
Abstract
Polyethylene terephthalate is a thermoplastic polymer with a wide range of uses, including synthetic fibres and containers for beverages and other liquids. Recycling plastics reduces the amount of energy and natural resources needed to create virgin plastics. Polyethylene terephthalate containers and bottles are collected and then broken down into small flakes used to produce new products such as textile fibres. Thermo-mechanical degradation may happen during the recycling process and presence of contaminants affects the final product characteristics. Two kinds of recycled polyethylene terephthalate fibres were used for fabrics production: post-consumer polyethylene terephthalate fibres and a blend of post-consumer and post-industrial polyethylene terephthalate fibres. Focusing on knitted and flat-woven textile structures, main mechanical properties of the fabrics were assessed by various tests, like tensile strength test and wear resistance test. A comparative study with the current production of virgin polyethylene terephthalate fabrics was useful to evaluate high standards accordance for automotive field. Both knitted and flat-woven recycled polyethylene terephthalate fabrics had excellent performance after mechanical tests. Post-consumer polyethylene terephthalate fabrics had the best results, especially after wear resistance test. These results allow an evaluation of their applications.
Keywords
Introduction
Production and consumption of fibres are increasing every year in Europe, from manufacturing companies to automotive, furnishing, textile and apparel industries. Nowadays, 90% of fabrics used in the automotive field are composed of polyester fibres. Polyamide fibres are also widely used especially for airbags and polypropylene for door panels application [1,2]. Global Service International data show a polyethylene terephthalate (PET) consumption of 8.2 kg pro capite/year in Italy in 2013 [3]. Being so widely used, PET and other plastics affect the amount of waste for disposal, but they can be recycled, as an economical way to reduce plastic waste [4–6].
In the automotive field, recycling of components of end of life vehicles (ELVs) is hard and expensive, most of them are sent to landfill. Vermeulen et al. [7] mention a secondary recovery of automotive shredder residue (ASR) and Santini et al. [8] report a study of the recycling campaign of the ELVs and parts reuse with a calculation of the effective recycling rate, according to 2000/53/EC Directive.
Instead, the use of materials originating from a recycling process is relatively simple. Recycling involves reducing waste and production of new materials, recovering and transforming of refuse. It allows reducing energy consumption and toxic gas emissions, CO2, NO2 and NO [9,10].
Recycling companies convert PET bottles and containers into fibres and other products. They mainly recycle PET by a mechanical process. It is simple, cheap, environmentally friendly and provides operations of selection, washing and grinding of bottles. The bottles are converted into small flakes and quickly dried and stored [9–11].
The flakes are reprocessed and extruded into fibres, following the virgin PET (V-PET) fibres production process, to be later converted into yarns and fabrics.
The properties of the final product depend on various parameters. The recycling and reprocessing steps can cause polymer degradation. Moreover, moisture absorption causes a decrease of the average molecular weight. These factors affect the final product mechanical and physical properties. Contamination by other polymers, e.g. PVC presence, defines molten fibres viscosity and density: optimal viscosity (η) is between 0.6 and 0.8 dl/g and density between 1.3 and 1.4 g/cm3 [12–14].
PET fibres can be used for automotive fabrics production, as ‘covering textile’ or ‘functional textile’. In the first case, they can be used as covering seats, roof, floor and doors; in the second case as reinforcement of tires, tubes, seat belts and airbags, providing soundproofing and insulating functions. Fabrics have to meet automotive requirements to satisfy these applications with high technical–mechanical performances. High wear resistance, fastness to light, comfort and safety features are fundamental characteristics to ensure the durability of the vehicle [1,2]. Several research papers have been published regarding possible applications for R-PET fibres. Among these, moulded carpets developed from R-PET fibres [15], high-performance R-PET sound-absorbing materials [16,17] and technical non-woven and composites (e.g. tires) [17,18] with reinforcement of R-PET fibres [18,19]. A study [20] about R-PET fabrics properties describes their characteristics according to bursting strength, air permeability, surface friction and dimensional stability properties. It proves that recycled PET (R-PET) fabrics do not have the same properties as the fabrics produced with V-PET fibres, but they show good results. Moreover, R-PET fibres can be blended with raw materials without a noticeable change in quality for the apparel industry.
According to the automotive requirements, the objective of this study is to analyse two different kinds of R-PET fabrics and verify their properties and mechanical characteristics. To use them as covering textile materials inside the vehicle, they have been compared to current production fabrics, made by V-PET.
This research, assessing different mechanical properties, tensile and tear strength resistance and wear resistance, can contribute to increase the knowledge about fabrics produced with R-PET fibres. R-PET fabrics can contribute to environmental benefits, considering the material demanding performance necessary for seat cover application and the high number of vehicle production.
Experimental
DSC parameters.

Fabrics properties.

Note: The mean value (
All types of fabrics were subjected to further processes: dry cleaning with C2Cl4 and thermo-fixing process at 140°C to optimise dimensional stability.
In a further step, all fabrics were laminated to a polyurethane foam layer and a non-woven scrim fabric. Fabrics total thickness is reported in Table 2.
Tensile and tear resistance tests were performed to evaluate fabrics mechanical characteristics. Fabrics need to stand seat cover manufacturing processes and to highly perform when exposed to mechanical stress throughout the lifetime of the vehicle. Tensile strength test was performed on Acquati AG/7E/306 electronic dynamometer according to ISO 13934-1 [26]. For each type of fabric, five samples for warp/wale and weft/course directions were tested. Different directions testing is necessary because fabric properties are affected by the loading direction.
Tear strength test was carried out to measure the force to propagate a tear in fabrics. This
test is used to evaluate the textile material stress suffered during the process of cover
production. The test was performed according to ISO 9073 [27]. Samples were prepared in the format as in Figure 1 and tore on one side (‘cut’ in Figure 1). The dashed lines point out where
the clamps of the dynamometer grab the sample. Sample template for tear strength test. The dimensions are in mm.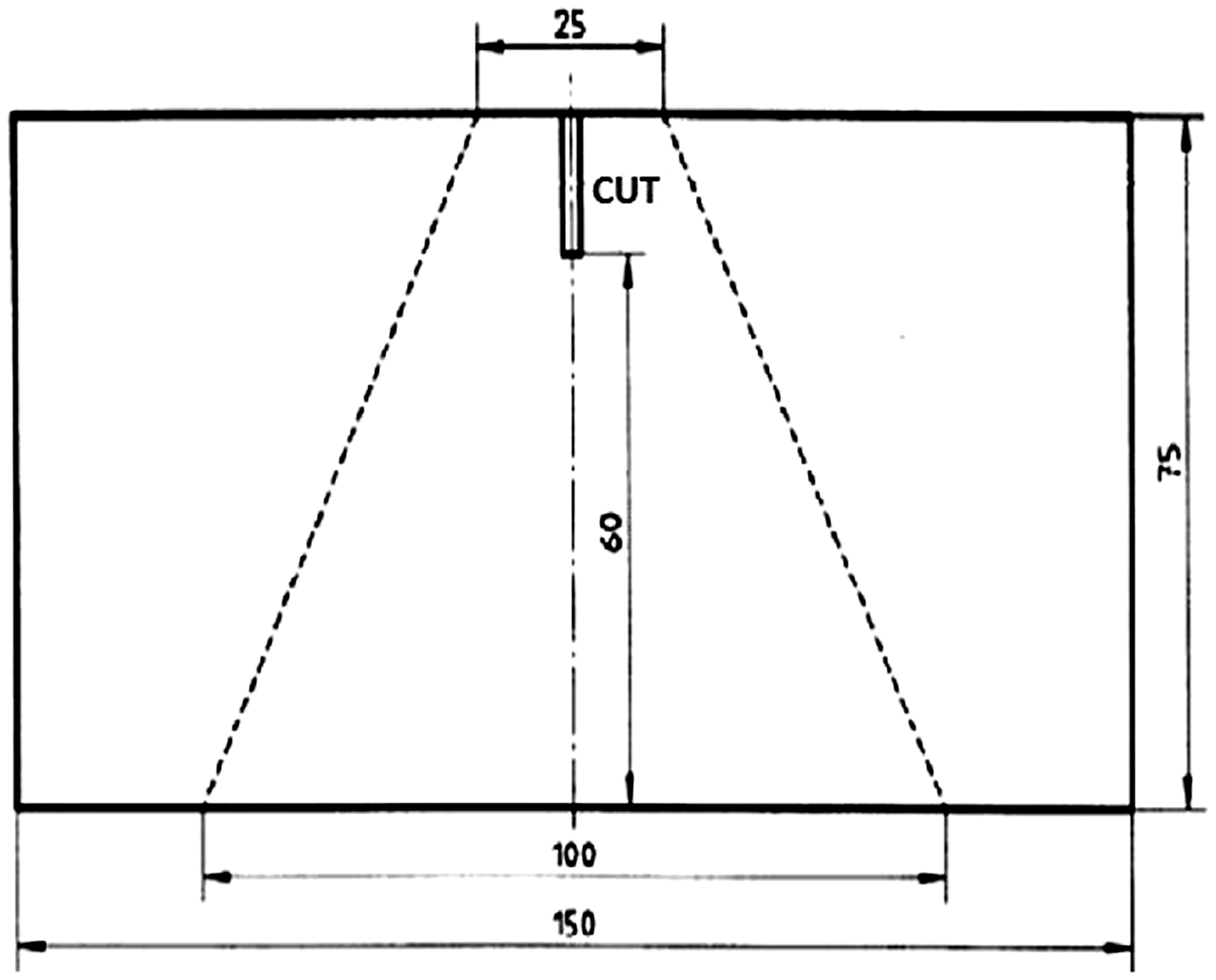
Structural wear resistance was evaluated to define the resistance of the yarns that compose
the fabric. The test was performed on a Taber (Rotary Platform Double Head Tester) abrasimeter,
according to ASTM D3884/09 [28]. The
analysed fabric was worn against two Calibrase 10 abrasive wheels, moving in opposite directions
on its surface, as schematized in Figure
2. Three samples for each type of fabric were examined. According to internal automotive
specifications, 300 cycles of wheel rotation were set for knitted fabrics and 600 cycles for
woven fabrics. Flat woven fabrics require a more extended period of testing because of their
inherently more resistant structure. Furthermore, worn surfaces were visually examined and
graded by setting values from 3, the best result with no yarns breakage, to 1, the worst result,
with at least a yarn breakage. Scheme of the structural wearing test.
Aesthetic wear resistance of all fabric type was evaluated with a Cesconi Abrasion tester,
comparable to Martindale Abrasimeter, according to ISO 12947/1-2-3-4 [29]. This test reproduces the mechanical stress suffered
by seat cover fabrics during their use for an average lifetime of the vehicle. The abrasion
tester is used for testing textile materials. The apparatus is schematized in Figure 3. The standard abrading fabric is
made of woollen fibres and fixed on a given plate (point A in Figure 3). The tested surface is placed on a rotating disc
located under the fixed plate. The rotating plate moves with a revolution movement to ensure a
complete wear of the fabric sample; 3000 and 6000 cycles were performed with a load of 3 kg,
according to the internal automotive validation test. Scheme of wear resistance test apparatus. The substrate to test (D) is placed on the
rotating plate (F), through a substrate holder (E). The abrasive fabric, instead, is placed
on the fixed plate (A), using an appropriate substrate holder (B), on which a load is applied
(P).
For aesthetic wear resistance test, three samples for each kind of fabric were examined and evaluated according to grey scale. The scale quantifies changes in colour compared to the reference. It includes a range of shade of grey, from 1, the worst result, evident modification of the surface to 5, the best result, almost no superficial changes, with a step of 0.5.
Minolta CM-3610 spectrophotometer provided grey scale measurements, under a D65 illuminant, using a 10° standard observer with specular component excluded (SCE) mode. Non-worn surfaces were taken as standards and worn fabrics as samples. Surfaces pictures were recorded with a Confocal Profilometer Leica DCM8.
Before the tests, all specimens were conditioned for 72 h in a standard atmosphere at 20 ± 2°C with 65 ± 2% relative humidity, according to ISO 139 [30].
Results and discussion
DSC analysis
Figure 4 and Table 3 represent DSC analysis results, relative to the
first heating cycle. Endothermic peaks have got different shape: V-PET fibre has got a narrow
peak and a maximum of melting peak of 257°C. Instead, R-PET fibres present more broadened
melting peaks, correlated with crystallites of different thickness. They have a lower maximum
melting peak, as shown in Table 3.
From the thermogram, V-PET fibre crystallites start melting at higher temperatures (onset
point) and are bigger than recycled fibre ones. Their major size is due to virgin raw material
and lack of contamination. R-PET fibres crystallites minor thickness is a consequence of the
thermo-mechanical degradation during recycling and reprocessing steps. Fibres melting peaks in the first heating cycle: (a) V-PET fibre (b) R-PETPC
fibre and (c) R-PETPC/PI fibre. DSC analysis results of the three kinds of fibres, first heating. V-PET: virgin-polyethylene terephthalate; R-PET: recycled-polyethylene terephthalate.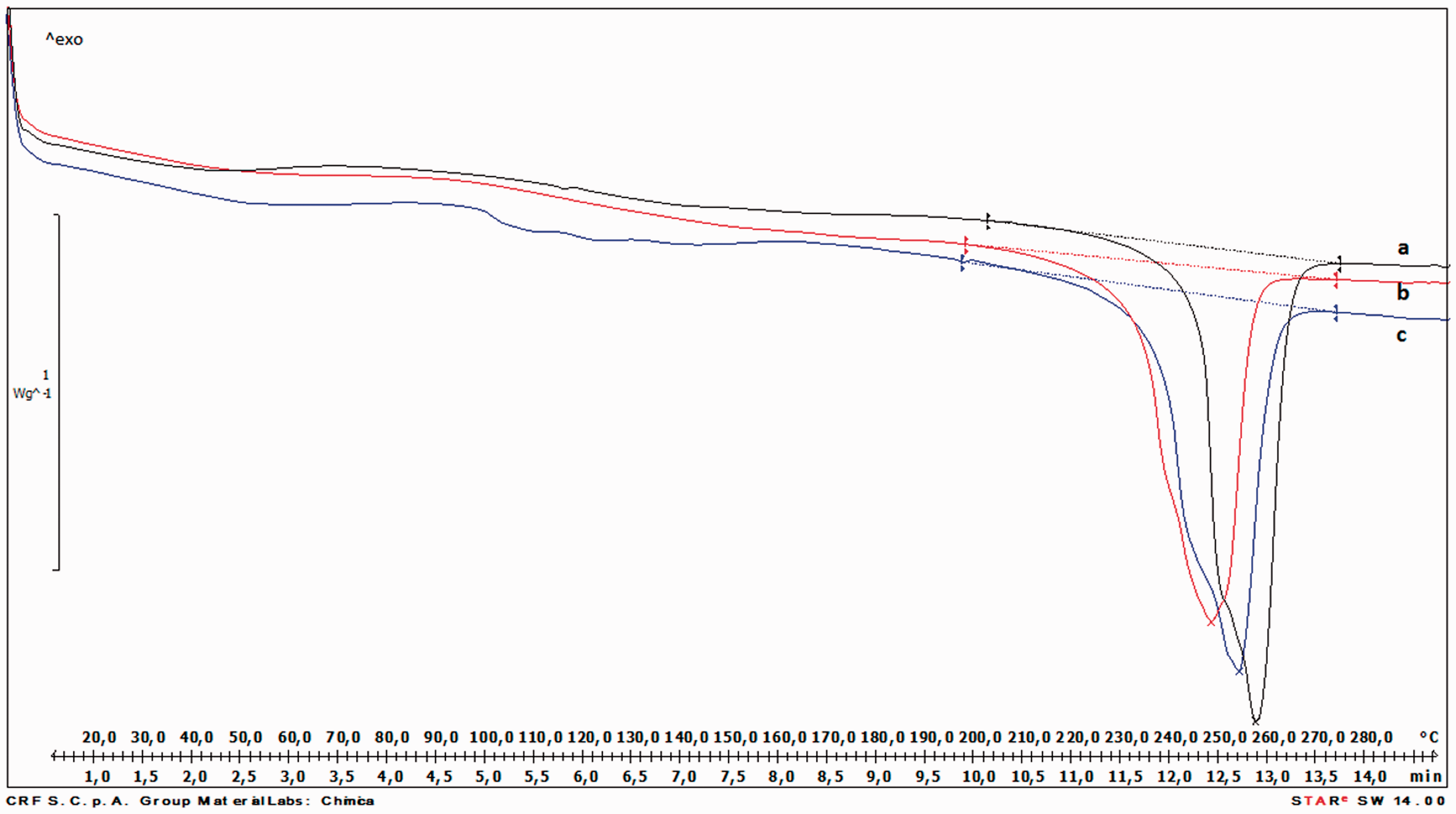

Tensile strength test
Tensile strength results are reported in Figures 5 and 6 and Table 4. As shown in Figure 5, flat-woven fabrics present high
tensile strength values, above 100 daN required by automotive specification. High loads are
required during fabric manufacturing and cover assembling steps. Warp direction samples have
got higher tensile strength values. In fact, they are composed of more warp yarns per
centimetre, compared to weft direction samples, as shown in Table 4. During this test, for each direction, all yarns
are stressed together and they contribute to strength resistance. As regarding knitted fabric
(Figure 6), the number of yarns cannot
be correlated to tensile strength values, because of its particular structure. Initially, it
stretches, and then the loops become knots from which the test starts. In this case, the whole
structure is stressed. Knitted fabric owns a flexible and less resistant structure, but much
higher than automotive requirements for knitted fabrics (≥60 daN). Because of its flexibility,
there is only a slight difference between wale and course directions, compared to woven fabric.
Tensile strength results of flat woven fabrics. Tensile strength results of knitted fabrics. Tensile and tear strength results. Note: The mean value ( V-PET: virgin-polyethylene terephthalate; R-PET: recycled-polyethylene terephthalate.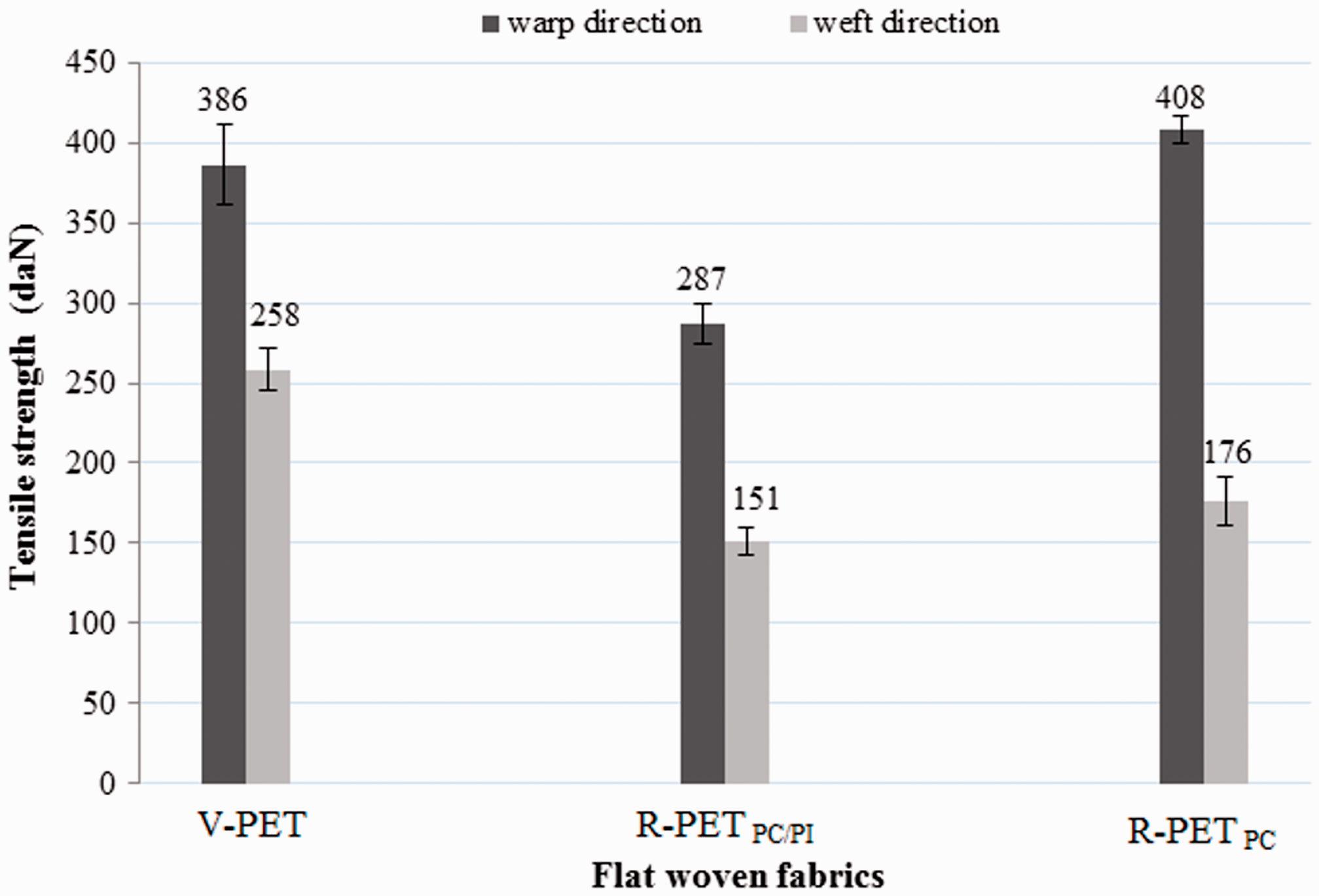
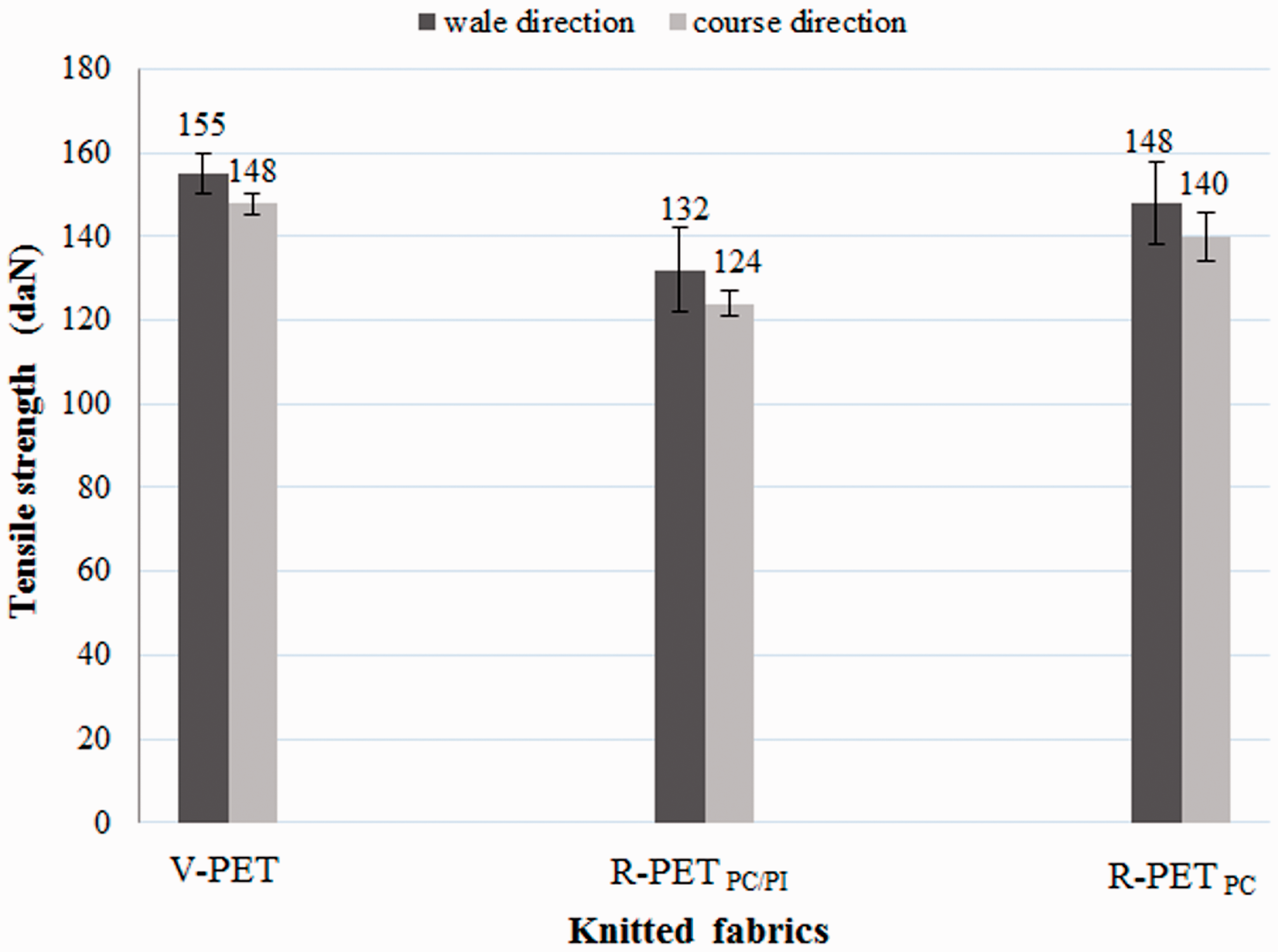

Considering fibres composition, R-PETPC/PI woven fabrics have lower tensile strength values, in both warp and weft directions, compared to V-PET and R-PETPC fabrics (Figure 5). This behaviour is a consequence of the mechanical degradation of PET during the recycling process. The high-quality composition of R-PETPC fabric ensures high tensile strength values in warp and weft directions. It is also confirmed by the high percentage of crystallinity, similar to V-PET (Table 3). The warp direction higher values are, as mentioned above, a consequence of the number of yarns/cm. They are comparable to warp direction V-PET values, considering standard deviation. The weft direction values are slightly lower than V-PET fabric ones. In this case, the recycled fibres composition is more visible because of the structure with fewer warp yarns/cm. About knitted fabrics (Figure 6), the results are similar among the three types of fibre considering standard deviation, because fabric structure characteristics affect them.
Tear strength test
Figures 7 and 8 and Table 4 show tear strength results. They are much higher than automotive
specification, for which the requirement is ≥6 daN. As can be seen in Figure 7, knitted fabrics show a small difference between
wale and course directions, because of the flexibility of the structure. About woven fabrics,
the greater number of yarns/cm affects the results for the warp direction samples. Considering
fibre composition, R-PETPC/PI fabric shows a little lower performance compared to
V-PET and R-PETPC fabrics, for woven fabric in particular. Degradation of fibres
during the recycling process influences the final mechanical properties of the fabric. This is
also confirmed by less percentage of crystallinity (Table 3). In Figure 8, R-PETPC warp direction results are
comparable to V-PET, considering the standard deviation (Table 4). Weft direction sample is composed of fewer weft
yarns/cm and its recycled origin is highlighted. During tear strength test, yarns are
individually stressed and their characteristics affect the results. Tear strength values of virgin and recycled PET fabrics with knitted structure. Tear strength values of virgin and recycled PET fabrics with woven structure.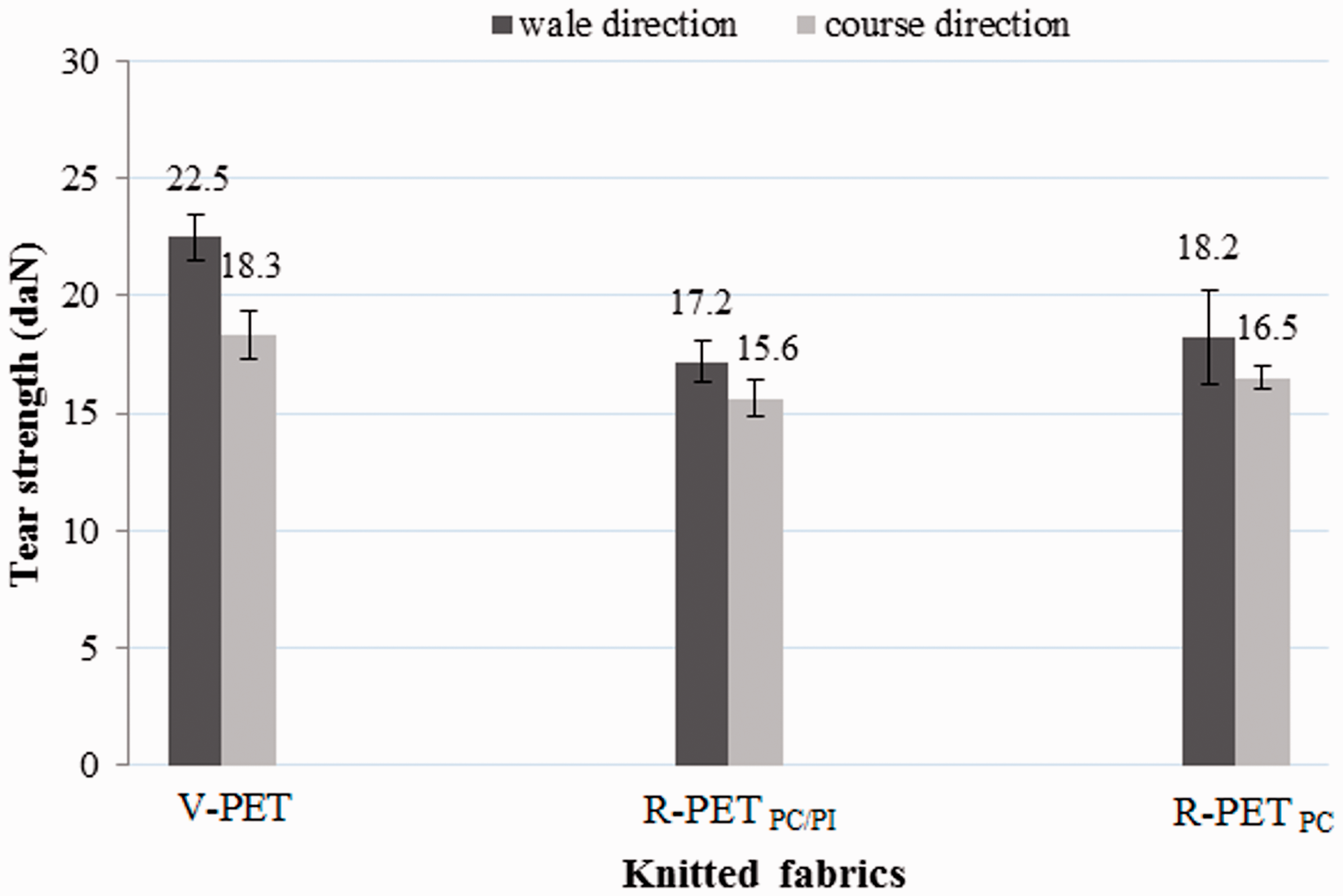

Wear resistance test
Grade results for every kind of fabric.

V-PET: virgin-polyethylene terephthalate; R-PET: recycled-polyethylene terephthalate.
Grey scale values for each kind of fabric.

V-PET: virgin-polyethylene terephthalate; R-PET: recycled-polyethylene terephthalate.
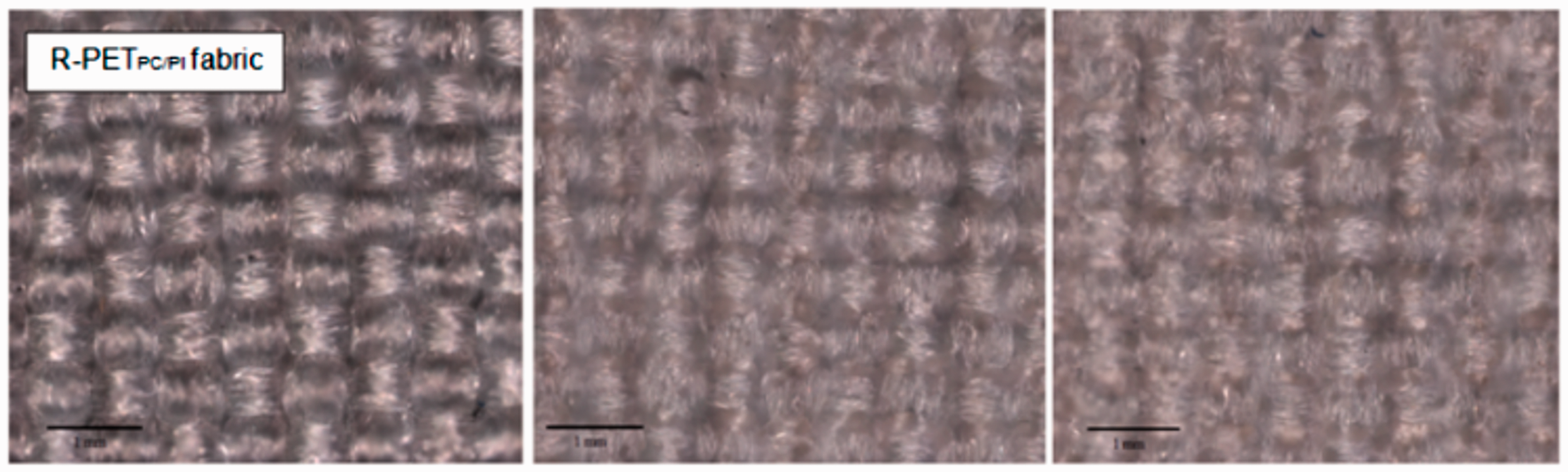
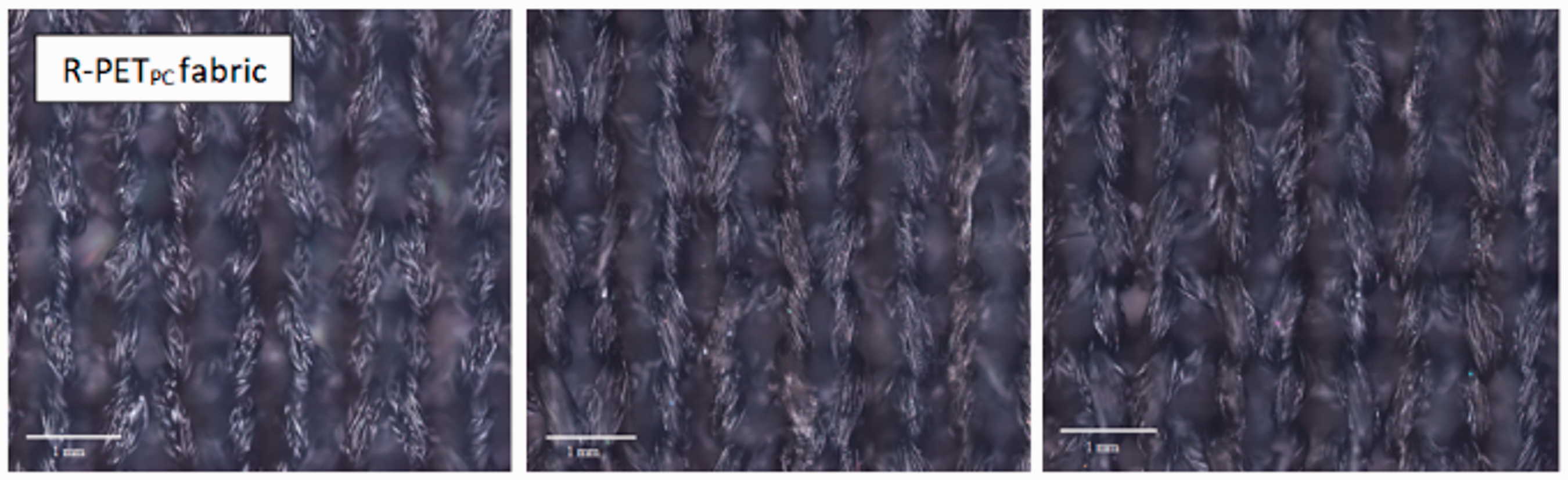
For a more accurate analysis, pictures of the surfaces have been taken at different
magnification with a confocal Profilometer (flat-woven fabrics in Figures 9, 11 and 13 and knitted
fabrics in Figures 10, 12 and 14). Worn surfaces of V-PET fabrics do not change
significantly after the test, with no broken yarns or structural modifications. After 3000
cycles of rubbing, V-PET fabric structure shows a lifting of superficial fibres. Lifted fibres
are responsible for a superficial whitening effect. This result corresponds to a value greater
than 4 of grey scale for V-PET fabrics. The value is acceptable according to automotive
requirements. An example of the results of woven and knitted fabrics is shown in Figures 9 and 10, respectively. R-PETPC/PI woven fabric
surface (Figure 11) was more abraded
compared to V-PET fabric. In this case, there is a high difference between not worn and worn
areas and frame completely disappears. To the touch, the surface loses three-dimensionality of
the structure and gains a rubbery consistency. This is the consequence of a superficial
plasticization related to a surface heating during successive rubbings of the analysed fabric
against the standard one. Knitted fabric surface (Figure 12) shows a slightly better result compared to the
woven one. The structure is still visible because fabric flexibility allows it to withstand
several rubbings, as in the case of structural abrasion test. Despite that, the plasticising
effect appears and the surface loses its three-dimensionality. R-PETPC/PI grey scale
values are unacceptable according to automotive requirements (Table 6). The MS.90093 standard requires values of 4.5
after 3000 cycles and 4 after 6000 cycles. Fibres coming from PET bottles recycling process
(R-PETPC) contribute to a better performance of the fabric, due to the less
contamination from other plastics. In this case, a slight shadow appears in correspondence to
the worn area, without plasticising effect (Figures 13 and 14). For both
structural and aesthetical, wear resistance depends on a combination of fibres, yarns, and
fabric construction characteristics. Pictures under the profilometer of V-PET woven fabrics surfaces before wear resistance
test and after 3000 and 6000 cycles of wearing (from left to right). Pictures under the profilometer of V-PET knitted fabrics surfaces before wear resistance
test and after 3000 and 6000 cycles of wearing (from left to right). Pictures under the profilometer of R-PETPC/PI woven fabrics surfaces before
wear resistance test and after 3000 and 6000 cycles of wearing (from left to right). Pictures under the profilometer of R-PETPC/PI knitted fabrics surfaces before
wear resistance test and after 3000 and 6000 cycles of wearing (from left to right). Pictures under the profilometer of R-PETPC woven fabrics surfaces before wear
resistance test and after 3000 and 6000 cycles of wearing (from left to right). Pictures under the profilometer of R-PETPC knitted fabrics surfaces before wear
resistance test and after 3000 and 6000 cycles of wearing (from left to right).



Conclusions
In this paper, structural and mechanical characteristics of fabrics produced with R-PET fibres were evaluated. For specific automotive requirements, they were compared to current production V-PET fabrics. Tensile strength, tear strength and structural and aesthetic wear resistance tests were performed on virgin and R-PET fabrics.
All fabrics possess good tensile and tear strength properties, far above automotive requirements.
Despite good mechanical results, R-PETPC/PI fabric cannot be applied as covering of very contactable areas as sittings areas and back seats. In fact, its surface reacted negatively after aesthetic wear resistance test and it could be damaged in a short time of usage. Otherwise, it is suitable for a “covering textile” role for less contactable areas such as lateral zones and door panels.
V-PET and R-PETPC fabrics have got high wear resistance and excellent mechanical performance. R-PETPC fabric is the most suitable R-PET fabric for automotive seat cover application, considering both knitted and flat-woven structures. It reaches the high-performance of V-PET textile materials, and it can replace them entirely inside the vehicle.
R-PET fabrics are environmentally friendly. R-PET fabrics production can contribute to benefits as reducing gases emissions and refuse to landfill, than petrochemical resources exploiting for virgin materials manufacturing.
Footnotes
Acknowledgements
The authors wish to thank Dentis S.p.A. for recycled PET flakes production and Apollo S.p.A. for fabrics production.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.