
Abstract
The prime objective of this work is to interpret the effects of different kinds of multi-walled carbon nanotubes (MWCNTs) on thermal and thermo-mechanical properties of E-glass/carbon fabric reinforced hybrid composites. MWCNTs enhanced composites are fabricated by vacuum-assisted resin transfer molding method. The thermal and thermo-mechanical characterizations are carried out using a differential scanning calorimeter, thermogravimetric analyzer and dynamic mechanical analyzer, while the morphological structure is examined by scanning electron microscope. The results show that the addition of MWCNTs and changing the fabric stacking sequences do not have effects on the phase changes of the materials but have reducing effects on the void ratio. Besides, it is observed that the added MWCNTs increase the degradation temperature of the composite material and the modulus values. The pristine MWCNT is found more effective on thermal and thermo-mechanical properties of composite structures than functionalized ones.
Keywords
Introduction
Textile reinforced composites have become more of an issue by virtue of their easy processing and excellent properties. The increasing demand for high quality and multifunctional materials in various industrial areas is the propulsive force of the research effort devoted to the development of advanced nanostructured textile reinforced composites with superior properties.
Many textile fibers are used in the composite industry. Among them, E-glass and carbon fibers are the most popular synthetic fibers used as reinforcement materials in high strength composite structures [1]. Both of them have some advantageous and disadvantageous properties. One of the most important reasons for using E-glass fibers widely in the composite industry is their relatively low price compared to carbon fibers [2–4]. Besides, they have relatively high tensile strength, chemical and impact resistance [1,4–7]. When performance features of E-glass fibers are compared with those of carbon fibers, it can be said that they are weaker, non-rigid and more sensitive to fatigue loadings. However, their brittleness is less. Carbon fibers are acknowledged with their excellent tensile and compression strengths and high modulus values [5,8,9]. However, they also have some disadvantages. They have higher brittleness and lower impact resistance than glass fibers and also due to their manufacturing techniques they have high cost [5,9,10].
Thermoset resin composites are widely preferred in structural applications. Although epoxy is the most preferred resin among all thermoset resins, polyester resin is also used in various applications. Polyester resins are quick curing resins but they have high cure shrinkage in comparison with epoxy [11]. They are highly resistant to chemical attacks and environmental effects. Polyester resins have very low cost compared to epoxy resin and also have high dimensional stability and low viscosity [12–14].
The addition of nanoparticles to polymers has opened a new era in composite materials by optimizing the specific properties of polymer matrices. Nanoclays, carbon nanofibers and carbon nanotubes (CNTs) are the outstanding nanoparticles in polymer composites owing to their excellent mechanical, thermal and electrical properties [15,16]. CNTs are new carbonaceous materials formed by winding graphene layers [17]. Among CNTs, multi-walled carbon nanotubes (MWCNTs) come to the fore in virtue of their unique properties such as high aspect ratio, low density and superior mechanical, thermal and electrical properties [15]. The surface areas of MWCNTs (approximately 200 m2/g) are lower than those of single-walled carbon nanotubes and this leads to better dispersion in the polymer [18]. Carbon nanotubes are known to be as one of the most conductive fillers and also owing to their high mechanical properties, carbon nanotube reinforced polyester composites can have applications in sports goods, aerospace, biomedical, automotive and electronics sectors [19,20].
In CNT added composite structures, there may be some problems regarding the adhesion of CNT and matrix material to each other. The bonding strength between the matrix material and the CNTs and also their dispersion can be improved by chemical modification. Tailored amino, carboxyl and glycidyl groups are some of the functional groups that are used for the functionalization of CNTs [18].
When the literature is examined, it is seen that the effects of the addition of CNTs to the polymer-based textile reinforced composites’ thermal, mechanical and thermo-mechanical properties are examined in some of the studies. Almost all of these researches have used epoxy as a matrix material [3,15,18,21–23]. In one of these studies, Kim et al. [15] manufactured carbon fiber and silane functionalized MWCNT reinforced epoxy composites and examined their mechanical and thermal properties. Results showed that the addition of 0.5 wt% of silane functionalized MWNCTs to the composite make an improvement in glass transition temperature and initial decomposition temperature (26°C and 27°C, respectively) of composite structures. In another study, Rahman et al. [18] integrated amino-functionalized MWCNTs to E-glass reinforced epoxy composites to improve their flexural and viscoelastic properties. It was revealed that 0.3 wt.% MWCNTs loaded sample shows the optimum mechanical and thermo-mechanical properties. Dynamic mechanical thermal analysis results of 0.3 wt.% MWCNTs added sample displayed an increase of 41% in storage modulus, 52% in loss modulus and 10°C in glass transition temperature. In a study, Li et al. [3] examined the impact of CNT–Al2O3 on the glass fabric reinforced epoxy composites’ flexural, interfacial and thermo-mechanical properties. The flexural modulus and interlaminar shear strength of composite improved by 19% and 11%, respectively with the addition of CNT–Al2O3 (0.5 wt.%). Moreover, a 20% increment of storage modulus at 50°C and a 15°C increase of glass transition temperature was achieved. Wang et al. [22], in their study, added different amounts of carboxylic acid-functionalized CNTs to carbon fabric reinforced epoxy composites and examined their effects on the properties. The results showed a 32.2% and 32.9% improvement in flexural strength and interlaminar shear strength of the 0.025 wt% CNT added composite sample, respectively. Moreover, dynamic mechanical analysis (DMA) showed that CNT addition increased the storage modulus and glass transition temperature (Tg) of the material. In contrast to these studies, the effect of the addition of MWCNTs to polyester-based composites is investigated in this study owing to unsaturated polyesters advantageous properties such as; low cost, low viscosity and fast curing time compared to epoxy resin [24]. Besides, it has been observed that in some studies where thermal and thermo-mechanical properties of epoxy-based composites are examined, these properties of composite materials are improved by the addition of polyester resin to epoxy [25–27]. Based on this information, polyester resin was chosen as the matrix material in this study and it is thought that it will be a preliminary study examining the effects of different types of MWCNTs, fabric direction and varying sequences of fabric layers on the thermal and thermo-mechanical properties of the polyester-based composite material.
In one of our previous studies [28], the effects of the addition of MWCNTs on the mechanical, thermo-mechanical and thermal characteristics of jute, E-glass and carbon fabric reinforced composites were investigated. In that study, each composite structure contained only one type of fabric (jute, E-glass, or carbon). However, in this paper, the thermo-mechanical and thermal properties of E-glass and carbon fabric reinforced polyester-based hybrid composite materials loaded with chemically functionalized carbon nanotubes have been discussed concerning the different arrangements of fabric layers of hybrid structures and also the morphological properties of the material. In this study, it has been shown that polyester-based composites can also be used in structural applications by producing cheaper and lighter composite materials as an alternative to epoxy-based composites. Besides, unlike many other studies in the literature, the results are examined based on the production direction of the woven fabric structure used as reinforcement material and its importance is emphasized.
Experimental study
Materials
E-glass (supplied by Omnis Kompozit, Turkey) and carbon fabrics (supplied by Spinteks, Turkey) were used as the reinforcement materials, while unsaturated orthophthalic polyester resin (POLRES PRE-62) (supplied by Ada Elektrik, Turkey), cobalt and methyl ethyl ketone peroxide (supplied by Ada Elektrik, Turkey) were utilized as matrix materials. E-glass and carbon fabrics were plain weave structures with areal densities of 200 g/m2. Their fabric counts were 4X3 and 5X5 (ends/cm X picks/cm), respectively.
Three different types of MWCNTs (MWCNT, MWCNT-OH and MWCNT-COOH) supplied by US Research Nanomaterials were loaded to the matrix system. They had a purity of 95%, their wall-length was 10–30mm and the average outside diameter was less than 7 nm.
Methods
Figure 1 shows the production steps of MWCNTs added E-glass/carbon fabric reinforced hybrid composite structures. Firstly, the resin system was prepared. 0.5 wt. % MWCNT was added to the polyester matrix and mixed in the ultrasonic homogenizer sonicator (Hielscher, UP 400S) until a homogeneously dispersed solution was obtained. When the studies in the literature were examined, it was seen that the amount of CNT added to the resin varies considerably [11,29–32]. The increase in the amount of CNT contained in the resin system had also been shown a negative effect on the homogeneous dispersion of CNTs [18]. In light of this information, 0.5% by weight was chosen as the proper amount of CNT to obtain optimum modulus values and homogeneous distribution in the resin. Then, accelerator and hardener were added to the prepared matrix system and four-plied fabric reinforced composite samples were produced by vacuum-assisted resin transfer molding method under 1 bar pressure at 20°C ± 2°C. The matrix system contained unsaturated orthopthalic polyester resin, cobalt and methyl ethyl ketone peroxide with a ratio of 1:0.00175:0.002 by weight. While cobalt was used as an accelerator, methyl ethyl ketone peroxide (MEKP) was utilized as a hardener of the matrix system. Composite samples were cut with computer numerical control (CNC) milling machine (Joker CNC) in the appropriate sample dimensions for characterization. For the DMA test, three samples were cut from the 0° and 90° directions of the composite structures, while 3 samples were cut for other tests, independent of the direction of the samples.

Production steps.
Void fractions were computed from the theoretical and experimental densities of the composites through equation (1), according to ASTM D2734-94 standard.


RMI (DX04T) dynamic mechanical analyzer with a three-point bending configuration was used for the dynamic mechanical analysis of composite samples. Tests were performed at 1 Hz frequency and temperature ran from 25°C to 150°C (3°C/min heating rate) under a controlled sinusoidal strain. DSC-6 Perkin–Elmer differential scanning calorimeter was used for differential scanning calorimetry analysis. Samples were heated from 25°C to 400°C and then cooled to 25°C at a rate of 10°C/min. Mettler Toledo TGA (SDTA851e) analyzer was used to conduct the thermogravimetric analysis. Samples were heated from 25°C to 600°C (5°C/min heating rate) in an inert atmosphere.
Samples were coded according to the fabric stacking sequences. Table 1 shows the specimen codes of pure (without MWCNTs) samples. G and C refer to E-glass and carbon fabrics, respectively. The type of MWCNTs added to these composite structures were attached to the end of the sample coding.
Specimen codes and layer sequences.

Results and discussion
Void fraction
Voids are the entrapped air or moisture in the composite structures where the matrix and reinforcement materials do not bond properly [10]. The experimental/theoretical densities and void fractions of pure and different types of MWCNTs treated E-glass/carbon fabric reinforced hybrid composite samples are given in Table 2. GCCG, CGGC and GCGC samples had void fractions of 6.63%, 6.02% and 7.83%, respectively. The addition of different types of MWCNTs to the E-glass/carbon fabric reinforced composite samples decreased the void contents of all samples compared to the pure ones. Moreover, pristine MWCNT was found to be highly effective in reducing the void ratio of E-glass/carbon fabric reinforced hybrid composites. This fact can be due to the π-π interactions between pristine MWCNT and unsaturated polyester resin, while a hydrogen bond is created between MWCNT-OH and polyester resin [33].
Experimental densities, theoretical densities and void fractions of E-glass/carbon fabric reinforced hybrid samples.

Also, the nanoscale-sized reinforcing materials prevent the formation of microscale defects in the composite materials [32]. The results obtained supported the literature knowledge that the addition of MWCNT strengthens the bond between the matrix and reinforcement material.
Dynamic mechanical analysis (DMA)
Dynamic mechanical analysis results of composite samples were analyzed under three main sections; storage modulus, loss modulus and damping factor. Three DMA analyzes were performed for each sample group and the results of the middle-value samples were given as the analysis result of storage modulus, loss modulus and damping factor.
Storage modulus
Storage modulus is proportional to the energy stored in one cycle and exposes the elastic behavior of a material [34]. The storage modulus curves of E-glass/carbon fabric reinforced hybrid composite samples taken from the warp (0°) and weft (90°) directions are revealed in Figure 2. The storage moduli of samples decreased with ascending temperature due to the transition from glassy to the rubbery region. When the storage moduli of samples with different fabric stacking sequences were compared, it was understood that the samples which had high modulus carbon fabrics at the outer layers reached higher storage modulus than the other samples. Since DMA analyzes were performed with a three-point bending configuration and the force was applied to the outer layer of the composite material, it was considered that a higher storage modulus was obtained in the sample with the high modulus carbon fabric layer out. Besides, 0° direction samples had higher modulus values than the 90° direction samples into the bargain owing to the characteristic properties of woven structures.

Storage modulus curves of E-glass/carbon fabric reinforced hybrid composite samples from (a) 0°and (b) 90° directions.
The storage modulus variations of samples were also analyzed after the addition of MWCNTs to the composite structures. The storage modulus values of samples at 25°C (glassy region) and 100°C (rubbery region) are given in Table 3. It was observed that the storage modulus values of composite materials increased with the addition of MWCNTs and the most effective one was the pristine MWCNT. The storage moduli at 25°C increased by 2.5 to 43.1% with different types of MWCNTs additions. In a study conducted by Islam et al. [35], a 14% increase was observed in the storage modulus value with the addition of MWCNT-OH to the polyester-based composite material, while the increase in the storage modulus values varied between 20–40% in the studies conducted with MWCNT added epoxy resin-based composites [3,18]. This high increment achieved in this study can be related to the good dispersion of nanoparticles in the matrix.
Storage modulus values of E-glass/carbon fabric reinforced hybrid composites at 25°C and 100°C.
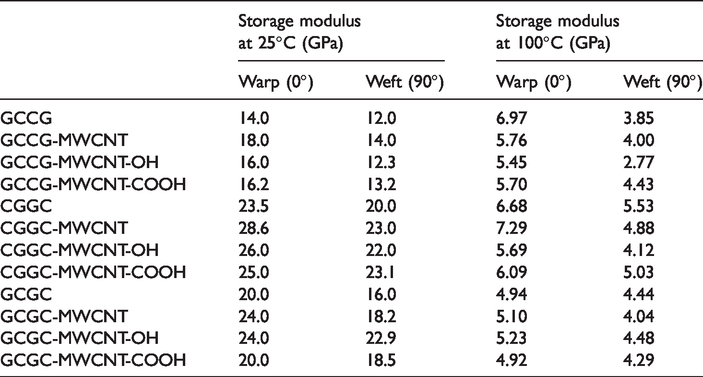
The splendid load-bearing capabilities of nanotubes are related to their high aspect ratio [36,37]. However, the aspect ratios of CNTs reduce with functionalization [38]. This could be the reason for acquiring lower storage moduli with functionalized MWCNTs compared to pristine ones. Also, silica glass contains hydroxyl groups and this gives it an anionic structure [39–41]. The two facts that anionic materials can not easily bond together and MWCNT-OH and MWCNT-COOH have anionic natures indicate that the bonding strength between these two nanofillers (MWCNT-OH and MWCNT-COOH) and E-glass fibers are not as robust as the bonding strength between E-glass fibers and pristine MWCNT.
When the storage modulus values at 100°C were examined, it was observed that the difference between the modulus values of the materials that had now switched to the rubbery region was considerably reduced and the modulus values of the samples obtained from 0° direction were again higher than those of 90° direction.
Loss modulus
Loss modulus is proportional to the energy dissipated during a deformation period and it is relevant to the viscous behavior of the material. Besides, the peak value of the loss modulus curve demonstrates the glass transition temperature [42]. Figure 3 displays the loss modulus curves of E-glass/carbon fabric reinforced hybrid composite samples. The CGGC and GCGC samples obtained from the 0° direction had the highest loss modulus peak values (2.6 GPa), whereas the CGGC sample had the highest loss modulus value (2.2 GPa) among 90° direction samples. And again, 90° direction samples had lower modulus values than the 0° direction samples due to the characteristic properties of woven structures.
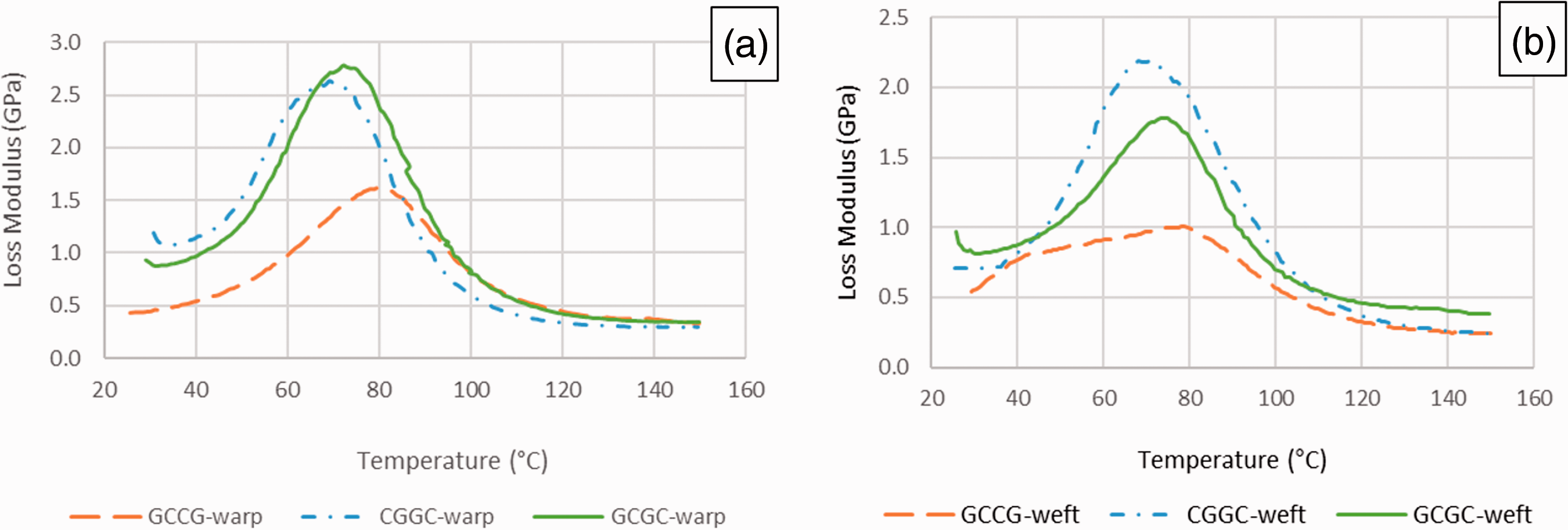
Loss modulus curves of E-glass/carbon fabric reinforced hybrid composite samples from (a) 0°and (b) 90° directions.
Table 4 presents the peak values of loss modulus curves of all composite samples. The addition of nanofiller materials to the samples (except the CGGC-MWCNT sample) reduced the loss modulus values. In a study by Wang et al. (2013), it was observed that the loss modulus values of carbon fabric reinforced epoxy matrix composites decreased with the addition of CNT and this situation was associated with the decreased mobility of the matrix [22]. The reduction of the loss modulus value resulted in a low damping factor, which is an indicator of the high bonding strength between the matrix and the reinforcement material. This revealed that those nano-fillers (MWCNT, MWCNT-OH and MWCNT-COOH) positively affect the bonding strength between the matrix and the reinforcement material.
Peak values of loss modulus curves of E-glass/carbon fabric reinforced hybrid composite samples.

Damping factor
The damping factor (tan delta) is the ratio of loss modulus to storage modulus and gives information about the correlation of the viscous and elastic components of a viscoelastic material [40,43]. The high bonding strength of the matrix and reinforcement material causes decrement of the mobility of molecular chains and this results in a reduction in a damping factor. The peak value of the tan delta curve gives the Tg value of the composite but it is stated in the literature that the Tg value obtained from the loss modulus curve is more accurate than the Tg value obtained from the tan delta curve [44]. The tan delta curves of samples are represented in Figure 4. The lowest tan delta values were obtained with the configuration in which the high modulus carbon fabrics are placed in the outer layers.

Tan delta curves of E-glass/carbon fabric reinforced hybrid composites from (a) 0°and (b) 90° directions.
Table 5 demonstrates the peak values of tan delta curves and Tg values of E-glass/carbon fabric reinforced hybrid composite samples from loss modulus and tan delta curves. Samples that have fabric stacking sequences of carbon/E-glass/E-glass/carbon (CGGC) had the lowest tan delta value (highest bonding strength between matrix and reinforcement materials) among all specimens. Looking at the effect of different MWCNTs on tan delta value, it was seen that the lowest tan delta values obtained in pristine MWCNT added samples which could be the result of decreased aspect ratios of functionalized MWCNTs [38]. With the addition of different MWCNT types, a decrease in tan delta value between 12.5% and 20% was observed. In the study carried out by Islam et al [35], it was observed that the decrease in tan delta value was around 25% where MWCNT-OH added polyester resin was utilized as a matrix system. Moreover, it is known that between –OH functional group of MWCNT-OH and >C = O functional group of unsaturated polyester resin, a hydrogen bond is created, while π-π interactions between pristine MWCNT and unsaturated polyester resin is formed owing to the characteristics of carbon nanostructures [33]. The π bond, which is a type of covalent bond, is a much stronger bond than a hydrogen bond, which explains the fact that pristine MWCNT added samples had lower tan delta values than the other samples.
Peak values of tan delta curves, Tg values from loss modulus and tan delta curves of E-glass/carbon fabric reinforced hybrid composites.
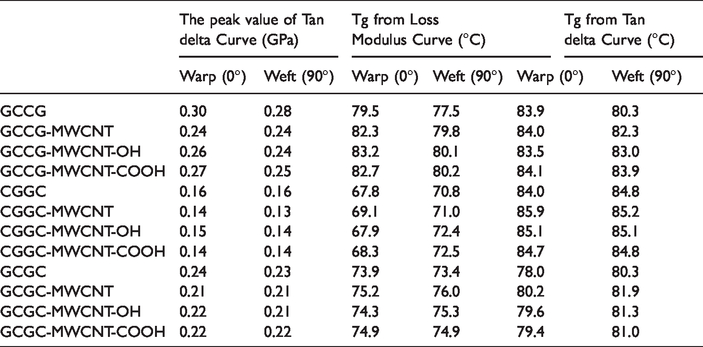
It was found out that the Tg values obtained from tan delta curves were higher than those obtained from loss modulus curves and also the addition of MWCNTs did not significantly change the Tg values of the materials.
Thermogravimetric analysis (TGA)
Thermogravimetric analysis, which measures the weight loss of a material with a constant temperature rise, gives information about the thermal stability and decomposition rate of a material [22,23]. The weight loss percentages and onset temperatures of composite structures and TGA thermograms are given in Table 6 and Figure 5, respectively.
Weight loss and onset temperatures of E-glass/carbon fabric reinforced hybrid composites.


TGA thermograms of (a) GCCG, (b) CGGC and (c) GCGC samples.
At each configuration of fabric arrangements, the highest onset temperatures were achieved with MWCNT-COOH treated samples (GCCG - 331°C, CGGC - 325°C, GCGC - 330°C). It was stated that among different functional groups, the carboxyl functional groups of CNTs is more preferable due to its ability to conduct a variety of chemical reactions. The –COOH functionalized CNTs have oxidized carbon atoms on their surface and they act as anchor groups for other functionalization processes [45].
The results indicated that the addition of MWCNTs increased the degradation temperatures of all samples. It was mentioned in the literature that nanotubes have a barrier labyrinth effect, which slows down the diffusion of degradation from the bulk of the polymer to the gas phase [46]. This barrier effect, known as the labyrinth effect, increases the mechanical integrity of the protective layer and thus acts as a thermal insulation layer [47]. The increased degradation temperature of the MWCNTs loaded samples could be related to this barrier effect.
The TGA results of CGGC and GCGC samples were examined and it was observed that maximum weight losses and minimum onset temperatures of degradations were achieved with pristine MWCNT added samples. The pristine MWCNTs comprise some impurities like amorphous carbons, graphite and fullerenes. These impurities are thermally unstable at very high temperatures and this fact makes pristine MWCNT more unstable compared to functionalized ones at very high temperatures [33].
As an indicator of structural deterioration of a material, generally, the decomposition temperature of 50% weight loss of the sample is taken into account [33]. Considering the weight loss values of all samples up to 600°C, it was seen that the maximum weight loss is 40%, which showed that the material did not deteriorate structurally. However, Figure 6 shows the shape of a composite sample (CGGC) before and after the TGA testing. As it is seen from the figure, due to the high temperature (600°C) polyester resin of the sample was annihilated and only carbon and E-glass fibers remained in the crucible.

Sample (a) before and (b) after thermogravimetric analysis.
Differential scanning calorimetry analysis (DSC)
DSC graphs of samples with different stacking sequences (GCCG, GCGC, CGGC) are given in Figure 7. It revealed that all samples demonstrated exothermic reactions which started at about 270°C (degradation temperature of polyester resin).

DSC curves of (a) GCCG, (b) CGGC and (c) GCGC samples.
It was clearly understood that changing the fabric stacking sequences of the structures and addition of MWCNTs to the composite samples had almost no effect on the phase changes of the samples. Moreover, owing to the high thermal resistance of E-glass and carbon fabrics, the phase changes in the composite specimen obtained from these materials were found to depend on the characteristics of the polyester resin.
In a study of Beg et al. [19], the endothermic peak observed from DSC analysis of MWCNT added unsaturated polyester resin at around 390°C was defined as a precursor to identifying the binding energy among nanotubes and unsaturated polyester resin. They calculated the difference between the decomposition enthalpies of pure unsaturated polyester resin and MWCNT added unsaturated polyester resin and they stated that this difference is due to the bond formation between unsaturated polyester molecules and MWCNTs. When the DSC graphs of GCCG, CGGC and GCGC samples were examined, the same endothermic peaks are also found around 395°C.
Morphological analysis
The effect of different types of MWCNTs on the void ratios of composite material and hence the modulus values are given in Figure 8.

SEM images of (a) CGCG, (b) CGCG-MWCNT, (c) GCCG and (d) GCCG-MWCNT-COOH samples.
The addition of MWCNT to the CGCG sample and the addition of MWCNT-COOH to the GCCG sample reduced the gaps in these composite materials. With the addition of MWCNT to the CGCG sample, the void ratio decreased from 7.83% to 4.82%, while the storage modulus increased by up to 20% and the loss modulus decreased by up to 30%. The decreasing void ratio seen from SEM images by the addition of MWCNT-COOH in the GCCG sample was also obtained in theoretical calculations. The void rate decreased from 6.63% to 6.02%, while the storage modulus increased by up to 30% and the loss modulus decreased by up to 9%.
Conclusion
This paper reported the processing of E-glass/carbon fabric reinforced hybrid composites with carbon nanotube integration and examined the potential improvement on the thermal/thermo-mechanical properties and morphological structure of the composites. It is thought that this study will provide an alternative to epoxy-based composites, which are highly preferred in structural composite applications, and will be an indicator for future studies.
Results indicated that; The void ratios of composite samples were reduced by the addition of MWCNTs. Moreover, pristine MWCNT was found to be highly effective in reducing the void ratio. The changing the fabric stacking sequence of the fabric plies was also found effective in the amount of void ratio. CGGC sample had the lowest amount of void among pristine samples. The addition of MWCNTs increased the storage moduli and decreased the loss moduli of composite materials. This resulted in a decrement in the damping value (tan delta). A low tan delta value, which is an indicator of the high adhesion of the matrix and reinforcing material in the composite structures, showed that MWCNTs addition strengthens the bonds in the composite structures. The moduli values of samples taken from 0° (warp) direction were higher than those of 90° (weft) direction owing to the intrinsic characteristics of the biaxial woven fabric structures (woven fabrics mostly have high strength among warp direction). As it was also observed, E-glass fabric had higher yarn density at the warp direction which also imparted higher moduli values to the reinforcement material in this direction. DSC analysis results demonstrated that the addition of MWCNTs and changing the fabric stacking sequences did not affect the phase changes of the composite materials. The onset temperatures of degradations were increased to some extent by the addition of MWCNTs owing to the nanotubes barrier labyrinth effect. The pristine MWCNT was found to be more effective on thermal and thermo-mechanical properties of composite structures than functionalized MWCNTs owing to its higher aspect ratio and ability to make π-π interaction with unsaturated polyester resin. The obtained SEM images supported the physical and thermo-mechanical results of hybrid composite samples.
In the study, the effect of change in functional groups of CNTs on thermal and thermo-mechanical properties of the material was examined and significant differences were obtained. As a future study, it is planned to examine the effect of size (diameter and length) differences of CNTs on thermal and thermo-mechanical properties. The hybrid composite structures that are produced as a result of this work is expected to be a suitable material for the automotive industry due to its thermo-mechanical properties and lightweight.
Footnotes
Acknowledgement
The authors are thankful to TUBITAK (The Scientific and Technological Research Council of Turkey) for the 2211 Ph.D. Scholarship Program and 2214A International Doctoral Research Fellowship Program.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the Istanbul Technical University Scientific Research Projects Fund (grant number 40030).