
Abstract
This paper proposes lightweight textile acoustic structure, wherein electrospun polyacrylonitrile-based nanofibers enhance sound absorption properties with no weight and thickness penalty. Polyacrylonitrile nanofibers with diameter of 110 ± 7 nm were electrospun on spacer-knitted fabrics by varying deposition amount and surface coating arrangement. Proposed novel approach eliminated additional processing steps such as handling and post-lamination and provided easy scalability of nanofibers at macro-scale. The results showed that the sound absorption of nano-enhanced specimens was improved drastically when deposited amount of nanofibers or its effective surface area increased. Sound propagation paths in different configurations were interpreted from sound absorption and air permeability measurements. The sound absorption coefficient values up to 0.7 are achieved in the low and medium frequency ranges with no weight and thickness penalty by tuning deposition amount and surface coating arrangement.
Keywords
Introduction
Textile materials are often preferred for acoustic environment control [1–5]. Among them, spacer knitted fabrics with air-trapping ability are good candidates for noise absorption, which is one of the growing environmental issues in today’s society. Thus, the acoustic behavior of these fabrics has been studied in the literature, which verified that these fabrics showed promising acoustic performance [6–10]. Most common traditional acoustic fibrous materials such as wool and glass fibers have good sound reduction abilities in high-frequency range (>2000 Hz), but exhibit lower sound absorption in low and moderate frequency ranges (250–2000 Hz) where humans are highly sensitive to noise [11–13]. Thus, fibrous materials with enhanced sound absorption properties in the low and medium frequency regime, receive a great deal of attention. Transmission losses and sound absorption coefficient strongly depend on fiber diameter and fiber surface area. For instance, large specific surface area of submicron size fibers and nanofibers dramatically increase sound absorption coefficient particularly in the lower frequency band due to the increase of relative density and friction [14]. Therefore, electrospun nanofibers have been studied recently to investigate their potential use as nano-scaled sound absorbers [15–22]. However, there is limited number of studies about acoustic performance of nanofibrous membranes. Kalinova [17] studied the potential use of electrospun polyvinyl alcohol (PVA)-based nanofibrous membranes as sound absorbents and focused on the estimation of nanofibrous membranes’ resonance frequency from sound absorption coefficient and transmission loss measurements.
Mohrova and Kalinová [18] also investigated the sound absorption properties of PVA nanofibrous membranes with different morphologies. Nanofibrous membranes were exposed to water vapor for 10–120 s and the changes in the structure of nanofibrous membrane were monitored. The researchers concluded that nanofibrous PVA membranes exhibited the same absorption analogy with that of the thin polymeric foils. However, the regularity and acoustic performance of the membranes were affected when they were treated by water vapor due to the dissolved and merged fibers. Even though, the resonance frequency of membranes was affected by these irregularities, the absorbed frequency range was slightly improved. Jirsak et al. [19] also demonstrated that the sound absorption coefficient of coated specimens with nanofibrous layers is eminently higher than neat specimens even at lower frequencies. It was also stated that the resonant nanofibrous membrane vibrates and this vibration caused the lower frequency sound absorption. In one of our previous studies [20], the acoustic performance of PVA nanofibrous resonant membranes produced by needleless electrospinning, was investigated. The sound absorption behavior of these homogenous standalone membranes was predicted by determining its resonance frequency via an experimental setup with high-speed camera.
Within the light of literature, we implemented novel approach to produce nano-enhanced composite textiles for acoustic applications. As nano-sized sound absorbents, polyacrylonitrile (PAN)-based nanofibrous membranes were selected since they were affected less from ambient relative humidity and temperature (Tg ∼ 95℃) changes. Moreover, PAN has been shown to be quite promising as a sound absorber [23]. PAN solution was directly electrospun onto the surface of warp-knitted spacer fabrics. This approach eliminates handling, scalability problem of nanofibers and further steps such as lamination. Moreover, it enables us to use the advantages of both spacer fabrics and porous nature of nanofibrous membranes for acoustic applications. The novelty of the current work was based on both the selection of PAN-based nanofibers and unique single step application technique in manufacturing.
Materials and method
Materials
The polyester spacer warp-knitted fabric, which was manufactured on E12-gauge Karl Mayer knitting machine, was used as the substrate (Figure 1(a)). 167/48 × 4polyester yarns were utilized for knitting front layer of the spacer fabric, while 334/72 × 3 polyester yarns were used for the backside. The interconnecting yarn was 100% polyester monofilament with a diameter of 0.243 mm. The samples were conditioned under standard laboratory conditions (relative humidity of 65 ± 4% at a temperature of 22 ± 2℃). Mass per unit area and thickness of the fabrics were determined in accordance with the relevant standards TS 7128 EN ISO 5084 and BS EN ISO 5084:1997, were reported as 850 g/m2 and 8 mm, respectively. As substrate material, spacer-knitted fabric was used. Spacer fabrics are much like sandwich structures, which include two complementary slabs of fabric with a third layer tucked in between. The inner layer can take a variety of shapes, which gives the entire three-layer fabric a wide and ever-expanding range of potential applications. There is an air gap between top and bottom layers, which helps absorption of sound waves in the use of acoustic applications.
(a) Front, back and cross-section view of spacer warp-knitted fabrics and (b) lab-scale electrospinning setup.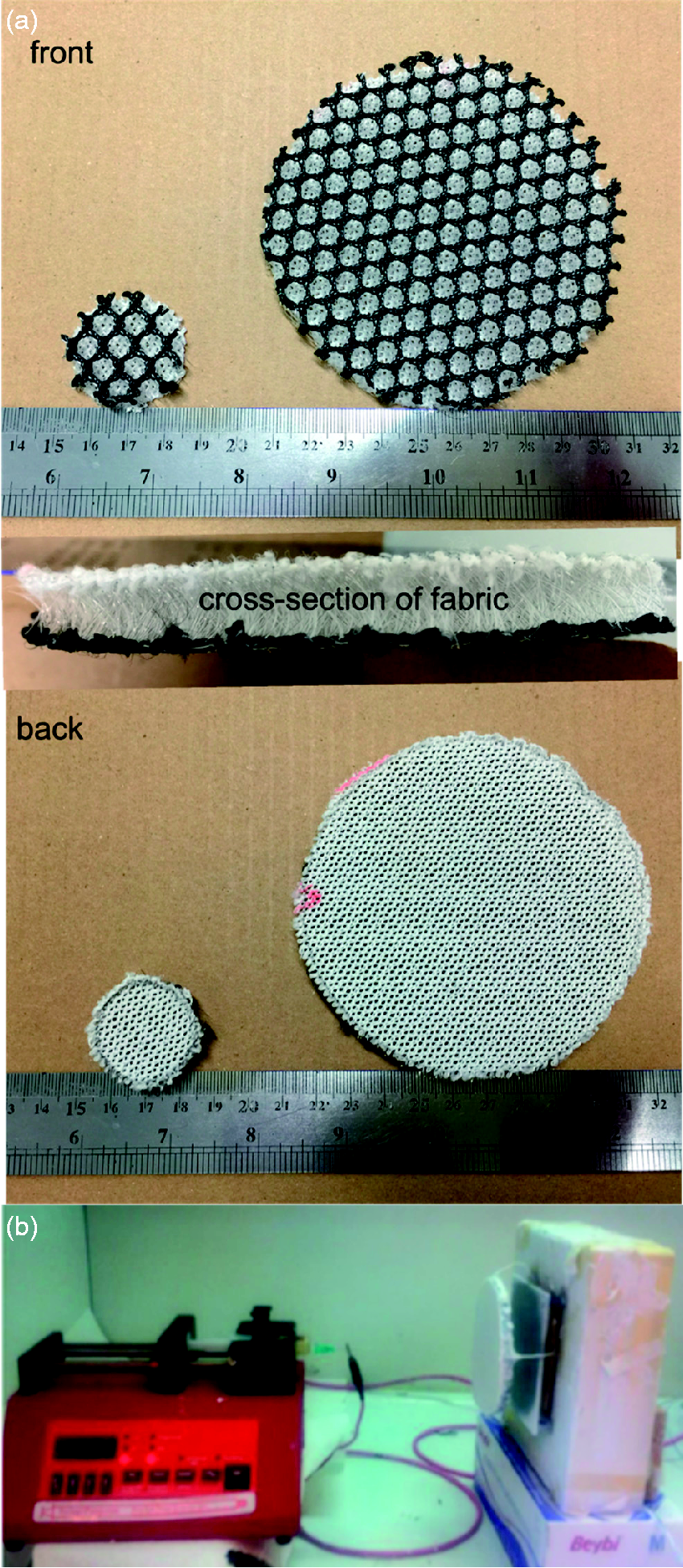
PAN polymer was purchased from Sigma–Aldrich Co. Mw 150,000 g/mol were selected and dissolved in N,N-Dimethylformamide (Sigma-Aldrich Co.). All products were consumed without any further purification. During the preliminary studies, the solution were electrospun at three polymer concentration levels (4 wt%, 6 wt%, and 8 wt%) by focusing on the homogeneity and reproducibility of membrane coating, PAN polymer solution at 8 wt% concentration was selected for the current study since optimal bead-free fiber production was achieved.
Methods
Electrospinning method was used to produce PAN-based nanofibers. This setup mainly has three components: a high voltage supplier (0–30 kV), polymer reservoir, and metal collecting screen (rotating drum, mandrel, or flat screen). In the electrospinning process, high voltage is used to create an electrically charged jet of polymer solution out of the needle. Before reaching the collecting screen, the solution jet evaporates or solidifies, and is collected as an interconnected web of small fibers. Positively charged electrode is placed into the spinning solution and grounded cable is attached to the collector. In the current study, lab-scale single nozzle electrospinning device was used (Figure 1(b)). The distance between the collection surface and the needle tip was set to 10 cm, while the feed rate of 300 μl/hr and the applied voltage of 15 kV was adjusted. The surface morphologies and average diameter of electrospun PAN fibers were determined using scanning electron microscope SEM LEO 1530 VP. Two-microphone Impedance Measurement Tube Type 4206 was used to measure the absorption coefficient of the samples in the frequency ranges 50 Hz to 6.4 kHz according to ISO 10534-2. Sound absorption capacities of coated and uncoated specimens were determined. For the uncoated sample as well as for the single and double faces coated ones, the front side of the fabric (Figure 1(a)) was exposed to the sound generator. The air permeability of the samples in mm/sec was measured according to the method specified by TS 391 EN ISO 9237. This test method that is applicable to most fabrics, covers the measurement of the air permeability the rate of air flow passing perpendicularly through a predefined cross-sectional area under a prescribed air pressure differential between the two surfaces of textile fabrics. Circular fabric is clamped into the tester through vacuum pressure, the air pressure is applied on one side of the fabric. Airflow will take place from higher air pressure to lower air pressure. From air flow rate changes, the air permability of the fabric is calculated. The measurements were performed at a constant pressure drop of 100 Pa (per 20 cm2 test area). In each test level, five specimens were tested and the average values were reported.
PAN nanofiber coatings at different deposition levels
Different studied models, sample name coding is given according to deposited amount of nanofiber and number of coated surfaces.


The spacer fabric coated with (a) 10 g/m2 PAN nanofibrous membrane, Sample I-a and (b) 17 g/m2 PAN nanofibrous membrane, Sample I-b.
The previous studies [17–19] demonstrated that air-trapping capability of nanofibers also has remarkable influence on sound absorption properties. As a further step, PAN nanofibers were deposited on both faces of the spacer fabrics, so that air trapping could be enhanced. Figure 3 displays Samples II-a and II-b where both sides of fabrics were coated with 10 g/m2 and 17 g/m2 PAN nanofibrous membranes, respectively.
The spacer fabric coated with (a) 10 g/m2 PAN nanofibrous membranes, Sample II-a and (b) 17 g/m2 PAN nanofibrous membranes, Sample II-b, on both sides.
Results and discussion
In sound absorption mechanism, the friction between fibers and air increases with fiber surface area and results in higher sound absorption [14]. Herein, first aim was to produce homogenous and reproducible nanofibrous coatings (with 50 µm thickness). Figure 4 shows the surface morphology and structure of electrospun PAN nanofibers, which were taken from the surface of Sample I-a. The average diameter of PAN nanofibers, which are calculated by ImageJ software, was at around 110 ± 7 nm. In an attempt to provide air trapping, producing nano and micro scale fibrous coating is also essential. Hur et al. [24] explained that the sound absorption in porous material is governed by the viscosity of air pressure in the pores or the friction of pore wall. Therefore, sound absorption increases with specific surface area of fibers and elevated relative density and friction of pore walls. In this current study, the nano-size fibers increase specific surface area with an increase of relative friction while they do not bring thickness or weight penalty.
SEM images of PAN nanofibers at 20 k× magnification, images are taken from Sample I-a.
The incorporation of nanofibrous webs significantly improved the sound absorption coefficients, as seen in Figures 5–8. Figure 5 demonstrates the typical sound absorption curve of uncoated spacer warp knitted fabric as well as coated Samples I-a and I-b specimens. The sound absorption curve of substrate (Figure 5) displays the porous nature of spacer fabric structure and its low sound absorption performance. Sample I-b coated with 17 g/m2 PAN nanofibrous membrane showed a drastic change in sound absorption coefficient, while Sample I-a coated with 10 g/m2 PAN nanofibrous membrane exhibited a slight increase in acoustic response. Figure 5 pointed out that the increase in deposition amount also alters sound absorption ability. It is worthy to note that, specific flow resistance per unit thickness of the materials is one of the defining quality that influence the sound absorbing characteristics. In this current study, there is no thickness and weight penalty in nanofiber-enhanced spacer fabrics. Therefore, we assumed that the difference in thickness between Sample I-a and Sample I-b specimens is negligible. However, increased surface area with higher nanofiber amount also increases friction. It is predicted that when sound waves enters these materials, its amplitude is decreased by friction as the waves try to move through the tortuous passage [24]. Therefore, the difference between Sample I-a and Sample I-b in sound absorption mechanism is observed to be quite remarkable. Furthermore, as seen in the Figure 5, the sound absorption of Sample I-b reaches its peak value at around 2000 Hz and decreases at around 4200 Hz. Having absorption peaks is a characteristic behavior of membrane absorbers. The first significant peak in the sound absorption coefficient α has been displaced in the direction of lower frequencies with increasing mass per unit area of coating material [17].
Comparison of the sound absorption coefficients of spacer warp-knitted fabrics coated with PAN nanofibers (Samples I-a and I-b) and uncoated spacer fabric.
As is expected, the specimens having coatings on both surfaces (Samples II-a and II-b) have better sound absorption properties than the corresponding one layer-coated samples (i.e., Samples I-a and I-b) (see Figures 5 and 6). This may be explained by the propagation of wave through nanofibrous membrane and spacer fabric. It may be assumed that incoming sound waves are precluded when they interact nanofibrous coatings on the spacer fabric, and in turn damp each other as a result of collision within the fabric and the coatings. Coating of two surfaces creates enough meso-scale pores on the surface of the specimens (as seen in Figure 4), for the sound waves to pass through and get dampened. As seen in Figure 5–8, deposition amount has greater effect than the number of coated surfaces. Even though, Sample II-a has two coated surfaces, it is not able to exhibit membrane like sound absorption behavior, which is observed in Samples I-b and II-b.
Comparison of the sound absorption coefficients of spacer warp-knitted fabrics whose both layers are coated with PAN nanofibers (Samples II-a and II-b) and uncoated spacer fabric. Comparison of the sound absorption coefficients of spacer warp-knitted fabrics whose one layer and both layers coated with 10 g/m2 PAN nanofibers. Comparison of the sound absorption coefficients of spacer warp-knitted fabrics whose one layer and both layers coated with 17 g/m2 PAN nanofibers.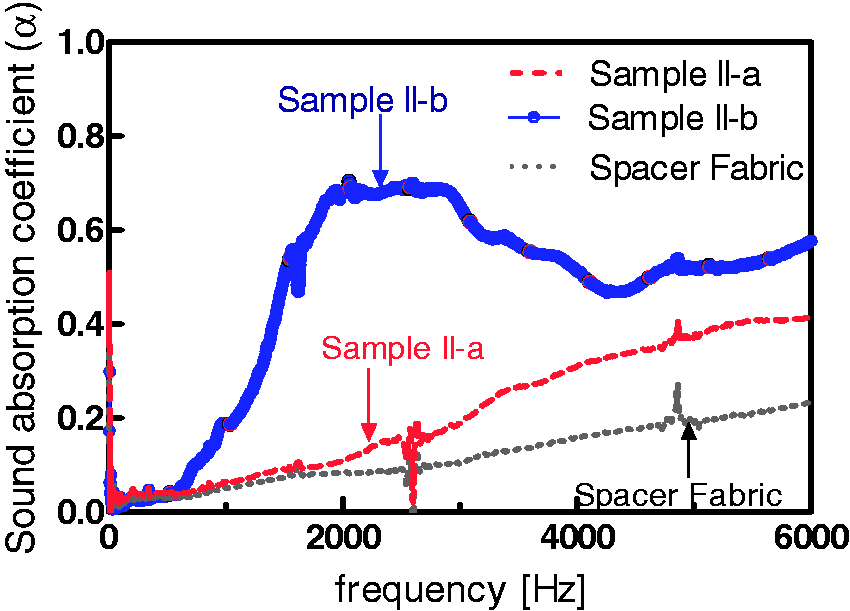


Dominated sound absorption mechanisms may be illustrated in the way given in Figure 9(a). Our hypothesis is that this phenomena correlates with percolation theory as given in Figure 9(b) where hypothetical points are generated for better description [25–27]. The sound absorption coefficients of Samples I-a&b and II-a&b measured at 2000 Hz are, for instance, displayed in the same graph. It is clear that Samples I-a and II-a are not efficient enough to trap sound waves throughout fabric. On the other hand, Samples I-b and II-b respond at a different regime, which was beyond percolation limit. These results emphasized that the total amount of coating (or nanofibers deposited) was not solely dominant players in sound absorption mechanism. Manipulation of sound waves propagation by tuning surface morphology such as roughness would also affect sound absorption characteristics. For instance, having same chemical compositions, nanofiber surfaces exhibit higher roughness compared to dip-coated surfaces [28]. Thus, nanofiber coating has high-level tortuosity, which damps sound waves, more effectively. Besides, low-frequency sound absorption, which has direct relationship with thickness and roughness of coated surfaces, is improved in nanofiber-enhanced composite structures. Since deposited nanofibers are able to behave as porous absorbers and enable to damp sound waves whose wavelength is one-10th of thickness. Sound absorption results also correlates with air permeability values, which is provided in Table 1. Since the air permeability of fabric influences the acoustical absorption capability of materials such that lower air permeability capacity causes lower sound transmission; and as a consequence, more sound absorption.
(a) Predicted sound waves propagation paths through coated and uncoated fabrics. (b) Sound absorption coefficient (α) vs percolation probability graph of Sample I-II-a (colored in blue) and Sample I-II-b (colored in red). Hypothetical hollow circular points colored in black were generated for better description of percolation theory.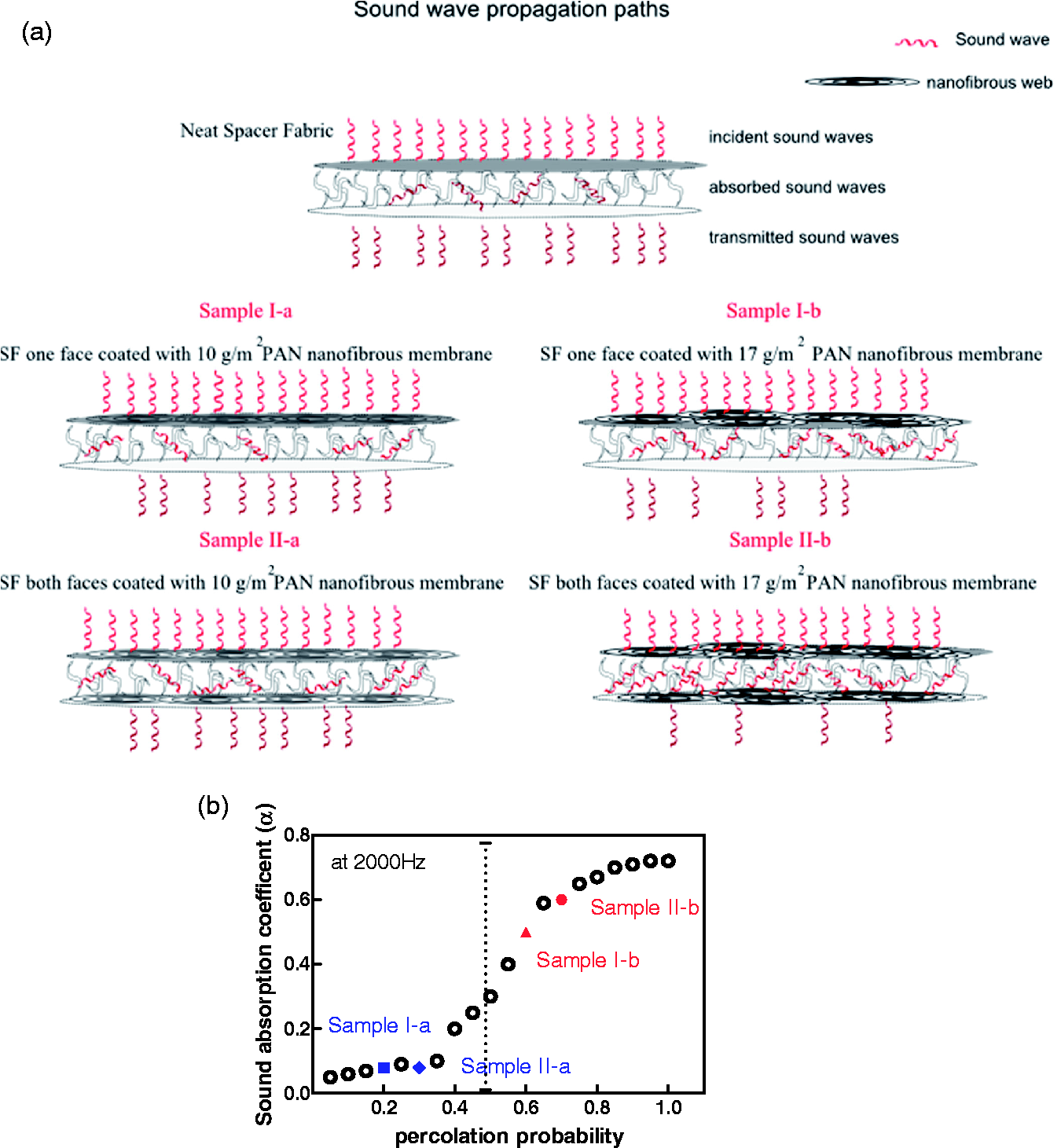
Conclusion
In this study, we proposed a novel approach to produce nanofibrous coated composites. This method eliminated additional processing steps like post-lamination process and handling of nanofibrous membrane and provided the applicability of nanofibers even at macro-scale. The acoustic performance of PAN-based nanofibrous membranes, which were electrospun over spacer fabrics, was investigated. As substrate material, spacer knitted fabric was used, which has better sound absorption properties than conventional knitted structures due to having two face layers that are connected to each other by an interconnecting yarn. The experimental results showed that the deposition amount of PAN nanofibers as well as the number of coated layers (single or double) have an influence on sound absorption performance and dominated sound absorption mechanism. For instance, the sound absorption coefficient values for the samples having coatings of 17 g/m2 on both surfaces reached up to 0.7 for the frequency range of 1000–3200 Hz with no weight and thickness penalty. Conventional textile fabrics are not able to achieve such enhancement without weight penalty, while lightweight spacer fabrics exhibit much lower sound absorption coefficient values such as 0.1–0.15. By tuning nanofiber coating arrangement, we will be able to improve sound absorption coefficient at least six to seven times (see Figure 9(b)). Besides, nanofiber coatings damp sound waves more effectively, particularly in low frequencies due to their high-level tortuosity, which has direct relationship with thickness and roughness of coated surfaces. In addition, increasing deposition amount of nanofibers leads to obtain sound absorption characteristic of membrane absorbers, as in Samples I-b and II-b. Furthermore, the resonance frequency of nanofiber-coated spacer fabrics is decreased with the increase in deposition amount of nanofibers. The sound absorption is well correlated with air permeability results, which have an influence on the acoustical insulation capability. Besides, depressed air permeability capacity leads to lower sound transmission and better sound absorption.
Footnotes
Acknowledgement
The authors would thank to BSc scholars Inc? TURK and Ayse DURMUS for their help in conducting experiments.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work presented here was supported by ITU-BAP (Project No: 38227).