
Abstract
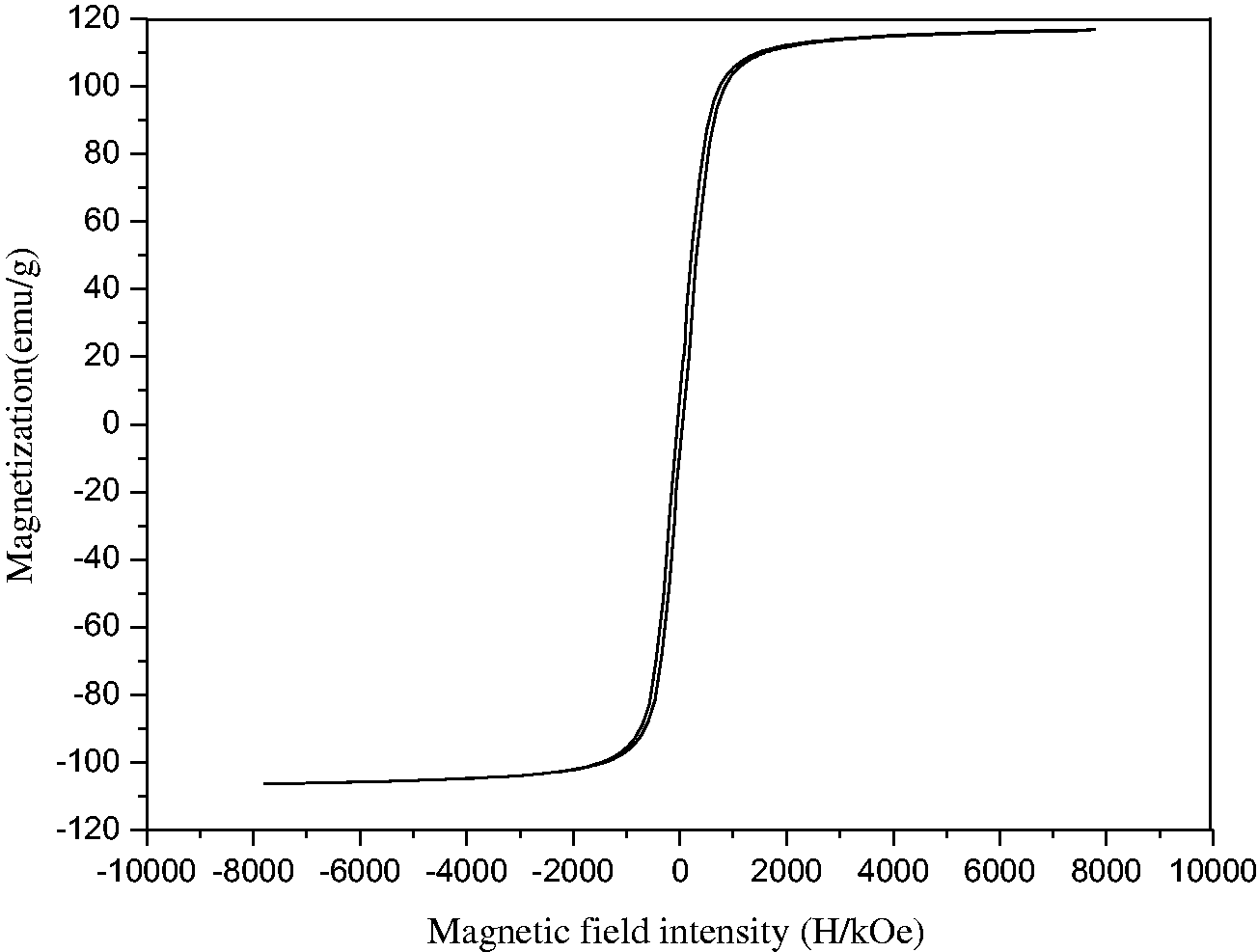
Flexible radar-absorbing materials have great application significance in stealth technology. In this paper, a novel radar-absorbing material based on ferromagnetic nickel micron-fibers with 38–40 mm length and 10–12 µm diameter was successfully prepared through bundle-fiber drawing and electrochemical treatment. The characterization of morphology, chemical composition, magnetic and mechanical properties, including tensile strength, bending rigidity and friction, of the prepared ferromagnetic nickel micron-fiber is investigated. The results showed that compared with conventional radar absorbers, ferromagnetic nickel micron-fibers have many advantages in their appearance and magnetic performance. The total ferromagnetic metal fraction of Ni and Fe was above 90%. Irregular cross-section and large aspect ratio of 3800 of the fiber enabled the magnetic hysteresis loss and absorbing performance to be increased obviously. Its saturation magnetization Ms was 116 emu/g with coercivity Hc of 5.8 × 103A/m, initial permeability of 2036 H/m and Curie temperature of 996 K, confirming the fiber performed a relatively strong magnetic absorbing effect and high temperature stability. The tensile and friction properties of ferromagnetic nickel micron-fiber were also analyzed to evaluate the spinnability.
Keywords
Introduction
With increasing emphasis placed on stealth requirements in modern weaponry, there is continued interest in designing radar-absorbing materials (RAMs) and radar-absorbing structure (RAS) characterized with thin, lightweight, wide absorption band and strong absorption to reduce the radar signature of military detecting system [1]. It has become an important evaluation criterion and a development direction of RAM to contribute the stealth technology [2]. Reducing detectability would greatly increase the chance of mission success of the radar absorbing objects which also improve their rate of survival in confrontations [3,4]. The main problem of designing a better RAM is related to the choice of a magnetic radar absorber [5,6].
RAMs are used against wavelengths ranging from meters to millimeters. Especially for moving objects, such as airplanes, ships and rockets, RAMare usually achieved by adhesive coating or filling to prepare hard materials [7], which can interfere the radar electromagnetic detection system and greatly improve the viability and penetration ability of weapons systems. The coating with ferrite, magnetic metal powder and nanotubes has adhesion, oxidation, and the high density problems [8–10]. For filling process, large ratio of absorber content is necessary in order to obtain the strong absorbing performance, but it may cause decrease of matrix continuity and mechanical properties of RAS. In addition, the hard protective material significantly limits its shape adaptability and portability. Therefore, flexible RAMs, such as radar concealing cover fabrics are of great significance [11,12].
As a new type of magnetic-absorbing material, the ferromagnetic fibers have been developed and used in stealth industry because of its high permeability, low coercivity, high strength, resistance to oxidation and easy tailoring [13]. Compared with ferrite and magnetic metal powder wave absorbers, magnetic fibers have dual absorbing mechanism of eddy current loss and hysteresis loss [14]. Studies have shown that the effective permeability along the ferromagnetic fibers can be very high, which can break the theoretical limitations of spherical particles of Snoek limitation on permeability and resonant frequency [15]. Special morphology and performance make the RAM easy to be achieved in a wide frequency range of high absorption and lightweight, which can overcome the serious defects of most magnetic materials [16]. The remarkable advantage of the ferromagnetic fibers is their tailorability to dielectric and magnetic properties according to their diameter, aspect ratio, concentration, etc.
This paper deals with textile-level ferromagnetic nickel micron-fiber, aiming to achieve soft RAMs. The fiber will be prepared by drawing Ni–Fe alloy filaments, and then electrochemically treating will be used to purify the fiber. Physical and electromagnetic absorbing properties of RAM as well as the spinning ability of the ferromagnetic nickel micron-fiber are to be studied for the fabrication of flexible RAM. The work opens up new opportunities in the field of radar signature management and presents an exciting new challenge in electromagnetic radar stealth materials technology.
Experimental
Materials
1J85 permalloy wires, with 0.5 mm in diameter, 70–80 wt.%, manufactured by Beijing Beiye Functional Materials Co. Ltd, were selected for this research. Permalloy has high permeability in weak magnetic field, which is superior to ordinary ferrosilicon and ferrites. Isolating agent, brass remover, MJ316 iron-based magnet passivator were applied to treat filaments. Fiber preparing instruments, including 1430 micro drawing machine, 2320 four tower wheel (ceramic) rough drawing machine, 24 annealing furnace, decomposition furnace, polishing machine were all purchased from Jiangsu Zhongyida Electromechanical Science and Technology Ltd. GYFA311D fiber cutting machine was provided by Haian Guoyang Machinery Technology Co., Ltd.
Preparation of ferromagnetic nickel micron-fiber
Ferromagnetic nickel staple fibers were made through the following process: Ferromagnetic permalloy filaments → surface treatment → rough drawing → heat treatment annealing → bundle micro drawing → heat treatment annealing → brass removal → antirust treatment → cutting → finished staple fibers.
Initially, wires were coated by insulating agents on the surface in order to prevent adhesive effect between the filaments during the drawing process. Then, 1000 filaments of permalloy were densely packed into a brass tube with round cross-section. High-speed drawing was carried out on the original permalloy wires to achieve the unique specifications of filaments. In order to avoid wire hardening, heat annealing treatment was involved during the drawing process at the temperature in the range of 1050℃ to 1100℃ for around 5 s, which could also promote the thinning of the wire and eliminate internal stress. This drawing process and annealing treatment was repeated to achieve finer ferromagnetic nickel filaments with 10 µm diameter. The brass foil coated on the surface of the multifilament micron-fibers was removed by electrolytic chemical separation according to the potential difference and different chemical properties of brass, iron and nickel. The advantages of the electrolytic chemical separation method are shortening the time required for electrolytic separation and enhancing the fiber dispersible property in the treatment liquid. In order to improve the antirust performance, coating and passivating gas were applied to treat the ferromagnetic nickel micron-fiber. The rust inhibitor components included film-forming substance, antioxidant and nanoscale tin oxide particles with a viscosity of 12 cps and a specific gravity of 1.21 g/cm3. Finally, the fibers of 10–12 µm diameter per filament were cut to staples for textile use with 38–40 mm in length, which are crucial parameters for the yarn spinning process.
Characterization
A high-resolution scanning electron microscopy (SEM) with EDAX-Falcon energy spectrometer (S-4800-I, Hitachi, Japan) was employed to explore the morphologies and micro element component of ferromagnetic nickel micron-fiber, respectively. The reflectivity of RAMs was evaluated according to the testing standard of GJB 2038A-2011.
The magnetic properties of the fibers with the diameter of 10 µm were measured with vibrating sample magnetometer (VSM) at standard atmospheric conditions with the temperature of 20 ± 2℃ and the relative humidity of 65 ± 2%. The tensile strength of ferromagnetic nickel micron-fiber was carried out by fiber strength tester (YG004, Changzhou Textile Instrument Co. Ltd, China) based on the testing standard of GB/T 14337-2008. Single fiber friction resistance and bending rigidity were also investigated in this research.
Results and discussion
Morphology and composition analysis of ferromagnetic nickel micron-fiber
Chemical composition of typical ferromagnetic nickel micron-fiber.

Figure 1 illustrates the scanning electronic microscope images of the ferromagnetic nickel micron-fibers with the fiber surfaces and the cross-section, where the prepared ferromagnetic nickel micron-fibers presented a uniform and continuous structure. It exhibits a satisfactory spinning process-ability when the average fibers’ length is 38–40 mm. With the diameter being 10–12 µm per filament, the aspect ratio of the fiber staples is up to 3800–4000. Researchers have found that the microwave absorbing properties are closely related to the absorber shape, and that acicular is the most effective shape for an absorber [14,17]. The higher aspect ratio of fiber makes larger magnetic permeability along the fiber length direction, which can overcome limitation of spherical particles on effective permeability. The high aspect ratio would increase the dielectric loss and magnetic loss of absorber fibers at the frequencies of the centimeter and millimeter waves. The appearance of ferromagnetic nickel micron-fiber implies strong magnetic anisotropy, suggesting a potential microwave absorbing performance. It can be seen in Figure 1 that the ferromagnetic nickel micron-fiber has rough, grooved surface and there is no crimp along the fiber length. It also proves that stain rust residuals remain on the fiber surface because of the incomplete removal of brass. Serrated cross-section of fiber and channel structure on the fiber surface along the length direction is present due to the drawing preparation method. Compared to fibers with normal circular cross sections, irregular-shaped fiber has a higher specific surface area, which would contribute to the increased coverage and inter-fiber friction. In accordance with the classical textile principles, grooved surface of fibers would strengthen the fiber cohesion, decrease the fiber tows lousiness and improve the yarn strength. What is more, according to the electromagnetic field theory, rugged fiber surface has special edges and corners, the wave-absorbing fabric made from such fibers is similar to the pyramidal structure of anechoic chamber. When incident wave arrives at the activated irregular shaped fiber, multi-reflected loss effect and attenuation could be gradually enhanced. As a result, the magnetic hysteresis loss of the material and the absorbing performance could be expected to increase.
SEM micrographs of ferromagnetic nickel micron-fibers (×6000). (a) Longitudinal shape (b) cross-section shape (c) bended shape.
Figure 1(c) shows that the fiber displayed a sharp angle after being bended, indicating the low fiber flexibility. It proved the fibers’ elastic recovery is inferior. In order to achieve good compatibility to the conventional textile fibers for creating blended yarns, spinning process parameters and yarn blend ratio should be optimized.
Magnetic properties of ferromagnetic nickel micron-fiber
Specifications of absorbent to be compared.

Magnetic properties of ferromagnetic nickel micron-fiber.

Magnetic properties comparison of absorbers.
The ferromagnetism caused by spontaneous magnetization of the ferromagnetic material appears only under its Curie temperature (Tc). When the temperature exceeds Tc, the parallel orientation of the electron spin magnetic moment will be destroyed by its internal thermal turbulence and the ferromagnetism disappears. The temperature-dependence curve versus the magnetization variation of ferromagnetic nickel micron-fiber from room temperature 293 K to 1273 K is shown in Figure 4, which shows that the saturation magnetisation of ferromagnetic nickel micron-fiber decreases when temperature increases. The decreasing rate of magnetization is slow at the lower end of the temperature change and becomes fast from 800 K to 1000 K, and turns to be stabilised at temperatures above 1000 K. The maximum saturation magnetic field strength of ferromagnetic nickel micron-fiber is 149 emu/g, and the Curie temperature for this fiber is 996 K (723℃). For some applications, such as high-speed aircraft and stealth weapons, high temperature above 600℃ are experienced in some special parts (e.g. nose cone, engine, and nozzle). Most of the magnetic absorbers such as ferrite, Sm2O3 magnetic power, carbonyl iron powder, etc. would have low Curie temperature and poor stability under high temperature conditions, but ferromagnetic nickel micron-fibers still maintain strong magnetic and absorbing effect.
Temperature-dependence curves of magnetization variation of micron-fiber.
Mechanical properties of ferromagnetic nickel micron-fiber
By comparing the spinnability difference between the ferromagnetic nickel micron-fiber, and stainless steel fiber and cotton fiber, Figure 5 reveals that the initial modulus of ferromagnetic nickel micron-fiber is close to that of stainless steel fiber, but smaller than that of cotton fiber. Its breaking strength of 5.4 cN/dtex has great significance for ferromagnetic fiber spinning process because the existing carding machine requires a minimum fiber breaking strength of 1.2 cN requirements. While the elongation is small, which means that its toughness and extension are poor, and appropriate process parameters of smooth cracking and carding should be taken to reduce internal stress fatigue damage in the textile processing.
Mechanical properties of Ferromagnetic nickel micron-fiber, stainless steel fiber and cotton fiber.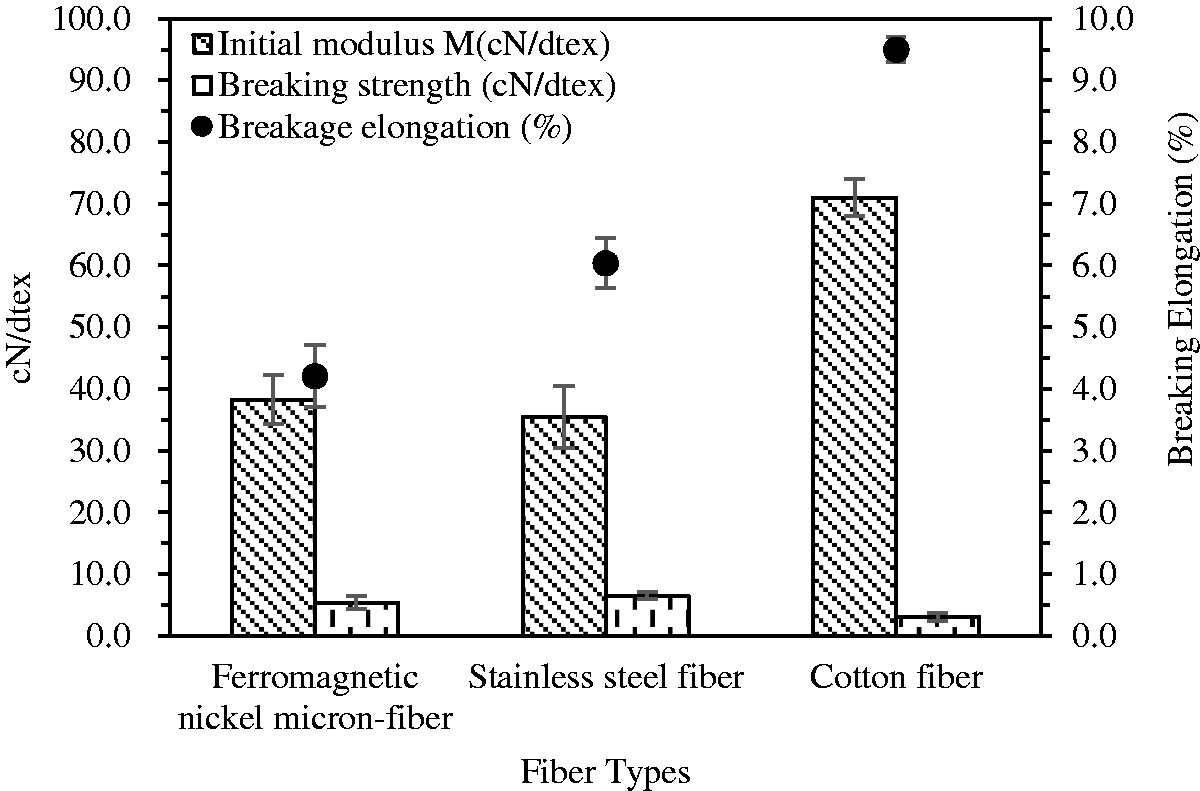
Fabrication success of flexible RAMs depends crucially on the absorbing yarn spinning. In textile processing, fiber need suffers repeated carding, drafting, friction and other external forces. In addition to fiber length and fineness, there are certain necessary properties of the fiber, such as strength, bending, elongation and friction performance, which determine yarn spinning success and closely relate to the yarn quality indicators such as yarn evenness and strength. Friction coefficients are composed of two parts, fff and ffr, which stand for the frictional force values between fibers and between fiber and roller, respectively, as important parameters to measure the relative sliding ability of the fibers, fibers and fabricating devices, such as roller and rubber. It reflects the friction and cohesive force, which influences the success of carding and drafting in the spinning process. Figure 6 shows the friction coefficients of Ferromagnetic nickel micron-fiber, stainless steel fiber and normal cotton fiber. It can be found that the novel ferromagnetic nickel micron-fiber exhibited the lowest fff, which means that the resistance between fibers is lower than that of stainless steel and cotton fibers. The ffr value of ferromagnetic nickel micron-fiber is between those of stainless steel fiber and cotton fiber. The reason is that stainless steel fiber has smooth and even surface, while ferromagnetic nickel micron-fiber, as being manufactured from alloy, exhibits longitudinal grooves and serrated cross-section surface, and the resistance when sliding along the roller is increased slightly. The friction coefficients indicate that shaped cross section compensates the theoretical shortcomings of low friction due to no crimps of ferromagnetic nickel micron-fiber. Compared with conventional cotton fiber, the friction coefficient of ferromagnetic nickel micron-fiber is small, which means that the fibers are easy to slide from fiber and draft roller.
Friction coefficients of ferromagnetic nickel micron-fiber, stainless steel fiber and cotton fiber.
Comparison of ferromagnetic nickel micron-fiber.

In order to improve the carding web structure and prevent the edge fiber loss during draft processing, the fiber feeding speed should be decreased to minimal unexpected elongation of semi-finished carding webs. It is advisable to apply compatibility fiber to be blended with ferromagnetic nickel micron-fiber to compensate its shortcomings, such as no crimping, low elasticity, low breaking elongation.
Fibers and the textile products suffer from perpendicular force to perform bending deformation during manufacturing and application, which may lead to local twisting and winding as well as external transfer of fibers in the staple fiber yarn. The bending rigidity is influenced by cohesive force between fibers and yarn strength. If the bending deformation made by the spinning devices was larger than the fibers’ elastic limitation, brittle damage of the fibers would be caused. According to the experiment principle of compressive bending apparatus, the limit load under bending Per of a single fiber can be calculated by the following equation


Conclusions
The ferromagnetic nickel staple fiber with a length of 38–40 mm and a diameter of 10–12 µm for textile processing has been successfully prepared by bundle-drawing method and electrochemical treatment, which has a potential application in spinning and fabricating. The fiber can be spun with common fibers, such as cotton, polyester, nylon, and high-performance fibers, such as aramid, basalt fibers, etc. Subsequent behavior such as spinning and fabricating of these fibers has been done and verified the above conclusion. Characterization of wave absorption and spinnability of ferromagnetic nickel staple fiber have been investigated and the following conclusions are summarized.
The total proportion of ferromagnetic elements of Ni and Fe in the fiber is above 90%, which confirms the magnetic property. The microstructures of the samples exhibited unique irregular-shaped cross section, no crimps and rugged fiber surface, which is beneficial to strengthen fiber cohesion in textile processing and enhance multi-reflected loss effect in wave attenuation process. The anisotropic ferromagnetic nickel micron-fiber possessed excellent wave absorbing properties, high temperature stability with high saturation magnetization Ms of 116 emu/g, high initial permeability of 2036 H/m and Curie temperature of 996 K (723℃). The ferromagnetic nickel micron-fiber exhibited good mechanical properties, including tensile strength, bending and friction to ensure spinnability. Under optimized spinning parameters, the fibers can be blended with other fibers to develop flexible RAMs.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Key R & D projects of Hebei Province Science and Technology Department [16211009D]; and the National Defense Research Project of Hebei University of Science and Technology [2016GF07].