, maintain body heat, control temperature and allow air permeability. The performance of sportswear fabrics is influenced by the type of fiber selected, the nature of the blending, the structure of the yarn and fabric and the finishing treatment. 3 For outdoor activities, sportswear needs to be designed to ensure low thermal and water vapor resistance, thereby ensuring thermo-physiological wear comfort.
Choosing fabric construction like weave or knit is crucial for ensuring optimal performance, comfort, and durability in sportswear. 5 The ideal fabric type is determined by the specific needs of the sport and the intended features for active wear. 6 Researchers have found that different knit structures significantly affect moisture and warmth characteristics.7–9 Standard knits, with fewer capillary gaps, wick moisture more effectively, impacting thermoregulation comfort properties. 10 Numerous studies have focused on single jersey sportswear, investigating properties such as thermal characteristics, moisture comfort, sewing damage, and the impact of spandex on fabric attributes.11–13 The construction methods and design of single jerseys can enhance sweat transmission and improve the moisture comfort of the fabric. 7
In addition to fabric construction and design, surface modification of synthetic fibers involves altering the surface properties to enhance their performance by introducing new functionalities. In this regard, various methods, such as chemical treatment, 14 enzymatic, 15 coating techniques, 16 plasma polymerization, 17 micro- and nanostructuring, 18 have been used to modify synthetic fiber surfaces. However, most of these methods have faced different constraints. For instance, chemical treatments raise environmental concerns 19 and can cause structural damage 20 ; while coating techniques face breathability and durability challenges 21 ; plasma surface modification offers only temporary results and involves complex processing. 22 Enzymatic treatment is often preferred for surface modification and performance enhancement of synthetic fibers compared to other methods. This approach works by hydrolyzing and functionalizing the polymer surface, resulting in stable, functional hybrid materials while preserving the bulk properties of the fabric. 23 In addition, enzymatic treatment is highly specific to certain fibers or components, while other methods are more versatile. 24
For the reasons mentioned above, enzymatic treatment has been chosen to enhance the comfort properties of polyester fabric, which are limited by its fiber characteristics, particularly its hydrophobic nature, leading to static build-up and poor moisture absorption. 25 Polyester fiber also has low thermal conductivity, low thermal absorptivity, and low heat flow, but it exhibits higher thermal diffusivity. 26 Due to these limitations, polyester fabric has gained significant attention from researchers. 27 For example, 100% polyester fabrics were digitally printed by combining enzymatic treatment with a lipase enzyme and an inkjet pretreatment bath. The study revealed that the color strength of the digitally printed polyester samples increased noticeably by 10–30% after the enzymatic treatment. 28
However, as indicated, much of the research on polyester primarily focuses on its wettability and dyeability.25,29,30 In addition, research on the thermo-physiological comfort characteristics of polyester fabric treated with cutinase is limited. Moreover, factors such as fabric geometry, knit structure, and yarn composition play a crucial role in determining its thermo-physiological comfort.9,11 Especially in sportswear, these properties can be optimized to enhance heat dissipation and moisture wicking under high metabolic conditions. For instance, double-knitted or double-woven fabric designs, where the inner layer draws moisture away from the skin and the outer layer facilitates sweat evaporation, outperform other materials. 31 In another study, the combination of tuck and float knitted structures demonstrated effective liquid moisture transport in polyester and cotton/Coolmax fabrics with float stitches. In contrast, Tencel LF and viscose fabrics with tuck stitches exhibited low water resistance and high air permeability. 32 Furthermore, the thermo-physiological comfort properties of sportswear featuring different combinations of inner and outer layers were analyzed. The findings revealed that sportswear constructed with a 60% cotton/30% polyester/10% elastane inner layer and a 100% polyester outer layer exhibited the highest thermal resistance, measuring 61.16 (×103 K.m2 W−1). 1 In general, Knitted fabric is widely used in sportswear for athletes involved in soccer, swimming, gymnastics, hockey, cricket, and other sports. 33 However, all these studies have focused on constructing a single knitted garment using similar knit structures, without considering the wearers’ body parts or physiology.
The primary aim of this study is to design a single knitted garment incorporating various knit structures, tailored to the wearers’ body parts, to enhance the thermo-physiological comfort properties of polyester-based knitted fabric. This was achieved through two environmentally friendly approaches: (i) modifying the knitting structure alone within a single garment, and (ii) combining changes in the knitting structure with cutinase treatment. Additionally, each test parameter was optimized using a Box-Behnken design.
Material and methods
In this study, 100% polyester yarn with a denier of 120 D was used to develop all single-layer structures. For plaited single jersey structures, an additional 40 Ne yarn consisting of 20% cotton and 80% polyester (C/P) blend was used for the inner layer fabric. All knitted fabric samples used for this study were produced at Selam Campus Integrated Textile mill, Bahir Dar University. The C/P blend was selected to balance the moisture absorption properties of cotton with the durability and strength of polyester, both critical for sportswear. The higher polyester content enhances durability and maintains fabric structure during physical exertion, while the cotton content contributes to moisture absorption and comfort. For enzymatic modification, cutinase enzyme (manufactured by Sunson, China) was used for hydrolysis. Dimethyl sulfoxide (DMSO) was employed to solubilize and swell the polyester, making it accessible to the enzyme, and di-hydrogen phosphate ions (H2PO4-) with a pH range of 6.0–8.0 served as a buffering agent.
Design and fabrication of knitted fabric samples
Graphical representation (a) and notation (b) of knitting fabric structures.
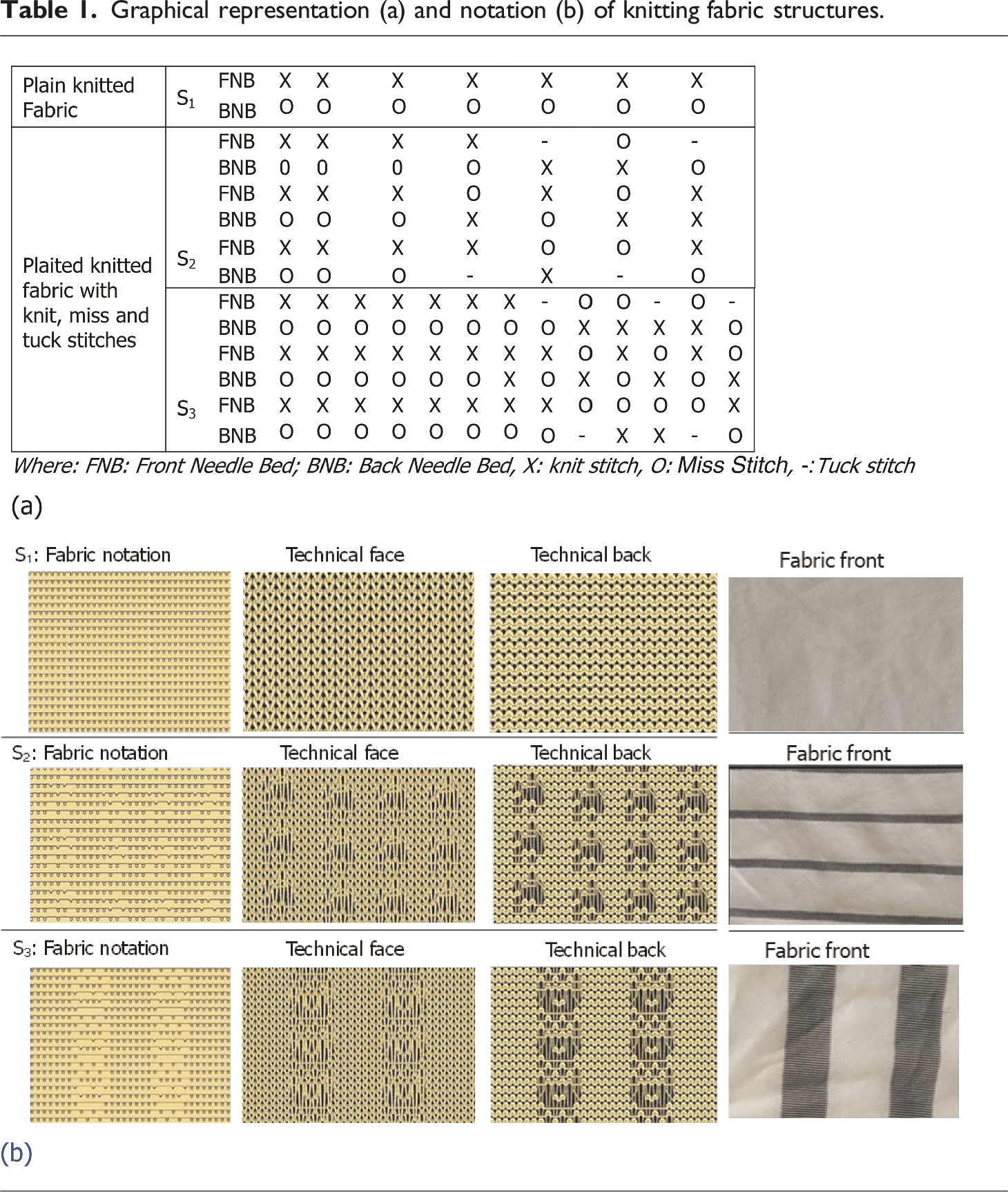

Sample plain knitted fabrics were produced using a single type of yarn (100% polyester, 120 D), while plaited knitted structures (S2 & S3) were created using 120 D 100% polyester yarn and 40 Ne 20%/80% C/P blended yarn. The specific fabric structures were chosen based on their relevance to sportswear applications, where breathability, stretchability and moisture-wicking capabilities are important. Single jersey structures, for example, offer good elasticity and moisture management, making them ideal for activewear. On the other hand, plaited knitted fabrics (S2 & S3), which combine knit, miss, and tuck stitches, exhibit unique qualities that distinguish them from standard plain knitted fabrics (S1). These stitches alter the fabric’s structure, appearance, and properties, resulting in enhanced texture and pattern variation, increased warmth, improved elasticity, and greater durability. Additionally, their versatility in design, texture, and functionality makes them suitable for a wide range of applications in the fashion and textile industries. 34
Characterization of the produced knitted fabric samples
The fabrics were tested to evaluate their thermo-physiological comfort properties, including air permeability, thermal conductivity, thermal resistance, wickability, tensile strength, stiffness and extensibility. Standard testing procedures were followed in every test of fabric samples to ensure consistency and reliability in the findings, and the average values were discussed. Analysis of variance (ANOVA) was used to study the effects on the knitted fabrics.
Tests and assessments
All samples were preconditioned at standard atmospheric conditions (65 ± 2% relative humidity and 20 ± 2°C) according to ASTM D1776’s instructions with a conditioning cabinet.
Fabric Weight (GSM) was measured using a Metler brand digital measuring balance in compliance with ISO 3801.
Fabric Thickness was measured using a digital thickness gauge (MESDAN, model D-2000) at 100 kPa following ASTM D1777-96.
Fabric Stiffness was assessed using a pneumatic fabric stiffness tester 3396 in accordance with ASTM D4032, where a 25.4 mm diameter plunger was used to push the fabric through a 38 mm diameter hole, and the highest force was recorded. As per the ASTM D4032 standard 10 specimens for each fabric sample were tested and analyzed.
Extensibility was tested with an Extensometer using 75 mm by 85 mm specimens, in accordance with ASTM D2594, with the specimens transferred to the tester’s clamp and a 3 kg weight added.
Tensile strength was measured using the Tensolab 100 tensile strength tester (MESDAN-LAB, Italy) following the ASTM D-5034 textile grab test method. It is also a dual-column universal tensile strength tester with a capacity of up to 50 kN. The test specimen was clamped in the tensile testing apparatus, and force was applied at a crosshead speed of 300 ± 10 mm/min for grab tests as per ASTM D-5034 standard. The breaking force and elongation were then recorded.
Pilling Resistance was assessed by wrapping fabric samples around rubber tubes, facing outward, and placing them into revolving boxes lined with cork, with results compared to a scale of one to five, following ASTM D4970 protocol.
Air permeability was measured on an SDL Atlas tester, with measurements performed under 100 Pa air pressure per 20 cm2 fabric surface, and averages calculated from 10 different areas of fabrics, expressed as (cm3/cm2/s).
Thermal Conductivity and Resistance were measured with HAMBURG WL 372 apparatus. Thermal conductivity was computed using the equation (1).
35


Wickability of polyester fabric was evaluated using vertical wicking with capillary rise method (AATCC 197). A 20 cm × 2 cm stripped fabric was taken and one end was immersed into water reservoir for 5 minutes for capillary action. The wicking Hight was measured in lengthwise.
Surface modification of polyester fabric
In this experiment, only 100% plain knitted polyester fabric (S1) was selected for enzymatic surface modification. This was done to investigate the effect of cutinase treatment in combination with the plain knit structure. Before enzymatic treatment, the samples were washed and scoured to remove any dirt and other materials. Scouring was carried out with 5% Lissapol-N at 100°C for 1 hour. Deionized water was used for all experiments. The fabric samples were rinsed, dried and conditioned before further treatment at a standard atmospheric condition.
Enzymatic treatment of polyester fabric was performed using cutinase enzyme. The enzyme concentrations of 2.5%, 5%, and 7.5% (based on the weight of the fabric) were selected based on previous studies and preliminary trials, which indicated these concentrations as optimal for achieving noticeable improvements in fabric properties without compromising the structural integrity of the fabric. 37 The enzymatic process was conducted at 40°C, 50°C and 60°C for 30, 50 and 65 min at pH 8. In this, the 17 experimental runs were designed using Box-Behnken Design (BBD). The alkalinity of the solution used in the enzymatic process was adjusted with phosphate buffer. Knitted sample fabric was treated with cutinase enzyme at 40 r/min using a MESDAN auto wash machine. Enzyme deactivation was also carried out by keeping the fabrics at 100°C for 10 min after enzymatic treatment. 38 After inactivation, the samples were soaked in ethanol for 5 min to remove any sorbed enzyme. This was followed by soaping with 5 g/L Lissapol-N at 40°C with a liquor ratio of 1:50. 39
Characterization of polyester fabric surface morphology and surface chemistry
FTIR analysis
JASCO FTIR (Perkin Elmer FTIR)/6600 was used to assess the surface chemistry of control and enzymatically treated polyester fabrics under ASTM 7575 testing procedures. The data was recorded in the spectrum of 4000-400 cm−1 frequency band.
SEM analysis
The surface morphology of the untreated and cutinase-treated polyester fabric was studied using SEM (JSM-5610Lv, Japan) under high vacuum at the voltage of 5 kV.
Weight loss analysis
To assess the effect of cutinase surface modification, weight loss analysis was performed using an electronic balance (Sartorius-GD 503). The samples were dried in an oven dry at 105°C for 90 min and weighed in a closed weighing bottle after cooling using the equation (3).
40

Results and discussion
To investigate the structural and enzymatic effects on the thermo-physiological comfort characteristics of fabrics, three different knitted fabric structures were examined that made from 100% polyester yarn (120 D). Additionally, plaited single jersey structures were produced using 40 Ne 20/80 C/P blended yarns. The comfort characteristics assessed included air permeability, thickness, weight, vertical wicking, stiffness, thermal conductivity, and thermal resistance. These knitted fabric structures are referred to as S1, S2, and S3, as shown in Table 1.
Analysis of fabric structural characteristics
Geometrical characteristics of single jersey knitted fabric.

Effect of knit structure and GSM on fabric stiffness
The stiffness of knitted materials can vary based on the knit structure and stitch type, as illustrated in Table 1(b). The fabric’s GSM also influences its stiffness. Based on the test results shown in Figure 1, the stiffness of the fabric increased from sample S1 to S3 in both face-to-face and back-to-back directions as GSM, thickness, loop length and stitch density increased. Consequently, higher GSMs, thicknesses, and more compact and rigid fabric structures, resulting from greater stitch densities, led to higher overall fabric stiffness.
41
Additionally, the fabric structure influenced the stiffness properties.
42
The S1 knitted fabric sample, with its basic knit structure featuring knit stitches on one side and purl stitches on the other, was relatively flexible and less stiff due to its open structure and lower stitch density. Effect of knitted fabric structure on fabric stiffness.
In contrast, the S2 and S3 knitted fabrics exhibited slightly increased stiffness depending on the properties of the plaited yarn. Furthermore, the fabric stiffness of cutinase-treated polyester was 3.01 and 2.98 for face-to-face and back-to-back directions, respectively, which were higher than the stiffness of the plain knit (S1).
Effect of knit structure on fabric extension and recovery
It is illustrated in Figure 2. Sample S1 exhibited the highest extensibility in both lengthwise and widthwise directions compared to the other two knitted fabrics. This is attributed to its lower stiffness, lower GSM, and moderate stitch density, which contribute to its superior extensibility and recovery. Generally, increasing loop sizes and reducing stitches per inch enhance elasticity. Higher stitch density can improve recovery by increasing the number of loops per square inch. Thicker fabrics, due to their greater material volume, tend to have lower elongation but better recovery because of their high structural integrity. Knitted fabrics, formed by interlocking yarn loops, can stretch in various directions, and the specific knit structure (jersey, rib, or interlock) affects the material’s stretchability. The extensibility of cutinase-treated polyester fabric was 54.8% lengthwise and 97.2% widthwise, higher than S1. However, the recovery of treated polyester fabric was 28.4% lengthwise and 59.2% widthwise, lower than S1. These changes are due to the deterioration of the material’s structural integrity, leading to greater fabric extension and reduced recovery. Effect of knit structure on fabric extensibility (%) and recovery (%).
Effect of knit structure on tensile strength
Tensile strength and elongation % of knitted fabric.

For sportswear applications, it is crucial to ensure that knitted fabrics possess adequate tensile strength. The fabric used in sportswear must be comfortable during games and activities, and therefore, strong. This directly impacts the garment’s performance, comfort, and durability during physical activity. Thicker fabrics generally have higher tensile strength because they contain enough material to distribute stress during use, thereby reducing the risk of fracture. 44
Effect of knit structure on pilling property
The effect of knit structure on pilling properties was assessed, with all three specimens receiving a rating of 4-5 for pilling susceptibility, indicating very little or no pilling. This high pilling resistance can be attributed to the structural and fabric characteristics. Among the three knitted fabrics, S3 had the highest GSM, thickness, and stitch number, making it the most durable in terms of pilling. However, S1 and S2 also showed similar pilling resistance, which can be attributed to the inherent properties of the fibers used. Pilling can be minimized due to reduced mobility and friction among fibers in denser fabrics. 45 In contrast, the cutinase-treated polyester fabric had a lower pilling rating of 3-4 compared to the untreated S1 (4-5). This suggests that the enzymatic action might weaken the fibers by breaking down the polymer chains.
Effect of knit structure on air permeability
Air permeability of the knitted fabrics.

The S3 exhibits the highest air permeability value of 264 cm3/cm2/s among the three structures, attributed to differences in stitch type, densities, and patterns. 46 The size of the openings in the knitted structure is directly related to the length of the loops in the thread. Longer loops create larger gaps between the threads, allowing more air to pass through the fabric. 47 In the given samples, S3 has the longest loop length at 3.3 mm, followed by S2 at 3.1 mm, and S1 at 2.8 mm. Consequently, S3’s high air permeability is due to its long loop length. The compactness of a fabric’s structure can be influenced by its weight, primarily determined by the fabric’s density. Thicker fabrics generally have lower air permeability due to higher density levels.13,48,49 However, S3 maintains high air permeability despite its heavy weight of 85 g/m2, indicating that loop length and yarn characteristics play a more significant role than weight.
Effect of knit structure on thermal conductivity, thermal resistance and wickability
The effect of knit structure on thermal conductivity, thermal resistance and wickability is significant. Thermal resistance is a measure of a fabric’s ability to resist heat flow, while thermal conductivity measures how well a fabric conducts heat. These properties are inversely related; fabrics with high thermal resistance have low thermal conductivity and vice versa as shown below in Figure 3. Factors such as fabric thickness, fiber type and structure significantly affect these thermal properties. For instance, due to the presence of cotton in fabrics S2 and S3, the thermal resistance is higher compared to S1 that made from 100% polyester fibers in addition to plaited stuructres.
50
In this study, the fabrics with higher air permeability typically exhibit higher thermal conductivity and lower thermal resistance due to enhanced convective heat transfer.
51
The presence of enclosed still air within the fabric structure also plays a crucial role in determining thermal resistance. As shown in Figure 3, S3 has higher thermal conductivity and lower thermal resistance compared to S1 and S2. This is because S3 contains a greater amount of entrapped air. As the amount of entrapped air in the fabric structure increases, the fabric’s thermal conductivity decreases, and its thermal insulation improves.
26
This indicates that the thermo-physiological properties are correlated with structural parameters of knit structures, including fabric tightness factor, thickness, porosity, stitch density and loop length.
13
This relationship is crucial for designing fabrics with specific properties for applications like sportswear, where breathability and comfort are essential. Thermal conductivity, thermal resistance and wickability of knitted fabric.
The effect of knit structure on the wickability of the fabric is illustrated in Figure 3. The test results indicate that S3 and S2 has higher wickability compared to S1. This is because S3 and S2 fabrics are made with a 20/80 C/P blend for the plaited structure, which provides higher wettability due to the hydrophilic nature of the cotton. S3 has the highest wickability compared to S2 due higher number of missing stitches that contributes the passage of water. The presence of miss stitches in knitted fabrics can influence various properties, including wickability. Miss stitches create small gaps or openings in the fabric structure, which can affect how the fabric interacts with moisture. The introduction of miss stitches can alter the fabric’s overall structure, potentially making it more porous. This increased porosity can contribute to improve wickability by allowing moisture to move more freely through the fabric. 52 Water spreads quickly and is absorbed through capillary action in S3. Additionally, the fabric structure of S3 has a longer loop length, which enhances capillary rise by allowing more pathways for liquid movement. In contrast, S1 is made from 100% polyester.
Design of sportswear knitted fabric
The primary goal of this study is to combine different knitted fabric structures into a single garment, designed with human physiology in mind. As illustrated in Figure 4, the plain knitted fabric (S1) is placed on the chest and hips; the plaited knitted fabric with fewer knit, miss, and tuck stitches (S2) is positioned around the shoulders and abdomen; and the plaited knitted fabric with a higher number of knit, miss, and tuck stitches (S3) is placed around the upper and central back of the sportswear t-shirt. All these combinations can help athlete/person to maintain thermo-physiological comfort during physical exercise. Design of sportswear using plain knit (S1) and plaited knit structures with miss and tuck stitches (S2 & S3): Front (a) and back (b).
Analysis of polyester knitted fabric surface morphology and surface chemistry
FTIR analysis
The FTIR spectra of untreated and cutinase-treated polyester fabric (S1) at 5% cutinase concentration on fabric weight with a liquor ratio of 1:100, 60°C and 35 min at pH 8 are depicted in Figure 5. The ester bond of polyester constitutes a strong carbonyl bond (C=O) at 1710–1730 cm−1 due to stretch vibrations. In addition, a strong carbonyl bond (C-O) was observed at 1225–1255 cm−1.
53
As it can be noticed from Figure 5, the intensity of the C=O and C-O bands at 1716 cm−1 and 1237 cm−1 for cutinase-modified polyester is increased most likely due to the breakage of the ester groups as the consequence of the polyester hydrolysis.
54
The broad band between 3400 and 3650 cm−1 was allotted to the hydroxyl groups (-OH). Furthermore, the two absorption bands found at 2968 and 2907 cm−1 were assigned to the asymmetric and symmetric stretching vibrations of methylene groups (CH2), respectively, in the long chain of the aliphatic compound of polyester.55,56 The bands observed, particularly at 1237, 1716, 2968, and 3431 cm−1, clearly indicate that the cutinase-treated polyester fabric underwent surface hydrolysis, leading to the formation of new functional groups.
27
FTIR spectral of cutinase-treated and untreated polyester fabric (S1).
SEM analysis
Figure 6 illustrates the surface morphology of both cutinase-treated and untreated polyester fabrics. SEM analysis was conducted on polyester fabrics before and after treatment with a 5% cutinase concentration (based on fabric weight), using a liquor ratio of 1:100, at 60°C for 35 min, and at pH 8. The cutinase treatment caused surface roughening due to hydrolysis. SEM images of the cutinase-treated polyester fabric show small etches on the surface, indicating slight alterations compared to the untreated fabric.27,30 However, no significant changes were observed, as seen in Figure 6(b) and (d). It should be noted that the analysis was carried out at lower magnification. In contrast, the untreated fabric surfaces appeared smooth, as shown in Figure 6(a) and (c).
53
SEM images of untreated (a) & (c) and cutinase-treated (b) & (d) polyester fabric (S1).
Wight loss analysis of cutinase-treated polyester fabric
The concentration of cutinase, treatment duration and temperature, could have caused the low degree of weight loss (0.26%) of polyester fabric treated with cutinase. Because the amount of cutinase available is low, the polymers that live on surface are not degenerated in the hydrolysis of ester bonds due to minimal interaction between polyester and enzyme. This would have a great impact on surfaces degrading a little bit and as a result, reducing mass considerable weight loss of the fabric. 57 Regardless of the effect of the enzyme on the fiber surface, hydrolysis of the enzyme did not result in weight reduction. Only because of the enzymatic activity does the surface peel. The weight of the fiber decreases by 1.27% as a result of this being removed during the washing cycle.
Analysis of thermo-physiological comfort of plain knitted polyester fabric
Experimental runs and average test results of S1 (cutinase treated and untreated) sample of each response.

S1un: Untreated plain knitted polyester fabric.
Analysis of air permeability
ANOVA analysis of thermo-physiological comfort properties of treated fabric.

aAir permeability.
bThermal conductivity.
cThermal resistivity.
dWickability.

The effect of cutinase concentration (%), temperature (°C) and time (min) on thermo-physiological comfort properties of polyester fabric.
Based on the experimental analysis, the following regression equation is derived:
According to the model, the air permeability of the fabric is influenced by cutinase concentration, temperature and time. Each factor independently contributes positively to air permeability. However, the interaction between cutinase concentration and time (−3.25AC) shows that while air permeability increases independently, their combined effect does not enhance it. Similarly, the interaction between temperature and time (−1.75BC) suggests that high levels of both factors simultaneously could have a detrimental effect.
Analysis of thermal conductivity
In Table 4, the fabric samples’ thermal conductivity values are presented for each experimental run. Table 6 and Modelb show a significant thermal conductivity value of 0.0001. Similarly, when comparing the results of the runs with the untreated responses, significant changes were observed, except in two runs. Figure 7 illustrates the impact of independent variables (cutinase enzyme concentration, temperature, and time) on thermal conductivity, with an R2 value of 0.9955. This indicates that nearly all variations in thermal conduction are due to these factors. A fabric’s thermal conductivity determines its efficiency in heat transfer. Fabrics with high thermal conductivity transfer heat faster, resulting in a cooler sensation, while materials with low thermal conductivity trap heat, maintaining warmth. Thermal comfort in clothing depends on thermal conductivity, and controlling heat flow in garments enhances wearing comfort in natural environmental conditions. 59
The surface characteristics of polyester fibers, such as those treated with cutinase, undergo enzyme treatments that break down the fiber surface, modifying both surface properties and internal structure, impacting heat transfer. The enzyme cleaves ester bonds on the fiber surface, releasing microfibers that increase surface roughness and trap air, thereby reducing thermal conductivity, as shown in Figure 3. Higher cutinase concentrations lead to more extensive hydrolysis, resulting in additional changes to the fabric’s surface. This can also increase fabric porosity or alter its structure, further lowering heat conductivity. 60 Studies have found that a higher number of enzymes cause greater changes in fibrous structures, enhancing moisture transport and reducing thermal conductivity, making fabrics more comfortable.
According to Figure 7, as the temperature increases, the thermal conductivity of the fabric decreases. Temperature plays a crucial role in enzyme action by influencing the rate of biochemical reactions on the fabric surface. 61 The study found that enzyme activity rises with increasing temperatures up to a certain peak point before declining, promoting polyester hydrolysis in fibrous materials. It is also essential to allow sufficient time for the enzyme to interact with and modify the fabric surface. Enhanced enzyme activity and effectiveness are generally achieved with longer treatment durations. For example, the study found that extended treatment times lead to more polyester fabric hydrolysis due to enzymes. 62 These conditions significantly decrease thermal conductivity by creating additional micro-fibrils and enlarging the material’s surface area.
The regression equation is formulated based on the experimental data as follows:
Given that all other variables are controlled, a negative coefficient of −0.0338 in the regression equation indicates that an increase in cutinase concentration leads to a decrease in thermal conductivity. This suggests that increasing the amount of cutinase on the fabric can modify its surface and potentially reduce the heat flow rate through the garment. The treatment temperature, represented by a negative coefficient of −0.0225, shows an inverse relationship with thermal conductivity. Higher temperatures might enhance treatments like cutinase, resulting in more significant changes in material properties. The negative coefficient (−0.0313) for heat conductivity implies that longer treatment periods increase conduction in polyester fabric. The interaction term for concentration and temperature has a coefficient of 0.0075. This positive coefficient indicates that the combined increase in cutinase concentration and temperature slightly raises thermal conductivity, although this interaction is less significant than the main effects. Specifically, the positive interaction term (0.0075) suggests that the combined increase in both factors can slightly increase thermal conductivity, counteracting the main effects.
Analysis of thermal resistance
The fabric samples, as shown in Table 5, exhibited a significant reduction in thermal conductivity, with a p-value of less than 0.05. This indicates that the independent variables—cutinase enzyme concentration, temperature, and time—are highly significant in affecting the thermo-physiological comfort property, as demonstrated by the ANOVA analysis in Table 6. However, when comparing the results of all runs with the untreated responses, the output shows significant changes except the two runs. The variation in the dependent variable, thermal resistance, that can be predicted from cutinase concentration, temperature, and time is 0.9957 (R2). This means that 99.98% of the variability in thermal resistance is accounted for by the model. The regression equation for thermal resistance is provided below based on the analysis.
In the regression equation for thermal resistance, the relevance of cutinase concentration, temperature, and growth conditions on the thermal properties of treated fabric is evident. From the main effects, we can deduce that an increase in any of these factors is associated with a reduction in the thermal barrier effect. However, the interaction and quadratic terms suggest a more complex relationship, where some effects may be eased while others are worsened. Understanding these dynamics is crucial for achieving a balance of thermal resistance, breathability, and overall comfort in sportswear applications. Specifically, a one-unit increase in cutinase concentration lowers thermal resistance by 0.0017 units, assuming all other conditions remain constant. This implies that higher quantities of cutinase may deteriorate the fabric’s resistance to heat conduction, likely due to enhanced hydrolysis leading to a looser fabric structure. Similarly, an increase in temperature reduces thermal resistance by 0.0011 units per unit increase, with a coefficient of −0.0011. This indicates that higher temperatures lead to more modifications within the fabric material, thereby lowering its thermal resistance as enzyme activity increases.
The impact of cutinase concentration on thermal endurance is multifaceted, involving both linear and nonlinear relationships. The situation becomes more complex with the interaction of temperature and time, as well as quadratic influences, indicating that not every increase in cutinase concentration reduces thermal endurance. Therefore, treatment protocols must be carefully optimized to balance thermal resistance and breathability without compromising overall comfort, especially in sportswear. Temperature affects thermal resistance in various ways, including linear and interactive effects. Generally, higher temperatures lower thermal resistance, but interactions with other variables, such as timed cutinase concentration, add complexity. Properly optimizing protocols for processing membrane models is crucial to achieving a balance between heat resistance, breathability, and overall comfort. According to the study, temperature plays a critical role in modifying fabric properties and altering fabric resistance to heat. 63 Regulating temperature is essential for achieving specific fabric traits in enzymatic treatment techniques.
Numerous factors determine how time affects thermal conductivity, many of which are linear and nonlinear. The relationship between thermal conductivity and treatment time is predominantly inverse; however, further analyses reveal that this may not always be the case. The interaction between cutinase concentration, treatment temperature, treatment time, and their squared values indicates significant variations. In areas such as sportswear, it is crucial to achieve a balance between thermal insulation, breathability, and comfort when designing treatment methods. Initially, resistance to heat decreases, but over extended periods, material structures change, leading to increased resistance. This fact was highlighted by a study, which also emphasized that treatment time should be carefully regulated to prevent the loss of essential properties in the sportswear industry. 64
Analysis of fabric wickability
In determining thermo-physiological comfort features, knitwear wickability is a crucial factor in sportswear. Thermo-physiological comfort refers to a fabric’s ability to manage heat and moisture, helping the wearer maintain an optimal body temperature and dry skin during exercise. The results displayed in Table 6 show a significant change in the wickability of the fabric samples, with a P-value of less than 0.05. However, when comparing the results of all runs with the untreated responses, the output does not show significant changes. Surprisingly, the wickability of most of the runs decreased after treatment. Heat transmission, which aids in temperature control, may be influenced by fabrics with different wickability properties, yet they can still maintain heat within the thermo-neutral range. Moisture-wicking fabrics keep the skin dry by preventing the chilling effect caused by wet clings. In his 1999 study, “Moisture Wicking in Sportswear,” Havenith explains how sweating in sportswear helps cool the body by efficiently allowing heat loss. The ANOVA for the quadratic model shows R2 values of 0.9878, indicating that fabric wickability can be predicted from the independent variables of cutinase concentration, temperature, and time.
The regression equation for wickability is given below:
As cutinase concentration increases by one unit, wickability increases by 0.3875 units, assuming all other factors remain constant. This suggests that higher enzyme concentrations lead to greater degradation of the fabric structure, enhancing its heat transfer capabilities. Additionally, wickability increases by 0.2625 units for every degree rise in temperature, while other parameters remain unchanged. Higher temperatures likely boost enzyme activity, which may alter the material structure, facilitating easier heat transmission.
Well-tuned enzymatic actions of cutinase have been shown to significantly increase the cloth’s water absorbency, thereby aiding in moisture control on sportswear and enhancing comfort. Regarding cutinase concentration, the wickability of the fabric should decrease by 0.2375 units when temperature and time remain constant. Higher cutinase concentrations enhance the fabric’s ability to absorb and expel water, as indicated by the positive coefficient. By catalyzing reactions that break down surface hydrophobic entities such as greases or waxes left behind after production processes, cutinase enzymes promote the hydrophilicity of fabrics. Enzyme treatments have been shown to alter the surface properties of polyester, increasing its hydrophilicity. 65
According to the regression analysis, an increase in temperature leads to improved wickability of the fabrics. Specifically, wickability increases by 0.2625 units for every 1-degree rise in temperature, while maintaining constant cutinase concentration and time. Higher temperatures can enhance the activity of the cutinase enzyme, improving the fabric’s affinity for water and its ability to wick moisture away. A study showed that rising temperatures significantly enhance the performance of enzyme treatments on polyester fabrics. 66 Additionally, the regression analysis indicates that wickability is positively influenced by treatment time. Longer treatment times increase cutinase enzyme activity, thereby improving the hydrophilic properties of the fabric. However, it is crucial to optimize treatment time to avoid excessive treatment, which could degrade the fabric structure. With optimal settings, fabric wickability is enhanced, enabling efficient moisture management and overall comfort in sportswear applications.
Optimized parameters with the values of their responses.

Conclusion
Structural modifications in knitted fabrics have significantly improved their thermo-physiological comfort, making them ideal for sportswear. This study developed three fabrics for a single garment: plain knit polyester (120 D), plain knit with plaited polyester (120 D), and plain knit polyester (120 D) with plaited knit (20/80 C/P yarns). While cutinase enzyme treatment showed limited impact based on FTIR and SEM analysis, the plaited fabric with 20/80 C/P yarns demonstrated superior air permeability (264 cm3/cm2/s), thermal conductivity, wickability, and lower thermal resistance due to its longer loop length (3.3 mm). A sportswear T-shirt was designed with plain fabric for the chest and hips, plaited fabric with fewer knit/miss/tuck stitches for the shoulders and abdomen, and plaited fabric with more stitches for the upper and central back. The study highlights that combining these structures in a single garment optimizes thermo-physiological comfort. Future research will involve athlete trials to further validate the design.
Footnotes
Acknowledgements
The authors would like to thank for technical supports from Bahir Dar University (BDU) and Addis Ababa Science and Technology University (AASTU).
Author contributions
ED instructed and performed all the experimental data that BBY reviewed and converted the thesis into research manuscript. All authors read and approved the final manuscript.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
All data in the author’s master thesis.