
Abstract
Hybrid polymeric composites are gaining important consideration with versatile applications due to their good mechanical properties. The present study is an attempt to evaluate the hybridization effects of different laminate stacking sequence involving areca sheath fiber/jute fiber/glass-woven fabric through the study of mechanical properties of four different resulting composites. The fibers were alkali-treated and were used in composites fabrication that was done using the hand lay-up method. This assessment of mechanical properties and study of fractured surfaces indicated a significant improvement in mechanical properties of the composites with jute fiber as intermittent layers, areca sheath fiber as a core layer, and glass fabrics as skin layer reinforced epoxy composites. An attempt to prove the application suitability of “L” frame for flower stand application was fabricated using the best mechanical behavior performer composite, and the ANSYS (deformation) analysis was also performed.
Introduction
The increase in environmental awareness in the last few decades has led many researchers and professionals to work in eco-friendly composites that could partially or completely replace the synthetic fibers in versatile applications. Natural fibers possess various advantages namely lightweight, abundant in the source, less cost, and biodegradable [1]. Among the various natural fibers present, jute fibers and areca sheath fibers have great potential to be used as a reinforcement in polymer composites. Jute is one of the cost-effective natural fibers, which belongs to the family of genus Corchorus family Tiliaceae. It is abundantly grown in the regions of Bengal, India. It is used for many types of applications such as bags, ropes, etc., since it can be spun into coarse and long fibers [2]. These fibers are usually 1–4 m long, with color from brown to white (based on aging fade color is decided). White fade jute is used in this current work due to its high strength properties. Areca sheath fibers are obtained from the bark of betel nut plants. Areca belongs to species of Areca catechu L. family of palmecea originated from Malaya, and it is one of the major cultivation in the southern regions of India [3]. In order to improve the suitability of application, the natural fibers were combined with synthetic fibers namely glass fibers, which are readily available and are of low cost with good mechanical strength properties. The process of mixing synthetic fibers with natural fibers (i.e. process of adding more than one type of fiber in the matrix) is called as hybridization [4]. Ramesh et al. [2] studied the mechanical behavior of sisal-jute-glass fibers reinforced hybrid polyester composites. The results showed that the hybridization helped in enhancing the mechanical (tensile, flexural, and impact) properties. Latha et al. [5] investigated the effect of stacking sequence of bamboo/glass composites on mechanical and erosive wear behavior of the composites. The results showed that laminates with skin layers of glass fibers produced optimal strength and good wear resistance. Jawaid and Khalil [6] studied the tensile behavior of jute/palm fiber hybrid composites. These composites were fabricated using palm fiber as skin and the jute fiber as the core and vice versa. The authors proved that, when high strength fibers namely, jute was used as the skin layer, subsequently there was an increase in the mechanical strength. Mishra et al. [7] investigated the mechanical performance of glass fibers in pineapple leaf fiber/sisal fiber reinforced polyester composites. There was a good enhancement in the mechanical properties of the hybrid composites that comprised a small amount of glass fiber to the pineapple leaf fiber and sisal fiber that were reinforced in the polyester matrix. Sanjay and Yogesha [8] studied the mechanical properties of jute/kenaf/E-glass-woven fabric-based hybrid composites with various stacking sequence which was developed using vacuum bagging method. The results indicated that the tensile and flexural properties of E-glass fabrics at the skin layers, kenaf fabrics at the intermittent layers, and jute fabrics in the core layer-based epoxy composites showed superior mechanical strength. Ramnath et al. [9] fabricated and characterized the hybrid five-layer natural fibers composites having jute and abaca fibers with two extreme layers of glass fibers. It was proved that 75% abaca and 25% jute fibers based composites showed better results in all aspects; it was also found that higher strength fiber in the intermittent layers will produce improved mechanical properties. Ramesh and Sudharsan [10] investigated the mechanical properties of flax and glass fiber reinforced partially eco-friendly hybrid composites, which were fabricated with two different fiber orientations of 0° and 90° using hand lay-up process. The authors showed that composites with 0° possesed better mechanical properties compared to 90° orientation-based hybrid composites.
The surface treatment plays a vital role in improving the bonding nature of the fiber with the matrix. The literature states that alkali treatment improves the surface roughness and provides better interlocking between the fiber and matrix, thus improving its physical and mechanical properties. When the optimal percentage of alkali solution is used, Sawpan et al. [11] carried out the tensile test over various chemically treated hemp fibers and the NaOH-treated fibers. The results showed improvement in mechanical properties when compared with other treatments. Oushabi et al. [12] characterized the behavior of date palm fibers treated with different concentration of NaOH for 1 h in polyurethane composites. It was found that 5 wt % of alkali-treated fiber-based composites showed good improvement in ultimate tensile strength and ultimate flexural strength.
From the existing literature, it is clear that there are many hybrid composites work but there are very few works related to the stacking sequence, and there is no work regarding the hybridization of areca sheath fibers/jute fibers/glass fabrics-epoxy composites. Thus, the current study deals with the development of four different laminates using areca sheath fibers-jute fibers-glass fabrics using the epoxy matrix by varying stacking sequence. The mechanical behaviors are studied according to the ASTM. The fracture morphology was studied using scanning electron microscopy (SEM) analysis. A statistical method (ANOVA technique) has been introduced to study the percentage of variance and the significant satisfactory level of the developed best performing composite. Then, an “L” frame is developed using the best performer of the laminated composite for the application of a flower pot stand, and a finite element modelling is carried out for the same.
Materials and methods
Materials
The areca sheath fibers, jute fibers, and E-glass fabrics are shown in Figure 1(a) to (c), respectively. The SEM images showing diameter of areca sheath and jute fibers are given in Figure 1(d) and (e). The properties of areca and jute fibers are given in Table 1. The jute fibers were obtained from Anakaputhur Weavers Association, Chennai, Tamil Nadu, India, while the areca sheath was obtained from local areca plate making dealers of Chennai, Tamil Nadu, India. Epoxy resin (Araldite, LY556 grade, Manufacturer: Huntsman International LLC) was used as a binder to form the matrix with fibers. Hardener (Aradur, HY951 grade, Manufacturer: Huntsman International LLC) was mixed with the resin in an optimal ratio of 10:1 (resin to hardener ratio) to facilitate polymerization process [13]. E-glass fabrics, epoxy resin, and hardener were procured from Sakthi Fiber Glass, Chennai, Tamil Nadu, India. The properties of glass fibers are not given here since it is present in the skin of the composites and is common to all laminated composites, which were explored from literature studies [14].
(a) Jute fiber; (b) areca sheath fiber; (c) glass fabric; SEM images of (d) areca sheath fiber; (e) jute fiber. Properties of areca sheath and jute fibers. aAs obtained from literature since the materials are obtained from a similar source. bAs measured.

Fiber extraction and alkali treatment
The areca sheath was immersed in water for 10 days, and then they were manually retted using a wire brush up to the required length (200 mm) and were dried in sunlight for a week. Then, the fibers were demoisturized again in a hot air oven for 2 h at 50℃ in order to remove the traces of moisture content present in it [3]. The demoisturized fibers were treated with 5 wt% of NaOH solution for 1 h at room temperature, and the pH maintained was about 11.3 [17]. Then, the alkali-treated fibers were washed in running water to remove the traces of the alkali present in it. Finally, the treated fibers were dried in the hot sun for a week and subsequently dried in a hot air oven for 2 h at 50℃ to remove the traces of moisture. Jute fibers were obtained from manual retting process. The treatment was done similarly as of areca sheath fibers, and then drying was done in the hot sun for a week time followed by drying in hot air at 50℃ for 2 h, since the moisture content should be removed completely. A comb was used to remove the twists in the jute fibers to provide a good composite finish and uniform distribution as per the literature [18].
Preparation of composites
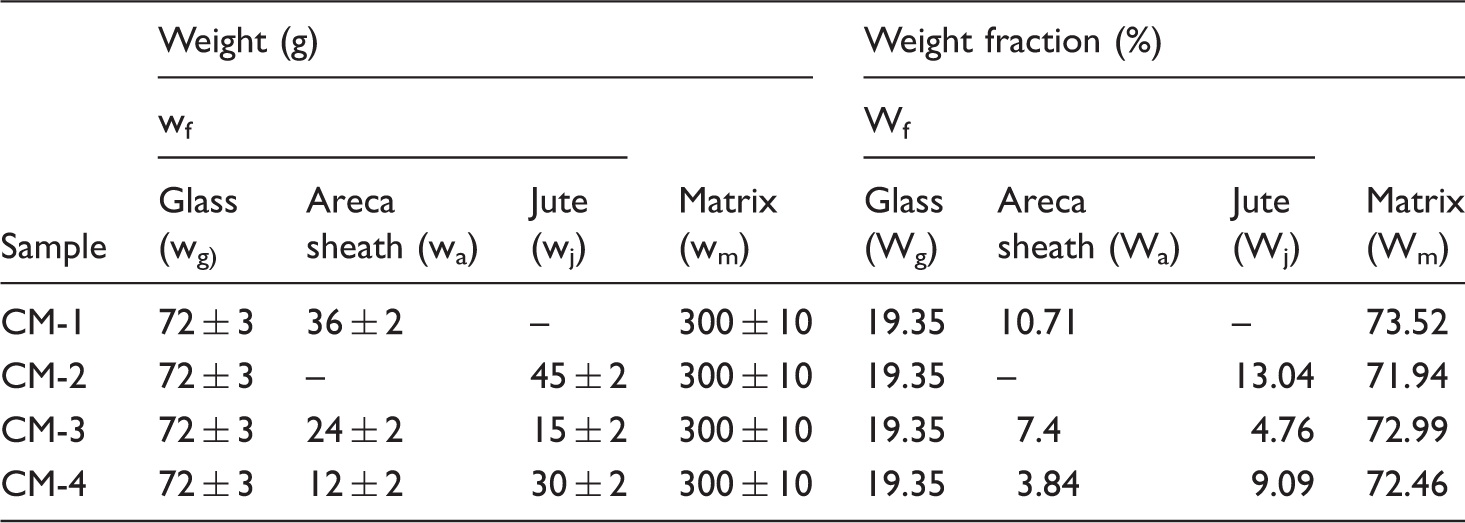
The composites were laminated using hand lay-up process. In the present study, five layers of three different fibers were stacked as per the sequence provided in Table 2. The top and bottom layers were placed with glass fabrics, while the second, third, and fourth layers were either areca sheath or jute or both the fibers based on the designated composite. The layers of fibers were fabricated using the addition of epoxy resin and hardener in required proportions (10:1 – epoxy-to-hardener ratio). Bi-woven mat-oriented E-glass fabrics were used as the skin layer to provide good surface finish and to increase the load-bearing applications. The stacking procedure is similar to Vijay and Singaravelu [19] and Sanjay et al. [15] except the variation in sequence and the size of the mold considered was 300 mm× 300 mm. The developed laminates were cut into required shapes after the layers are set and dried. Cross sectional view of the developed composite is presented in Figure 2. Fiber weight fraction used in the laminated composites are shown in Table 3. The weight fraction of the fibers is calculated using equation (1)
Cross sectional view of the developed composite (CM-03). Fiber layer sequence details. Fiber weight fraction.


Characterizations of fibers and laminated composites
Fourier transform infrared spectroscopy is used to find the functional groups present in the fiber and the constituent that corresponds to the functional group. The IR spectrum was recorded using Perkin Elmer/Spectrum 2 (Diamond UTAR). The spectrum was captured from 4000 cm−1 to 400 cm−1 with a resolution of 2 cm−1 signal-to-noise ratio at the rate of 32 scans/min. The mechanical characterizations namely tensile, flexural, compression, impact, and double shear tests were carried out for the laminated composite specimens according to ASTM. The testing procedures were carried out in room temperature. Three specimens were tested, and consistent results were reported for each test. Tensile tests were conducted using the servo-hydraulic universal testing machine (Model No.: UTES-40, Make: Fuel Instruments & Engineers Pvt. Ltd) with maximum capacity 400 kN according to ASTM D 638-14 with a loading rate of 2 mm/min. The specimen was cut to dog bone shape having dimensions 165 mm× 19 mm, and the mid-span length was 57 mm. The samples were held between grippers of the UTM, and the load was increased until the fracture occurred. Flexural tests were carried out according to ASTM D790-10 using a universal testing machine with model and make as stated above with a loading rate of 2 mm/min. The dimensions of the specimen are 165 mm× 19 mm. Three-point bending mode was applied for measuring the ultimate flexural load and strength, with rollers of diameter 30 mm. The application of load was made until the fracture occurs. The compression tests were carried out according to ASTM D695. The dimensions of compression specimen are 55 mm× 55 mm. The compression tests were carried out in the universal testing machine at room temperature conditions until the fracture occurs. The machine was fixed with a pair of compression plates, with diameter 120 mm for compressing the sample. The variations of stress with response to strain are obtained graphically for all the above tests. Impact properties were measured as per ASTM D256-10 in a Charpy impact testing machine (Model No.: IT-30 (D) and Make: Fuel Instruments & Engineers Pvt. Ltd) using a notched specimen. The dimensions of the impact specimen are 76 mm× 20 mm, with a notch angle of 90°. The double shear test was performed by applying a shear load along two directions simultaneously. The test was carried out in a universal testing machine and performed according to ASTM: D5379. The specimen of dimensions 76 mm× 20 mm, with notch angles of 90° on either side was held in a fixture, and load was applied till the material fracture. Three specimens were prepared from each composite for each test, and the results are reported in the forthcoming sections. The fractured interface (specimen) was cut into 15 mm× 15 mm using a diamond cutter, sputtered with conducting material (gold), and then analyzed in SEM of Tescan VEGA 3LMU, the Czech Republic to study the various morphologies of the tested specimen [13,19]. The digital photographs of the composite during the test and after testing are shown in Figure 3(A(a)) to (E(e)).
(A) Tensile test apparatus loaded with composite specimens; (a) composite specimen after tensile testing; (B) flexural test apparatus loaded with composite specimens; (b) composite specimen after flexural testing; (C) compression test apparatus loaded with composite specimens; (c) composite specimen after compression testing; (D) impact test apparatus loaded with composite specimens; (d) composite specimen after impact testing; (E) double shear test apparatus loaded with composite specimens; (e) composite specimen after double shear testing.
Results and discussion
FTIR study of treated and untreated fibers (jute and areca sheath fibers)
Figure 4(a) and (b) shows the Fourier transform infrared spectrums of untreated and treated specimens of jute and areca sheath fibers. The peak in the Figure 4(a) and (b) shows the wavenumbers corresponding to the functional group in the fiber constituent. Table 4 shows the functional group and the fiber constituent corresponding to the wavenumber of the FTIR spectrum. From Figure 4(a) and (b), the first intensity peak is seen at 3332, 3326, 3337, and 3327 cm−1 for the untreated and treated fibers of the areca and jute, respectively, attributes to the stretching of hydrogen-bonded O–H due to the presence of α-cellulose [20]. The second U shape bend is observed in the range 2924, 2921, 2932, and 2914 cm−1 for the untreated and treated fibers of areca and jute, respectively, attributes the C–H stretching and vibration from CH and CH2, which was due to the presence of cellulose and hemicellulose [21].
FTIR of untreated and treated (a) jute fiber; (b) areca sheath fiber. Functional groups corresponding to the fiber constituent.

The third intensity peaks are observed in the range from 1631, 1648, 1628, and 1558 cm−1, respectively, for the untreated and treated fibers, respectively, and are due to the bending of C=C due to the presence of lignin [21]. The fourth intensity peak is observed from the range 1427, 1416, 1427, and 1415 cm−1 due to the stretching of C–O attributes the presence of the aromatic ring in polysaccharides. The last peaks are observed from 1026, 1018, 1027, and 1047 cm−1 due to the presence of hydroxyl and ether groups in cellulose. From Figure 4(a) and (b), we can see that there is some amount of alpha cellulose, hemicellulose, lignin, etc. from the intensity peaks of the infrared absorption [22].
Tensile characteristics of the tested composites
The ultimate tensile strength of CM-4 composites is 5.52 times higher than CM-1, 1.72 times higher than CM-2, and 3.1 times higher than CM-3 as shown in Figure 5. The ultimate tensile strength of CM-4 showed the best result of 46.99 MPa followed by CM-2 composite due to the following reasons. High strength fibers present in the longitudinal and skin/intermediate layer (if the skin is constant for all composites) exhibit a better tensile strength compared to the others [23]. Similar behavior was seen in the study of woven jute and oil palm fruit fibers composites, where the outer skin jute fibers showed good tensile properties compared to the inner core jute fiber composites [24].
Ultimate tensile strength of the composites.
In particular, the lignin content plays an important role in determining the elongation rate of fibers. Higher lignin content minimizes the elongation rate, which leads to the poor tensile strength, in certain cases [19]. This phenomenon corresponds to the current study, in which CM-1 and CM-3 composites showed very less elongation when compared to the other composites due to the higher content of areca sheath fibers, which possess high lignin content compared to the jute fibers as shown in Figure 5. Cellulose content in the fibers plays an important role in determining the tensile strength (constructive way). Higher the cellulose content, higher will be the tensile strength, due to a higher degree of polymerization with matrix and its resistance to tension. Jute fibers also have lesser diameter with reduced lumen structure [25], so higher cellulose with reduced lumen structure as per the literature could be another possible reason for enhanced tensile strength, in case of CM-4 composites. These findings are also similar to the study of kenaf/coir hybrid fiber reinforced polymer nanocomposites in which higher cellulose kenaf fibers provided more tensile strength when less strength coir fiber is sandwiched in between them in the matrix [26]. Another possible reason is that improvement in the bonding of fibers with the matrix also enhances the tensile strength of the composites. The alkali treatment enhances the tensile strength of the composites by forming interlocks between the fiber and the matrix because the wax layer and other impurities get removed, thus enhancing the surface adhesion nature. A similar trend was seen in CM-4, where the high jute fibers are present in the intermediate layers which prevent the crack propulsion during the testing by improving the adhesion of fiber with the matrix, thus exhibiting a higher tensile strength [27]. The stress–strain graph for a tensile test of the developed composites is shown in Figure 6.
Tensile stress–strain graphs of the composites.
In the graph in Figure 6, it is seen that in CM-4 composites, there are some undulations caused due to the change in stacking sequence between the areca sheath fiber and jute fibers in the matrix with glass fibers at the skin of the composites. The composites CM-1 and CM-3 showed substantially inferior tensile strength when compared to the previous composites due to the presence of areca sheath fibers at the core and (or) intermediate, which produced less stress transfer owing to its chemical constituents and its poor tensile behavior as shown in Table 1. There is another concept of void formation also (though care was taken to eradicate it) in the case of CM-1 and CM-3 composites, since the increase in the diameter of areca sheath fibers increases the need of matrix, thereby causing fewer void pores. This also helped in the declination of the tensile strength and potentially reduces the adhesive nature [14]. This behavior (fiber debonding) is confirmed from the SEM image 10(d). Thus, hybrid composites always showed good tensile property; this concept is again proved in the current study, where areca sheath-jute-glass based composites (CM-4) showed superior ultimate tensile strength.
Flexural characteristics of the tested composites
The ultimate flexural strength of CM-4 composites followed by CM-2 composites is higher, i.e. the ultimate flexural strength of CM-4 is 5.4 MPa, while the CM-2 is 5.2 MPa. Then the CM-3 and CM-1 showed 2.25 and 2.1 MPa, respectively, as shown in Figure 7. The enhancement in the ultimate flexural strength of the composites CM-4 and CM-2 is due to the following reasons. The better adhesive nature of fibers and matrix plays a vital role in deciding the good flexural strength of the composites. The alkali treatment of the fibers enables better surface pores for the resin to adhere to it, leading to higher results. Similar behavior is seen in the current study.
Ultimate flexural strength of the composites.
The next possible reason for the increase in ultimate flexural strength in CM-2 and CM-4 composites was the reduction of moisture level drastically by undergoing drying process during various stages of treatment, which helped to adhere well with the matrix. It is in accordance with the literature that moisture prevents the better adhesion with the matrix leading to poor bonding characteristics [23]. As stated previously, hybridization also plays an improvement role in the enhancement of results. Areca sheath fibers upon sandwiched between high strength fibers (jute) render a good ultimate flexural strength. The same is confirmed by the literature study on the effect of hybridization of jute fibers with betel nut fibers in the polypropylene matrix. It was found that the mixing of alkali-treated jute fibers and betel nut fibers in the matrix improves the flexural strength of the composites [28]. The stress–strain graph of the laminated composites Figure 8 showed good stress distribution since the impurities and brittleness causing elements are removed leading to the better flexural strength [29]. Also, it is seen that in SEM Figure 15(d), fiber spitting occurs in jute fibers under flexural loading conditions which helps to enhance toughness in the fibers and thereby to the composites [30]. This also caused increased strain % as shown in Figure 8.
Flexural stress–strain graphs of the composites.
As stated earlier, there exist undulations in the graph due to the presence of higher diameter areca sheath fibers in the sequence in case of CM-4, CM-2, and CM-1. Also, the orientation of high strength fibers with uniform distribution leads to enhanced flexural strength as per the study on the mechanical behavior of abaca-jute-glass fibers reinforced epoxy composite [31].
Compression characteristics of the tested composites
Figures 9 and 10 show the compression results of the laminated composites. The key reason for the improvement in the ultimate compressive strength is due to the adhesion of the fiber and matrix. The less diameter of the jute adheres well with the matrix and causes a better load distribution to the nearby layers. It is stated in the literature that contact between two fiber in the composite without proper adhesion leads to an inefficient stress transfer between the fibers so as the composite [32]. So, as areca sheath fibers in the intermittent layer, being larger in diameter prevents the contact between the outer jute layers, thereby consequently increases the compressive strength. The enlarged lumen structure of the areca sheath fibers also helps to propagate the crack easily through it upon fracture, further leading the matrix getting more deep cracks thereby reduction in ultimate compressive strength as in case of CM-1 and CM-3. In the case of CM-4 composites, the enhanced adhesion of fibers with the matrix creates interlocks with the matrix preventing matrix mobility [23].
Ultimate compressive strength of the composites. Compression stress–strain graphs of the composites.
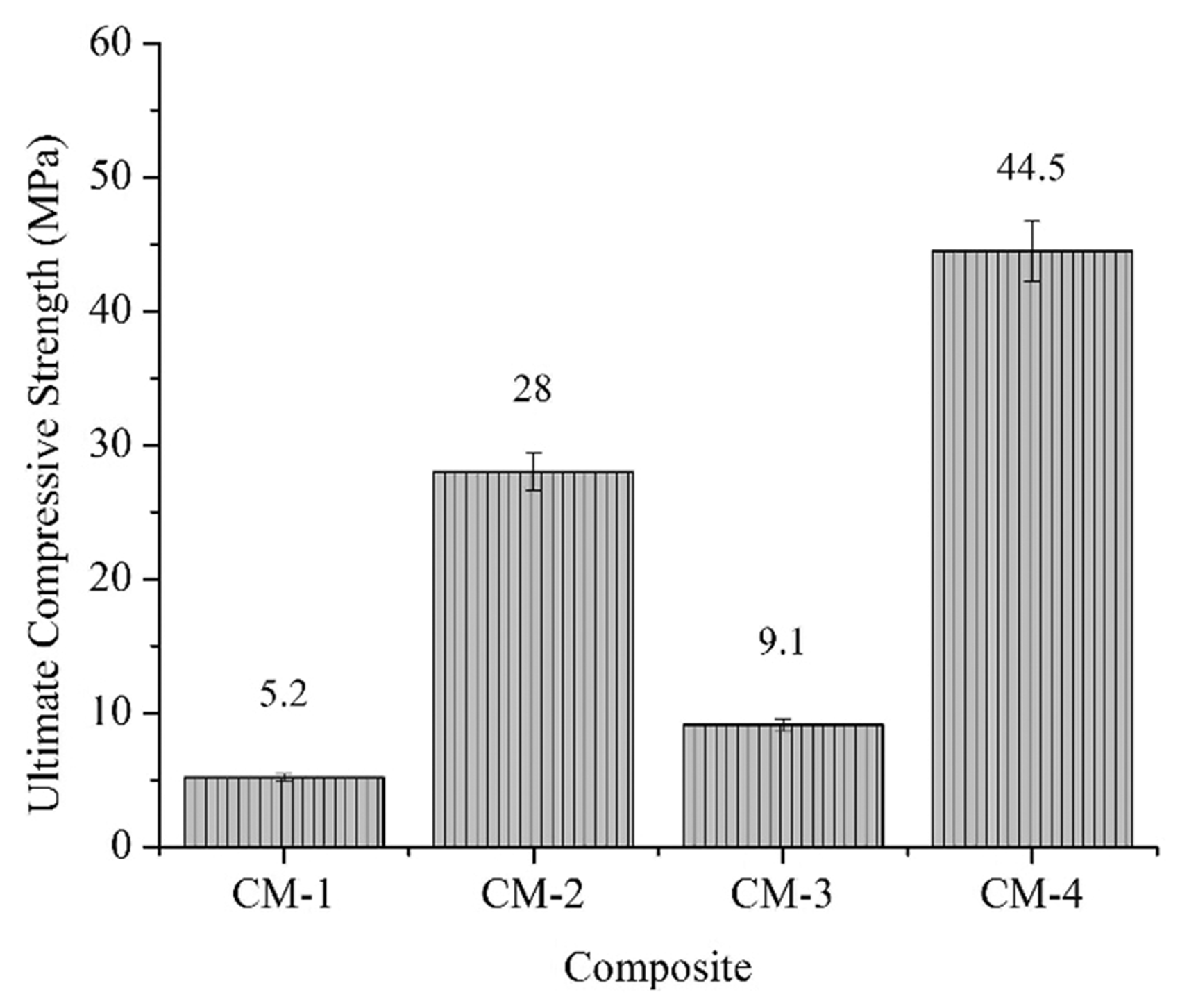
The ultimate compressive strength of the laminated composites is summarized in Figure 9. The ultimate compressive strength of CM-4 (44.5 MPa), which is 4.89 times higher than CM-3 (9.1 MPa), 1.6 times higher than CM-2 (28 MPa), and 8.6 times higher than CM-1 (5.2 MPa), respectively. The laminated composites CM-4 and CM-2 showed an improved ultimate compressive strength due to the stacking sequence and adhesive nature of the fiber and matrix. The stacking sequence involves the high strength fibers namely jute and glass present at the intermediate and skin layers, respectively, and enhances the load-bearing nature by leading a good stress transfer among the layers of the fiber and matrix. It is also shown in the stress–strain graph in Figure 10.
The energy absorbed during the fracture caused by shock load plays a crucial role in determining the impact nature of the composite. The impact characteristics are dependent on many factors namely chemical constituent nature of fiber, fiber-matrix interface, stacking sequence, geometry, and conditions of testing. Pure fiber matrix produces good impact nature since the shock load is absorbed by the same fiber in all the directions and sequence, and so there will be resistance to shock leading to higher impact resistance. Similarly, nature is visualized in the current study where CM-2 composite showed good impact resistance than its hybrid composites CM-4 and CM-3. This is in accordance with the literature findings where pure jute epoxy composites showed better impact strength when compared to hybrid and pure coir composites [16]. In the present study, the areca sheath fiber composite CM-1 showed poor impact properties. Thus, it is very clear that areca sheath fibers should be in the hybrid form (sandwiched or mixed) to enhance its impact resistance. In the study made with Cyperus pangorei and jute fibers, the hybrid composites showed good impact strength. But in the current study, this concept is not seen. Since the orientation and fiber geometry have been varied, which consequently changed the results [19].
The energy absorbed by the composites showed the trend of CM-2 > CM-4 > CM-3 > CM-1 as shown in Figure 11. The higher absorption properties of CM-2 are due to the presence of impact resistive properties such as good elongation properties with reduced diameter-based jute fibers in the composites leading to better adhesion with the matrix. It is also worth noting that natural fibers and its composites are dependent on the processing conditions and region from which fibers are extracted (environmental conditions). So, the results obtained are also dependent on them.
Energy absorbed by the composites during the impact test.
Shear characteristics of laminated composites
The stress–strain graphs for the shear tested composites are shown in Figure 12, in which the CM-04 composites showed the higher value of strength with good strain while the CM-03 and CM-01 showed inferior strength as well as the strain rates. From Figure 13, it is very clear that the laminated composite CM-4 possesses the highest ultimate shear strength of 32.58 MPa when compared to the other laminated composites. The improvement in the ultimate shear strength is due to the presence of high strength jute fibers in the intermediate layer and glass fibers in the skin. The ultimate shear strength of CM-4 is 7.55 times higher than CM-1, 1.78 times higher than CM-2, and 3.38 times higher than CM-3. The similar type of results is reported in the literature [9,31].
Shear stress–strain graphs of the composites. Ultimate shear strength of the composites.

SEM studies of the composites
SEM images corresponding to the stacking sequence of all the developed composites are given in Figure 14(a) to (d). Figure 14(a) shows the stacking sequence of CM-1 composite that possesses three layers areca sheath fibers, with glass fabrics as outer skin in the epoxy matrix. Figure 14(b) represents the stacking sequence of CM-2 that has three layers of jute fibers with glass fabrics as outer skin. It is seen that jute fibers have a good bonding nature with the matrix. Figure 14(c) shows the stacking sequence of CM-3 composite with two layers of areca sheath fibers with a core layer of jute fiber. It also possesses glass fabrics as the skin (outermost) layer. Figure 14(d) shows the stacking sequence in CM-4 composite that possesses two intermittent layers of jute fibers and one layer of areca sheath fiber in the core. The bonding nature of fibers with the matrix is good in this case.
SEM images corresponding to the stacking sequence of (a) CM-1; (b) CM-2; (c) CM-3; (d) CM-4. SEM images of fracture interface of tensile properties tested composite (a) CM-1; (b) CM-2; (c) CM-3; (d) CM-4.

SEM images of the fracture interface of tensile tests are given in Figure 15(a) to (d). Figure 15(a) shows the fracture interface of CM-1 composite in which there is a maximum fiber debonding, fiber tear, and fiber pull out due to the improper wetting of the matrix, leading to poor ultimate tensile strength. The lumen in areca sheath fiber is more, and also it has some lacuna which prevents the load-bearing capacity during tensile loading that in turn transfers the load to the matrix leading to deep matrix cracks in the CM-1 composite. Figure 15(b) shows that jute fiber has good bonding with the matrix compared to the areca sheath fiber in CM-1 composite. Jute fibers have a smaller diameter with a reduced lumen which helps to withstand the tensile stress developed during loading. This in turn helps to enhance the ultimate tensile strength of the CM-2 composite. It is visualized in the SEM image that crack initialization starts in the matrix and then to the jute fibers. But due to its high tensile strength nature, there is no fiber pullout. From Figure 15(c), it is visualized that matrix cracks with fiber debonding in the composite leading to poor ultimate tensile strength. Due to the poor strength of the areca sheath fibers, the matrix gets more crack initialization. Figure 15(d) shows good bonding nature of jute fibers with the matrix. This is mainly due to the surface treatment which enabled the firm bonding of fiber with the matrix, i.e. the wettability is increased. This behavior helped to enhance the load-bearing capacity of the CM-4 composites eventually leading to increased ultimate tensile strength. It is also seen that jute fibers in these composites have less fiber pullout, fiber debonding leading to enhanced interfacial bonding as stated in the literature [33].
SEM images of the fractured interface of flexural properties tested composites are given in Figure 16(a) to (d). SEM Figure 16(a) shows the fractured interface of CM-1 composite flexural specimen that has more fiber debonding and pullout, which leads to a large crack propagation to the matrix leading to a poor ultimate flexural strength. Figure 15(b) shows fiber fracture and matrix crack in the CM-2 flexural tested specimen. It also showed both fiber debonding as well as fiber bonding; this similar behavior is shown in the literature [33]. Figure 16(c) shows the fractured interface of the flexural tested CM-3 specimen where a large amount of fiber breakage, tear, and debonding are due to poor wettability of the matrix leading to a poor result. It also shows more resin cracks which are formed due to the poor load transfer during fracture. Figure 16(d) shows the better bonding nature of jute and areca sheath fibers with matrix leading to the good structural rigidity of the laminated composite. There is less fiber pull out visualized in the SEM image in the case of flexural test CM-4 composite specimen. It is also seen that jute fibers showed some fiber splitting, which enhances the load-bearing nature leading to higher ultimate flexural strength.
SEM images of fracture interface of flexural properties tested composite (a) CM-1; (b) CM-2; (c) CM-3; (d) CM-4.
Statistical analysis
One-way ANOVA for the best mechanical performer composites.
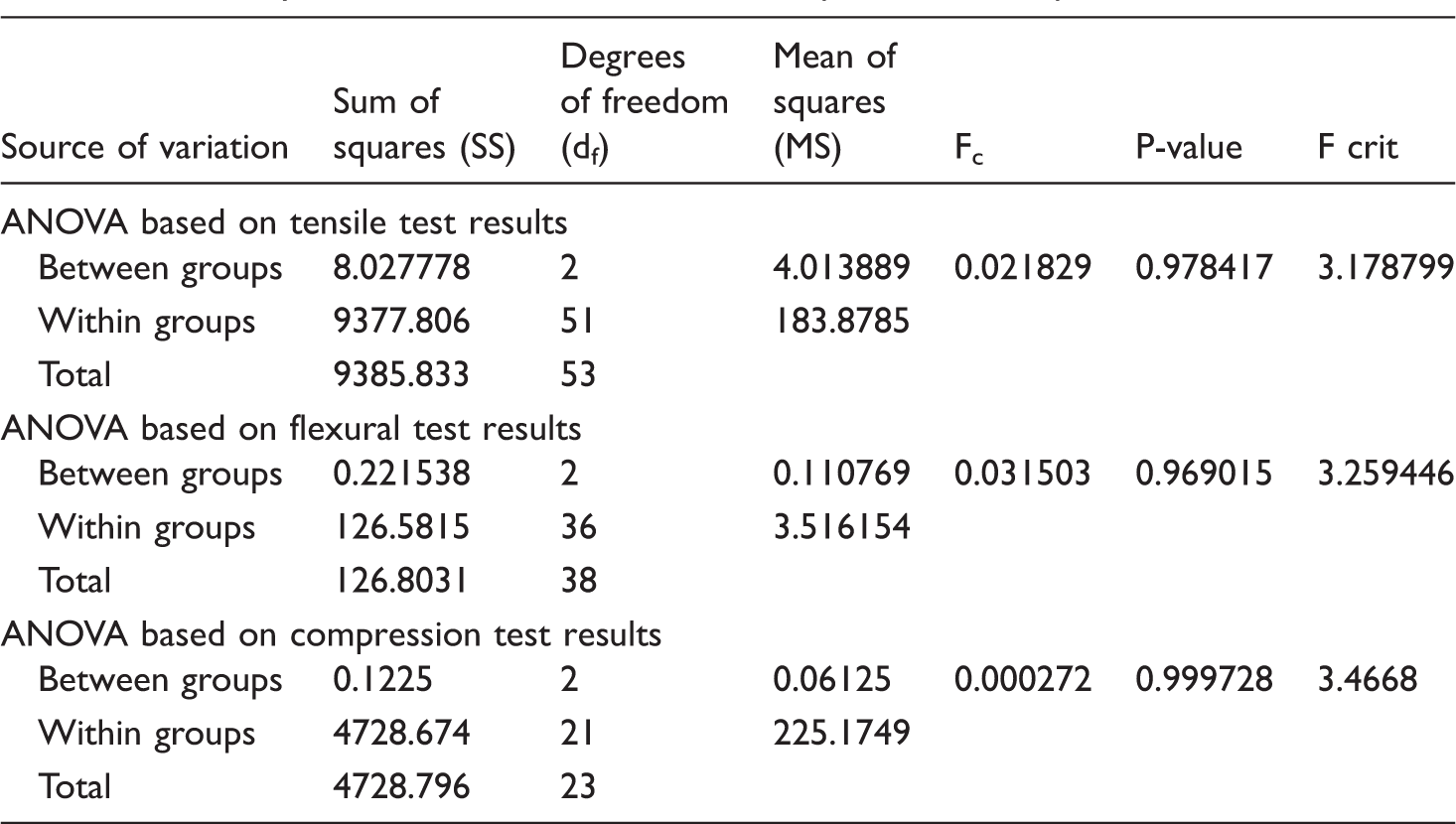
From the analysis in Table 5, we can observe that the P-value is greater than 0.05, which says that there is 95% significant statistical similarity between the specimens of the same composites, and H0 hypothesis denotes the same. In another way, from Table 5, it is observed that the statistical table value (Fcrit) or F-ratio is greater than the calculated Fc, and it is said to be the null hypothesis [34]. This gives clear-cut information that there is no significant difference between the specimens of CM-4.
“L” frame application and analysis of hybrid composites (CM-4)
Based on the experimental results, CM-4 composites proved to be the best due to its remarkable properties. The need for eco-friendly products is rising in the current scenario. There are some attempts that are made in literature namely laptop table, switchboard, tray, etc. [35,36]. As an attempt to provide a solution for the rising demand, these “L” frame applications are developed for placing the flower pot in houses. The CM-4 laminates were cut to a size of 200 mm× 100 mm for making “L” shape flower stand. The ends of the laminates are joined using clamps which are bolted to the laminate. Then two rectangular strips of size 140 mm× 20 mm each are joined by using adhesive (anabond base) to prevent its debonding from the frame. Then, it is dried for 2 h for its setting. The “L” frame is shown in Figure 17(a). To test its load-bearing nature, two flower pots of total weight 0.5 kg are placed over it, as shown in Figure 17(b). The “L” frame with flower pots is shown in Figure 17(c).
(a) Fabricated “L” frame with supports for flower pots stand applications using CM-4 composites; (b) weight of the flower pots; (c) “L” frame with flower pots;(d) 3D model of “L” frame; (e) mesh model of “L” frame; (f) deformation analysis of the “L” frame using ANSYS under 0.5 kg load conditions.
To check the deformation nature, the “L” frame was subjected to static structural analysis using ANSYS R15.0. Three-dimensional modeling was done using PTC CREO as shown in Figure 17(d). The 3D model is then imported in ANSYS R15.0 in IGES file format. Mechanical library for the laminated composite was framed accordingly (properties: density = 1.293 g/cc, Young’s modulus =313 MPa, Poison’s ratio = 0.3, tensile yield strength = 35.62 MPa, tensile ultimate strength = 46.99 MPa, compressive yield strength = 40 MPa, and compressive ultimate strength = 45 MPa). This analysis was done in ANSYS based on the literatures [10,37,38]. The model is then meshed in the form of triangular elements, comprising 33,947 nodes and 17,100 elements as shown in Figure 17(e).
The model is then subjected to total deformation conditions when subjected to a load of flower pots as measured in the weighing machine (0.5 kg). The results showed that the total deformation was 0.00026753 mm, which is very negligible as shown in Figure 17(f). It was seen in the deformation analysis. Thus, the hybrid composites can be suitable for various lightweight, high strength applications [10]. The future scope of this study is to introduce carbon nanotubes, aerogels, and other fillers in the composites. The experimental investigation of the future scope study will be done based on these thrust literature [39–43].
Conclusion
The hybrid composites using areca sheath fibers/jute fibers/glass fabrics reinforced in the epoxy matrix was laminated using hand lay-up process. Based on the results obtained from the research work, it has been subjected to a lightweight application such as “L Frame for flower stand” and the following conclusion had been drawn:
Hybrid areca sheath–jute–glass composites (CM-4) showed good tensile, flexural compression, and shear behavior followed by pure jute fibers–glass fabrics composite (CM-2) due to the presence of high strength jute fibers at their intermediate layers and good adhesion with resin due to alkali treatment. Impact studies showed pure jute fibers–glass fabrics composite (CM-2) as beneficial one due to the crack propulsion prevention nature. It is also noted that hybridization is very important for areca sheath fibers for better performance. SEM studies showed less fiber pullout with good fiber bonding in the case of CM-4 composites. One-way ANOVA technique proved that there is negligible significant difference between the various properties of the tested specimens of CM-4. Hybrid areca sheath–jute–glass composites (CM-4) showed very less deformation during the “L” frame flower pot stand application.
Thus, hybrid areca sheath–jute–glass composites can be the better solution for the applications which are in need of lightweight, high strength, and cost-effective manner.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.