
Abstract
The aim of the present investigation is to overcome the limitations of jute fibre-reinforced polyester composite. The jute fibre-reinforced polyester composites were prepared by hand lay-up technique followed by static compression using constant fibres length 15 mm and constant fibres loading 16 wt.%. In the present work, treated jute fibres consisted of alkali treated, poly(lactic acid)-coated and alkali-treated coated with poly(lactic acid). Mechanical properties in terms of tensile, flexural and impact test, and dynamic mechanical properties in terms of storage modulus
Keywords
Introduction
Nowadays, increase in environmental awareness has accelerated to researchers to develop bio-degradable composites by using bio-degradable reinforcement and bio-degradable polymers in place of petroleum-based polymers [1]. Natural fibres can be considered as one of the eco-friendly reinforcing materials which have the capability to replace the synthetic fibres on account of its acceptable mechanical performance. These fibres have many advantages such as abundant, low production cost, low density, high specific strength and modulus, less wear and tear, recyclability, resistance to fatigue and corrosion, eco-friendliness and biodegradability [1–6]. Due to these properties of natural fibres, their polymer-based composites are being used in many applications such as packaging, building and constructions, sports, electrical, boats, furniture and office products [7–9]. In addition to this, natural fibre-reinforced polymer composites (NFRPCs) have been used in the interior parts of automobiles, aircrafts and railways [10]. Moreover, NFRPCs have been used in making of the externals parts of electronic products such as mobile, laptop and so far [10,11]. However, these fibres have some main disadvantages also such as higher water absorption, lower mechanical strength (generally impact) as compared to synthetic fibres, low thermal stability and poor compatibility [12–17]. Therefore, researchers have challenge to minimize these disadvantages of natural fibres.
Properties of jute fibre [17].

Properties of PLA [17].

PLA: poly(lactic acid).
Many attempts have been carried out to overcome the limitations of natural fibres by improving the interfacial fibre–matrix adhesion using various types of chemical treatments. Haque et al. [24] determined that the effect of various treatments involves acrylation, permanganate, silane treatments, acetylation and alkalization on mechanical properties of chopped sisal fibre-reinforced polyester composite. It was reported that all treatments had increased the properties of prepared composites. In addition, it was also reported that acrylated sisal composite had the highest impact strength, whereas acetylated sisal composite had the highest tensile strength. Alkali treatment is one of the most widely used chemical treatment. The effect of alkali treatment on mechanical properties of polymer-based composites reinforced by various natural fibres such as jute [25], acacia leucophoea [26], hemp [14], and alfa [27] was carried out and reported that mechanical properties of these composites were improved after alkali treatment. Another commonly used chemical treatment is benzoylation which was performed by the researchers to improve the mechanical and thermal properties of NFRPCs [28,29].
Only chemical treatments of natural fibres are not much efficient to improve their composite's properties. Hence, there is need of a novel treatment which could enhance the properties of composites so that they could be used in engineering and more advanced applications. Therefore, in this study, it was aimed to overcome the main limitations of JFRPCs by using a new approach of treatment as PLA coating on alkali-treated jute fibre.
Materials and methods
Materials
Jute fibres were purchased from Uttarakhand Bamboo and Fibre Development Board, Dehradun, India. Unsaturated polyester resin, ketone peroxide (catalyst) and cobalt naphthalate (accelerator) were purchased from Technopal Polychem Private Limited, New Delhi – India, and PLA was purchased from Eshwari Chemtech Limited, Bangalore-India.
Alkali treatment
The jute fibres were immersed in 5% NaOH solution at 30℃ for 30 min. The fibres were then washed several times with distilled water followed by immersion of fibres in very dilute HCl in order to remove the NaOH adhering from the surface of the fibres. Finally, the fibres were again washed several times with distilled water and then dried in a hot air oven maintained at 70℃ for 24 h. Reactions of NaOH with jute fibre are given as follows

PLA coating of fibres
Initially, PLA pellets were immerged with 2% w/v of PLA in chloroform solution for 8 h. Subsequently, the solution was stirred manually and heated to 60℃ to make sure a uniformly dispersion of PLA into chloroform solution. After preparing PLA solvent, jute fibres were soaked and then taken out immediately. Finally, coated fibres were dried at room temperature for 24 h and then finally dried at 40℃ for 6 h in a hot air oven. A schematic diagram of PLA coating on jute fibre is provided in Figure 1.
Schematic diagram of process of PLA coating. PLA: poly(lactic acid).
Fabrication method
Initially, untreated and treated jute fibres were chopped by a scissor into length of 15 mm as recommended by Venkateshwaran et al. [30]. In order to prepare the polyester matrix, polyester resin was mixed with 2% catalyst and accelerator. Then mixture was stirred thoroughly to ensure consistent mixing. After the preparation of reinforcement and matrix materials, the composites were fabricated by hand lay-up technique followed by static compression keeping constant 16 wt.% of total fibres content in each composite as recommended by Venkateshwaran et al. [30]. During the fabrication process, a stainless steel mould having dimensions of 300 mm × 200 mm × 3 mm was used to make the 3 mm thickness of composite laminate. The cast of each composite was cured under a load of 50 kg for 24 h before it was removed from the mould. Silicon spray was used to facilitate easy removal of the laminates from the mould after curing. Specimens were cut in proper dimensions as per the ASTM standard using a diamond cutter subjected to analysis of mechanical, thermal and water absorption properties. A schematic diagram of fabrication process is provided in Figure 2.
Flow chart of fabrication method.
The notations of prepared untreated and treated jute composites are given as follows: JC (untreated jute fibre-reinforced polyester composite), JT1 (alkali-treated jute fibre-reinforced polyester composite), JT2 (PLA-coated jute fibre-reinforced polyester composite) and JT3 (alkali-treated with PLA-coated jute fibre-reinforced polyester composite).
Scanning electron microscope
The morphological analysis of untreated and treated jute fibres and its polyester-based composites was studied using the scanning electron microscope (SEM) instrument (model, Carl Zeiss EVO MA 15). The samples were mounted on an aluminium stub using double-sided tape and all specimens were coated with very thin layer of gold to prevent electric charging during examinations. The SEM micrographs were obtained up to 5000 × through secondary electron imaging conditions.
Mechanical properties
Tensile properties
Tensile test of the composite samples was performed on Universal testing machine (model, Tinius Olsen H 10 K-L) with a crosshead speed of 1 mm/min. Tests were conducted as per the ASTM D 638 [31], using dimension of specimen as 165 mm × 13 mm × 3 mm with span length of 50 mm. Five specimens of each composite were tested and their average values along with standard deviations were reported.
Flexural test
Flexural test of the composite was carried out using a three-point bending test on Universal testing machine (Tinius Olsen H 10 K-L) with a crosshead speed of 1 mm/min. Samples for the flexural test were prepared in dimensions of 80 mm × 12.7 mm × 3 mm as per the ASTM D790 [32]. Flexural strength and flexural modulus were calculated as follows


Impact test
Izod impact test with notch of untreated and treated jute composites was performed on Tinius Olsen Impact 104 machine. Samples for the impact test were prepared in dimensions of 65 mm × 12.7 mm × 3 mm with 2.5 mm notch thickness as per the ASTM D 256 [33]. Five specimens of each composite were tested and their average values along with standard deviations were reported.
Dynamic mechanical analysis
The dynamic mechanical properties of untreated and treated jute composites were studied using the dynamic mechanical analyzer (model, Seiko instruments DMA 6100). For DMA test, rectangular specimens were prepared in dimensions of 50 mm × 13 mm × 3 mm as per the ASTM D 5023 [34]. Experiments were carried out under the three-point bending mode and at 5 Hz frequency within the temperature range of 30–200℃.
Water absorption behaviour
Analysis of water absorption behaviour of untreated and treated jute composites was investigated as per the ASTM D 570 [35]. The specimens were prepared for water absorption test in dimensions of 20 mm × 20 mm × 3 mm. The test specimens were soaked in the distilled water at 30℃ to study the kinetics of water absorption behaviour. The samples were taken out periodically and weighed immediately, after wiping off the water particles from the surface of the specimen using dry and clean cotton cloth. The weight of sample before and after absorption was found out using an electronic balance accurate to 10−4 g. The percentage of water absorption was calculated using equation (3)

At several periods (24 h) of soaking time, the percentages of water absorption were calculated and then plotted against square root of soaking time in second in order to calculate the diffusion coefficient. Diffusion coefficient was calculated from the slope of curve between the percentages of water absorption and square root of immersion time using the following equation [8]

The following equation was used to find out the value of m.

In addition to this, sorption coefficients were calculated as follows [8]

The combined effect of sorption and diffusion coefficient was presented by permeability coefficient, which is calculated as follows [8]

Results and discussion
SEM analysis of untreated and treated jute fibres
SEM analysis of fibres is an important investigation to predict its adhesion with polymers prior to the preparation of composites. Therefore, SEM analysis of untreated and treated jute fibres used as reinforcement for polyester matrix is presented in Figure 3. Smooth surfaces of untreated jute fibres can be seen in Figure 3(a). This may be attributed to the presence of hemicelluloses and lignin keeps the surface smooth. But in Figure 3(b), a rough surface can be observed because of the removal of hemicelluloses and lignin by alkali treatment. The increase in roughness of fibres provides more fibre surface to be wetted by the polymer matrix thereby increasing the adhesion between fibres and matrix [26,36–38]. In Figure 3(c), less roughness was observed due to PLA coating on fibres which can provide average fibre–matrix adhesion. It is important to notice that PLA coating on the surface of fibres can also improve the surface roughness of fibres without removal of hemicelluloses and lignin because it acts as an external non uniform rough thin layers on the surface of fibres [39]. In addition to this, PLA coating may convert hydrophilic nature of natural fibres into hydrophobic nature which in turn increases the adhesion of fibres with polymers. The highest surface roughness can be observed for composite JT3 because of combined effect of alkali treatment and PLA coating (Figure 3(d)).
SEM images of jute fibres: (a) jute fibres, (b) alkali-treated jute fibres, (c) PLA-coated jute fibres and (d) alkali-treated and PLA-coated jute fibres. PLA: poly(lactic acid).
Mechanical properties
Tensile properties
Tensile properties of untreated and treated jute composites.

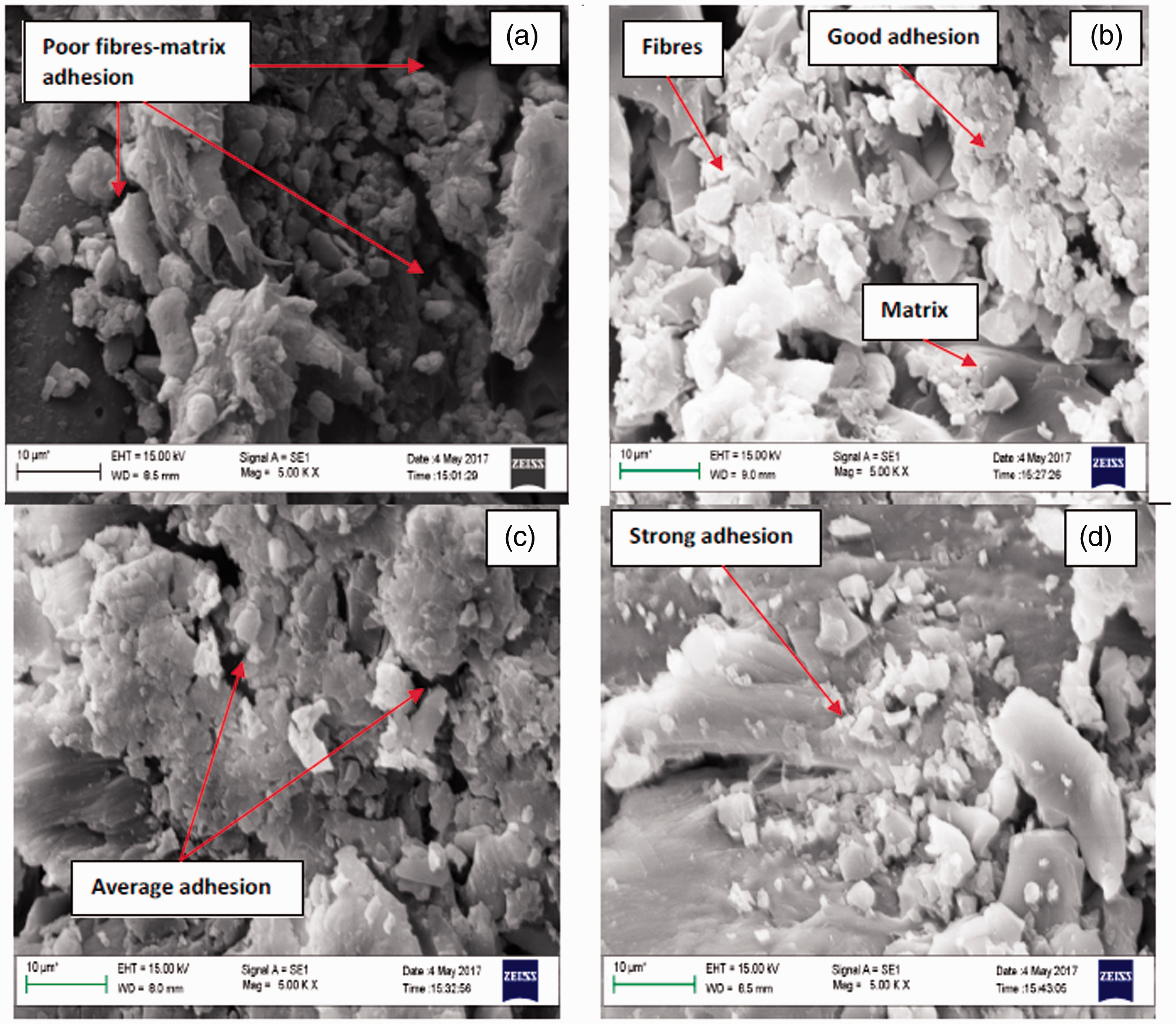
SEM images of polyester based composites reinforced by: (a) jute fibres, (b) alkali-treated jute fibres, (c) PLA-coated jute fibres and (d) alkali-treated and PLA-coated jute fibres. PLA: poly(lactic acid).
Flexural properties
Flexural properties of untreated and treated jute composites.

Impact properties
Impact strength of untreated and treated jute composites.

Dynamic mechanical properties
Storage modulus
Storage modulus is defined as the amount of the maximum elastic energy stored by the materials during deformation. It is typically linked to Young's modulus and shows the stiffness and load-bearing capacity of the materials [41,44]. The variation in storage modulus of untreated and treated jute composites as a function of temperature at frequency of 5 Hz is shown in Figure 5. In glassy region, it can be noticed that all treated composites have higher values of Variation in storage modulus with temperature for untreated and treated jute composites.
Loss modulus
Loss modulus is the measurement of energy dissipated in the form of heat by material during deformation, and shows the viscous response of the materials [47]. The peak of loss modulus curve of polymeric materials is known as dynamic Tg. The Tg can be obtained from the peak of either Variation in loss modulus with temperature for untreated and treated jute composites. Variation in Tg values for untreated and treated jute composites.

Damping
Damping or Variation in Tanδ with temperature for untreated and treated jute composites.
Water absorption properties
Water absorption is one of the main drawbacks of natural fibres which occur because of its hydrophilic nature which is due to the presence of hydroxyl group. In NFRPCs, water absorption mainly depends upon diffusion of water molecules into micro gaps presented in polymer matrix, and interfacial bonding between fibres and matrix. In addition to this, propagation of micro cracks due to swelling of the fibres also affected the water absorption [48,49].
The percentage of water absorption against square root of time for untreated and treated jute composites is plotted in Figure 8. It can be seen that initial rate of water absorption is linear for the all jute composites. After extending the immersion time, percentage of water absorption slows down and then approaches to saturation stages after a certain number of days. These types of behaviour for jute composites can be modelled as Fickian diffusion process [50]. The rate of water absorption can be calculated by the slope of water uptake verses time graph, which is found lowest for the composite JT3 due to strong adhesion which strongly restricts the development of micro voids. The saturation time is found lower, i.e. 20 days in composite JT3 followed by JT2, JT1 and JC, as shown in Table 7. The maximum value of percentage of water uptake is shown by jute composite JC due to hydrophilic nature of jute fibres and micro-voids presented in composite which allows easy diffusion of water molecules. Alkali-treated jute composite JT1 has 20% less water uptake than JC. This happening can be because of alkali treatment impact. In alkali treatment, removal of hemicellulose and lignin leads to reduction of fibre's diameter and hence increase in aspect ratio L/d takes place, thereby larger area of fibres will be available for adhesion [51,52]. Another reason behind lower water absorption of alkali-treated composites is conversion of hydrophilic nature of jute fibre into hydrophobic nature by alkali treatments, as reported by Sampathkumar et al. [53]. PLA-coated jute composite JT2 has the better resistance to water absorption than JC and JT1 as PLA coating keeps isolated the jute fibres from the water being absorbed which results decrease in water absorption. Moreover, composite JT3 has the lowest percentage of water uptake (4.02) which is 42% lower than that of untreated jute composite JC. The lowest water absorption of composite JT3 may be due to the combined effect of alkali treatment and PLA coating which provides strongest fibre–matrix adhesion, negligible micro-voids, converting the hydrophilic nature into hydrophobic nature, and keeps the fibres isolated from water.
Variation in water absorption with square root of time for untreated and treated jute composites. Water absorption properties of untreated and treated jute composites.

Furthermore, water absorption kinetics parameters such as diffusion coefficient, sorption coefficient and permeability coefficient are also carried out for untreated and treated jute composites, and these data are summered in Table 7. Diffusion coefficient is the main outcome of Ficks model which shows the ability of diffusion of water molecules into composites. Highest value of diffusion coefficient was found for the pure jute composite owing to hydrophilic nature of jute fibre and micro voids presented in the composite. On the other hand, its lower values were found for treated composites due to removal of hemicellulose and lignin which are the main cause for water absorption. It is important to notice that values of diffusion coefficient obtained from this study are very close to those reported in literature [30,50]. Sorption coefficient is another important outcome of Ficks model which shows the ability to resist the diffusion of water molecules into composites. Its lowest value was found for pure jute composite JT, whereas its higher values were found for treated jute composites. Permeability coefficient shows the net effect of water absorption, and its highest value was found for jute composite JT as expected.
Conclusions
In the present study, a novel physical treatment consisting of PLA coating is successfully carried out and its effects on mechanical, thermal and water absorption properties of jute fibre reinforced polyester composite are presented. The main objective of this treatment was to reduce the limitations of jute composites so that it can be used in engineering applications with better mechanical performance. A positive effect of treatment was observed in terms of a significantly increase in mechanical, thermal and water resistance properties. Composite of alkali-treated jute fibres with PLA coating (JT3) provided the highest mechanical performance, thermal stability and water resistance properties. Generally, chemical treatments were performed to improve the mechanical performance of the bio composites, but in some cases, impact strength was found to decrease after treatment which shows a negative effect of chemical treatment. However, composite JT3 exhibited the improved impact strength also. Composite JT3 has lowest water absorption which shows that PLA coating has capability to reduce water absorption up to a desired level. Moreover, composite JT3 has the highest thermal stability and load-bearing capacity due to strongest fibre–matrix adhesion (Figure 3). Finally, it can be concluded that PLA coating is an effective treatment to increase the overall performance of jute fibre-reinforced polyester composite as well as other polymer-based natural fibres composites. PLA coating makes natural fibres completely biodegradable because itself it is a bio-degradable polymer. PLA coating as a novel treatment can motivate researchers for new and advanced applications of NFRPCs.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.