
Abstract
Phoenix sp. fiber-reinforced epoxy composites have been manufactured using compression molding technique. The effect of reinforcement volume content (0%, 10%, 20%, 30%, 40%, and 50%) and size (300 µm particles, 10 mm, 20 mm, and 30 mm fibers) on quasi-static and dynamic mechanical properties was investigated. Moreover, the water absorption properties of composites were analyzed at different environmental conditions (10℃, 30℃, and 60℃). For each reinforcement size, composites loaded with 40% in volume show highest tensile and flexural properties. Furthermore, composites with 300 µm particles present the best impact properties and the lowest water absorption, regardless of the environmental condition. The dynamic mechanical properties of the composites loaded with 40% in volume were analyzed by varying the reinforcement size and the load frequency (i.e., 0.5 Hz, 1 Hz, 2 Hz, 5 Hz, and 10 Hz). It was found that the glass transition temperature of short fiber-reinforced composites is higher than that of the composite loaded with particles.
Introduction
Nowadays, both industry and academia show an increasing interest in environmental matters and energy optimization. To this aim, lightweight structures and green solutions are proposed with a dual result: an increased efficiency of the structures in terms of environmental impact and an optimization of the payload related to the ultimate product. In this regard, natural fiber-reinforced composites attract engineers and manufacturers due to their special features such as biodegradability, lightweight, non-hazardousness, safe manufacturing processes, renewability, low cost, availability, and good acoustic and electrical insulation properties [1]. As a result, the increasing demand of natural fibers leads to search and identify new natural fibers that match the market and certification authority’s requests. To these purposes, Phoenix sp. fibers, which are extracted from the petioles of Phoenix sp. plants, are considered in this work.
Plants belonging to the Phoenix species are traditionally used for decorative purpose or for the production of fruits. Considering that the maintenance of this plants produces considerable amount of agricultural wastes (especially petioles with leaves), an alternative use of these waste products is proposed in this work: i.e., to obtain fibers and particles to be used as reinforcement of polymer-based composites. However, to use natural fibers as reinforcement of composites materials, a complete knowledge of the fibers properties and their interaction with the polymer matrices is mandatory. Several less common natural fibers as snake grass [2–4]; Arundo Donax [5, 6]; artichoke [7, 8]; rice straw [9]; banana empty fruit bunch [10]; jowar, sisal, and bamboo [11]; alfa [12]; and rattan [13] were recently investigated in order to evaluate their use as reinforcement in polymer-based composites.
The experimental results showed, in some cases, that polymer composites may have lower properties than the neat resin due to low compatibility between hydrophilic fibers and hydrophobic thermoset resin. In particular, Murali et al. [14] analyzed the compatibility between several lignocellulosic fibers (i.e., vakka, sisal, bamboo, and banana) and polyester resin matrix through scanning electron microscopy (SEM) of fractured specimens. In addition, mechanical and dielectric properties were investigated for the above polyester composites, as a function of the fiber volume fraction. It was found that vakka fiber composites have similar or higher mechanical properties than those of other composites investigated, at the same fiber content. In addition, it was found that the dielectric strength of vakka fiber composite increases with fiber volume fraction unlike the case of sisal, bamboo, and banana composites. Reis and Motta [15] studied the mechanical behavior of piassava fiber-reinforced biopolymer matrix (i.e., Castor oil polymer mortars) showing that castor oil polymer mortars reinforced with piassava fiber lees as partial replacement of natural aggregate produces similar properties to epoxy-based polymers mortars. Anbukarasi and Kalaiselvam [16] investigated the effect of fiber dimensions, volume fraction, and alkaline treatments on mechanical, thermal, and water absorption properties of luffa-reinforced epoxy composites. In particular, luffa fiber was prepared in three different forms (i.e., Mat fiber, Single fiber, and particles). It was found that the composites with a fiber volume fraction of 40% of treated mat fibers possess the best mechanical properties. Furthermore, the treated fiber-reinforced composites showed better thermal stability and the particle fiber-reinforced composites exhibited good water absorption capability.
The physical, chemical, and mechanical properties of the Phoenix sp. fibers were studied in our previous work [17]. In particular, the fiber morphology was studied by using SEM, whereas X-ray diffraction and Fourier transform infrared spectroscopy were used to identify the crystallinity index and the chemical groups, respectively. Moreover, their chemical composition (i.e., cellulose, hemicellulose, lignin, and ash contents) was determined and their mechanical characterization was carried out through single fiber tensile tests. The experimental results were comparable to those of other lignocellulosic fibers, confirming that Phoenix sp. fibers represent a valid alternative to other ones as reinforcement of polymer-based composites. Another of our recent work [18] aimed to investigate the fiber/matrix interface properties of epoxy-based composites reinforced by Phoenix sp. fibers. It was found that NaOH treatment leads to substantial improvements in terms of compatibility and this process might be considered as a useful step for the production of this novel kind of fibers.
In addition to their poor mechanical properties, one of the major drawbacks of the natural fiber-reinforced composites is their high tendency to absorb water. This means that, if exposed to humid environmental conditions, their aging resistance in humid environments is limited and their application is limited to non-structural or semi-structural interior products. In this contest, several studies were carried out to evaluate the aging resistance of natural fiber-reinforced composites. In particular, it was found that sansevieria fibers-reinforced composites [19] and sisal fiber-reinforced polyester composites [20] showed a reduction in mechanical properties under moisture-absorbed conditions. Moreover, pultruded kenaf fiber-reinforced composites [21] showed a worsening of their dynamic mechanical properties. On the other hand, several recent studies were aimed to improve the properties of natural fiber-reinforced polymer matrix composites to expand their applications in different fields [22–26]. In this context, this study aim to enhance the knowledge of the properties of epoxy resin reinforced with a natural fiber (Phoenix sp.). To this purpose, the effect of fiber volume fraction and fiber length on tensile, flexural, impact, water absorption, and dynamic mechanical properties is studied.
Materials and methods
Phoenix sp. fiber
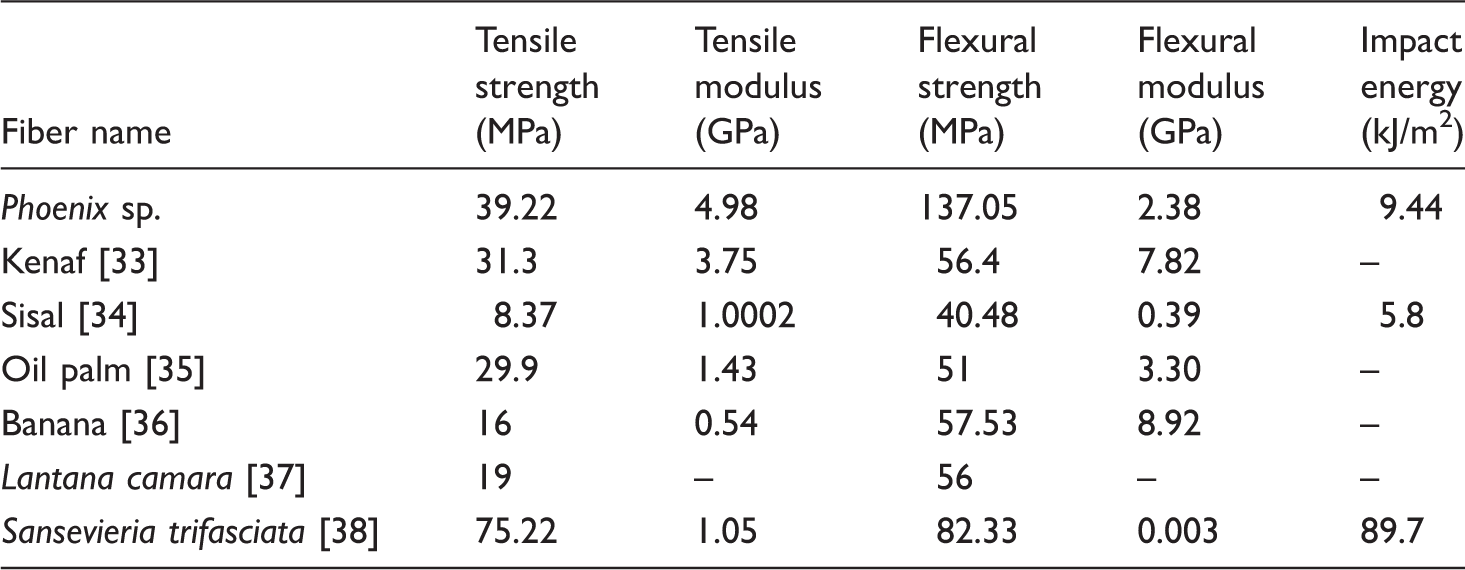
Properties of the Phoenix sp. fiber [17].

Resin and hardener
A commercial epoxy resin LY556, supplied by Covai Seenu & Company (Coimbatore, India) mixed with its own amine-based hardener HY951 (mixing ratio 9:1 by weight) was used as matrix. As reported in the datasheet, the densities of epoxy and hardener are 1.15–1.20 g/cm3 and 0.97–0.99 g/cm3, respectively [27].
Manufacturing process of the composites
The composites were prepared by using Phoenix sp. fiber as reinforcement in different forms such as 300 µm particles and chopped short fibers with length of 10 mm, 20 mm, and 30 mm, respectively. The dried fibers were cut to above-mentioned lengths by using scissors whereas a powder was obtained by using a ball mill. Then, the so obtained powder was sieved to obtain particles with maximum size equal to 300 µm. Both particles and randomly oriented short fibers composites were made with fiber volume content equal to 0% (i.e., neat resin), 10%, 20%, 30%, 40%, and 50%, respectively. The volume fraction of fiber (Vf) is calculated by using the following relation [27].

Composites were manufactured through compression-molding technique placing the reinforcement on a die and pouring the resin/hardener mix on to it. The mold was kept under a pressure of 4.5 bar for 6 h using a hydraulic press to obtain a uniform thickness in the whole plate, as suggested by the supplier. Composite panels with dimension 300 × 300 × 3 mm3 were subjected to a post curing process for 4 h at 60℃ in an oven to promote the homogeneity of the curing process. Samples were obtained by cutting the panels with the aid of a diamond saw.
Tensile test
The tensile tests were carried out according to ASTM D 638 standard [28], using a Kudale Instrument—Model PC2000 electronic tensometer, equipped with a 5 kN load cell. Five dog-bone samples with size 165 × 13 × 3 mm3 were tested for each condition, setting the cross-head speed to 1 mm/min. (Figures 1 and 2).
Experimental setup for tensile test. Tensile fractured specimens.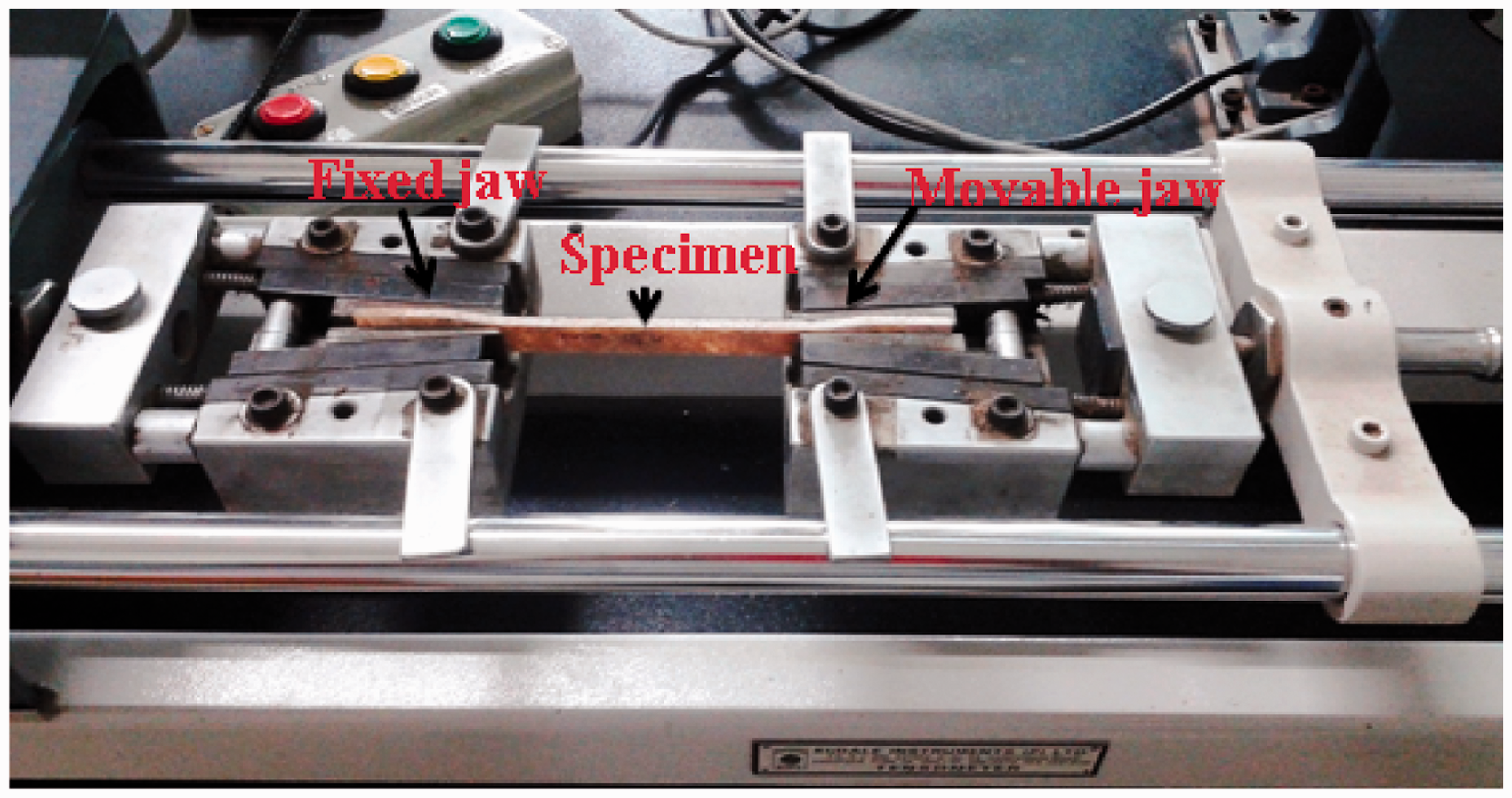

Flexural test
Three-point bending tests were performed, by using a Universal Testing Machine (Deepak Poly Plastic Pvt. Ltd. India) equipped with a load cell of 2 kN, according to ASTM D 790 standard [29]. Five prismatic samples of size 12.7 × 3 mm2 were tested for each condition, setting the span length equal to 48 mm and the cross-head speed of 2.5 mm/min. The fractured samples are shown in Figure 3.
Flexural fractured specimens.
Impact test
Izod impact tests were carried out according to ASTM D 256 [30], using a IM245 impact testing machine (Deepak Poly Plastic Pvt. Ltd. India), equipped with a pendulum of a potential energy of 2.57 J. Five un-notched samples of size 64 × 12.7 × 3 mm3 were tested for each condition. The fractured samples are shown in Figure 4.
Impact fractured specimens.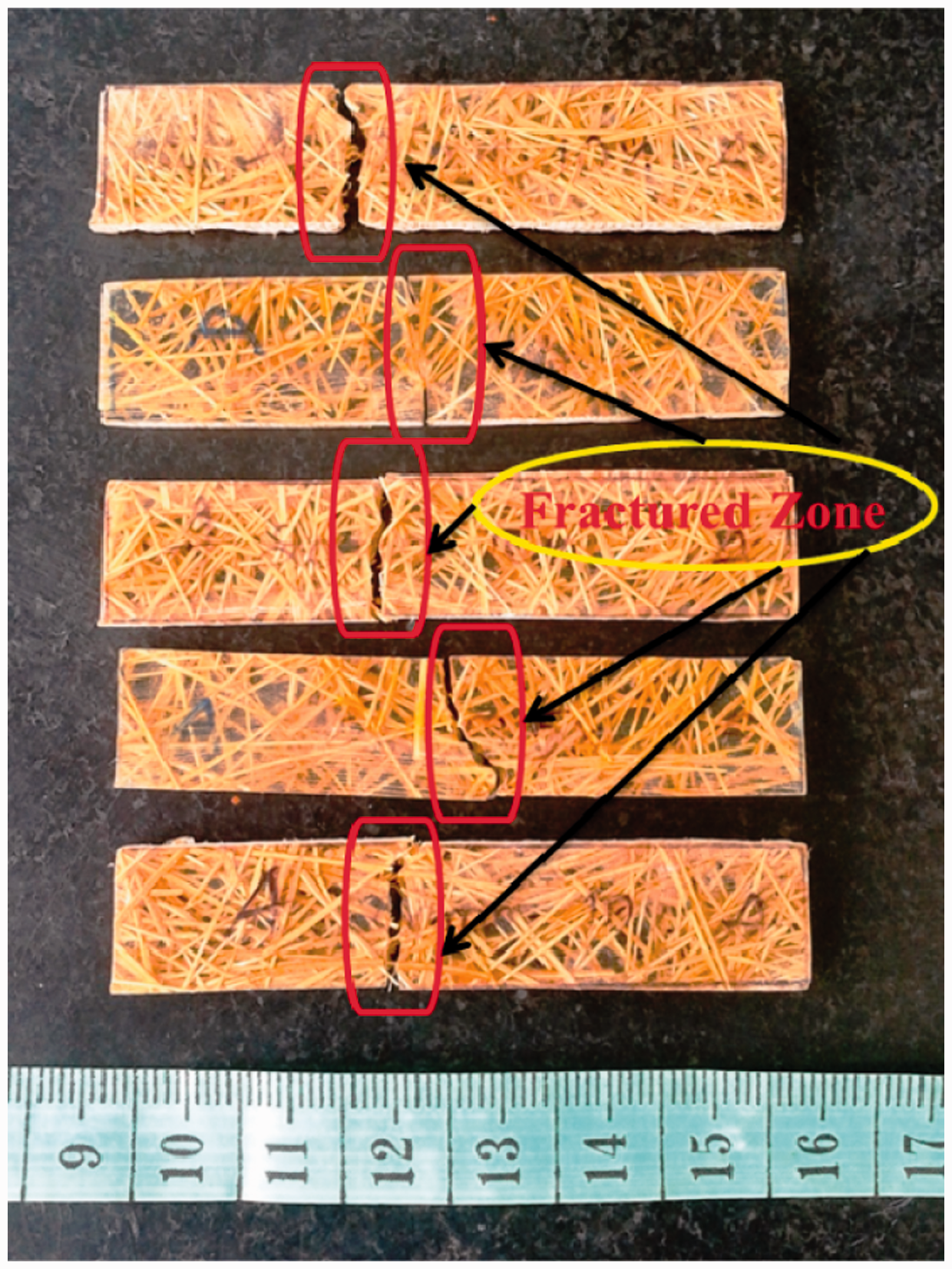
Water absorption test
Water absorption tests were carried out on five prismatic samples with size 64 × 12.7 × 3 mm3 for each condition, according to ASTM D 570 standard [31]. Tests were carried out under different climatic conditions (10℃, 30℃, and 60℃), removing the samples at regular intervals of time (i.e., 1 h). The water absorption in weight percentage %M was calculated as follow:

Dynamic mechanical analysis
Dynamic mechanical analysis of composites was carried out using a Seiko dynamic mechanical analyzers model DMS SII EXSTAR 6100, under nitrogen atmosphere. The prismatic sample with size 50 × 10 × 3 mm3 was tested in three-point bending mode, for each condition. The experimental conditions were set as follows: temperature range of 30℃ to 300℃; heating rate of 2℃/min; frequency mode of 0.5 Hz, 1 Hz, 2 Hz, 5 Hz, and 10 Hz.
SEM analysis
The micro structural failures occurred in the fractured composite specimens under tensile and flexural conditions were analyzed through a Jeol Scanning Electron Microscope model JSM-6390. The resolution of 3.0 nm, accelerating voltage of 30 kV, working distance of 8 mm were used for the scans.
Result and discussion
Tensile properties
The tensile properties of composites at varying fiber loading and length are shown in Figure 5. From this graph, it is possible to note that the tensile strength (Figure 5(a)) increases as fiber volume fraction increases from 10% to 40% and decreases for higher fiber content. This decrement is due to an unsatisfactory blending of resin and fiber during the manufacturing process [16] (i.e., composites with 50% fiber volume content presents some poor resin area), that leads to the lack in stress transfer between the matrix and fiber. In particular, composites reinforced with 40% in volume of Phoenix sp. particles showed the highest tensile strength (i.e., +36.03%, +38.56%, and +42% for 10 mm, 20 mm, and 30 mm, respectively). These particle-reinforced composites experienced an increase of about 117% in tensile strength in comparison with the neat resin. Regardless the fiber content, the composite reinforced with 10 mm fiber showed higher tensile strength than 20 mm and 30 mm fiber-loaded composites.
Effect of fiber volume fraction and fiber length on (a) tensile strength and (b) Young’s modulus.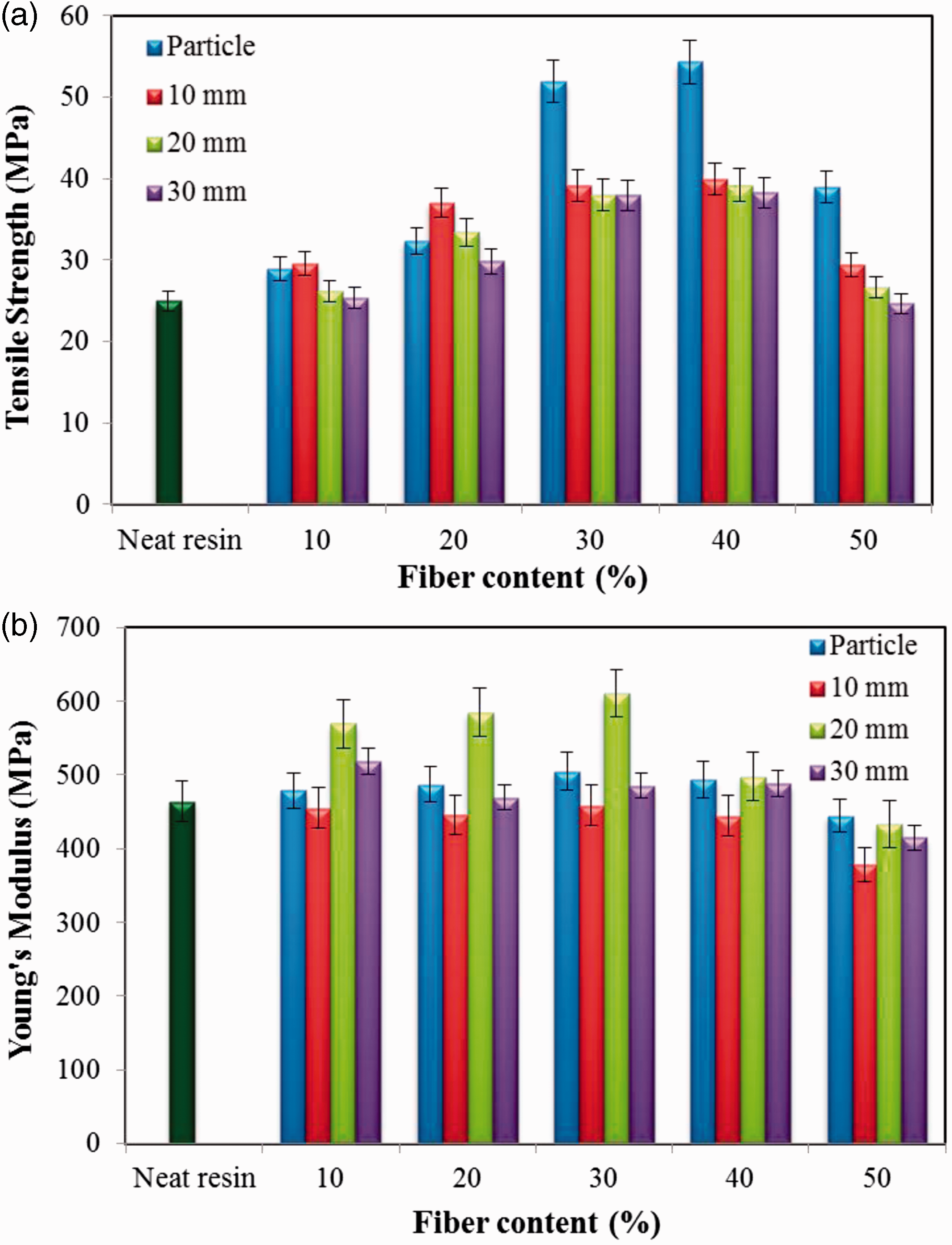
This could be due to the fact that fibers with higher aspect ratio (i.e., the ratio between the fiber length and the cross-section diameter) easily de-bond at low load values [5]. In the other hand, difficulties in blending may occur during the manufacturing process resulting in voids and defects, which can act as crack tip promoting the premature failure of the composite [3].
The variations in tensile modulus at varying the fiber volume fraction for different fiber length are shown in the Figure 5(b). For each fiber content, the tensile modulus of composites with 20 mm long fiber shows the highest value. Moreover, it is observed that the Young’s modulus increases when the fiber loading increases up to 30% then decreasing for higher fiber content. In particular, considering the reinforcement volume content equal to 30% of 20 mm fiber length had about 21%, 33%, and 33.5% higher tensile moduli than that of composites reinforced with the same content of particles, 10 mm and 30 mm fibers, respectively. It is also evident that the fiber length slightly influences the composites stiffness.
Flexural properties
The flexural strengths and moduli of composites are reported in Figure 6. From Figure 6(a), it is worth noting that the flexural strength increases considerably with increase of fiber content up to 40% and it starts decreasing for higher fiber content. As discussed in the previous section, this behavior may be explained taking into account the difficulties in blending of fiber and matrix for composites with highest fiber content, that introduce voids, defect, and poor fiber-matrix adhesion. Moreover, a strong dependence of the flexural strength on fiber length was observed.
Effect of fiber volume fraction and fiber length on (a) flexural strength and (b) flexural modulus.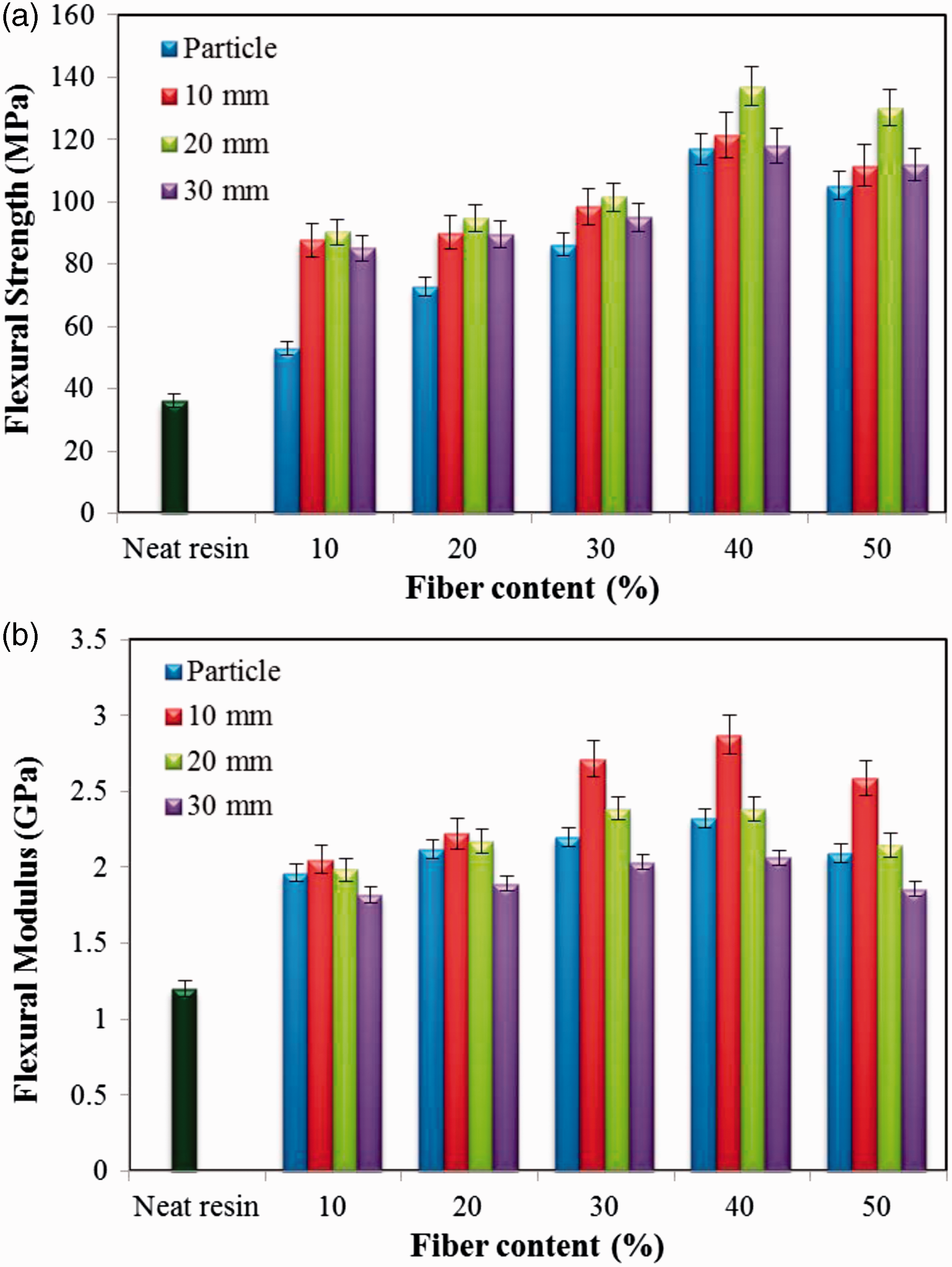
In particular, composites reinforced with 40% in volume of Phoenix sp. 20 mm fiber length showed highest flexural strength (i.e., +17.2%, +12.9%, and +16.2% in comparison to particles, 10 mm and 30 mm fibers-reinforced composites, respectively).
Similarly, the flexural moduli increase when the fiber content increase up to 40% showing a maximum in the case of 10 mm fibers composites (i.e., +139.4% compared to that of the neat resin), is observed from Figure 6(b). Moreover, regardless the fiber content, by using fibers longer than 10 mm, the composites experienced lower moduli, probably due to the statistical increasing in voids and defects.
Considering the EN standard 312-2 and 312-3 [32], minimum values of flexural strength and flexural modulus of panels for general purpose and interior fitments are equal to 11.5 MPa and 1.6 GPa, respectively. Experimental data leads to conclude that the properties of this novel composite satisfy the above requirements.
Impact strength
The effect of fiber volume fraction on impact properties of Phoenix sp. fiber-reinforced epoxy composites by varying fiber length is shown in Figure 7.
Effect of fiber volume fraction and fiber length on impact energy.
It is worth noting that the impact strength increases with increase in fiber loading. Moreover, it is evident that the shape and size of fibers has significant effect on impact property of composites [16]. Moreover, the composites loaded with 20 mm long fibers showed highest impact strength up to 20% fiber content, whereas, for content of fibers above 30%, the use of particles as reinforcement leads to strong increase in impact strength. The best impact performance was found for the composites reinforced with 40% in volume of Phoenix sp. particles and 30 mm long fibers, which showed about 258% and 243% higher impact strengths than that of the neat resin, respectively. These results highlight how the impact strength of epoxy resin could be improved by adding Phoenix sp. particles with content higher than 30% in volume.
From the above results, it is important to note that by reinforcing epoxy resin with the Phoenix sp. fiber leads to increase the mechanical properties of the matrix. Especially, the particle form reinforcement at high volume fraction provides better mechanical properties. Hence, it is possible to state that the Phoenix sp. fibers play a vital role in the improvement of the properties of neat epoxy resin.
Mechanical properties of various natural fiber/epoxy composites.
Water absorption
The water uptakes vs. square root of soaking time at different environmental conditions are reported in Figure 8, in the case of 30 mm fiber-reinforced composites. In addition to this, the maximum moisture absorption values experienced by all composites at the saturation point are given in Table 3. It is worth noting that the water absorption rate of composites increases by increasing both the fiber volume content and length. In particular, the reinforcement size and shape greatly influence the water uptake of composite materials [16].
Water uptakes of 30 mm fiber-reinforced composites at (a) 10℃, (b) 30℃, and (c) 60℃. Maximum moisture absorption for all the investigated composites.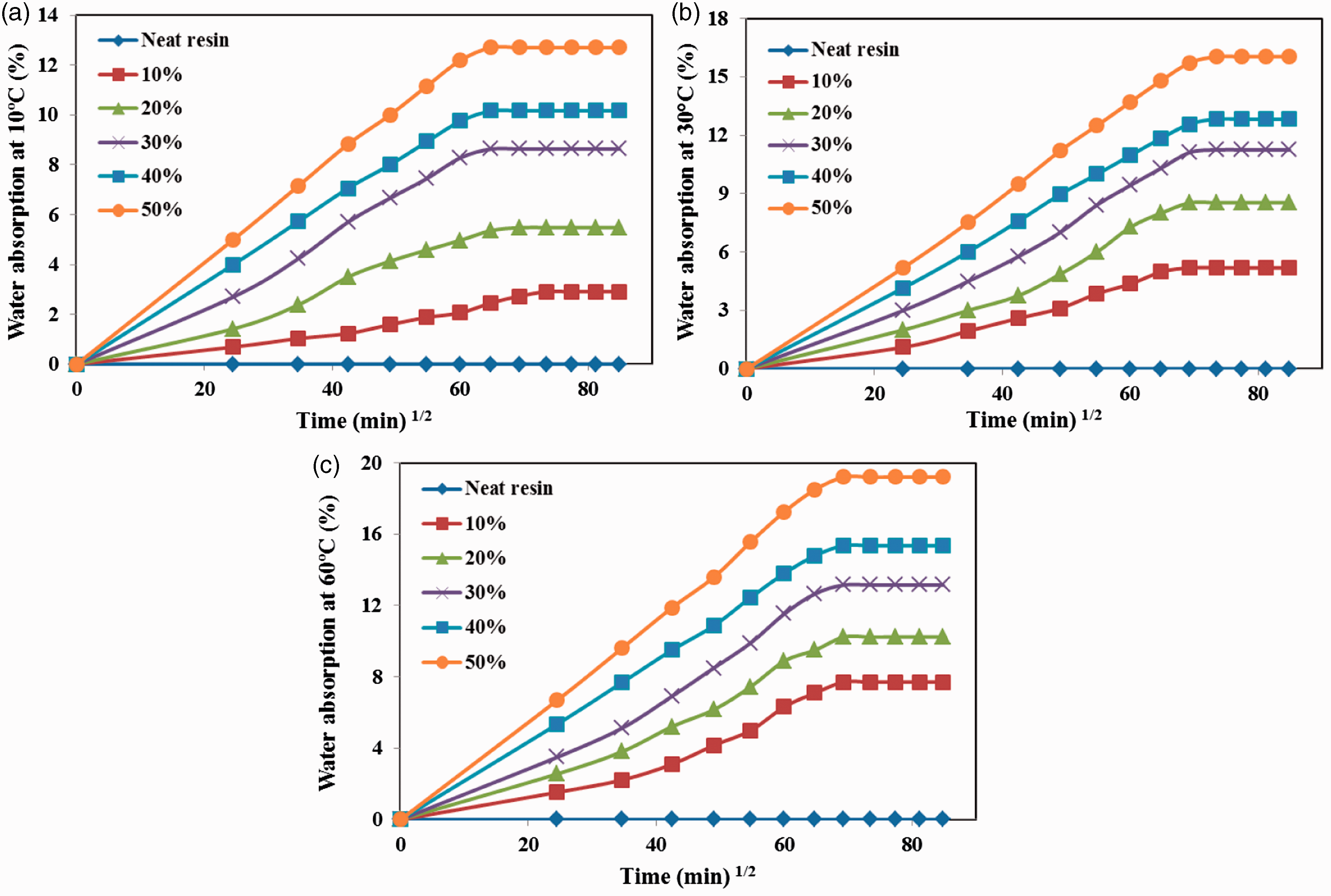

Regardless of both the temperature condition and the fiber content, the water absorption experienced by the composites reinforced with Phoenix sp. particles was found to be lower than those of short fibers-reinforced composites. This may be due to better fiber-matrix blending and good fiber-to-matrix wettability.
The influence of the reinforcement content on the water absorption behavior of the composites may be due to the increased number of free –OH groups on the surface of the lignocellulosic fiber, which, coming into contact to the free water molecules, tend to form hydrogen bonds with them thus leading to swelling phenomena [4]. However, regardless the fiber content and length, the water absorption was found to be higher by increasing the temperature of the bath. This promotes diffusivity phenomena resulting in the formation of micro cracks between the matrix and fiber.
The kinetics and diffusion mechanisms were investigated by fitting the moisture absorption values in the following relation [3, 4].

Water absorption properties at various environmental conditions (50% volume content).

Morphology study of fracture specimen
SEM was performed to analyze the fractured surface of tensile and flexural tested specimens.
Figure 9 shows the fractograph of fracture surface of tensile specimens with 40% volume fraction. Voids due to fiber pullout, de-bonding, breakage of fiber were observed. In general, larger amount of broken fibers were observed if compared to the number of voids associated to the fiber pullout. At some region weak fiber-matrix adhesion were observed, which can be attribute to low compatibility between hydrophilic nature of fiber and hydrophobic nature of matrix used [5].
Fractograph of tensile fractured specimens: (a) 25 X, (b) 50 X, (c) 60 X, and (d) 200 X.
Figure 10 shows the SEM images of flexural fractured surface of composite specimens. The fiber breakage, tearing of fibers, and pullout were observed from fractographs. Voids and fiber entanglement were observed due to poor blending quality. These defects may act as crack-tips leading in matrix cracking phenomena or, in the second case, resin reach areas that lead to the complete failure of the composite. Nevertheless, the interfacial bonding can be improved chemically treating the fibers [16].
Fractograph of flexural fractured specimens: (a) 27 X, (b) 50 X, (c) 75 X, and (d) 200 X.
Dynamic mechanical analysis
Dynamic mechanical analysis is carried out to determine the dynamic properties such as storage modulus (E′), loss modulus (E″), and damping factor (tan δ).
In general, the dynamic mechanical properties of Phoenix sp. fiber-reinforced composites increase with increase in fiber loading. Similar observations are made for oil palm fiber with low-density polyethylene [39], jute fiber with oil palm epoxy composites [40]. Composites loaded with 40% Phoenix sp. fiber have better dynamic mechanical properties, and hence, they are chosen for the following detailed discussion.
Effect of fiber length on storage modulus with temperature
The effect of fiber length on storage modulus of Phoenix sp. fiber-reinforced composites loaded with a fiber volume fraction equal to 40%, for a frequency of 5 Hz is shown in Figure 11. The storage modulus vs. temperature curves provides detailed information about stiffness, degree of cross-linking and interfacial bonding between fiber and matrix. For all the temperature ranges, E′ is higher for composites having 20 mm length fiber, followed by 10 mm and 30 mm. At lower temperature range of 31℃, the particle-reinforced composites have E′ equal to 5.43 MPa, which is 68.6%, 59.7%, 74.0% greater than 10 mm, 20 mm, and 30 mm length fiber-reinforced composites, respectively. Moreover, the particle-reinforced composites reaches the minimum storage modulus at a temperature range of 83℃, whereas other composites reach the same at 140℃. The storage modulus is directly proportional to interface bonding between fiber and matrix [40], which confirms that at lower temperature the particles and epoxy resin has better interfacial bonding.
Effect of fiber length with temperature on E′ of composites loaded with 40% of Phoenix sp. fiber.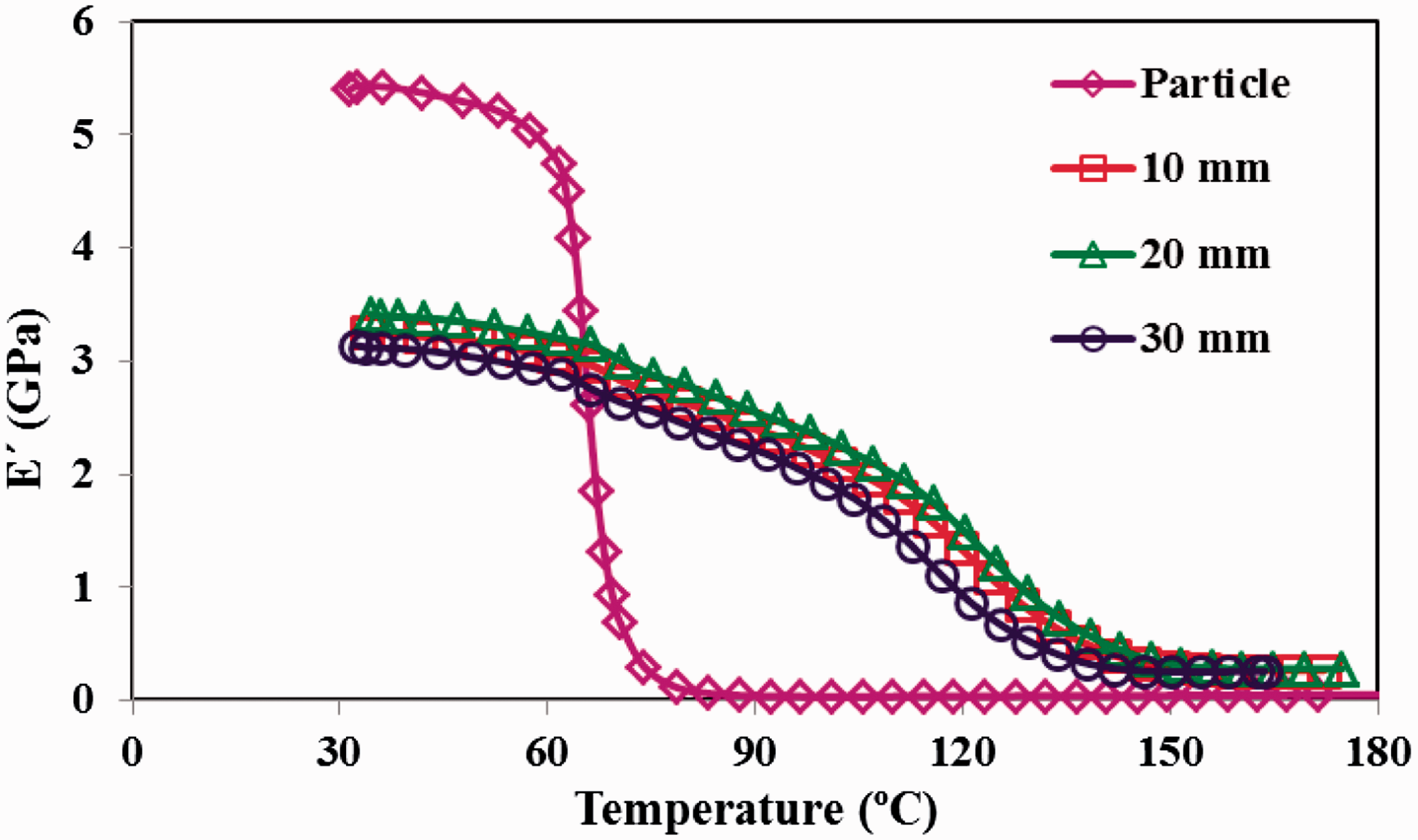
Similar curves are obtained for composites loaded with 10 mm, 20 mm, and 30 mm length fibers. It is found that the E′ increases with increase in fiber length up to 20 mm and, after that, it decreased. It may be explained taking into account that, statistically, small length fibers have a higher number of fiber ends where stresses are not efficiently transmitted [41].
Effect of fiber length on loss modulus with temperature
The loss modulus vs. temperature curves of Phoenix sp. fiber-reinforced composites loaded with 40% fibers volume content having different length is presented in Figure 12. The E″ increases with increase in fiber length up to 20 mm, and a reduction in E″ is observed when the fiber length exceeds 20 mm. At a temperature of 68℃, the particle-reinforced composites show a peak, which is 203.0%, 185.6%, and 212.7% greater than 10 mm, 20 mm, and 30 mm length fiber-reinforced composites, respectively. This behavior may be explained taking into account that E″ is related to the system internal motion capability [21]. The composites loaded with 10 mm, 20 mm, and 30 mm fiber showed a peak between 121℃ and 124℃ confirming that a higher amount of energy is request to reach the transition state.
Effect of fiber length with temperature on E″ of composites loaded with 40% of Phoenix sp. fiber.
It is interesting to note that the particle composites have steeper loss modulus curves, if compared to the ones associated to the short fibers composite. This may be due to the following reasons: (i) increase in chain segments; (ii) more free volume with the addition of natural fibers; and (iii) reduction in molecular mobility between matrix surrounding fiber and rest of matrix due to different physical states [42].
Effect of fiber length on damping factor with temperature
The tan δ vs. temperature curve of composites reinforced with 40% of Phoenix sp. fibers of various lengths is presented in Figure 13. The damping factor increases with increase in fiber length up to 20 mm, then it decreases with further increase in fiber length. It is observed that the short fiber-reinforced composites have lower values of tan δ than particle-reinforced composites, which indicates a reduction of the mobility of matrix chains. Moreover, short fibers reduce the volume of pure matrix in the composites than the particles composites, reducing the peak value of tan δ.
Effect of fiber length with temperature on tan δ of composites loaded with 40% of Phoenix sp. fiber.
The Tg for particles, 10 mm, 20 mm, and 30 mm fiber composites are 78.2℃, 137.5℃, 139.1℃, and 132.70℃, respectively. These differences are due to lower motion capability of matrix chains for short fibers composites.
Moreover, the variation in peak values of tan δ between short fibers-reinforced composites are very small indicating a low influence of the fiber length on the damping factor.
Cole-cole plots
Figure 14 shows the cole-cole plot where E″ is plotted as a function of E′. For sake of conciseness, the plot for just fiber volume content of 40% is reported. The cole-cole plots indicate the nature of polymeric system [42]. The particle-reinforced composites shows semi-circle at peak condition. It confirmed that the particle composites are homogeneous systems [41]. The addition of short fibers showed imperfect semi-circular curves leading indicating heterogeneous systems.
Cole-cole plots for composite loaded with 40% reinforcement volume content.
Conclusions
Phoenix sp. fiber-reinforced epoxy composites have been fabricated using compression molding technique, and the influences of fiber shape and content on mechanical and absorption properties were studied and reported. In particular, it is possible to conclude that:
All composites show better tensile and flexural strength than the neat resin. By considering volume fraction of fiber, the composites reinforced with 40% of fiber possesses higher tensile, flexural strength, and impact properties than the other composites and neat resin. Composites loaded with 20 mm and 10 mm length fibers shows higher tensile modulus and flexural modulus, respectively, at all volume fraction of fibers. The impact energy increases with increase in volume fraction, above 30% Vf, the composites loaded with particles and 30 mm length fibers possesses higher impact properties. The particle-reinforced composites shows minimum percentage of water absorption at all volume fractions than the composites reinforced with short fibers under all environments of bath. At higher volume fractions, the particle-reinforced composites provide better properties, due to good interfacial bonding between fiber and matrix. The compatibility between matrix and fiber, pullouts, voids, and breakage of matrix and fibers were analyzed thorough SEM image. The dynamic mechanical properties are higher for composites reinforced with 20 mm long fibers. Moreover, the particle-loaded composites reaches its glass transition value at lower temperature range that the short fiber-reinforced composites. A volume fraction equal to 40% of 20 mm long fibers represents a good compromise to obtain good quality composites.
Taking into account the experimental data, it can be concluded that the natural fiber from Phoenix sp. plants may be considered as an alternative of other natural fibers as reinforcement of polymer matrix composites, used for light- and medium-load applications such as table, chair, automobile interiors, roofs, welding helmets, goods packaging, partition panels, post box, mirror casing, door panels, etc.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.