
Abstract
This study investigates the impact of two hydrophobic finishing agents—fluorocarbon-based Nuva FDS and fluorine-free Ruco-Dry ECO Plus—on the performance of polyamide 6 (PA6) nanofibrous layers fabricated via needle-less electrospinning (Nanospider™) and finished using a foulard process. Both finishes significantly enhanced water repellency, with Ruco-Dry ECO Plus achieving a maximum hydrostatic pressure resistance of 7360 ± 470 mm H2O. Contact angle measurements averaged ∼130° across all treated samples, indicating consistent hydrophobic surface modification. Water vapor resistance (Ret) ranged from 0.81 to 1.08 Pa·m2/W, and air permeability values remained relatively stable between 2.98 and 2.62 L/m2/s. These results confirm that both agents effectively balance water resistance and breathability. Moreover, the fluorine-free Ruco-Dry ECO Plus offers a sustainable alternative without compromising functional performance. This scalable finishing approach supports the development of environmentally responsible, waterproof-breathable textiles. Future research will focus on wash durability and long-term performance under real-world conditions.
Introduction
Nanofibers, characterized by their ultra-fine diameters-typically ranging from tens to a few hundred nanometers-have garnered significant interest across diverse sectors, including biomedicine, filtration, textiles, and the automotive industry. Their high surface area-to-volume ratio, porosity, and mechanical flexibility make them particularly suitable for advanced textile applications requiring moisture management, breathability, and enhanced comfort.1,2 Within the textile domain, these features have been leveraged to develop membranes for thermal regulation, antimicrobial activity, and controlled drug release, in addition to conventional moisture and air transport.3,4 Electrospinning remains the most widely employed technique for nanofiber fabrication, using electrostatic forces to draw polymer solutions or melts into ultrafine fibers. Various configurations—including mono-needle, coaxial, triaxial, and multi-jet systems—have been explored to achieve core-sheath structures, gradient morphologies, or composite functionalities. 5 Despite these innovations, needle-based setups often suffer from limitations such as nozzle clogging, low throughput, and inter-jet interference,6,7 which hinder their industrial applicability. To overcome these drawbacks, needle-less electrospinning, particularly free-surface approaches like Nanospider™ technology, has gained traction for scalable production. This method enables uniform nanofiber layer deposition over large surface areas with fewer mechanical failures and lower maintenance.8–11
Hydrophobic surface treatment is key step in enhancing textile functionality. Hydrophobicity—commonly assessed via static water contact angle (≥90°), or the AATCC TM22 spray test—is critical in sports, outdoor, and medical garments where water resistance without sacrificing breathability is essential. 12 Traditionally, long-chain fluorocarbon (PCF)-based finishes such as C8 chemistries have been favoured for their excellent repellency, conferred by terminal –CF3 groups and low surface energy. 13 However, environmental and health concerns related to persistent fluorinated compounds like PFOA and PFOS—known for their bioaccumulation and toxicity—have driven regulatory bans and prompted a shift toward shorter-chain fluorocarbons (e.g., C6), which offer reduced environmental persistence but often exhibit lower durability, especially at low curing temperatures.14,15
To reconcile performance with sustainability, a wide range of hydrophobic strategies have been investigated. Hybrid systems combining C6-based fluorocarbons with dendrimers, 16 nanoparticles, 17 or siloxane-modified moieties have demonstrated enhanced surface robustness and improved wear resistance. In parallel, fluorine-free approaches have advanced significantly, including sol–gel coatings based on silica or titania matrices, 18 organosilane-based treatments, 19 and biopolymer-derived coatings—such as chitosan or cellulose derivatives—that can additionally impart antimicrobial or flame-retardant properties.20,21 Plasma-assisted surface modification, particularly atmospheric plasma and plasma-enhanced chemical vapor deposition, provides a dry and eco-efficient route for tailoring surface energy without altering bulk material properties.22–24 For instance, a durable superhydrophobic polyester surface was achieved using ZnO–PDMS nanoparticles applied via plasma polymerization, resulting in stable contact angles exceeding 160° even after multiple laundering cycles; nevertheless, issues related to coating uniformity, production costs, and industrial scalability persist. 25
Hydrophobization of electrospun nanofibers is particularly relevant to sportswear design, where moisture vapor transmission and active cooling are key. Nanofiber membranes inherently exhibit favorable wettability and breathability due to their high porosity and inter-fiber spacing.26,27 When properly engineered, their surface microstructure alone can induce super-hydrophobicity without chemical treatments. However, to achieve lasting water resistance under wear and laundering, surface finishing with eco-friendly agents remains necessary. Recent studies have confirmed that fluorine-free agents, when combined with roughened morphologies, can achieve low sliding angles and maintain repellency after repeated use.28,29
Beyond surface repellency, physiological comfort is a multi-faceted concern in sports textile engineering. Athletes and active users often face varying thermal and moisture loads depending on activity intensity and environment, making thermal regulation and sweat management critical. Therefore, garments must balance thermal insulation, moisture transport, and breathability to maintain a stable microclimate at the skin-textile interface during both exertion and rest. 30 Key comfort-related parameters include air permeability, water vapor permeability, liquid water resistance and thermal resistance.31,32 High air permeability promotes convective cooling, while high water vapor permeability facilitates sweat evaporation in vapor form, reducing skin wetness. Resistance to liquid water ingress is essential for protection against external moisture sources, particularly in multi-layer garment systems used in mountaineering, endurance sports, and cycling. Nanofibrous membranes provide an ideal balance-offering lightweight, breathable barriers that repel water while supporting physiological stability. 33 In summary, achieving optimal physiological comfort in sportswear requires an integrated design approach. By combining engineered fabric structures with advanced, sustainable surface treatments, nanofiber-based materials can meet the demanding requirements of modern performance apparel—offering lightweight, breathable, water-repellent, and environmentally responsible solutions.
In this context, this study investigates the hydrophobization of polyamide 6 (PA6) nanofibrous layers using both C6 fluorocarbon-based and fluorine-free hydrophobic agents to advance sustainable, scalable, and high-performance functional textiles. Nanofibers were fabricated via needle-less electrospinning (Nanospider™) for its operational robustness and uniform web formation over large areas. Hydrophobic coatings were applied using the foulard process, a textile industry-standard method that ensures consistent and reproducible finish application. The effects of both treatments were evaluated in terms of air permeability, water vapor resistance (Ret), hydrostatic resistance, and water contact angle, with attention to sustainability, process compatibility, and user comfort. In particular, fluorine-free agents like Ruco-Dry ECO Plus represent a promising shift toward PFAS-free functionalization while maintaining key performance metrics. Compared to alternatives like plasma or nanoparticle-based coatings, chemical finishes offer commercial readiness, ease of implementation, and adaptability to existing textile finishing lines. By combining needle-less electrospinning with the foulard process, this study supports a practical pathway for industrial-scale adoption of nanofiber-based functional membranes in next-generation sportswear, with broader implications for eco-conscious protective and performance garments.
Material and method
Materials
Polyamide 6 (PA6) pellets (density 1.084 g/mL at 25°C, Sigma-Aldrich Co., Ltd.) were dissolved in a mixture of 99.7% acetic acid and 98% formic acid (Penta, Czech Republic) to prepare the polymer solution. PA6 was selected as the base polymer due to its excellent mechanical strength, abrasion resistance, and inherent moisture management—key attributes for demanding applications such as sportswear and technical textiles. Its compatibility with electrospinning process also makes it ideal for scalable nanofiber production. For hydrophobic surface modification of the resulting nanofibrous layers, two commercially available textile finishing agents were selected based on their contrasting chemical compositions, industrial relevance, and environmental profiles: • Fluorocarbon-based: Nuva FDS (Clariant International Ltd.) • Fluorine-free (hydrocarbon-based): Ruco-Dry ECO Plus (Rudolf GmbH)
These agents were chosen to represent two different approaches to hydrophobic functionalization: one using short-chain fluorinated chemistry and the other based on renewable, fluorine-free polymer technology. Both are widely used in industry and belong to products designed for high-performance textile applications. Nuva FDS is a fluorocarbon-based textile finish composed of C6-fluorotelomer (meth)acrylate copolymers. Its perfluorohexyl side chains align at the fiber–air interface to form a tightly packed, low-surface-energy coating, imparting excellent hydrophobic, oleophobic, and soil-repellent properties. Compared to legacy C8 fluorochemicals, C6-based finishes like Nuva FDS offer reduced bioaccumulation potential while maintaining strong repellency. Upon application, especially onto high-surface-area substrates such as nanofibrous layers, optimal processing conditions allow for homogeneous deposition. During drying and curing, the fluorinated components preferentially migrate toward the surface, where they orient their fluorinated chains outward in a comb-like structure. This nano-scale organization around individual nanofibers creates an invisible shield that resists water, oil, and soil penetration while preserving breathability and textile softness.
34
Ruco-Dry ECO Plus is a fluorine-free, halogen-free, hydrocarbon-based water-repellent treatment formulated using bio-based hyperbranched polymers. These polymers feature highly ramified, tree-like structures that allow for orderly surface orientation and crystallization upon application. Their branched architecture enables self-organization into a dense, hydrophobic network that closely mimics the surface properties of natural water-shedding systems. This structural behavior—previously achievable mainly through fluorocarbon chemistry—now offers comparable levels of initial water repellency. Inspired by BIONIC-FINISH® ECO technology, these hyperbranched polymers contain multiple terminal hydrophobic groups and possess a cationic character, promoting strong adhesion and durable bonding to textile fibers. The resulting microstructure is highly resistant to washing and abrasion while maintaining breathability. This makes Ruco-Dry ECO Plus a sustainable and effective alternative for high-performance textile finishing.
35
Moreover, Ruco-Dry ECO Plus is bluesign approved, GOTS compliant, meets ZDHC MRSL standards, and holds Standard 100 by OEKO-TEX® certification (Class I–IV), making it particularly suitable for sustainable and skin-safe textile applications.
36
It offers durable water repellency with high resistance to washing—maintaining performance through at least 10 to 30 household laundry cycles at up to 40°C. While this study focuses on initial performance parameters such as water contact angle, hydrostatic resistance, water vapor resistance, and air permeability, it is noteworthy that the manufacturers report long-lasting effects for both agents. A schematic representation of the hydrophobic functionalization mechanisms of electrospun PA6 nanofibers using Nuva FDS and Ruco-Dry ECO Plus is shown in Figure 1. Schematic illustration of the hydrophobic functionalization mechanisms of electrospun PA6 nanofibers using fluorinated (Nuva FDS) and fluorine-free (Ruco-Dry ECO Plus) textile finishes.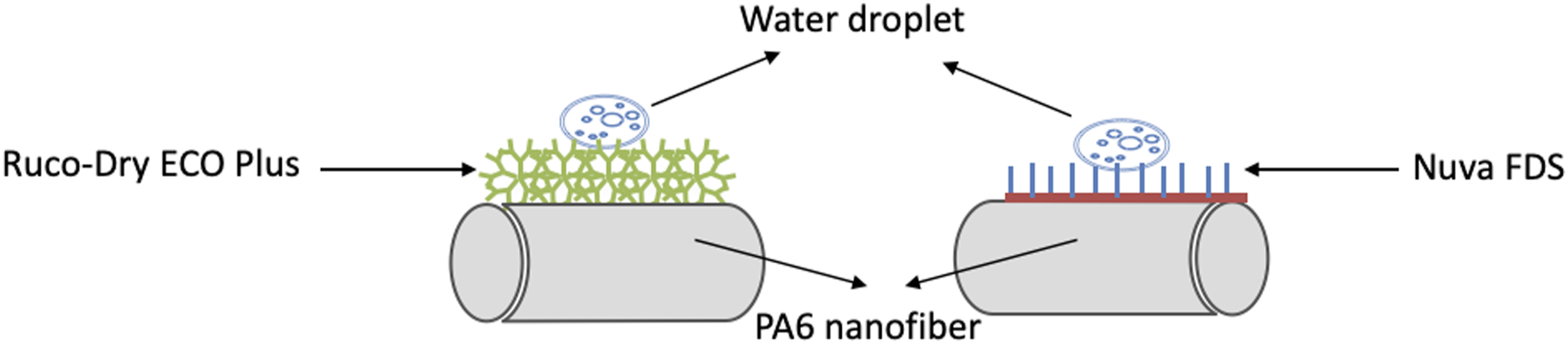
Nanofiber layer preparation
Nanofiber layers were fabricated using the Nanospider™ NS-Lab 1WS500U electrospinning system (Elmarco, Czech Republic), which combines the industrial production capabilities with the precision of a high-end laboratory instrument.
10
The Nanospider™ technology utilizes a spinning electrode, shaped as a thin wire, with a head that applies the polymer solution along the entire length of the wire. When exposed to a strong electric field, nanofiber layers are generated from the thin polymer layer deposited on the wire electrode (Figure 2). Needle-less electrospinning system and resulting fibrous material. (a) schematics of the needle-less electrospinning process. The photography of NS-Lab 1WS500U: (b) front view of the electrospinning system. (c) side view of the electrospinning system, (d) detail of the resulting fibrous material (arrow), deposited onto a spun-bond substrate (asterisk).
Preparation parameters for electrospinning of PA6 nanofibrous layers.

To enable a reliable comparison of the hydrophobic performance of the nanofiber layers intended for sportswear applications, all samples were fabricated to achieve a uniform gram per square meter (GSM) of 2 ± 0.2 g/m2. Standardizing the GSM ensured that the mass per unit area and thus the fiber density and thickness of the nanofibrous layers remained consistent across different treatments and compositions. This controlled approach allowed for the direct evaluation of how the type of hydrophobic treatment and fiber composition influenced key performance metrics, such as water repellency and contact angle, without the confounding effects of structural variability. By minimizing differences in material quantity, the comparison of functional properties among the samples reflects true treatment efficacy rather than variations in the physical characteristics of the nanofiber mats.
Impregnation of nanofiber layers
Two types of hydrophobic treatments were applied: a fluorocarbon-based solution and a fluorine-free-based solution. Each solution was tested at 50, 100, and 150 g/L concentrations in deionized water to evaluate their impact on nanofiber layer hydrophobicity. For both treatments, the nanofiber layers (with the baking paper support) was immersed in the respective solution for 1 min. After impregnation, excess solution was removed using a foulard machine (HVF, Mathis), and the impregnated nanofiber layers were passed through rollers set at a pressure of 4 bar and a speed of 1 m/min. The impregnated nanofiber layers were then dried in a hot-air chamber at 80°C and underwent a fixation process at 160°C for 5 min to ensure proper bonding of the hydrophobic agents. A schematic overview of the fabrication and impregnation process is shown in Figure 3. Schematic overview of the fabrication and impregnation process of the nanofiber layers using Nanospider™ electrospinning, immersion treatment, foulard processing, drying, and fixation steps.
Wet pick-up
Prior to impregnation, the weight of the nanofiber layer and its baking paper substrate was recorded. A piece of baking paper of identical dimensions (without the nanofiber layer) was also weighed separately. This reference baking paper was then immersed in the impregnation solution, passed through the foulard rollers, and weighed again to account for the absorption of the solution. Subsequently, the entire impregnated sample—comprising the nanofiber layer and backing paper—was passed through the foulard rollers and weighed. The wet pick-up (U) was then calculated using the following formula:
Morphological characterization
The surface morphology of the nanofiber layers was characterized using a Vega TS 5130 scanning electron microscope (SEM, Tescan, Czech Republic) before and after impregnation. SEM images were obtained with an accelerating voltage of 30 kV. Prior to imaging, each nanofiber layer was sputter-coated with gold (Q150 R ES, Quorum Technologies Ltd., England) to a thickness of 7 nm. The SEM images were analyzed using NIS-Elements AR software. The average fiber diameter and its distribution were determined by measuring 100 randomly selected fibers.
GSM of the nanofiber layers was measured according to the ISO 3801:1977 standard.
Contact angle measurement
Optical tensiometry, commonly referred to as contact angle goniometry, is a widely employed technique for determining the contact angle of a liquid droplet on a solid surface, thereby characterizing its surface properties. 37 To evaluate the hydrophobicity of nanofiber layer, contact angle measurements were performed at four distinct positions using a Kruss Drop Shape Analyzer DS4 at room temperature. A 2 μL droplet of deionized water was carefully placed on the surface of the dry nanofiber layer, and the average contact angle values were calculated from these measurements. Measured in degrees, this property indicates the material’s ability to resist water absorption from the environment, such as rain or dew.
Physiological comfort properties
Comfort refers to the optimal state in which the physiological functions of the human body are well-regulated, and the environment, including clothing, does not induce any unpleasant sensory experiences. Reduced air permeability and water vapor resistance can lead to discomfort by hindering moisture evaporation, causing the skin to become damp. Similarly, fabrics with low resistance to water penetration may result in moisture buildup, leading to an uncomfortable, wet sensation on the skin. The following section outlines the measurement devices used to characterize the thermo-physiological comfort of impregnated nanofiber layers. 30
Water vapor resistance
Water vapor permeability refers to the movement of water vapor (sweat) through the membrane into the external environment. It is quantified as the amount of water vapor that passes through a unit area of the material, with a given sample thickness, under a differential vapor pressure. In terms of thermo-physiological comfort, vapor permeability is a critical parameter, as it directly affects the ability of sweat to move away from the body, preventing moisture buildup and discomfort.
Water vapor resistance [Pa·m2·W-1] was measured using the PERMETEST instrument in accordance with ISO 11,092. 38 All measurements were conducted under controlled laboratory conditions, with temperature maintained at 25 ± 3°C and relative humidity at 43 ± 3%. The PERMETEST method is non-destructive, enabling the evaluation of the entire nanofibrous layer without sample damage. Prior to testing, the instrument was calibrated, and the sample was placed in a dedicated measurement chamber. The assessment program was initiated to determine water vapor permeability. To ensure reproducibility and accuracy, five measurements were performed at different locations on each nanofibrous layer.
Air permeability
Air permeability refers to the ability of a material to allow air to pass through it, from the external environment to the surface of the wearer’s skin. This process aids in dissipating the heat generated by the body during physical exertion. While water vapor permeability is essential for moisture management, not all parts of a garment need to be permeable to air. Air permeability is particularly desirable for base layers and activewear, such as underwear, t-shirts, and sweatshirts, especially in warm conditions. However, it is less desirable for outer layers like jackets or trousers, particularly in cold weather, where protection from wind is crucial. 39
The air permeability [L/m2/s] of the nanofiber layers was measured using the Textest FX 3300 instrument in accordance with ISO 9237. 40 Measurements were performed under controlled conditions of 25 ± 3°C and 43 ± 3% relative humidity, using a test pressure of 100 Pa and a measuring head with an area of 20 cm2. Each sample was tested five times at different locations to ensure reliability and reproducibility of the results.
Hydrostatic pressure resistance
The hydrostatic pressure resistance test evaluates a material’s ability to withstand water penetration, expressed as the height of a water column (in mm). A higher value indicates greater resistance, which is essential for materials intended for waterproof applications.
Measurements were performed in accordance with BS EN ISO 811:2018. 41 The testing was carried out under controlled climatic conditions: temperature of 23 ± 3°C and relative humidity of 46 ± 3%. The SDL Atlas M018 Hydrostatic Head Tester was used, with the voltage set to 3.4 V to achieve a pressure increase of 10 cm/min. The test chamber was filled to the brim with water, and the sample was secured in place using a clamping jaw and fastening nuts. A GMH 3100 digital pressure gauge was employed to record the maximum pressure at which water penetration occurred. Results were initially recorded in mbar and converted to cm for analysis. Each sample was tested at five different locations to ensure data accuracy and reproducibility.
Statistical analysis
All experiments were conducted in triplicate (at minimum) to ensure accuracy and reproducibility. The results are reported as mean ± standard deviation σ. A two-way analysis of variance (ANOVA) was performed to evaluate the effect of hydrophobic treatment type and concentration on the wettability, vapor permeability, and wet pick-up of the nanofiber layers. This statistical method allowed for the assessment of both individual factor effects and potential interactions between treatment parameters. The significance level was set at p < 0.05. Accordingly, p-values are reported throughout the Results section as either p < 0.05 (significant) or p > 0.05 (not significant). Post hoc comparisons were conducted where necessary to determine statistically significant differences between groups. Data analysis was carried out using QCExpert 3.3 software.
Results and discussion
Wet pick-up of nanofiber layers
Wet pick-up values for nanofiber layers treated with different hydrophobic agents at varying concentrations.

For nanofiber layers treated with Nuva FDS, the liquid agent uptake decreased from 260 g/m2 at a concentration of 50 g/L to 206 g/m2 at 150 g/L. A similar trend was observed for Ruco-Dry ECO Plus, with values decreasing from 287 g/m2 to 253 g/m2 across the same concentration range. This inverse relationship between concentration and liquid agent uptake can be attributed to two factors: (i) potential saturation at higher concentrations, which limits further absorption due to reduced availability of binding sites, and (ii) increased viscosity, which restricts penetration into the nanofibrous matrix. At equivalent solution concentrations, Ruco-Dry ECO Plus consistently exhibited higher liquid uptake values than Nuva FDS (e.g., 287 vs 260 g/m2 at 50 g/L). While no direct measurements of molecular affinity or fiber–finish interactions were performed, this difference may be influenced by variations in molecular structure, polarity, and dispersion behavior of the two finishes.
Nuva FDS, a fluorocarbon-based finish composed of C6-fluorotelomer (meth)acrylate copolymers, is known to form compact, low-surface-energy films due to the alignment of perfluoroalkyl side chains at the fiber–air interface. However, its relatively linear and hydrophobic nature may result in weaker interactions with the polar PA6 surface in aqueous dispersion, potentially contributing to lower liquid uptake. By contrast, Ruco-Dry ECO Plus is reported to be based on hyperbranched polymers with multiple hydrophobic terminals and a cationic charge. These structural characteristics could plausibly enhance physical adhesion and distribution across the slightly anionic PA6 matrix, improving wetting behavior and liquid retention. The branched architecture may also facilitate physical entanglement with the nanofibrous structure, contributing to higher wet pick-up, although this remains a hypothesis in the absence of direct interaction data.
Importantly, although wet pick-up tended to decrease at higher solution concentrations, the estimated amount of hydrophobic agent deposited per unit area increased. Based on concentration and wet pick-up data, we calculated that Nuva FDS treatments would result in approximate depositions of 13 g/m2 (50 g/L), 21.5 g/m2 (100 g/L), and 30.9 g/m2 (150 g/L), while Ruco-Dry ECO Plus would yield corresponding estimates of 14.4, 27.3, and 38 g/m2. These calculated values suggest that solution concentration is a dominant factor influencing final add-on levels. Even in cases where the finish may have lower affinity for the substrate, increasing concentration can potentially ensure sufficient surface functionalization. While we did not experimentally quantify the actual mass of deposited agents, these estimates provide useful insight for scaling considerations. From a processing standpoint, using higher-concentration solutions may allow for reduced wet pick-up and faster drying—potentially lowering energy use and minimizing waste in industrial settings. Moreover, greater estimated deposition may be associated with improved functional performance (e.g., water resistance), though this would require further validation. Overall, this concentration-based approach could offer a practical balance between environmental sustainability and technical effectiveness in finishing breathable, waterproof nanofibrous textiles.
Morphological analysis of nanofiber layers
The primary goal of any textile system, particularly in activewear and sportswear, is to ensure optimal performance and comfort during physical activities while maintaining durability and functionality. Hydrophobic textiles are particularly advantageous for sportswear, as they can repel water and sweat, keeping the skin dry and reducing discomfort. The water repellency of fibers is influenced by various factors, including fiber diameter, polymer composition, and the surface treatment of the fabric. Moreover, fiber uniformity plays a crucial role in ensuring consistent hydrophobic performance across the garment. Smaller fiber diameters, with their higher surface area, tend to provide a more efficient water-repellent effect, while larger fiber diameters offer enhanced durability and comfort. Achieving a balance between fiber size and uniformity is essential for optimizing the hydrophobic performance of sportswear. 42 One of the primary challenges associated with needle-less electrospinning is achieving uniform fiber morphology and consistent layer quality during large-scale production. Environmental fluctuations, particularly in relative humidity and temperature, can significantly influence fiber formation, electrostatic field stability, and consequently, the final functional properties, such as hydrophobicity. To mitigate these issues, the Nanospider™ system used in this study was operated within a controlled air conditioning chamber, which ensured a stable ambient environment. This environmental control contributed to the stabilization of the electrostatic field, resulting in improved fiber uniformity and reproducibility across large production areas.
Under the optimized conditions detailed in the Methods section, PA6 nanofiber layers were successfully fabricated via needle-less electrospinning. The resulting fibrous structures exhibited defect-free morphology, with no visible bead formation or structural irregularities. SEM analysis confirmed the formation of smooth, cylindrical fibers with a narrow diameter distribution, as illustrated in Figure 4. A total of 100 individual fibers were measured to ensure statistically robust characterization. The average fiber diameter of the non-functionalized (non-impregnated) nanofiber layers was determined to be 182 ± 42 nm, indicating high reproducibility and consistency of the electrospinning process. (a) SEM image of the PA6 nanofiber layer without hydrophobic treatment at 10,000× magnification. Scale bar = 10 µm. (b) histogram of fiber diameter distribution based on 100 measurements taken from the nanofiber layer.
Figure 5(a) presents the SEM micrograph of the PA6 nanofiber layer treated with Nuva FDS, a fluorocarbon-based hydrophobic agent, at the highest tested concentration of 150 g/L in DI water. Figure 5(b) shows the corresponding SEM image for the Ruco-Dry ECO Plus-treated sample, a hydrocarbon-based alternative applied at the same concentration. SEM analysis revealed a notable increase in average fiber diameter following both hydrophobic treatments, indicating the formation of a continuous surface coating on the nanofiber surfaces. The average fiber diameter increased from 182 ± 42 nm (untreated) to 211 ± 48 nm after treatment with Nuva FDS, and to 260 ± 64 nm following Ruco-Dry ECO Plus application. The observed thickening of fibers in SEM images suggests the formation of surface coatings in both cases. Notably, the more pronounced increase in diameter for Ruco-Dry ECO Plus-treated samples may indicate a bulkier or more conformal layer. This could be related to the highly branched, dendritic nature of the polymer network, which may facilitate greater physical deposition or spreading across the nanofibrous matrix. In contrast, the smaller diameter increase observed for Nuva FDS-treated samples may reflect a thinner, more uniform coating. This aligns with the known behavior of fluorocarbon-based finishes, where perfluoroalkyl side chains in (meth)acrylic copolymers are thought to orient outward in a comb-like structure to minimize surface energy. Such molecular-level alignment might reduce bulk accumulation around individual fibers. SEM of PA6 nanofiber layers impregnated with hydrophobic agents: (a) Nuva FDS (150 g/L in deionized water) and (b) Ruco-Dry ECO Plus (150 g/L in deionized water), at 10,000× magnification. Each image includes a scale bar of 10 µm. Corresponding histograms of fiber diameter distributions are provided, based on measurements from the nanofiber layers (n = 100 fibers).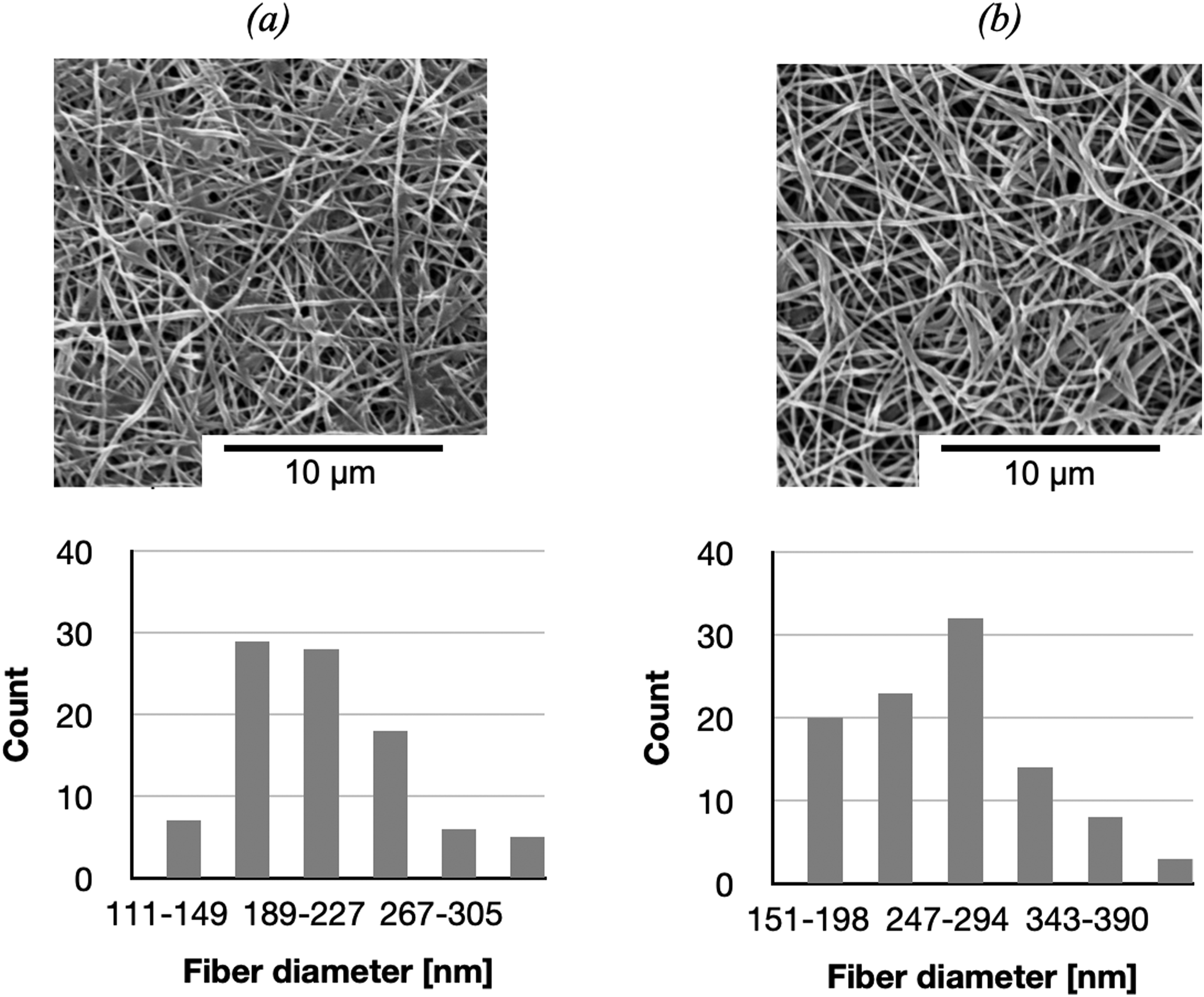
Importantly, despite the surface modification and increase in fiber diameter, the overall porosity and open fibrous architecture of the nanofiber layers were preserved, as evidenced by the SEM images. This observation implies that the impregnation process predominantly affected the surface of individual fibers rather than inducing significant morphological collapse or inter-fiber fusion. Maintaining the porous structure is a critical design requirement for advanced functional textiles, particularly for sportswear applications where moisture vapor transmission, air permeability, and lightweight construction are essential for thermal regulation and wearer comfort. These results collectively indicate that surface treatment with both Nuva FDS and Ruco-Dry ECO Plus can effectively impart hydrophobic functionality while retaining the structural and functional benefits of the electrospun nanofiber architecture.
Wettability of nanofiber layers
The surface wettability of electrospun fibrous structures—commonly evaluated via static water contact angle measurements—is a critical parameter for assessing their functional suitability in sportswear and technical textile applications. Wettability provides direct insight into the surface energy characteristics of the material: contact angles above 90° are indicative of hydrophobic behavior, whereas values below 90° reflect hydrophilic tendencies.
24
This distinction is particularly important for multilayered sportswear systems, where functional requirements vary across different garment layers. Hydrophobic nanofiber layers are ideally suited for use as outer protective layers, where their water-repellent nature can maintain a dry microclimate by minimizing moisture ingress from the external environment. Conversely, hydrophilic materials are more appropriate for inner garment layers, promoting effective sweat absorption, moisture spreading, and evaporative cooling—all crucial for maintaining thermo-physiological comfort during physical activity.
43
Thus, the ability to precisely tailor nanofiber surface wettability through controlled post-treatment enables the rational design of advanced performance textiles with optimized moisture management and wearer comfort. The static contact angles of PA6 nanofiber layers treated with Nuva FDS and Ruco-Dry ECO Plus at concentrations of 50, 100, and 150 g/L are summarized in Graph 1. Wettability characteristics of nanofiber layers impregnated by Nuva FDS and Ruco-Dry ECO Plus reagents at various in different concentrations. (n = 4).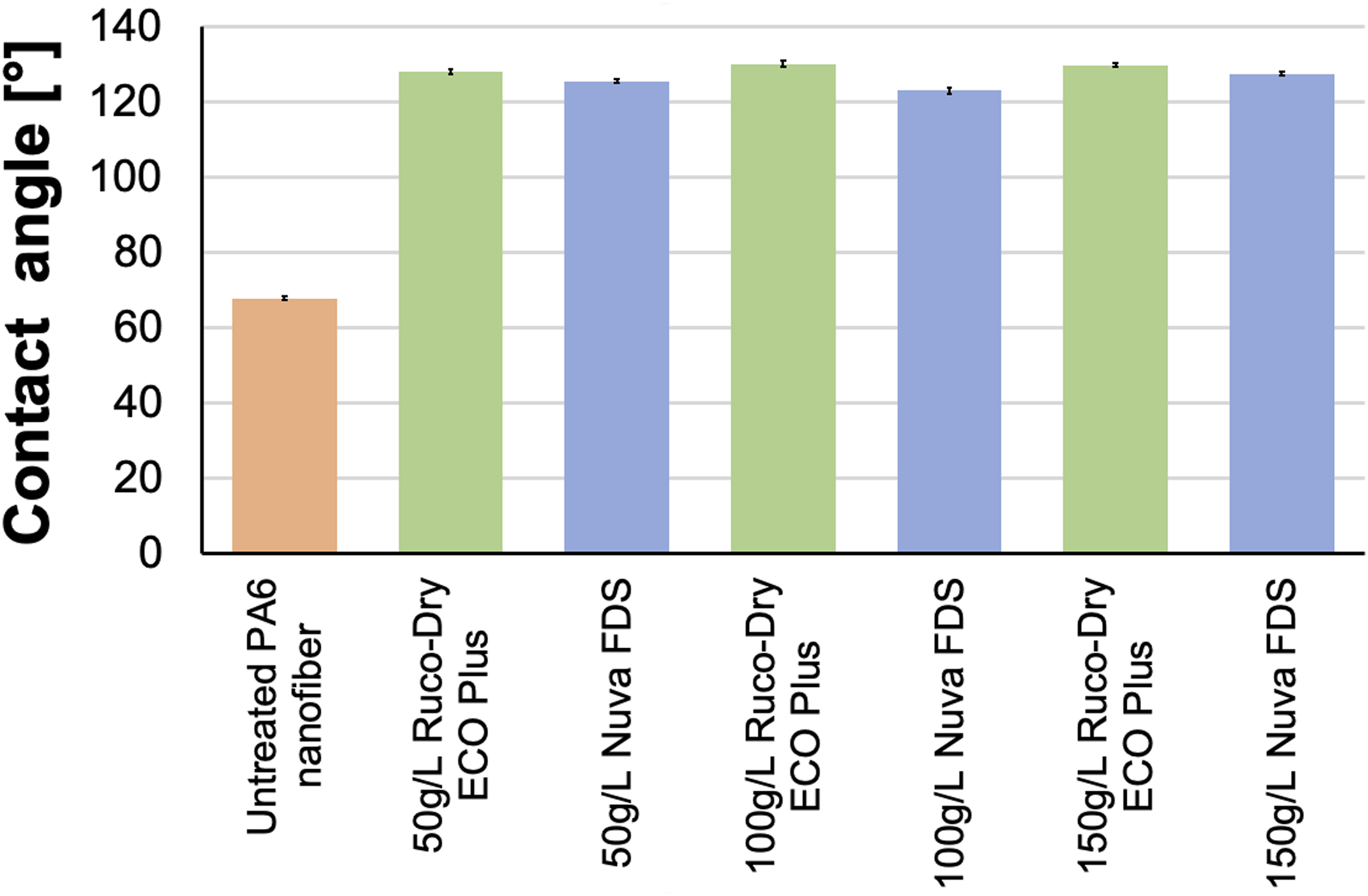
All treated samples exhibited a significant increase in hydrophobicity compared to the untreated control (67.8 ± 0.6°), with contact angles exceeding 120°, confirming that both finishes effectively render the nanofiber surfaces water-repellent. Despite observable differences in liquid uptake, and fiber diameter, the static contact angles between the two finishes remained statistically comparable (p > 0.05). This can be explained by the fact that both Nuva FDS and Ruco-Dry ECO Plus form continuous hydrophobic coatings on the nanofiber surface, effectively masking the inherent polarity of PA6 and creating a low-surface-energy outer layer. Although their chemical architectures differ, the resulting surface energy and droplet interaction at the micro-scale appear functionally similar. It is possible that once a critical threshold of surface coverage and proper orientation of hydrophobic groups is reached, further increases in pick-up or layer thickness may have only a minimal effect on static contact angle. Thus, despite differences in fiber morphology or finish uptake, both treatments achieve comparable surface-level water repellency, as reflected in the plateauing of contact angle measurements.
Interestingly, neither agent showed a clear linear correlation between contact angle and treatment concentration. This plateauing trend may again suggest a surface saturation effect, where beyond a certain concentration, further chemical deposition provides little to no additional improvement in hydrophobicity. This supports the hypothesis that both agents form sufficiently continuous and stable surface coatings at moderate concentrations (≥50 g/L), rendering further increases in concentration less impactful on surface wettability. Collectively, these results confirm that both Nuva FDS and Ruco-Dry ECO Plus are effective surface modification agents for imparting hydrophobic functionality to PA6 nanofiber layers, while preserving their inherent porosity and structural integrity. This functional enhancement is critical for their intended use in advanced sportswear applications, where efficient moisture management and environmental resistance are paramount.
Water vapor resistance
Water vapor resistance (Ret) is crucial for assessing the breathability and comfort of functional textiles like sportswear and activewear. Materials with low Ret values facilitate efficient moisture vapor transfer, enhancing thermoregulation and comfort. High Ret values, however, can hinder moisture transfer, leading to discomfort, especially during physical activity. According to 44, materials with Ret values below 6 Pa·m2/W are considered excellent for water vapor permeability, ensuring effective moisture transport and preventing sweat accumulation. Textiles exceeding this threshold may trap moisture, causing discomfort and overheating, making them less suitable for high-performance applications. Ret values obtained from vapor permeability measurements (ISO 11,092) of nanofiber layers are presented in Graph 2 Graph showing evaporation resistance of nanofiber layers treated with Nuva FDS and Ruco-Dry ECO Plus at various concentrations. (n = 5).
Interestingly, the Ret values increased by approximately 25% with increasing concentration of the finishing agents, despite minimal differences in contact angle across all concentrations and between the two treatments. This suggests that while surface wettability reaches a plateau, the progressive accumulation of hydrophobic agent at higher concentrations may slightly hinder water vapor diffusion. This is likely due to the formation of thicker surface coatings that increase diffusion path tortuosity or partially block nanofiber pores, thereby introducing mild resistance to vapor flow. Nonetheless, the overall Ret values remained well below the comfort limit of 6 Pa·m2/W, indicating that the treated nanofiber layers still allow efficient moisture vapor transmission, which is essential for maintaining thermal comfort in next-to-skin textile applications.
Air permeability
In cold and windy environments, wind exposure significantly accelerates body heat loss, thereby increasing the risk of hypothermia and other cold-related health issues. To mitigate these risks, garments designed for such conditions must provide adequate resistance to wind penetration. A critical parameter for evaluating wind resistance is air permeability, which is defined as the volume of air that passes through a fabric under controlled conditions. High air permeability can lead to undesirable convective heat loss, thereby compromising thermal insulation and user comfort. Conversely, low air permeability materials serve as effective barriers against wind, helping to retain body heat and improve thermal protection. 45 Within textile science, fabrics with an air permeability value below 11 L/m2/s, measured under standard testing conditions (ISO 9237:1995), are typically considered wind-resistant and suitable for cold-weather applications, such as outerwear and protective garments. 46 Therefore, managing air permeability is a crucial design consideration for functional cold-weather clothing. This study investigates the impact of hydrophobic surface treatments on the air permeability of electrospun nanofibrous layers. Nanofibrous membranes are particularly attractive for such applications due to their high surface area-to-volume ratio, low basis weight, and inherent breathability, making them ideal for balancing thermal comfort and barrier properties. However, hydrophobic treatments can alter the surface morphology and porosity of nanofibrous structures, potentially affecting their air permeability.
The untreated PA6 nanofiber layer exhibited the highest air permeability, with an average value of 6.79 ± 0.98 mm/s, reflecting the inherent high porosity and open structure typical of electrospun nanofiber mats. While this value indicates relatively high breathability—appropriate for base layers or active-wear requiring efficient moisture and heat dissipation—it does not meet the windproof threshold, limiting its effectiveness as an outer barrier in cold environments. Upon hydrophobization with either Nuva FDS or Ruco-Dry ECO Plus, a notable decline in air permeability was observed across all concentrations. Specifically, samples treated with Nuva FDS showed decreasing air permeability values with increasing concentration: 2.98 ± 0.021 L/m2/s (50 g/L), 2.90 ± 0.052 L/m2/s (100 g/L), and 2.62 ± 0.098 L/m2/s (150 g/L). A similar trend was evident for Ruco-Dry ECO Plus, with values of 2.86 ± 0.133 L/m2/s, 2.64 ± 0.048 L/m2/s, and 2.47 ± 0.069 L/m2/s, respectively (Graph 3). The downward trend in air permeability was statistically significant across concentrations for each treatment (p < 0.05, two-way ANOVA), indicating a dose-dependent effect of the hydrophobic finish. The reduction in air permeability can be attributed to multiple interacting factors. Primarily, the deposition of hydrophobic polymer coatings on the nanofiber surfaces likely led to partial blockage or narrowing of the pore channels, directly restricting airflow through the fibrous matrix. Additionally, SEM analysis confirmed an increase in fiber diameter, which would reduce the overall pore volume and contribute to a denser, less permeable structure. Although Ruco-Dry ECO Plus-treated samples consistently showed slightly lower air permeability than their Nuva FDS counterparts, these differences were not statistically significant (p > 0.05). Graph showing air permeability of nanofiber layers treated with Nuva FDS and Ruco-Dry ECO Plus at various concentrations. (n = 5).
Overall, these findings demonstrate that hydrophobic treatments can effectively reduce the air permeability of nanofiber layers, thereby enhancing their wind-proofing properties. This is particularly relevant for textiles intended for cold-weather use, where wind resistance is crucial. At the same time, maintaining adequate breathability for moisture management remains essential. The treated nanofiber layers, with air permeability values below the 11 L/m2/s threshold, show strong potential for use in functional outerwear that combines thermal comfort with protection from wind and cold.
Hydrostatic pressure resistance
The hydrostatic pressure resistance test assesses a material’s ability to resist water penetration under applied pressure, a key property for determining its suitability for waterproof applications. This property is quantified by the height of the water column the material can withstand, measured in millimetres. According to industry standards, textiles with hydrostatic pressure values exceeding 5000 mm are classified as rainproof, while those surpassing 10,000–15,000 mm are considered waterproof, making them suitable for technical outdoor applications.
The hydrostatic pressure resistance test (ISO 811:2018) in this study demonstrated a significant improvement in water resistance following the application of hydrophobic treatments. The untreated nanofibrous layer exhibited a low hydrostatic pressure value of 170 ± 20 mm, indicating minimal resistance to water penetration and underscoring its unsuitability for waterproof applications such as outdoor garments or rainwear. In contrast, hydrophobic treatment significantly enhanced the water resistance of the nanofiber layers. Specifically, treatment with Nuva FDS resulted in water column values of 1890 ± 110 mm at 50 g/L, 3930 ± 70 mm at 100 g/L, and 6160 ± 340 mm at 150 g/L. Similarly, nanofiber layers treated with Ruco-Dry ECO Plus achieved values of 2310 ± 210 mm, 4200 ± 340 mm, and 7360 ± 470 mm at the corresponding concentrations (Graph 4). Statistical analysis using two-way ANOVA demonstrated that both the concentration and type of hydrophobic agent significantly affected hydrostatic pressure resistance (p < 0.05). Increasing concentration led to higher resistance for both agents, but the effect was consistently more pronounced in the Ruco-Dry ECO Plus-treated samples. Although the maximum hydrostatic pressure values—7360 mm for Ruco-Dry ECO Plus and 6160 mm for Nuva FDS—do not meet the performance thresholds for high-end waterproof gear (typically above 10,000–15,000 mm), they represent a substantial enhancement suitable for moderate to heavy rainfall. Graph showing hydrostatic pressure resistance of nanofiber layers treated with Nuva FDS-NF and Ruco-Dry ECO Plus-RD at various concentrations. (n = 5).
The higher hydrostatic pressure resistance consistently observed in Ruco-Dry ECO Plus-treated samples, compared to those treated with Nuva FDS, can be attributed to differences in their deposition behavior and surface structure formation. Although affinity to the PA6 surface was not directly studied, the branched architecture and cationic nature of Ruco-Dry ECO Plus likely promote denser, more uniform coverage through electrostatic interactions and effective void filling. SEM analysis supports this, showing a more pronounced increase in fiber diameter after Ruco-Dry ECO Plus treatment than with Nuva FDS. This suggests a thicker, more conformal coating associated with its dendritic polymer structure. In contrast, Nuva FDS forms a thinner, uniform layer due to its fluorocarbon-based mechanism, where perfluoroalkyl side chains align at the surface to lower surface energy with minimal material buildup. These morphological differences likely affect the continuity and cohesion of the surface coatings. The thicker and potentially more integrated layer formed by Ruco-Dry ECO Plus may better resist water penetration under pressure by maintaining mechanically stable barrier. In contrast, the thinner fluorocarbon coating from Nuva FDS, while effective in repelling water under static conditions, may be more prone to localized disruption under increasing hydrostatic load. Thus, although both finishes produce similarly high water contact angles, the superior hydrostatic pressure resistance of Ruco-Dry ECO Plus-treated nanofibers can be attributed to the more substantial and conformal coating observed in SEM, which provides enhanced structural integrity under dynamic conditions.
Despite the enhanced water resistance, breathability was not completely compromised. As shown in the air permeability data, all treated samples remained below the breathability threshold of 11 L/m2/s. This suggests that while pore occlusion was adequate to prevent liquid water ingress, it did not eliminate the pathways required for air transmission. Therefore, the treated nanofiber layers present a favorable balance between barrier performance and breathability—making them suitable for functional textile applications such as outerwear, where protection against wind and moisture must be combined with wearer comfort.
Discussion
This study systematically compared the performance of a fluorocarbon-based hydrophobic finish (Nuva FDS) and a fluorine-free, dendritic polymer-based finish (Ruco-Dry ECO Plus) on needle-less electrospun PA6 nanofibrous layers. Both treatments successfully imparted durable water-repellent properties, as evidenced by a significant increase in static water contact angle above 120°, compared to the untreated control (∼67.8°). Across the tested concentrations (50, 100, 150 g/L), static water contact angle values showed no significant difference between the two finishes, indicating comparable surface-level hydrophobicity. Despite this similarity in static wettability, notable differences were observed in morphology and, more critically, hydrostatic pressure resistance. SEM analysis revealed a greater increase in average fiber diameter after Ruco-Dry ECO Plus treatment (260 ± 64 nm) compared to Nuva FDS (211 ± 48 nm), suggesting a thicker or more conformal coating in the former. This structural distinction is key to understanding the divergence in waterproof performance: while contact angle quantifies initial droplet repellency under static conditions, hydrostatic pressure resistance reflects a material’s capacity to prevent water penetration under load. The significantly higher hydrostatic resistance of Ruco-Dry ECO Plus-treated samples (7360 ± 470 mm) versus Nuva FDS-treated ones (6160 ± 340 mm) can thus be attributed to this enhanced structural sealing. These findings support the conclusion that contact angle is a necessary but insufficient metric for evaluating waterproofing; true water barrier performance is also governed by the microstructural integrity of the coating. Hydrophobic treatment also influenced comfort-related parameters. Water vapor resistance (Ret) increased moderately, from 0.1 Pa·m2/W to ∼0.8–1.2 Pa·m2/W, while air permeability significantly decreased—from 6.79 L/m2/s to approximately 2.8 L/m2/s. These changes can be attributed to: (i) increased fiber diameter leading to reduced pore volume, and (ii) partial pore occlusion due to surface film formation, which increases diffusion paths for both vapor and air. Nonetheless, all Ret values remained well below the commonly accepted comfort threshold of 6 Pa·m2/W, and air permeability exceeded the critical threshold of 11 L/m2/s, indicating preserved breathability despite improved waterproofing. Although direct wicking measurements were not performed, it is important to acknowledge that dynamic liquid transport properties—such as capillarity and wicking—depend not only on surface chemistry but also on the internal pore architecture of the fibrous network. These structural features can be modulated by the chemical nature, molecular structure, and deposition behavior of the finishing agents. While similar Ret values suggest that water vapor transmission is not significantly affected, potential differences in liquid moisture management under transient conditions remain an open area for future investigation. From an environmental standpoint, Nuva FDS and Ruco-Dry ECO Plus represent fundamentally different chemistries. Nuva FDS, based on C6 fluorocarbon chemistry, was developed to replace legacy long-chain PFAS (e.g., PFOS, PFOA), offering reduced bioaccumulation and toxicity. However, recent evidence indicates that even short-chain PFAS are environmentally persistent and may pose long-term ecological risks. Despite being bluesign® approved and containing minimal residual PFOA, Nuva FDS remains a fluorinated compound, raising concerns in PFAS-regulated markets.47,48 In contrast, Ruco-Dry ECO Plus is a fluorine-free, hydrocarbon-based hydrophobizer derived from renewable, non-halogenated raw materials. Although this study did not include direct environmental assessments (e.g., life cycle analysis or biodegradability testing), the chemical profile of Ruco-Dry ECO Plus avoids persistent organic pollutants and aligns with global sustainability goals. The agent is bluesign® approved, GOTS compliant, conforms to the ZDHC MRSL, and holds OEKO-TEX® Standard 100 certification (Classes I–IV), supporting its suitability for sustainable and skin-contact-safe textile applications.
Comparative performance and production characteristics of waterproof-breathable nanofibrous membranes reported in this study and selected literature. “n.a.” indicates “not available” in the source literature.

Unlike earlier studies that relied on conventional needle-based electrospinning techniques at laboratory scale, the nanofibrous layers treated by Nuva FDS and Ruco-Dry ECO Plus were produced using the needle-less Nanospider™ electrospinning system, followed by foulard application. This roll-to-roll, continuous production approach is highly compatible with industrial manufacturing and textile finishing processes. In contrast, membranes reported in the literature—such as polyacrylonitrile (PAN) nanofibers coated with polydimethylsiloxane (PDMS) 49 or polyimide (PI) membranes deposited by chemical vapor deposition 50 —require batch-based processes and complex, often vacuum-assisted post-treatments. Economically, the method presented here reduces energy consumption and operational complexity by avoiding expensive surface modifications or vacuum deposition. Regarding user comfort and performance, the hydrophobic-treated nanofiber layers achieves an uncommon combination of low water vapor resistance (0.8–1.1 Pa·m2/W), moderate air permeability, and high hydrostatic pressure (up to 7360 mm H2O)—a balance rarely observed in nanofiber-based materials. Literature examples typically excel in one area while compromising another. For instance, PI membranes show high air permeability but poor waterproofness, 50 while silicone-coated PET offers strong waterproofing but low breathability. 51 These trade-offs limit their real-world usability. From an environmental perspective, the use of fluorine-free Ruco-Dry ECO Plus provides a substantial sustainability advantage. Many high-performance systems—such as PAN/PDMS 49 —offer good waterproofing but rely on persistent or non-biodegradable materials, limiting their environmental suitability. Similarly, the PET-based membrane with a biomimetic silicone coating, 51 while fluorine-free, involves multi-step assembly and silicone processing, raising both ecological and economic concerns. In contrast, the needle-less electrospun nanofiber layers with hydrophobic treatment described in this study minimizes environmental impact by eliminating halogenated compounds and avoiding energy-intensive treatments, aligning with industry trends toward PFAS-free, eco-friendly materials and resource-efficient production.
These findings highlight critical principles for the design of breathable and waterproof textile membranes. Specifically, they demonstrate that tailoring the molecular structure and deposition behavior of hydrophobic agents allows for the tuning of both waterproofness and comfort parameters. The data show that contact angle alone is not a sufficient predictor of hydrostatic performance, emphasizing the need to consider coating morphology and pore sealing effects. For textile engineers, this underscores the importance of evaluating both chemical and physical interactions of finishing agents with porous fiber networks. Environmentally, fluorine-free agents like Ruco-Dry ECO Plus offer a viable and effective alternative to PFAS, combining high performance with regulatory compliance and reduced environmental risk. In summary, PA6 nanofiber membranes treated with Ruco-Dry ECO Plus serve as a model system for developing next-generation functional textiles that meet the simultaneous demands of water resistance, breathability, and sustainability. The principles demonstrated here can be extended to other polymeric substrates and finishing chemistries to enable the design of advanced textile barriers for applications including protective clothing, medical products, and high-performance outdoor gear. The roll-to-roll production compatibility of both nanofiber production and hydrophobic finishing processes further supports the commercial viability of this sustainable approach.
Conclusion
This study demonstrated that both Nuva FDS (C6-based) and Ruco-Dry ECO Plus (fluorine-free) finishes substantially enhanced the waterproof performance of electrospun PA6 nanofibrous membranes, increasing water contact angles from 67.8° to approximately 130°, and boosting hydrostatic resistance from 170 mm in untreated samples to 7360 mm in Ruco-Dry ECO Plus-treated layers. Although a tenfold increase in water vapor resistance (Ret ∼0.8–1.2 Pa·m2/W) and reduced air permeability (∼2.5 L/m2/s) were observed, the nanofiber layers maintained breathability levels well within comfort thresholds crucial for activewear. Notably, Ruco-Dry ECO Plus outperformed the fluorinated finish in hydrostatic pressure while offering comparable surface hydrophobicity, underscoring that waterproof efficacy is driven more by structural integration. Its bio-based, fluorine-free formulation, combined with strong environmental certifications (bluesign®, OEKO-TEX®), positions it as a promising sustainable alternative to PFAS-based finishes in breathable, waterproof textiles. Thanks to the scalable needle-less electrospinning technique coupled with a foulard finishing process, these membranes can be produced efficiently with uniform coating quality, highlighting their potential for future industrial-scale manufacturing of high-performance sportswear. This approach supports the development of functional sports textiles that optimally balance waterproofing and comfort, addressing the demands of athletes and outdoor enthusiasts. Future research should focus on long-term durability under repeated laundering, mechanical wear, and UV exposure; comprehensive environmental impact assessments via life cycle analysis; and the integration of advanced moisture management functionalities such as directional wicking, rapid drying, or stimuli-responsive behavior. These advancements could significantly broaden the application of nanofibrous membranes in eco-conscious, performance-driven sportswear and protective gear.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ministry of education, youth and sports of the Czech Republic and the European Union - European structural and investment funds in the frames of Operational programme research, development and education - project Hybrid materials for hierarchical structures (HyHi, Reg. No. Hybrid Materials for Hierarchical Structures CZ.02.1.01/0.0/0.0/16_019/0000843).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.