
Abstract
In this study, four plied jute, carbon, E-glass fabric-reinforced and their hybridized composites are manufactured. Nine composite laminates with different stacking sequences are manufactured by vacuum infusion technique. In order to understand the structure of the composites, fiber weight and fiber volume ratios in the laminate system are initially figured out. Furthermore, void fractions of samples are calculated by using theoretical and experimental densities of the composite samples to examine the impact of amount of fiber content on the void fraction. The effect of hybridizing jute fabric-reinforced polyester composite with E-glass fabric and carbon fabric and also the effect of stacking sequence of fabric layers on the mechanical properties (tensile strength, impact strength) of composite laminates are investigated. According to the outcomes of this investigation, it is realized that incorporating high impact resistant fibers to the outer layers of the composites leads to higher impact resistance, and placing high tensile strength fibers at the inner layers results in higher tensile strength at the hybrid composite laminates.
Introduction
During the last few years, there is an emergent demand for fiber-reinforced composites owing to their exclusive characteristics such as high specific strength and stiffness, low thermal expansion, good fatigue performance and processing advantages at low cost. Moreover, due to their properties such as lightweight, sufficient mechanical strength and cheapness, natural fibers have a growing usage as reinforcement materials [1, 2]. Environmentally friendly composite materials with good physical properties are developed by natural fiber reinforcements [3–5]. Instead of using natural fibers alone as reinforcement materials, hybridizing these materials with higher strength fibers results in a good balance of mechanical property and cost for composite materials [6].
Hybrid composites combine two or more reinforcing materials in a matrix. The mechanical performance of composites depends mostly on the properties of matrix, reinforcement materials, and their interaction. So, fabricating hybrid composites leads to better mechanical properties and reduced material costs compared to the conventional composites [7–9].
Fiber-reinforced composites are mostly preferred in applications where high mechanical properties are required, such as automotive applications, aerospace industry, and so on [10–13].
Among all natural fibers, jute is promising as a reinforcing material due to its low cost and wide commercial availability in the required form as well as its good thermal and electrical insulation properties [14–16].
E-glass fiber is one of the most preferred reinforcement materials in the composite industry, thanks to its properties such as high tensile strength, high chemical resistance, and high dimensional stability [17]. The strength of any material is determined by the presence of flaws of critical dimension. E-glass fiber is a convenient reinforcement material that increases the surface to volume ratio by reducing the number of flaws of critical dimension, and thus leading to increased strength [18].
Carbon fiber is mostly preferred where lightness and high stiffness are required. However, it has a lower impact strength compared to the E-glass fiber and conventional steel alloys. Impact strength and ultimate strain of carbon-reinforced composites are mostly improved by adding E-glass or Kevlar fiber to the composite. Carbon fiber-reinforced composites are mainly used in aerospace applications [19, 20].
Mechanical properties of jute, E-glass, and carbon fiber [21].

In the literature, it is seen that jute fiber is mostly hybridized with E-glass fiber. In one of the studies, Gujjala et al. searched the effect of hybridizing E-glass fabric with jute fabric and of stacking sequence on the density, tensile, flexural and interlaminar shear properties of woven jute/glass fiber hybrid composites. They prepared the samples by hand lay-up process and they preferred epoxy resin as matrix material. According to the results, the maximum interlaminar shear strength and tensile strength were obtained with the composite prepared with E-glass fabric at extreme layers; however, the maximum flexural strength was obtained with composite GJGJ which has a fabric stacking sequence of “glass-jute-glass-jute” [22]. Gowda et al. studied the mechanical properties (tensile strength, compressive strength, flexural strength, impact strength, in-plane shear strength, inter-laminar shear strength and hardness) of woven jute fabric-reinforced composites that were produced by hand lay-up technique. Polyester resin was used as matrix material. They stated that the jute-reinforced composites have better strengths compared to the wood composites and to some plastics although their mechanical properties were not as high as the mechanical properties of the conventional composites [14]. Ahmed et al. (2008) investigated the effect of stacking sequence on the mechanical properties such as tensile, inter-laminar shear and flexural strength of untreated woven jute and E-glass fabric-reinforced composites. Hand lay-up technique was used to produce the composite laminates. Laminates were composed of 10 plies and polyester resin preferred as matrix material. Their results showed that hybrid laminate which has two E-glass plies at outer layers has the best property/cost balance [23]. Pandita et al. at their study, produced jute and jute/glass-reinforced epoxy composites to investigate the effect of hybridizing on the mechanical properties of jute composites. They used resin infusion under flexible tooling method for manufacturing. From the results, it was observed that adding thin layers of E-glass fabric to the outer layers increases the tensile, bending, and impact properties of the jute-reinforced composites [24].
Void is one of the problems that may be encountered in fiber-reinforced composites. They are the entrapped air or moisture parts in the composite matrix [25]. Void content mostly increases with the increment of fiber content [7]. However, some studies claim that there is not a distinct relationship between void content and fiber volume fraction [26–28]. In addition, it is referred in the literature that void content of composites increases substantially when the fiber volume ratio is more than 40%. The quality of vacuum, viscosity of resin, and permeability of the reinforcement materials are the main factors that affect the void content [29]. They are mostly formed by the incapability of the matrix to displace the air in the woven fabrics [4]. The presence of voids in composite materials reduces the mechanical properties of the composites substantially [30]. The limit of void content differs according to the end-use area of composite structure. For example, while void content less than 1% is required for aerospace applications, 5% is acceptable for other applications such as automotive and marine [31].
It has also been found out in the literature that mostly fibers or unidirectional structures are used as the reinforcement instead of biaxial woven structures; on the other hand, biaxial woven fabric structure is preferred in this study because they offer better impact resistance, enhanced toughness, and dimensional stability as compared to unidirectional-reinforced composites [32]. Second, in the literature, jute fabric-reinforced composites are mostly hybridized with E-glass fabrics by using epoxy resin as the matrix; however, in this study, jute fabric-reinforced composites are hybridized with both E-glass and carbon fabrics by using polyester as the matrix material for manufacturing more economical and functional structures.
In this perspective, the main objective of this research is to develop a novel hybrid composite structure by hybridizing jute fabric-reinforced polyester composites with E-glass and carbon fabrics with different stacking sequences of fabric plies, and to investigate the effects of different stacking sequences on the mechanical properties of these composite materials.
Materials and method
Materials
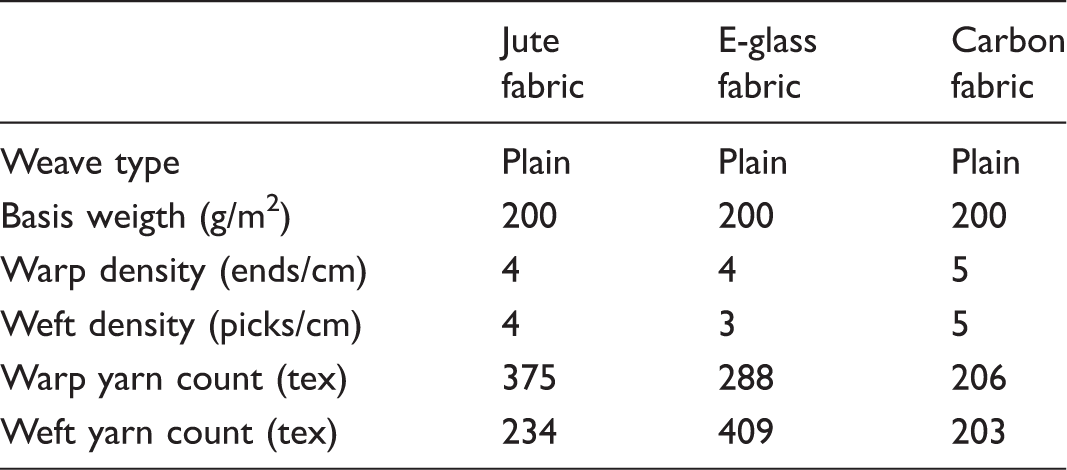
Properties of jute, E-glass, and carbon fabric samples.
One of the most critical jobs in the fabrication of composites is to determine the amount of the accelerator and hardener that is needed to be added with polyester resin. If these chemicals are used less than needed, it will prevent the adhesion of fabric and resin and thus the hardening of the sample. On the other hand, if they are used more than needed, it may cause the resin to be solidified before vacuum pump sucks the excess resin. Literature review is carried out to decide the amount of content of resin. It is observed that there are different ratios at different studies [14–16, 23, 33–36]. Based on these ratios, some trials are performed and it is decided to use the ratio of 1:0.00175:0.002 (polyester: cobalt:MEKP) by weight.
Methods
Composite fabrication
Vacuum infusion technique is used for the preparation of four-plied composite specimens. Composite fabrication is realized at room temperature (20℃ ± 2℃). During the process, ventilator which is located above the table is in working order. First of all, the matrix material is prepared by mixing a specified amount of accelerator and hardener to the commercially available polyester resin. Composite manufacture is carried out on a tempered glass. Before starting the production, one layer of releasing agent is applied to the tempered glass ensuring that the composite plate releases easily from glass. Then one layer of polyester resin is applied to the tempered glass and one layer of fabric is laid on it. This process continues until the required number of fabric layers is achieved. After laying fabric layers and applying the resin, peel ply and perforated film are laid on the fabric layers. Finally, the vacuum sealant tape is pasted around the sample and a vacuum bag is attached on it. A small hole is also opened on the vacuum bag to enable the manifold tube to pass through it. Then, the vacuum pump is opened to suck the excess resin from the sample. Vacuum pump works for 2 h (about 1 bar). Then, the vacuum tube is cut and closed with sealant tape to prevent air entrance. The sample is left for 24 h at that position for curing (Figure 1).
Schematic diagram of vacuum infusion technique.
Sample codes.

The fiber volume ratio is calculated using equation (1)

Void fraction
Void fraction is calculated from the theoretical and experimental density of the composite through equation (2), according to ASTM D2734-94 standard.

Equation (3) is used to calculate the theoretical density of the composites.

Specimen preparation
Before starting the mechanical tests, AutoCAD 2014® software program is used for drawing the form of test specimens according to related standards that are stated in the Mechanical testing section (Figure 2).
Forms of test specimens for (a) tensile strength [W:13 mm, L:57 mm, WO:19 mm, LO:165 mm, G:50 mm, D:115 mm, R:76 mm], (b) impact strength [A:10.16 mm, B:63.5 mm, C:127 mm, D:0.25R mm (R:Radius of notch), E:12.7 mm] testing.
After that, drawings are arranged and sent to the CNC milling machine by ISYCAM® and REMOTE® software programs. Samples are cut from both warp and weft directions by the CNC milling machine. For each test, three warp and three weft specimens are cut.
Mechanical testing
The mechanical properties of composite samples are evaluated by tensile strength and v-notched Charpy impact testing. Tensile testing is done using Shimadzu AG-IS test machine according to ASTM D638-10 standard (Figure 3(a)). Programs DVE-201 and Trapezium 2 are used to evaluate tensile strength of composite samples. Before testing, width and depth of all test specimens are evaluated. Two white papers which have a black line on them are pasted to the sample at 50-mm intervals. The distance between these black lines are also measured by DVE-201 program by using two cameras that are integrated to the testing machine. Then, this distance, width and depth values are entered to the Trapezium 2 program and testing is started.
(a) Tensile strength tester and (b) Charpy impact tester.
Devotrans Charpy Test Machine is used to evaluate the impact resistance of the composite samples according to BS EN ISO 179:1997 standard (Figure 3(b)). Before testing, a notch is opened at the middle of each sample by a notching apparatus. The notched sample is placed on the testing machine and the notched part is adjusted to be at the level of the pendulum of the machine. Then the pendulum is fixed at the top of the machine and then released. The energy that is applied to the sample is 12 J.
Equation (4) is used to calculate the Charpy impact strength of notched specimen (acN).

Results and discussion
Fiber volume and fiber weight ratios
Thickness, fiber/weight, and fiber/volume ratios of composite samples.

Void fraction
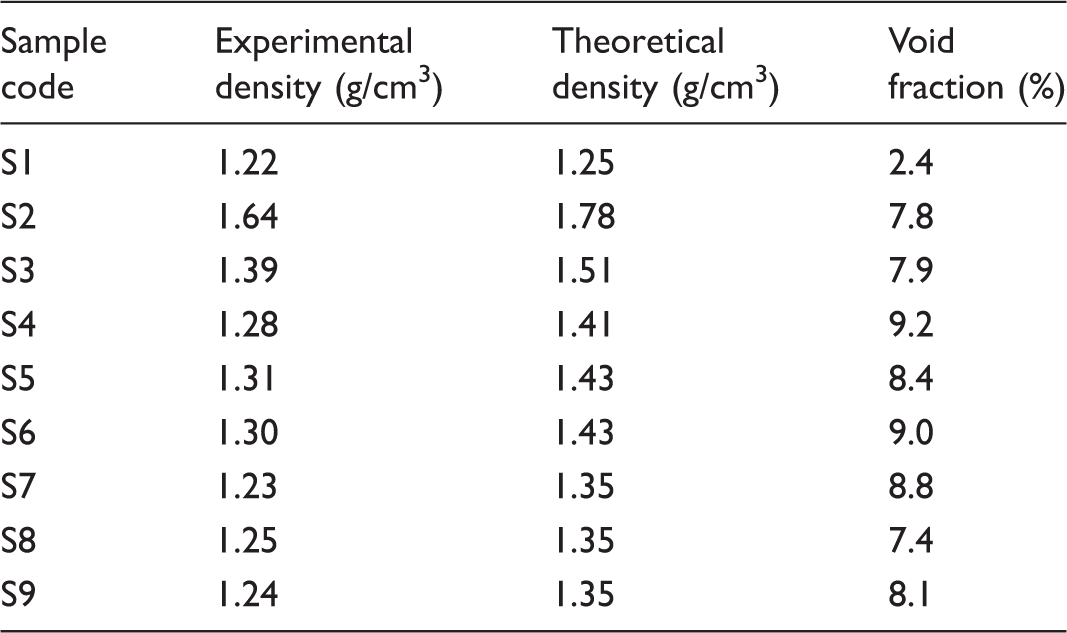
Experimental density, theoretical density, and void fraction of composite samples.
Tensile strength
The tensile strength values of composite samples can be found in Figure 4. When one-type fabric-reinforced samples are compared, it is seen that jute fabric-reinforced polyester composite has the lowest tensile strength (37.84–30.59 MPa) while the carbon fabric-reinforced composite has the highest (400.60–291.82 MPa) which is compatible with these fibers’ tensile strength values stated in Table 1 (tensile strength of carbon fiber is approximately 10 times larger than tensile strength of jute fiber). Also, from the literature it is observed that tensile strength of polyester resin is about 20 MPa [37]. Results show that jute-reinforced composites have tensile strength value close to the tensile strength of polyester resin, while others have much higher values. When fiber/weight (19%) and fiber/volume (16%) ratios of jute-reinforced composites are taken into consideration, this circumstance seems reasonable.
Tensile strength test results.
When jute/glass hybrid samples are compared to jute-reinforced composite, it is observed that tensile strength is increased from 30 MPa to 100 MPa. Also it is seen that there is not any significant difference between several stacking sequences of jute/glass hybrid composites. Unlike jute/glass hybrid composites, the tensile strength of jute/carbon hybrid composites differs by several stacking of fabric layers. It is seen that while S8 which has carbon fabrics in the inner layers reaches the highest tensile strength, S9 which has carbon fabrics in the outer layers has the lowest tensile strength among all jute/carbon hybrid samples. This can be due to the fact that adhesion between carbon fabrics is stronger than the others and this steady bonding at the interface imparts higher tensile strength to the composite sample.
Also it is investigated that composite samples that are cut from the warp direction has higher tensile strength values than the weft direction samples. This is an expected result owing to the inherent characteristics of the biaxial woven fabric structures. As it is also observed, either thicker yarns or higher yarn densities are utilized at the warp directions (see Table 2) which impart higher tensile strength values to the reinforcements in this direction.
Impact strength
Figure 5 shows the impact resistances of the composite samples. It is seen that E-glass fabric-reinforced composite has the highest impact resistance (262.11–190.42 kJ/m2), while jute reinforced has the lowest. When the effect of stacking sequence examined, it is seen that among jute/glass-reinforced composites, S6 (205.42 Kj/m2 – 182.53 kJ/m2) has the highest value while S5 sample has the lowest impact resistance (98.94 kJ/m2 – 82.74 kJ/m2). Besides, it is realized that although there is not a large difference among all jute/carbon hybrid composites’ impact resistance values, S9 sample which has carbon fabrics at the outer layers has a bit higher impact resistance than the others. As mentioned above, carbon fiber has low impact resistance compared to E-glass fiber and steel alloys; however, it has higher impact resistance than jute fiber. So, in this situation, placing carbon fabrics to the outer layers and jute fabrics to the inner layers leads to higher impact resistance values for jute/carbon hybrid composites. On the other hand, impact resistance values of jute/carbon hybrid composites are so close to the impact resistance value of carbon-reinforced composite. This unusual mechanical performance of composite laminates may be explained by void fractions and mechanics of the sliding behavior of the laminates under sudden impact and needs more attention in further studies.
Impact test results.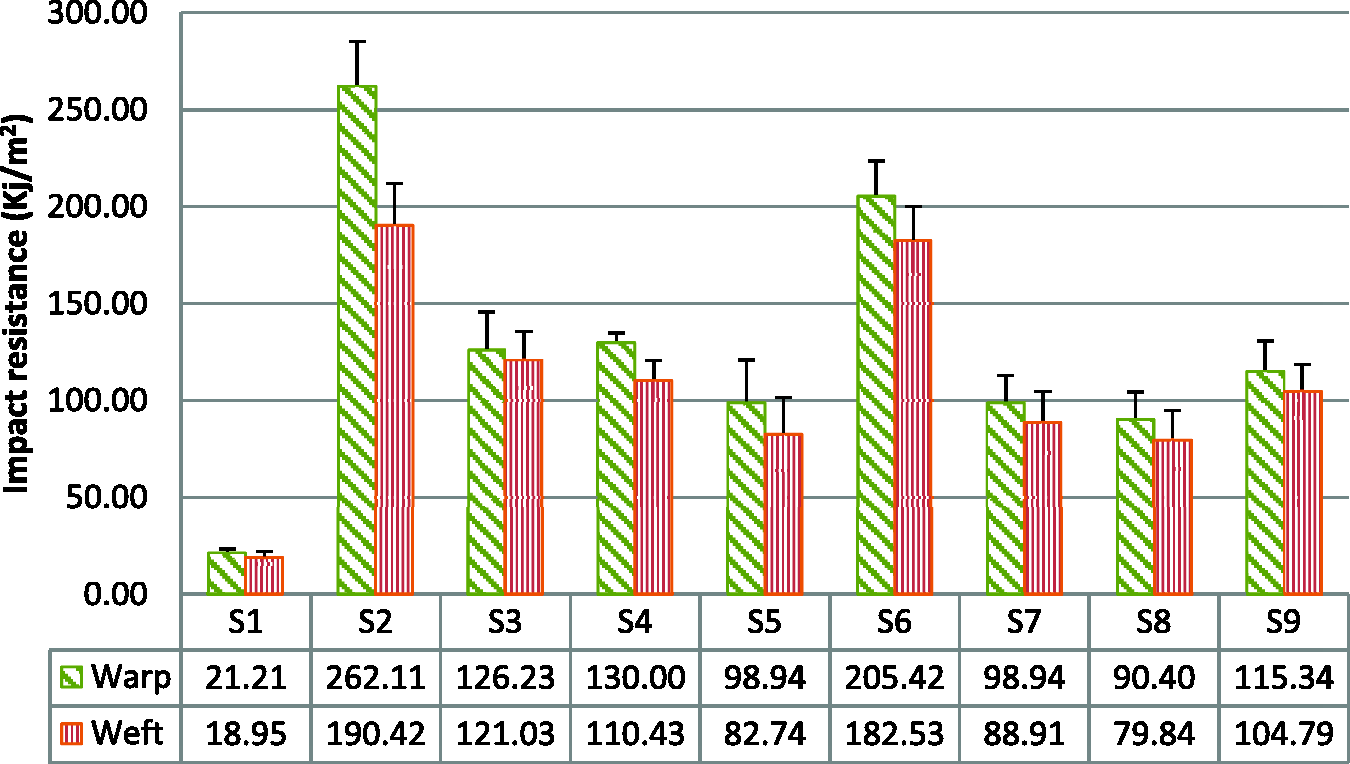
Similarly, it is observed that warp direction samples have higher impact resistance values than weft direction samples due to the inherent characteristics of biaxial woven fabric structures.
Conclusion
In this study, jute fabric-reinforced polyester composites are hybridized with E-glass and carbon fabrics. While higher mechanical properties are obtained with E-glass and carbon fabric reinforcements, jute fabric reinforcement provides cost effectiveness and lightness to the hybrid composite structure owing to its low density. Lightness is becoming a necessity for automotive industry, and as it is known, this means less energy and fuel consumption for the vehicles. If the shortage of fossil fuel supply and global warming are taken into consideration, it can be easily understood that lightness of vehicles is a significant factor for environment.
As a conclusion, it is observed that changing the stacking sequence of fabric layers has an effect on the mechanical properties of composite laminates. Three types of reinforcement materials are used in this study to fabricate composite samples. All these fabrics have different properties, and adhesion of these fabrics to each other also differs. So when we change the positions of the fabrics, interfaces between the fabrics change and it affects the mechanical properties of composite samples. However, it is found out that this effect is seen more clearly when the mechanical property values of fibers are so distinct from each other. It can be concluded that by incorporating high impact resistant fibers to the outer layers of the composites, one can achieve higher impact values; on the other hand, placing high tensile strength fibers at the inner layer results in higher tensile strength at the composite laminates. Finally, it is acquired that samples that are cut from warp direction have higher impact and tensile strength than the weft direction samples. By means of properties such as lightness and cost effectiveness compared to pure E-glass or pure carbon fabric-reinforced composites and adequate mechanical properties, these hybrid composites may have an application area in automotive industry.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Istanbul Technical University Scientific Research Projects Fund under grant no. BAP 37677.