
Abstract
Inducing multifunctionality is the need of the products used in diverse environments. Here, polyurethane-based water repellent, flame retardant and antibacterial coatings are fabricated on cotton fabrics which sequentially involve the deposition of coating through knife coating, drying and curing of coated fabric. Taguchi design has been used to optimize the parameters for enhanced water repellency, flame retardancy and antibacterial activity. When applied individually, the performance characteristics enhance with the increase in concentration of respective finishing agent. However, a different behaviour was shown by the coated fabric when applied all the finishing agents simultaneously. Taguchi design enabled the monitoring of interdependency of different concentrations of chemicals and finding the most influencing parameters for efficient performance of coated fabrics.
Introduction
Textiles, being the flexible substrates, are the focus of the research for diverse applications because of inexpensive raw material, bulk production capability and interesting physico-chemical characteristics [1]. Imparting new functionalities in the textiles is a step to widen the span of their characteristics and potential applications in the different situations [2]. Textile surfaces have been made flame retardant and superhydrophobic through deposition of coatings via solution dipping technique [3]. Onar and Mete [4] used the sol-gel technique to introduce the water–oil repellency and flame retardancy in the cotton textiles. The superhydrophobicity has also been achieved by coating the fabric surface with fluorinated silyl functionalized zirconia [5]. Cotton fabrics functionalized with single wall carbon nanotubes exhibit the potential as flexible heaters [6]. The functionalization of cotton fabric has also been carried out using porous β-cyclodextrin polymer for water purification and odour control [7].
Polyurethane-(PU) based polymers exhibit superior flexibility owing to their low Tg. The PU-coated fabrics show the higher resistance to abrasion. Because of absence of plasticizers, PU coatings can withstand washing and dry cleaning [8]. Cotton textiles, being used in various application areas particularly in public places (cinemas, hospitals, seminar rooms, etc.), must fulfill the safety requirements such as flame retardancy, liquid repellency and antibacterial activity [9–10]. The fire has been found to cause huge property loss, civilian casualties and significant injuries every year throughout the world [3]. Surface modification of the substrates is an effective and versatile technique to impart the flame retardant characteristics [11]. Recently, Das et al. [12] produced the flame retardant textiles through bioinspired hybrid coating of sodium carboxymethyl cellulose/montmorillonite. The surface of cotton fabrics modified with organosilicon functionalized cyclotriphosphazene exhibited excellent flame retardant properties [13]. Further, cotton textiles exhibit the hydrophilic behaviour due to the presence of hydroxyl groups. The excessive hydrophilicity of natural fibres reduces the adhesion and provides an environment favorable for the growth of microorganisms. The highly hydrophobic textile surfaces gain sufficient attention owing to their anti-sticking, anti-contamination and self cleaning characteristics [14]. To avoid these limitations, cotton fabrics have been treated for enhanced hydrophobicity and antibacterial activity [15–19]. The surface of cotton fabrics has been reported to functionalize with Ce doped ZnO nanorods to enhance UV resistance and antibacterial activity [20]. The combined hydrophobicity and antibacterial activity have been achieved on fabrics treated with Cu nanoparticles doped silica-based sols [21]. Most of the research work has focused on the modification of surfaces for multifunctionality through simple chemical treatments (dip method). The work on achieving multifunctionalization by coatings is not much reported and needs to be performed comprehensively.
Here, we deposited PU coatings on cotton fabrics to achieve simultaneous water repellency, fire retardancy and antibacterial activity. The concentration of various finishing agents has been optimized for enhanced performance using Taguchi method. The present work provided superior multifunctional characteristics in cotton fabrics suitable to be used in areas of indoor public places.
Experimental
Design of experiment for multifunctional polyurethane-based coatings.

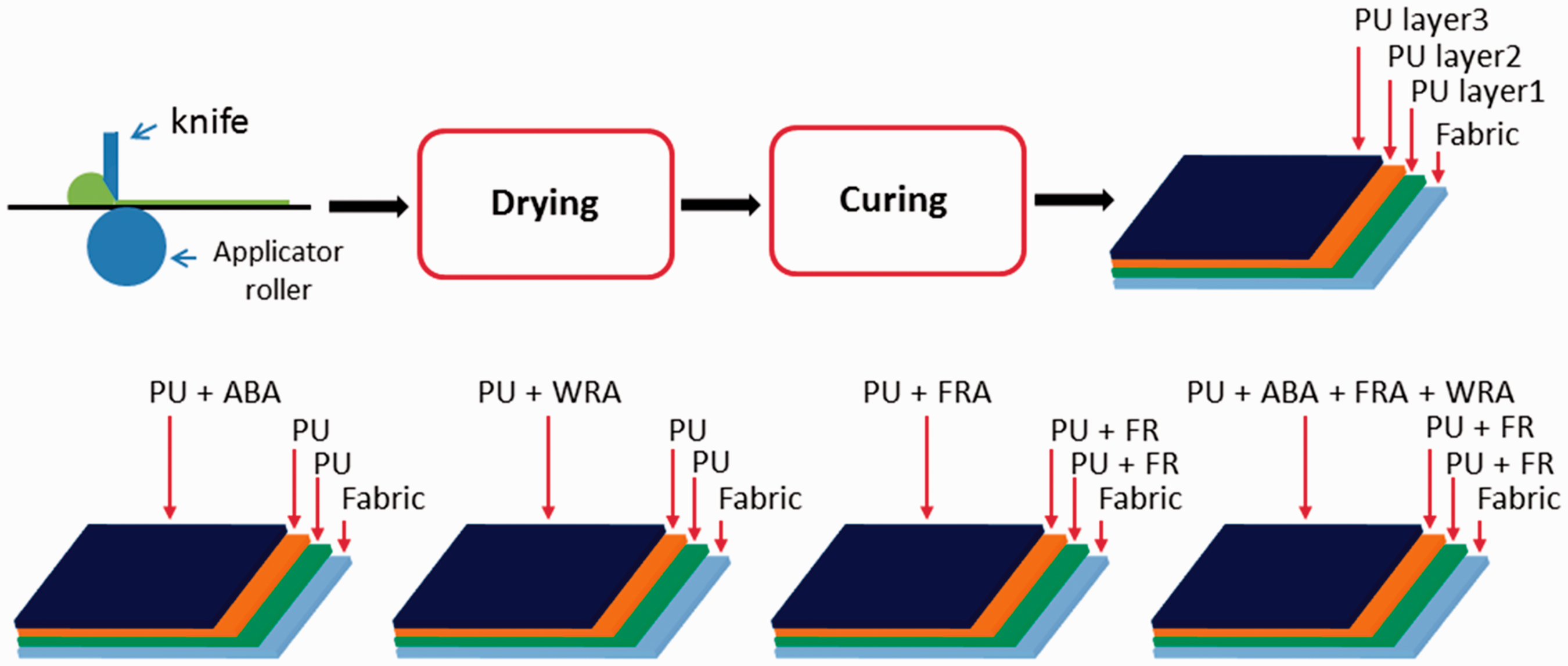
Representation of the schematic for the preparation of multifunctional antibacterial, water repellent and flame retardant coatings.
AATCC 100 antimicrobial standard test method was used to quantitatively test the antimicrobial activity of the textile fabrics over the contact period of 24 h against Escherichia coli (E. coli) and Staphylococcus aureus (S. aureus). Microbial culture was prepared in growth enrichment broth for 24 h of incubation to obtain optimum concentration of the test organisms. Optimum counts of test organism were inoculated onto the coated fabric swatches and untreated control fabric swatches. Bacteria counts on the fabrics were monitored at the initial stage, i.e. 0 h by standard microbiological microorganisms monitoring techniques. Organism inoculated fabrics were then incubated for 24 h under favorable conditions of nutrients and temperature. The antibacterial activity was observed from zone of inhibition exhibited by the samples.
Water repellency test was performed according to AATCC 22 Standard. Circular Test specimen with 7″ diameter was fixed in a circular hoop. The surface of specimen was kept smooth and wrinkles free. The apparatus was calibrated by pouring 250 ml distilled water in the funnel and observing the time required for the funnel to empty. The hoop was put in the sample holder under the funnel. A volume of 250 ml distilled water was dropped onto the fabric and observed the pattern made by water. The specimen was graded according to the standard spray test ratings. Vertical flammability tester was used to measure the char length. Char length represents the distance between the fabric edge (exposed to flame) and the point of visible fabric damage. Specimens were cut in standard size of 3″ × 12″ both in warp and weft directions and held in flame retardant holder. Flame was set to 1.5″ long. The flame glow was sustained for 12 s. After 12 s of burning, after-glow time and char length were measured. Tensile strength was observed using ISO 13934-1 standard tensile test. The samples were tested along warp and weft directions. Sample with size 6″ in length and 2″ in width was clamped in jaws of machine. Jaws were opened to 200 mm by moving in opposite direction. The maximum force to break the sample was recorded. Fabric thickness was measured by TMI Precision Micrometers using ASTM D1777 standard test method.
Results and discussion
The fabric samples coated with varying amount of antibacterial finish were analyzed for antibacterial activity using zone of inhibition technique as shown in Figure 2. The samples were marked by arrows using sample codes. It can be clearly observed that all the samples exhibited antibacterial activity showing a clear zone of inhibition around the samples by successfully killing the bacteria. The bleached fabric sample exhibiting no zone of inhibition was used as reference. Interestingly, the samples (S10, S11 and S12) containing the minimal amount of ABA (0.2%) along with FRA and WRA showed the efficient antibacterial activity exhibiting the effectiveness of the finish and was not affected by the presence of other finishing agents. The zone of inhibition, shown by the Ag-based finish, indicated the leaching of Ag species from the coated fabric samples to interact with the bacteria. The antibacterial activity of Ag is attributed to both nano-form of Ag and release of Ag ions [22]. The release of Ag ions in aqueous solutions, as determined by the intrinsic physico-chemical properties of Ag nanoparticles, was proposed to be due to the oxidation of Ag caused by the dissolved oxygen. It can be expressed from the following reaction [23]
Antibacterial activity of the coated fabric samples against (a) E. coli and (b) S. aureus pathways and decreasing the activity of antioxidant enzymes to inhibit the bacterial cell proliferation. Ag ions can introduce structural abnormalities through inhibition of cell division and damage of the cell envelop. Further, Ag ions can also interact with DNA to damage the bacterial cells. Ag nanoparticles can be absorbed by the cell through diffusion and endocytosis to generate the reactive oxygen species which cause the cell damage by interacting with the proteins and nucleic acids and by dysfunction of the mitochondria [24,25].


According to proposed mechanisms, the antibacterial activity of Ag was attributed to the interaction of Ag ions with thiol groups present in enzymes and protein activating the signaling
Water repellency of fabrics coated using individual WRA and in combination with ABA and FRA.

WRA: water repelling agent; FRA: flame retarding agent; ABA: antibacterial agent.
The flame retardancy of fabrics coated with individual FRA and in combination with other finishing agents has been observed to investigate char length both in warp and weft directions and shown as (A) and (B), respectively in Figure 3. The uncoated bleached fabric was also analyzed for flame retardancy. The observations depict that the bleached fabric has higher char length as compared to other coated samples because of the absence of self extinguishing behaviour of cellulose fibres. In case of coatings containing FRA only (S7, S8 and S9 having 20%, 30% and 40% FRA, respectively), the char length decreases with the increase in the concentration of FRA. The observations regarding combined finishes exhibit that the flame retardancy also increases with the increase in the concentration of FRA. The difference is that the char length for 20% and 30% FRA is lower for individual flame retarding finish as compared to combined finishes depicting the higher flame retardancy of samples coated with FRA only. However, for 40% FRA, the char length of all samples coated with coatings containing either FRA only or the combination with other two finishing agents is almost same. It shows the performance compatibility of flame retardant finish with the other finishing agents.
Flame retardancy of coated fabrics analyzed through char length exhibited along (a) warp and (b) weft.
Figure 4(a) and (b) shows tensile results of all samples, along warp and weft directions, respectively, coated with coatings either individual or combined finishing agents. In case of individual finishes, it is hard to establish a correlation between concentration of finishing agent and tensile strength. However, in combined finishing, most of the coated samples show higher tensile strength than the bleached sample. Sample S17 shows highest tensile strength (305 N) in warp direction and S14 sample exhibits the highest tensile strength (258 N) in weft direction. The higher tensile strength exhibited by the coated samples can be attributed to the effect contributed by the mechanical bonding between the fabric and coating layers. Further, the combined resistance to the external load in coated fabrics leads to the enhanced tensile strength. The applied force has been distributed between fabric and coating to minimize the external effect which imparts the higher tensile strength. The variation in thickness of fabric samples along with process parameters is shown in Figure 4(c). Generally, it is observed that the thickness increases with the increase in concentration of individual finishing agents. In case of combined finishing agents present in coatings, it is hard to find the relation of concentration of finishing agents with the thickness.
Tensile strength of coated fabrics along (a) warp and (b) weft and (c). Thickness of coated fabric samples prepared at various process conditions.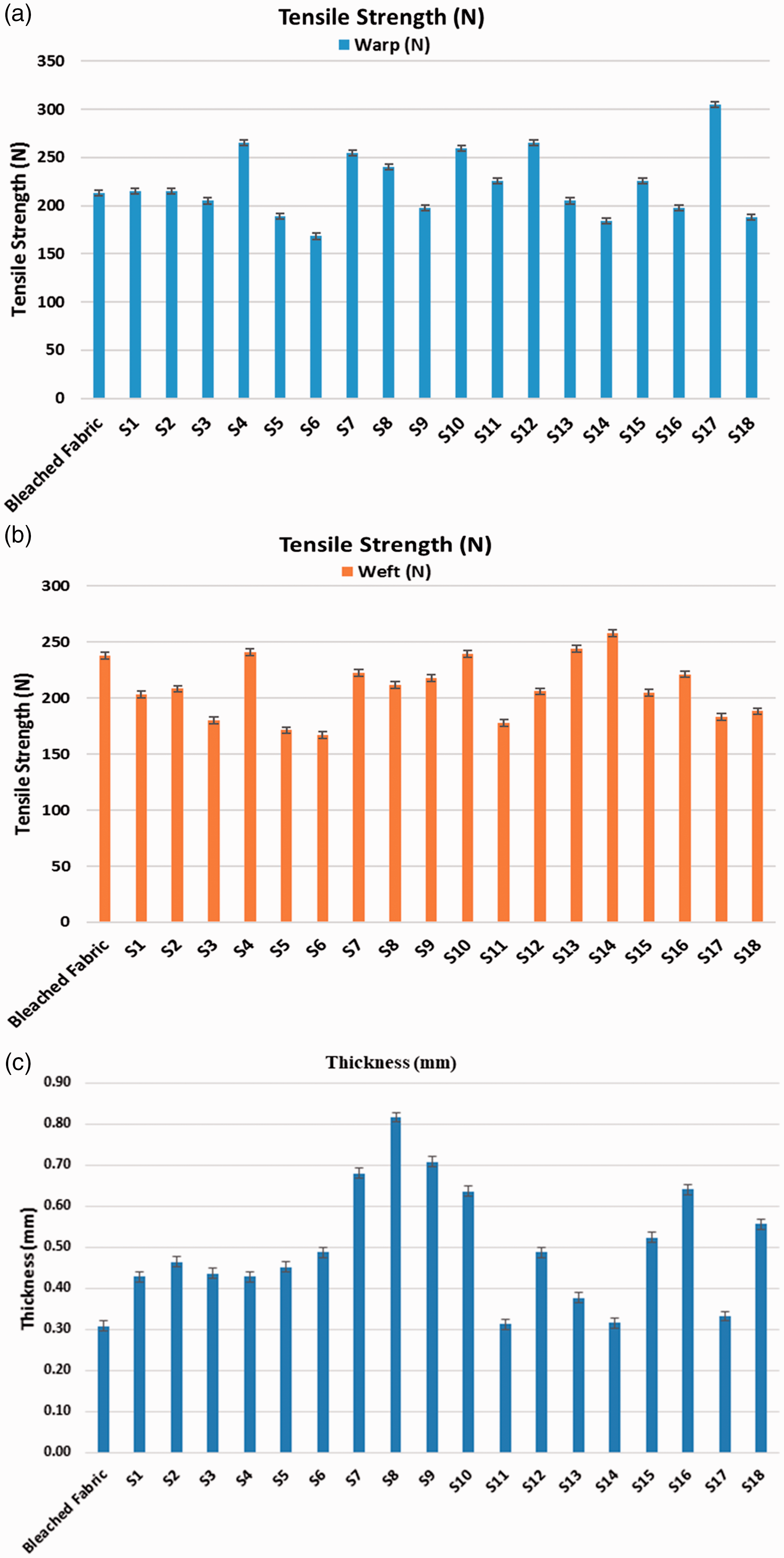
The mechanical properties of the coated fabrics were further analyzed through characterization of elongation at break of all the samples (along warp and weft directions) coated with either individual or combined finishing agents as shown in Figure 5(a) and (b), respectively. It is observed that most of the coated samples showed higher elongation at break as compared to bleached uncoated fabric. According to results, the highest value in warp direction is shown by sample S17 (18.66%) and highest value in weft direction is exhibited by sample S13. Higher elongation in warp and weft direction of coated fabric can be attributed to the elasticity imparted by polyurethane coating due to which coated fabric becomes more elongated as compare to uncoated bleached fabric.
Representation of elongation at break of coated fabrics along (a) warp and (b) weft.
Coating factors and S/N ratio.

S/N: signal-to-noise.
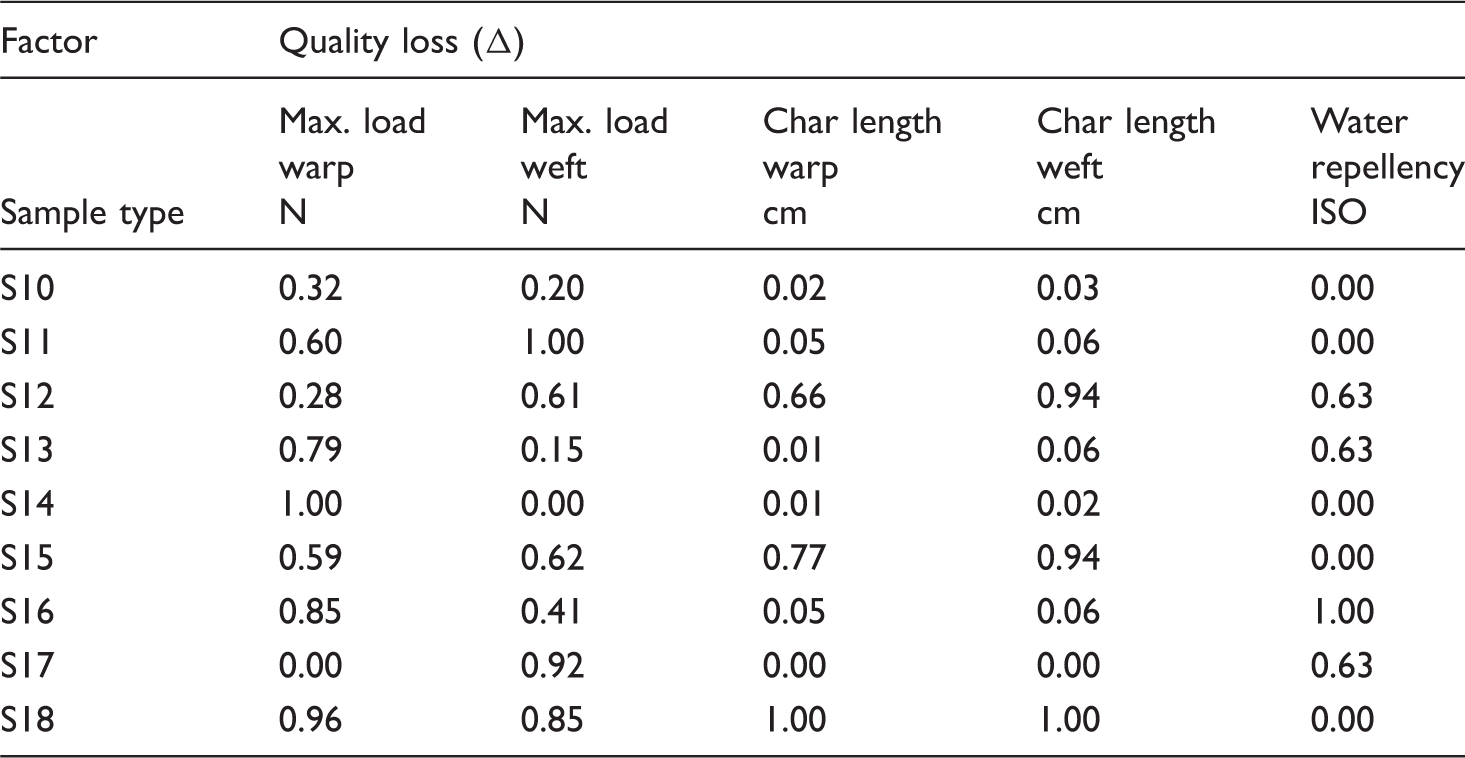
Coating factor and quality loss (Δ) table.
Grey relational coefficient calculated using quality loss function.


Grey grade of different samples computed using Taguchi method.
Conclusion
A multifunctional-coated fabric has been successfully developed exhibiting the excellent antibacterial activity, flame retardancy and water repellency. The synthesis parameters have been optimized using Taguchi method for enhanced functionalization. It is observed that the antibacterial activity of fabric increases with the increase in concentration of ABA, and the presence of other agents do not affect the antibacterial activity. Water repellency of fabric having the highest concentration of WRA is excellent and is affected by the presence of other finishing agents. An increasing trend in flame retardancy is observed with the increase in concentration of FRA. The sample S16 is found to be robust containing ABA, WRA and FRA as 0.2%, 2% and 20%, respectively.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research work was carried out with financial aide from Higher Education Commission of Pakistan under National Research Program for Universities [Grant Number 20-2922].