
Abstract
Roller blind fabrics are preferred and commonly used in home and office. In general, these fabrics are produced by coating the acrylic blended material, which is known by their ultraviolet properties, onto polyester woven fabrics. In this study, in order to characterize the sound insulation properties of roller blind fabrics, coating resin having different ratios of acrylic are applied onto different polyester woven structures. Sound absorption properties of these fabrics (front and back sides) are measured through dual microphone impedance tube and investigated by statistical analyses. Regression curves are obtained and optimum fabric properties on sound absorbing property have been suggested. As a result, acrylic content in coating material, fabric type, and viol structures occurred by coating process on the woven fabric are found as effective parameters on sound absorption properties of these fabrics. Increasing acrylic content in the resin up to 40% increases the sound absorbing value but further increasing this ratio yields sound reflection from the structure, in general. Optimum sound absorption and reflection values are provided with 40% acrylic rate in coating mixture.
Introduction
Today, increase in noise pollution in the environment causes negative physical and psychological effects on human beings. Therefore, importance of sound insulation materials and consumer demands on these fabrics are increased. The sound absorbing property can be achieved in textiles in different ways such as increasing the fiber cross sectional area [1–4], increasing the bulkiness, or thickness of fabrics [2,5] and using sound absorbing materials or agents in or on the fabrics [3,6,7]. There are some studies focused on the fiber characteristics and fabric properties on the sound insulation of textiles as given below, respectively.
Influence of fiber characteristics on the acoustical behavior of textile fabrics was investigated in some studies. Suvari et al. [1] studied the acoustical absorption properties spunbonded nonwovens made from islands-in-the sea bicomponent filaments with island counts of 1, 7, 9, 37, and 108. High number of islands and bulky structures gave maximum sound absorption values. Moholkar and Warmoeskerken [2] examined the sound absorption properties of woven fabrics made from polyamide monofilament yarns. They found that sound absorption increases with increase in air cavity amount in the structure. Yang et al. [3] studied sound absorbing behavior of some fiber assemblies such as, cashmere, goose feathers, kapok, and acrylic fibers, which are commonly used as sound absorbent structures. They found that sound absorption properties of kapok and goose feathers are higher than the other materials. All of these fibers presented high sound absorption values in low frequency and low sound absorption values in high frequency. In addition, sound absorption property increased with high porosity, low fiber density, and low fiber diameter. Tascan and Vaughn [4] studied the different fiber characteristics such as fiber denier, fiber cross sectional shape, and fabric density on acoustical behavior of vertically lapped nonwoven fabrics. They found that increasing surface area and fiber fineness compose low air permeability and high sound absorption values. On the other hand, increasing fiber density causes low air cavity and high sound insulation values. However, these values are provided with reflection, not absorption. Mahmoud and Mahmoud [5] produced nonwoven structures of vehicle interior surface with different mixture percentages and weights of standard polyester and hollow polyester fibers having six different fineness. The highest sound absorption value is achieved in large quantities of hollow fibers. Increasing air cavity amount increased sound absorption. Hao et al. [6] studied the manufacturing conditions of kenaf/polypropylene nonwoven composites on the acoustical, mechanical, and thermal properties. They found that adhesive free sandwich structures have excellent sound absorption values. Ersoy et al. [7] studied the acoustical behavior of multiaxial glass fiber and hazelnut’s shell reinforced polyester resin. Ersoy and Kucuk [8] also studied the acoustical behavior of industrial tea leaf fibre waste.
The acoustical behavior of textile structures such as nonwoven, woven, knitted, composites, and coated fabrics on different application areas was also studied. Parikh et al. [9] focused on reducing the automotive interior noise with using natural fiber nonwoven floor coverings. For this reason, different percentages of polyethylene and polypropylene fibers are mixed with biologically degradable and renewable kenaf, jute, and a waste cotton. Mixtures are used to increasing sound insulation of vehicle interior. According to the results, while cotton shows the highest sound insulation value, jute has the lowest. Nick et al. [10] studied on the improved acoustic behavior of interior parts of automotives. Interior structures of vehicles, renewable, low cost, and excellent sound absorption capacity are obtained with felts, which produced with polyester-microfiber and lyocell. Atakan et al. [11] produced four models for the isolation properties of nonwoven fabrics. Combinations of heavy weight and layered carpets show better sound absorption properties. Yang et al. [12] produced various nonwoven structures with different porosity and pore diameter; increasing pore diameter achieves high sound absorption coefficient in low frequencies. Woven and nonwoven fabrics were combined and noise absorption values were investigated by Shoshani [13]. He found that using nonwoven layers with high sound absorption coefficient and woven fabric with high sound reflection coefficient increase the sound absorption values %20 to %40 in low frequencies under 500 Hz. Shoshani and Yakubov [14] presented a theoretical model by observing the change in thickness and porosity parameters. The theoretical and experimental results of nonwoven structures, produced from acrylic, cotton and polyester fibers were compared. Schmid et al. [15] investigated the acoustic behavior of multilayer textile facade systems for room conditions. Sound absorption and thermal properties of membrane used for sound field control are studied by Ho et al. [16]. By installing the sound absorption membrane material, reverberation time was decreased and speech intelligibility was increased for room conditions. Canbolat et al. [17] investigated the acoustical and thermal properties of pumice stone powder coated multilayered surfaces. Decreasing the pumice stone powder dimension and increasing the powder concentration yielded increase in acoustical properties. Li et al. [18] studied the effect of shear thickening fluid on insulation properties of textiles. They found that the shear thickening fluid-treated fabrics show better acoustical behavior than that of untreated ones. Chenjin et al. [19] studied on the porous silica for sound absorbing coating. They found that increasing the filler in the resin increased the sound absorption.
There is a material known as egg carton (Figure 1) which represents a viol structure and it is used for sound absorbing purposes in some anechoic acoustical rooms. It irregularly scatters the sound waves and lower the reflections as Aly et al. [20] proposed. In addition, Antonio [21] concluded his study that the sound absorbing properties of egg cartons has good absorption coefficients above 2 Khz sound frequency.
Egg carton showing viol structure.
Curtains are one of the sound insulation materials and roller blind curtains are mostly used in home and office. To the best of our knowledge, we could not find a study for the sound insulation properties of the roller blind fabrics in literatures. In addition, there are few studies regarding the sound insulation properties of coated textiles. So, in this study, it is aimed to investigate the sound insulation properties of the acrylic coated polyester woven roller blind curtain fabrics. For this purpose, three different acrylic resins are prepared and coated onto backside of polyester fabrics having for four different structures. The sound absorbing coefficients are collected through an impedance tube for both back (coated side) and face sides of the fabric. The structure of the coated roller blind fabrics is also examined by scanning electron microscope (SEM) analysis. The optimum polyester fabric structure and acrylic ratio in the resin are suggested through statistical analyses.
Materials and methods
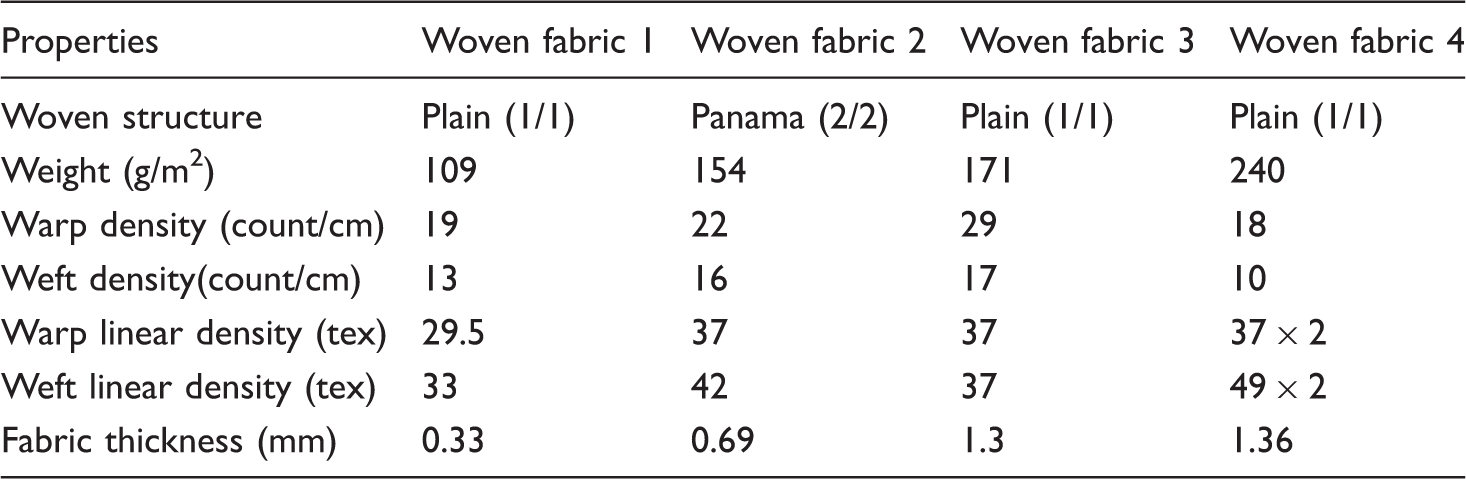
Properties of the woven fabrics.
Acrylic based coating resin properties.

Coating process has been carried out on a laboratory type SDL (Shirley Development Laboratories) Atlas coating machine by coating knife or floating knife method. Four different woven structures have been coated by three different resins and totally 12 coated fabrics are obtained. Here, the only back side of the fabrics is coated. Fixation is conducted on these coated fabrics on an SDL Atlas sample drying instrument at 150℃ during 75 s. The samples are conditioned at laboratory conditions (20℃ temperature and 65% RH) for 24 h before testings.
Brüel-Kjaer [22] dual microphone impedance tube devices are used for sound absorbing coefficient measurement (Figure 2). Here, a sound source (loudspeaker) is mounted left end of the impedance tube, and sample is placed at the right end. The sound source generates broadband, stationary random sound waves, which propagate as plane waves in the tube. The propagation, contact, and reflection result in a standing-wave interference pattern due to the superposition of forward- and backward-travelling waves inside the tube. By measuring the sound pressure at two fixed locations and calculating the complex transfer function using a two-channel digital frequency analyzer, it is possible to determine the sound absorption and complex reflection coefficients and the normal acoustic impedance of the material. This method is described in both ISO 10534–2 and ASTM E1050–08 [22].
Schematic diagram for two microphone transfer function method [22].
The usable frequency range depends on the diameter of the tube and the spacing between the microphone positions. The sound absorption capacity of the produced samples was measured between 50 Hz–6300 Hz sound frequency range by using large and small tubes together. Large tube is used between 50 Hz–1600 Hz sound frequency and small tube is used for 1600 Hz–6300 Hz frequency range. The sample diameters are 100 mm and 29 mm for large and small tubes, respectively.
Since the surface characteristics of the produced samples are also important in determining the sound absorbing, the SEM images of the front and back side of the fabrics are captured. The data of sound absorbing coefficients are investigated by statistical analyses. Analysis of variance (ANOVA) is carried out and regression curves are plotted.
Results and discussions
The back sides of four different polyester fabrics with three resins having different acrylic ratios are coated. The sound absorbing coefficients of raw fabrics and coated fabrics (back and face together) are examined from:
external sound to interior environment (coated side or back side). internal sound to external environment (face side).
Fabric codes.

The coating thickness of fabrics was also determined through SEM analysis. Although the coating thickness varies, the coating thickness on the fabrics is found about an average of 21.5 µm as shown in Figure 3.
Coating thickness for fabric 4.3.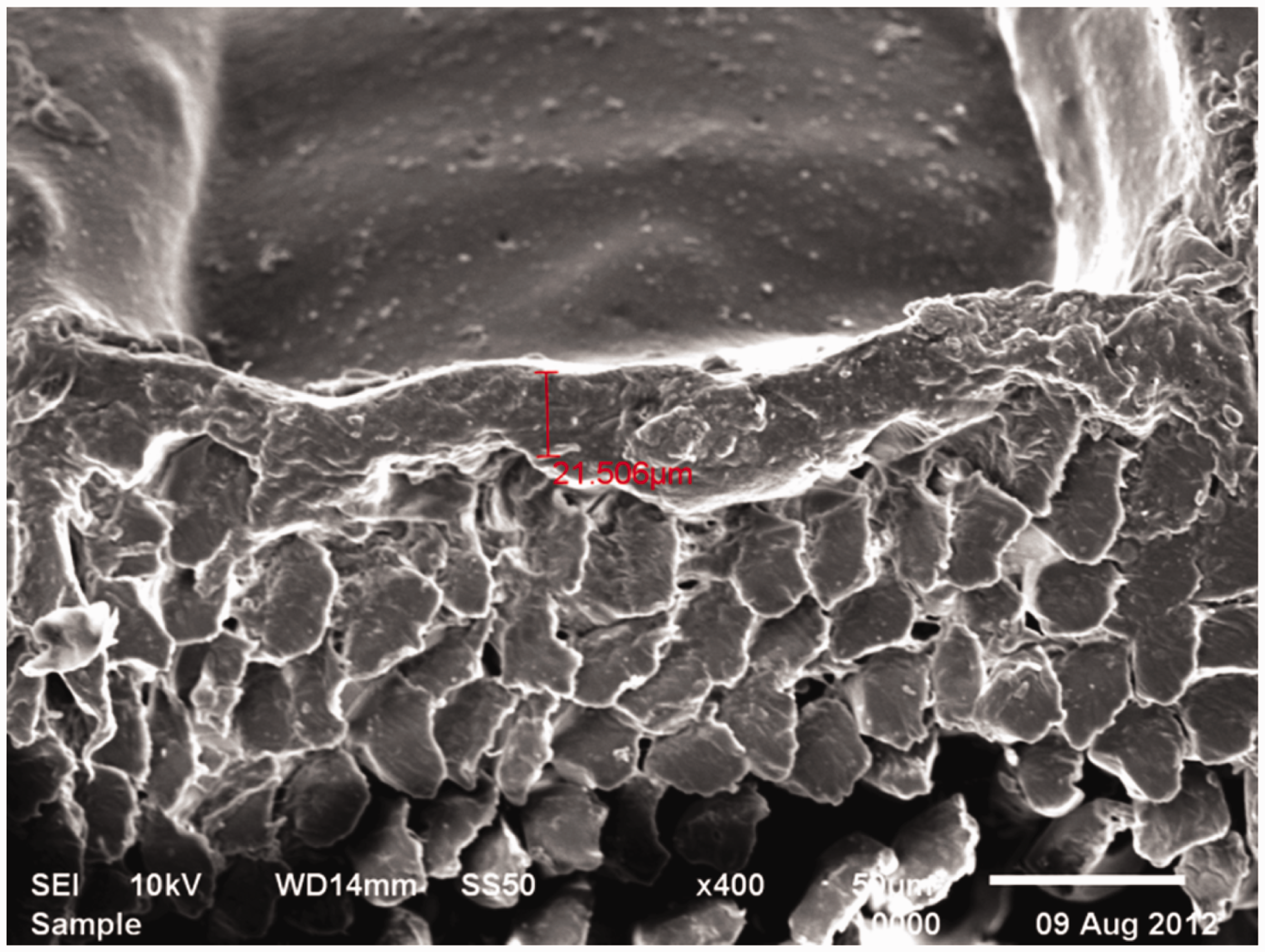
The ANOVA of sound absorbing property of the coated back side of the fabrics.
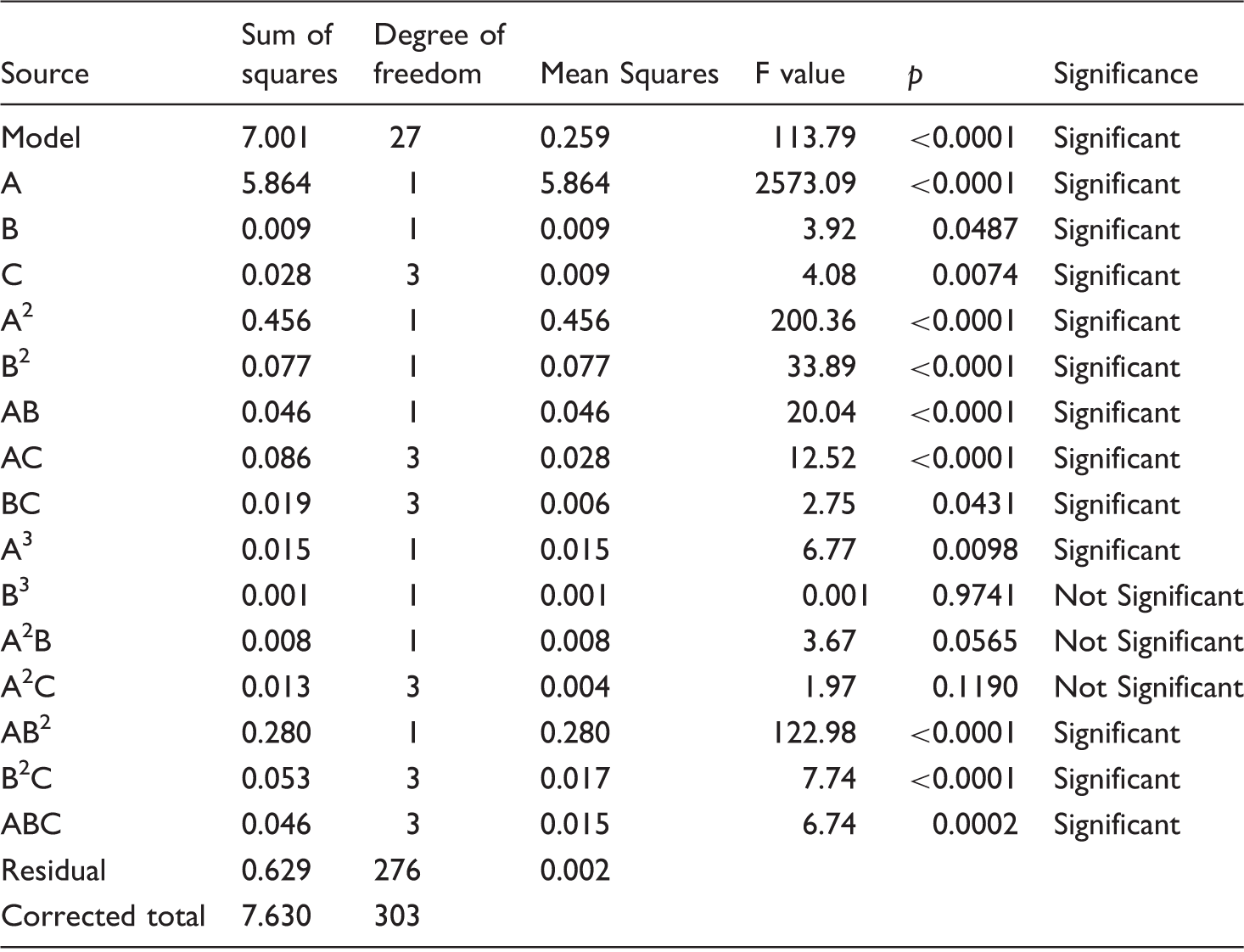
ANOVA: analysis of variance.
The regression curves obtained from the statistical analysis are shown in Figure 4. Here, the sound frequency applied on the fabric type according to their resin type or acrylic ratio are the factors and the sound-absorbing coefficient is the response. Different woven fabrics are investigated in Figure 4(a) to (d), respectively.
The sound absorptivity of the back side (coated side) of the fabrics. (a) Sound absorption behavior of coated back side of woven fabric 1, (b) Sound absorption behavior of coated back side of woven fabric 2, (c) Sound absorption behavior of coated back side of woven fabric 3, (d) Sound absorption behavior of coated back side of woven fabric 4.
In Figure 4(a), the raw fabric (1.0) shows the lowest sound absorption behavior. Applying coating process with a 34.4% acrylic ratio (1.1) gives the highest sound absorption value whereas, increasing acrylic ratio decreases sound absorptivity gradually as 1.2 and 1.3 numbered curves given in the figure. All the sound absorptivity of fabrics is low in low sound frequencies; however, increasing sound frequency increases the sound absorptivity as can be seen. The maximum sound absorptivity is achieved by fabric 1.1 at 6300 Hz as 0.78. In Figure 4(b), there is a similar trend according to Figure 2(a), except the order of the fabrics. The sound absorption capacity of raw fabric (2.0) is higher than 61% acrylic coated fabric (2.3). It can be related with the relatively low warp and weft densities and low weight of the first woven fabric to second woven fabric. It can also be seen that the sound absorptivity of raw fabrics increases by using the woven fabric 2. It may be related with the woven structure in this situation. The maximum sound absorptivity is achieved with 82% by fabric 2.1 at 6300 Hz. The acrylic ratio and woven fabric type are very important for their sound absorption capacity as can be seen in Figure 4(a) and (b). However, the order of the curves is different using woven fabric 3 and 4. In Figure 4(c) and (d), the maximum and minimum sound absorptivity is obtained by using the 40% and 0% acrylic ratios in the resin, respectively. The raw fabrics’ sound absorptivity is increased in Figure 4(c) and (d) with respect to Figure 4(a) and (b). The sound absorptivity 34.4% acrylic coating (3.1) is close to 40% coated one (3.2) in Figure 4(c). However, in Figure 4(d), the sound absorptivity of 61% acrylic coating (4.3) is lower than 4.2, but higher than 4.1.
As an overall assessment, the woven fabric type and acrylic ratio are important factors for sound absorptivity. In loose and lightweight fabrics (fabrics 1 and 2), the contribution of acrylic ratio in the resin for sound absorbing value is more important than in dense and weight fabrics (fabric 3 and 4). In addition, increasing the ratio of solid particle/acrylic content in the resin increases the sound absorptivity of the coated fabrics. This may be due to the foam effect which increases with increasing this ratio. Chenjin et al. [19] proposed that increasing the solid particle increases the sound absorbing value. Another parameter may be the egg carton or viol structure (Figure 1) of the fabrics which helps to scatter the sound and lower the reflection frequency [20,21]. The coated and uncoated fabrics for fabric 1 may be seen in Figure 5. Here, the obvious viol structure can be seen in Figure 5(c) which represents the 40% acrylic ratio in the blend. In Figure 5(a), (b) and (d), the viol structure is not clear as in Figure 5(c). For these reasons, the acrylic ratio in the coating resin may be suggested as 40% for the roller blind curtain fabrics for higher sound absorptivity from the fabric structure points of view.
The SEM images of back side (coated side) of the fabrics. (a) 1.0 uncoated raw fabric (×33), (b) 1.1 coded fabric (×30), (c) 1.2 coded fabric (×40), (d) 1.3 coded fabric (×33).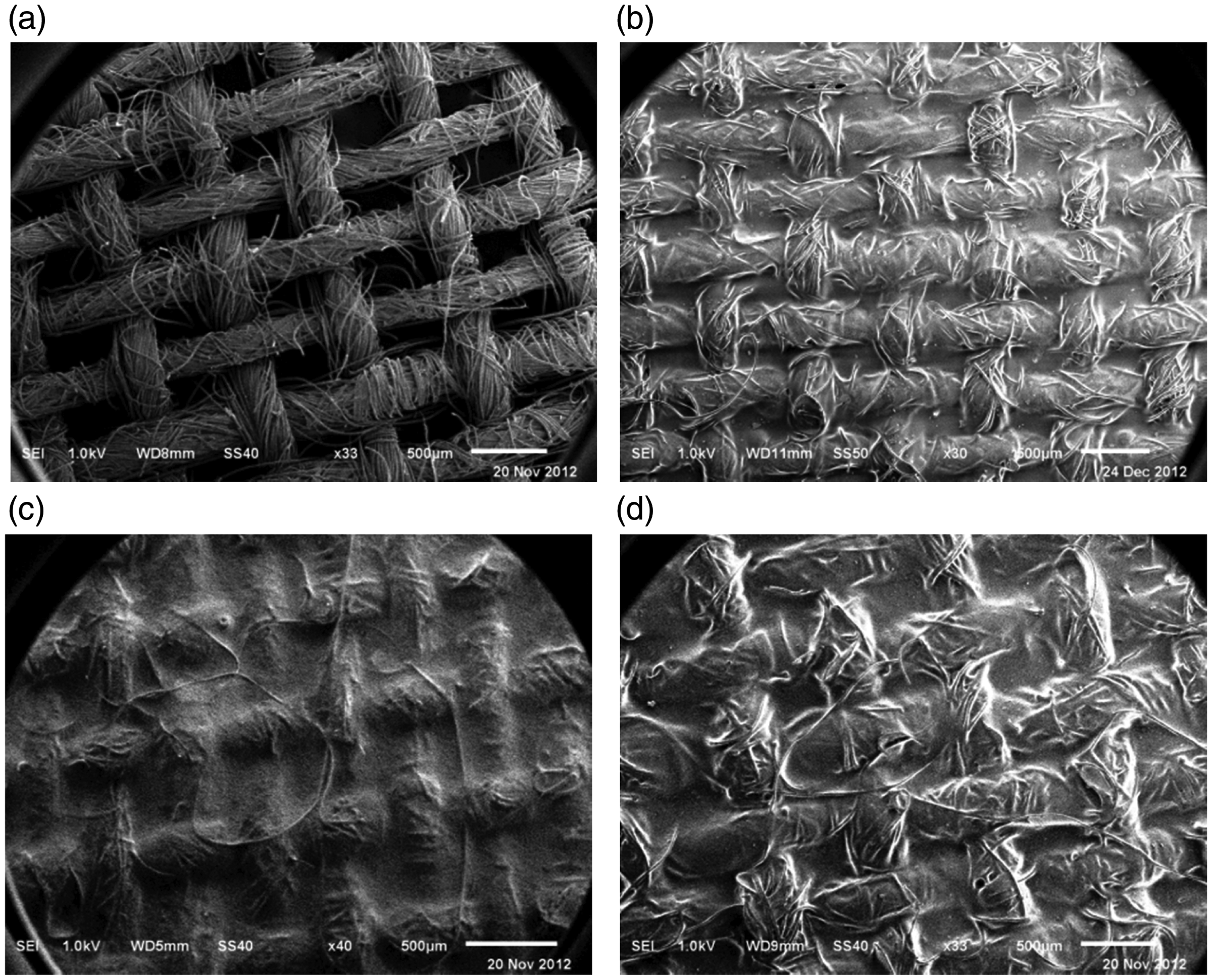
The ANOVA of sound absorbing property of the face side of the fabrics.

ANOVA: analysis of variance.
The regression curves obtained from the statistical analysis are shown in Figure 6 for sound absorbing behavior of face side of fabrics. Different woven fabrics are investigated in Figure 6 (a) to (d), respectively. In these figures, it can easily be noticed that the sound absorbing coefficient of face side of fabrics is lower than those coated back side of fabrics, given in Figure 4. In other words, it can be inferred that the direct effect of coating process on sound absorbing behavior is higher than indirect ones. In Figure 6, the fabrics show low absorptivity in low frequencies and the sound absorbing coefficient increases by increasing the sound frequency applied. Maximum sound absorbing behavior was maintained by using 40% acrylic ratio in the resin for all woven fabrics. Other fabrics (uncoated, 34.4% and 61% acrylic ratio) give similar sound absorbing behavior. The sound absorbing behavior of face side of fabrics is highly correlated with the structure of fabrics. The coating process is not insignificant as shown in ANOVA – and also in Figures 6 and 7.
The sound absorptivity of the face side (uncoated side) of the fabrics. (a) Sound absorption behavior of face side of woven fabric 1, (b) Sound absorption behavior of face side of woven fabric 2, (c) Sound absorption behavior of face side of woven fabric 3, (d) Sound absorption behavior of face side of woven fabric 4. The SEM images of face side (uncoated side) of the fabrics. (a) 1.0 uncoated raw fabric (×33), (b) 1.1 coded fabric (×30), (c) 1.2 coded fabric (×35) (d) 1.3 coded fabric (×30).

Conclusions
In this study, back side of four different woven fabrics are coated by three different resins having different acrylic content for producing roller blind fabrics. The sound absorbing coefficient of uncoated face side and coated back side of these fabrics are investigated separately by statistical analyses. The conclusions of this study can be drawn as follows:
The coating process, woven structure, and sound frequency are significant for sound absorbing behavior of coated back side of fabrics. In general, increasing acrylic ratio in resin decreases the sound absorbing behavior. It may be due to the sound reflection behavior in high acrylic content coated fabrics. Or it can also be related with the foam effect behavior of the increased solid particle/acrylic ratio in the resins which helps to increase the sound absorbing value. Maximum sound absorbing was obtained in 34.4%–40% acrylic content resins. Thus, it is suggested to producers applying 34.4%–40% acrylic ratio in the resin for coating process of roller blind fabrics for obtaining maximum sound absorbing values. The viol structure, occurred by coating process is another important structural aspect for the sound absorbing properties of the fabrics. Due to its irregular reflection of the sound property, 40% acrylic content in the resin may be selected for the sound insulation points of view. In loose and lightweight fabrics (fabric 1 and 2), the acrylic ratio in the resin is more important than in dense and weight fabrics (fabric 3 and 4) for coated back side of fabrics. In order to see the indirect effect of coating process, the sound absorbing behavior of face side was also investigated. The woven structure and sound frequency are significant for sound absorbing behavior of uncoated face side of fabrics, whereas coating process is not significant, as expected. The sound absorbing coefficient of face side of fabrics is lower than those coated back side of fabrics. Maximum sound absorbing behavior was maintained by using 40% acrylic ratio in the resin for all woven fabrics for back side of fabrics. Sound absorbing behavior of all fabrics increases by increasing sound frequency.
Footnotes
Acknowledgements
The authors appreciate the contributions of curtain producer OBA PERDESAN, Gebze-Kocaeli-Turkey.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship,and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Research Fund of Erciyes University (Project number: FBY-12-3977).