
Abstract
The inner padding layer of the motorcycle helmet is one of the important components that control the factors of comfort during wearing the helmet and provides a perfect fit and stability of the helmet on the head. The inner padding consists of a low-density flexible polyurethane layer attached to a soft fabric layer that is in direct contact with the head. The present study aims to replace foam in the comfort liner of a helmet with spacer fabrics to avoid the risk of heat stress during the use of the helmet. In this work, 9 warp-knitted spacer fabrics were produced by varying the course/cm (10, 12 & 14) and thickness (3, 3.5, and 4 mm). Air permeability, thermal, and water vapour resistance of the developed spacer fabrics were characterized along with compression properties and compared with commercially available standard liner. The results showed that warp-knitted spacer fabrics had better energy absorption compared to the standard liner. Also, the developed spacer fabrics had better breathability and evaporative heat transfer compared to the standard liner.
Introduction
In recent years, the use of technical textiles has grown very fast. These fibrous materials, which have a variety of technical end uses, may also substitute some conventional materials with advantage in specific applications. Warp-knitted spacer fabrics belong to this class, and they are very interesting structures due to their unique three-dimensional (3 D) configuration. Their thickness may vary between 2 and 60 mm with good compressibility and breathability. A standard spacer fabric consists of two independent fabrics connected by spacer yarns, which complete the whole assembly. To sustain the space between the two independent fabrics and to obtain the required compressive properties in the thickness direction, monofilament yarns are normally used as the spacer yarn. The material used may be polyamide, polypropylene and especially polyester. Moreover, the two independent fabrics may be knitted into any kind of mesh or plain structures to get the required dimensional, mechanical and comfort properties. The properties of spacer fabrics such as 3 D fiber location, the possibility to use different materials and single-step production process, enable them to be used in various applications. The major application areas are for example, automotive textiles, medical textiles, geotextiles, protective textiles, sportswear, and composites [1].
Yip et.al. compared the characteristics of different spacer fabrics including low stress mechanical properties, air permeability and thermal conductivity. They found that tensile, bending and compression properties of spacer fabrics were greatly depending on the structure and the stitch density of spacer fabric, the type and the yarn count of the spacer yarn beside the spacer yarn configuration. Air permeability and thermal conductivity properties of spacer fabrics were closely related to the fabric density [2]. Mishra et.al. studied the influence of material properties on thermo-physiological comfort properties of 3 D knitted fabrics. It was found that both air permeability and thermal conductivity are closely related to the fabric density. It was also found that the fabric characteristics of spacer fabric show a very significant effect on the air permeability, thermal conductivity and mechanical properties of spacer fabric [3]. Arumugam et.al. studied the heat and water vapor transfer properties of different warp knitted spacer fabrics and concluded that, the most important factor affecting the thermal conductivity and water vapor permeability was the thickness of the fabric [4]. Chattopadhyay et.al. described the compression profile of warp knitted spacer fabrics using rheological models [5]. The compression behavior of the spacer fabrics was simulated with finite element method (FEM) with a different curve by researchers for better understanding of their characteristics [6,7].
Ye et.al. developed warp knitted spacer fabrics and evaluated pressure distribution, air permeability, and heat resistance for cushion application. They showed that the warp knitted spacer fabrics have better pressure relief properties, higher air permeability, and lower heat resistance than PU foam [8]. Liu et.al. developed a series of warp-knitted spacer fabrics by varying different structural parameters including spacer yarn inclination angle and fineness, fabric thickness, and outer layer structure and studied the compression behavior of the developed fabrics for cushioning applications. They showed that warp-knitted spacer fabrics are an ideal class of the energy absorbers for cushioning applications and their energy-absorption capacity can easily be tailored to meet specific end-use requirements by simply varying their structural parameters [9]. They also studied the impact compressive behavior of warp-knitted spacer fabrics for human body protection [10]. Palanirajan et.al. manufactured double-faced warp-knitted spacer fabrics from polyester filament by varying the thicknesses and face structures and studied the permeability and conductivity properties for the application of shoe insole. They found that the fabric with open structure with around 3 mm thickness have high air and moisture permeability with good thermal conductivity [11]. They also investigated the impact properties of the spacer fabrics for body armour application [12]. Datta et.al. studied the spherical compression behavior and comfort properties of the warp knitted spacer fabrics for sports bra application. They have used different non compressible semi-spheres 4 cm, 6 cm, 8 cm and 10 cm for compression testing. Material was also tested without sphere that may be considered as a sphere with infinite diameter. It was observed that energy absorption was highest for infinite diameter sphere and lowest for 4 cm sphere. It was also observed that with decrease in diameter of sphere from 10 cm to 4 cm energy absorption decreases. This is because of the bending of mono filament yarns takes place in contact with sphere, which causes absorption of energy. As the diameter of the sphere is increasing, more is the number of monofilament bend at a time. Hence, more energy is absorbed during bending [13].
Safety helmets are protective wear and are intended to protect the head against impact or objects falling from a height. A helmet usually consists of three primary elements: the outer shell, an impact liner and a comfort liner (Figure 1). The tough outer shell protects the head by evenly dispersing forces across the inner impact layer. The impact liner absorbs most of the impact energy by deforming upon impact. Finally, the comfort liner provides a snug and comfortable fit over the wearer’s head. A comfort liner is typically placed between the impact absorption material and the head of the helmet wearer. The liner is generally made of urethane foam, covered with (cloth) nylon webbing. PU foam normally has very low air permeability. In some occasions, PU foam makes people feel too warm and fuggy, especially in the warm environment. Hence, in the hot and humid climates, many workers and motorcycle drivers are less willing to wear helmets [14]. As a result of the low stiffness, the PU foam does not contribute significantly to the energy absorbing properties as it crushes completely without absorbing any relevant amount of energy and, therefore, has no injury reducing effect [15]. PU foam also delivers out poisonous gases during burning. Disposing of the products made of PU foams also creates a big problem because PU foam must be separated from other materials. This makes recycling process of PU foam very complicated.

Sketch of motor cycle helmet.
Very few researches have been carried out for improving the comfort level of motorcyclist wearing a helmet. Tan and Fok presented a design approach that uses the PCM as a cooling system for safety helmets. Lack of this solution was the uncontrolled added weight that the consumer had to support on his head [16]. Halimi et.al. replaced the polyurethane foam liner by a needle-punched non-woven liner, made from Tunisian alfa fibre and wool. They have placed PCM pouches in various places of the liner to improve the thermal comfort of a helmet wearer [17]. Sinnappoo et.al. investigated the application of sustainable paraffin PCM materials that can be included as a textile liner for reducing heat-stress and achieve increased comfort while using motorcycle helmet [18]. However, no such work has investigated the energy absorption properties along with comfort properties of comfort liners. The present study aims to replace foam in the comfort liner of a helmet with spacer fabrics to avoid the risk of heat stress during the use of the helmet. In this work, warp-knitted spacer fabrics were constructed by varying the course/cm (10, 12 & 14) and thickness (3, 3.5 and 4 mm) and the energy absorption and comfort properties of the developed spacer fabrics were characterized. Also, the influence of fabric thickness and course/cm on energy absorption and comfort properties of the spacer fabrics was analyzed.
Materials and methods
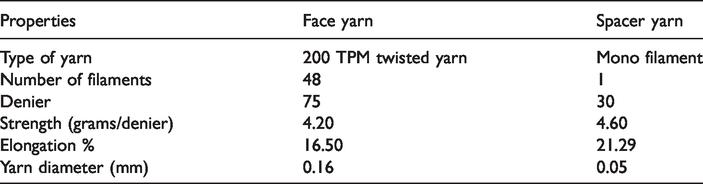
Properties of polyester multifilament and monofilament yarns.
Stitch notation of warp knitted spacer fabric.

In this work, course/cm and fabric thickness were taken as process variables in the manufacturing of spacer fabrics. Process variables were varied according to a 32 design. As shown in Table 3, three levels were assigned to each factor: course/cm (10, 12 & 14) and thickness (3, 3.5 and 4 mm) and totally 9 spacer fabrics were produced. The spacer fabrics with varying thickness were developed by keeping the distance between needle bar 3 mm, 3.5 mm and 4 mm. A commercially available helmet comfort liner made from PU foam with backed fabric was sourced from Surat, India to compare the performance of the developed spacer fabrics.
Physical properties of warp knitted spacer fabrics.

Characterization methods
The developed spacer fabrics were conditioned in standard testing temperature (20 °C ± 2 °C) and humidity (65% ± 2%) for 24 hours according to ASTM standard before testing. The bursting strength of the fabrics was tested on hydraulic type bursting strength tester as per ASTM D 3786 [19]. The spacer fabrics had been tested for its compression properties in Zwick/Roell Z010 tester according to ASTM D 575. The sample size is 5 cm × 5 cm (25 cm2) and the compression tests were conducted at a speed of 12 mm/min up to a deformation 80% of the initial thickness [20]. The air permeability of the developed spacer fabrics was measured with Textest FX 3300 air permeability tester as per ASTM D 737 standards [21].
Sweating hotplate test
The resistance of the fabrics to transfer of heat (Rct) and water vapour (Ret) was measured using sweating guarded hot plate instrument. The schematic diagram of the sweating guarded hot plate is shown in Figure 2. The test apparatus consists of a guarded hot plate assembly enclosed in a climatic chamber. The hotplate assembly consists of three separately heated zones assembled into a low profile stainless steel tray. There is one active thermal zone (test plate) and two thermal guards (ring and lower). The centrally located test plate is surrounded by the guard ring and lower guard to produce a single isothermal test region with no lateral heat loss. All zones are independently controlled to the same set point temperature, so all heater power input into the test plate passes through the test sample in a one-dimensional heat flow. Zone 1 (Test Plate) & Zone 2 (Guard Ring) are constructed from copper plate. Zone 3 (Lower Guard) is constructed of aluminum plate. All zones are mounted on insulative standoffs for thermal isolation and structural integrity.
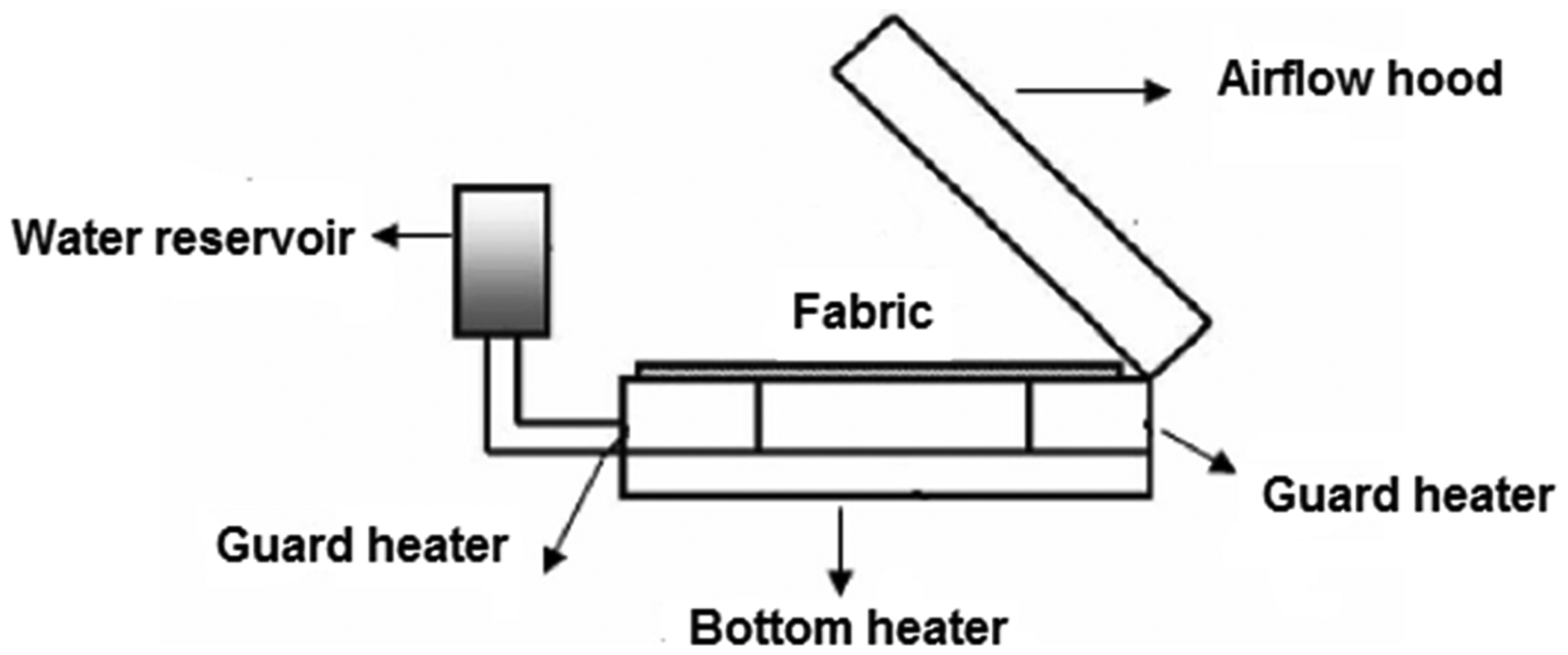
Schematic diagram of the sweating guarded hot plate.
Heating is provided by distributed resistance wire on the inner surface of each plate. Six thermistors, two for each zone, are used for temperature measurement. To achieve sweating operation, a thin porous metal layer is permanently attached to the test plate and guard ring. A number of small emitter holes feed the porous metal from beneath the surfaces of the plates. The fluid supply is based on a gravity feed level control system with a primary reservoir supplying fluid to the plate surface as it is evaporated. This allows the fluid system to be self-equilibrating, and provide whatever volume of fluid is required to maintain a saturated surface. The experiments were carried out at standard atmospheric conditions of 65% RH and 20°C temperature. The air speed was set to 1 ± 0.05 m/s and the temperature of the guarded hot plate was maintained at 35°C (temperature of human skin) during testing as per ISO 11092:1993 [22]. Data from five replicate measurements were averaged to determine the mean value for each fabric.
Results and discussion
Physical properties of spacer fabrics
The physical properties of the developed spacer fabrics and the PU foam based standard liner are shown in Table 3. The density of the developed fabrics is in the range of 65.50% to 81.23%. It was observed that there is a decrease in density value with an increase in the thickness of the fabric. It was also observed that there is an increase in density with the increase in the course/cm. The porosity of the developed fabrics is in the range of 94.07% to 95.22%. It was observed that there is a slight increase in porosity value with increase in fabric thickness. There is no significant change in porosity value due to the increase in the course/cm.
The bursting strength of the developed spacer fabrics is shown in Figure 3. It was observed that there is a decrease in bursting strength of the spacer fabrics with the increase in thickness. The thinner sample has a shorter length of spacer yarn than the thicker sample. Shorter spacer yarns generate more reaction force than a longer one. It was also observed that there is a slight decrease in bursting strength when the course/cm increases from 10 to 14. The developed spacer fabrics have better bursting strength compared to standard liner.

Bursting strength of the spacer fabrics.
Compression properties
A typical compression/recovery curve of a warp-knitted spacer fabric is shown in Figure 4. To facilitate the analysis of the compression behavior of the fabric, the compression process is divided into four different stages, i.e., initial stage (stage I), elastic stage (stage II), plateau stage (stage III), and densification stage (stage IV) according to the changes in the slope of the curve. At the initial stage, a lower slope is observed due to the compression of the loose outer layers and their ineffective constraint for the monofilaments. As each loose multifilament stitch around a monofilament cannot tightly constrain the monofilament at this stage, slight slipping of the monofilaments in the outer layers occurs. However, when the fabric is further compressed into stage II, all the compressed multifilament stitches are changed to a fastened microstructure. In this stage, the monofilaments buckle at a larger scale and they are better fastened by the multifilament stitches. Consequently, a rapid increase of the compression stress, i.e., a stiffer mechanical behavior of the fabric is observed. A nearly constant stress is obtained in stage III. The deformation mechanism of the fabric in this stage is very complicated, which could be affected by the buckling, rotating, shearing, and inter contacting of the monofilaments as well as the contacting of the monofilaments with outer layers. The most significant influence factor for the fairly constant stress could be the inter contacting of the monofilaments, of which the boundary conditions at their ends contacting with the outer layers are not constant. The compression at stage IV shows a rapid increase in the stress due to the swift densification of the entire fabric. At this stage, the monofilaments within the fabric collapse and contact each other, and therefore a really high stiffness is obtained [9,23].

Typical compression stress-strain curve of a spacer fabric.
The stress-strain curves of the spacer fabrics made with different thickness for course/cm 10 are shown in Figure 5. It was found that the compression resistance of the fabric decreases as the fabric thickness increases from 3 mm to 4 mm. The longer and lower plateau zone was observed while increasing the thickness from 3 mm to 4 mm. With increasing fabric thickness, the spacer yarns get longer. If considering the spacer yarns as slender rods, their compression resistance will decrease with increasing their length. Thus, the thicker fabrics become softer and their compression force level at the plateau stage will become lower than that of the thinner fabrics.
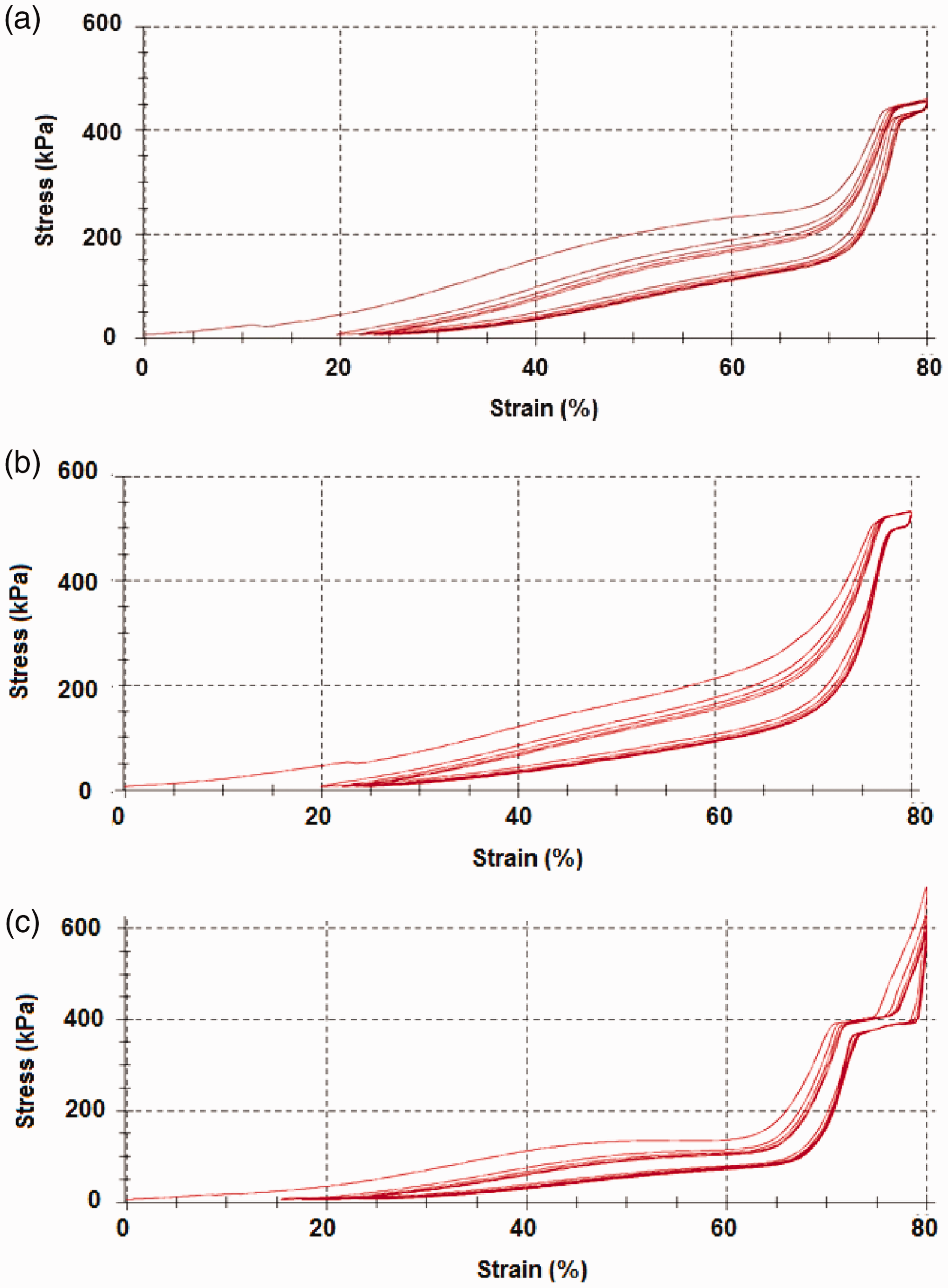
Stress-strain curves of the spacer fabrics made with course/cm 10; (a) 3 mm thickness, (b) 3.5 mm thickness, and (c) 4 mm thickness.
The compression properties of the developed spacer fabrics are shown in Table 4. The energy absorbed within the plateau stage and the relevant plateau force are two key parameters to select and optimize the fabric for helmet comfort liner application. The fabric made with 4 mm thickness and course/cm 10 reaches the plateau stage at a force of 150 kPa with energy absorption (J) of 1.10, whereas the fabric made with 3 mm thickness and course/cm 10 reaches its plateau stage at a force of 220 kPa with energy absorption (J) of 0.91. These results showed that a thicker fabric is able to absorb a prescribed amount of energy in a large deformation but at a lower stress level due to its low value plateau. In contrast, the thinner fabric does absorb the same amount of energy in a lower deformation but at a higher stress level. For a specific thickness, the increase in the course/cm makes the surface structure becomes compact. Hence there is an increase in energy absorption and a decrease in plateau stress was observed with increase in course/cm.
Compression properties of warp knitted spacer fabrics.

The developed spacer fabrics have the energy absorption (J) in the range of 0.91 to 1.42 and the standard liner has the energy absorption (J) of 0.45. The developed spacer fabrics have 2 to 3 times higher energy absorption compared to PU foam based standard liner. Commercially available helmets have the circumference in the range of from 54 cm to 62 cm i.e., 10 cm to 8.5 cm radius. The spacer fabrics having higher thickness can easily form the curved structure of the helmet because of their longer spacer yarns and can be preferred for helmet comfort liner application. As per Datta study, the energy absorption of the spacer fabric during spherical compression is highest for infinite diameter and the energy absorption will decrease with decrease in the diameter of the sphere from 10 cm to 4 cm [13]. As the radius of the helmet is around 10 cm, the energy absorption of the developed spacer fabrics will not decrease due to the curved structure of the helmet.
Comfort properties
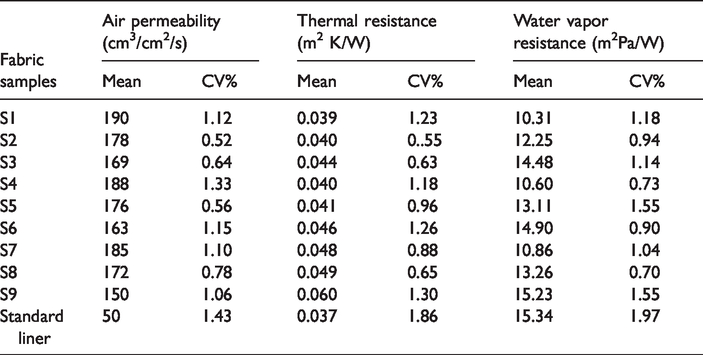
When a helmet is worn, dry heat is removed from the head by convection (through the helmet shell and the space between the helmet shell and the head), conduction and radiation. Dry heat transfer through conduction is a very small component of the heat transfer process. Evaporation of the heat from the head takes place by the evaporation of sweat produced on the head. Heat transfer by evaporation follows the same pattern as convection. Evaporative heat transfer can be improved only by the use of breathable comfort liners. Comfort properties of the developed spacer fabrics are shown in Table 5.
Comfort properties of warp knitted spacer fabrics.
Air permeability
Air permeability is the rate of airflow passing perpendicularly through a known area under a prescribed air pressure differential between the two surfaces of a material. The air permeability of fabric is highly correlated with fabric areal density and thickness, which are related to fabric tightness. Normally, the air permeability of fabrics increases with the increase in porosity but there is no simple correlation between air permeability and porosity because of the strong dependence of flow rate in the thickness direction, structure of fabric and tortuosity of the conducting channels [24,25].
Figure 6 shows the effect of course/cm and thickness on the air permeability of fabrics. The fabric having higher thickness have good space between two surface layers, because of more void space, the air gets trapped and middle layer restricts the flow through the fabrics. It was observed that the air permeability of the spacer fabrics decreases with increase in fabric thickness and course/cm. When increasing the course/cm, the surface of the fabric becomes compact and restricts the air pass through it. There is a slight decrease in air permeability value was observed when the course/cm increases from 10 to 14 in the fabrics made with 3 mm and 3.5 mm thickness. In the fabrics with 4 mm thickness, there is a significant decrease in air permeability value, when the course/cm increases from 10 to 14. These results indicate that the course/cm alone does not influence air permeability of fabrics. The course/cm along with thickness has a dominant influence on the air permeability of the spacer fabrics.

Effect of thickness and course/cm on air permeability of the spacer fabrics.
The developed spacer fabrics have the air permeability value (cm3/cm2/s) in the range of from 150 to 190 and the standard liner has the air permeability value (cm3/cm2/s) of 50. The developed spacer fabrics have 3.5 times higher air permeability value compared to PU foam based standard liner. Higher air permeability of spacer fabrics can give better comfort when used in helmet comfort liner application.
Thermal resistance
Thermal resistance is a measure of the body’s ability to prevent heat from flowing through it. Under a certain condition of climate, if the thermal resistance of clothing is small, the heat energy will gradually reduce with a sense of coolness. A higher fabric density will have higher thermal conductivity, as there will be less space to trap air inside. A denser fabric, therefore, has better thermal ventilation. In the case of spacer fabrics, the thermal behaviour not only depends on density, but it is also mainly influenced by structure, thickness, and ability of yarn to conduct heat.
Figure 7 shows the effect of thickness and course/cm on the thermal resistance of the developed spacer fabrics. It was observed that thermal resistance of fabrics increases with increase in the thickness. The fabric with higher thickness entraps more air within the middle layer and therefore causes lower thermal conductivity and higher thermal resistance. The spacer fabrics having lower course/cm and thus, in stitch density, provide easy passage of air and leads to low thermal resistance. It was noticed that, when the course/cm increased from 10 to 14, there is a slight increase in thermal resistance was observed up to course/cm 12 after that thermal resistance increases steadily. In determining the thermal resistance of spacer fabrics, both course/cm and thickness play a vital role. Hence the spacer fabrics produced with a higher thickness along with higher course/cm will provide higher thermal insulation.
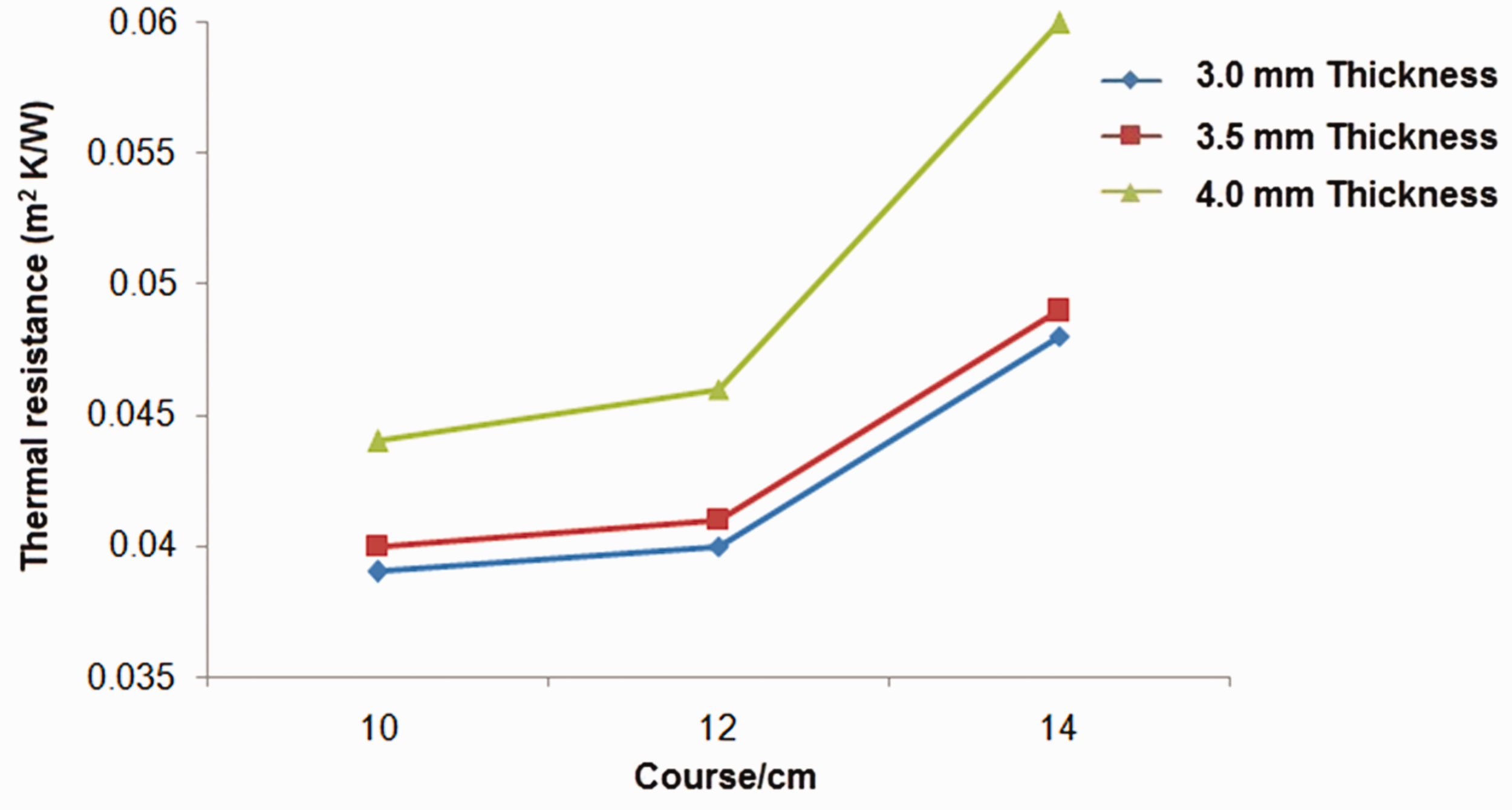
Effect of thickness and course/cm on thermal resistance of the spacer fabrics.
The developed spacer fabrics have the thermal resistance value (m2 K/W) in the range of from 0.039 to 0.060 and the standard liner has the thermal resistance value (m2 K/W) of 0.037. The developed spacer fabrics have a slightly higher thermal resistance value than PU foam based standard liner. The fabrics developed with course/cm 10 and 12 with 3 mm thickness had a thermal resistance value of 0.039 which is comparable to the standard liner. The spacer fabrics can be developed with thermal resistance value closely equivalent and/or better than the standard liner by suitably modifying the thickness and course/cm.
Water vapour resistance
During helmet wearing, the head is considered as a source of heat and vapour causing heat stress. The evaporative heat from the head takes place by the evaporation of sweat produced on the head. Water vapour permeability is one of the most important properties that determine the velocity of water vapour transmission through a textile material. This is a vital parameter in appraising comfort characteristics of the fabric, as it stands for the capability of transporting perspiration.
Figure 8 shows the effect of thickness and course/cm on the water vapour resistance of the developed spacer fabrics. It was observed that water vapour resistance of the spacer fabrics increases with increase in the fabric thickness. Fabric having higher thickness provides more resistance to the passage of air and keeps static air in its body which causes more water vapour resistance. With an increase in the course/cm of the fabrics, there is a slight increase in water vapour resistance value was observed. While increasing the course/cm, the surface of the fabric becomes compact and hence provides more resistance to the passage of air and also water vapour.

Effect of thickness and course/cm on the water vapour resistance of the spacer fabrics.
The developed spacer fabrics have the water vapour resistance value (m2Pa/W) in the range of from 10.31 to 15.23 and the standard liner has the water vapour resistance value (m2Pa/W) of 15.34. The developed spacer fabrics have lower water vapour resistance value compared to PU foam based standard liner indicate that the developed spacer fabrics have better evaporative heat transfer compared to standard liner. Among the developed spacer fabrics, the spacer fabric having 4 mm thickness with course/cm 12 have good energy absorption along with comfort properties and is recommendable for helmet comfort liner application.
Statistical evaluation
The results of the comfort properties of the developed spacer fabrics were statistically analyzed through analysis of variance (ANOVA) and the results are shown in Table 6. The coefficient of determination (R2) of the models is 0.928, 0.944 and 0.991 for the air permeability, thermal and water vapour resistance respectively. It specifies that the models have sufficient representation of the connection between the variables and responses. The R2 stands for the models explained with 92.8, 94.4 and 99.1% perfection of the variability, and there was only 7.2, 5.6 and 0.9% of probability for changes in models. The adjusted R2 values were 90.4, 93.4 and 98.8%, respectively, to air permeability, thermal and water vapour resistance, which account for the number of predictors in the model. Both R2 and adjusted R2 values point out that the models fit the data well. The effects and interactions with p-values less than 0.05 indicate that they are significantly different from zero at the 95.0% confidence interval, demonstrating that air permeability, thermal and water vapour resistance are significantly associated with fabric thickness and course/cm.
Analysis of variance (ANOVA) on the comfort properties of spacer fabric.

Conclusions
In this study energy absorption and comfort properties of warp-knitted spacer fabrics made from polyester filament were studied for helmet comfort liner application. The warp-knitted spacer fabrics were manufactured by varying the thickness and course/cm in three levels and thus resulted in nine spacer fabrics. The fabrics had better energy absorption with the increase in thickness and course/cm. The developed spacer fabrics had better energy absorption compared to PU foam based standard liner. The air permeability of the fabrics decreases with increase in thickness and course/cm. Both thermal and water vapour resistance of spacer fabrics increased with increase in fabric thickness and course/cm. The ANOVA confirmed that the thickness and course/cm have a significant impact on fabric comfort properties.
The results showed that developed spacer fabrics have higher air permeability and lower water vapour resistance value compared to PU foam based standard liner. Such characteristics are suggested for the improvement of the breathability of a comfort liner, thereby improving the microclimate of a helmet and the cooling provided by evaporation. Furthermore, recycling of the developed spacer fabrics is not a problem. The work has demonstrated that the spacer fabrics could be used to substitute PU foam for helmet comfort liner application when comfort and recycling are highly required.
Footnotes
Acknowledgements
The authors thank M/s PSG TECHS COE INDUTECH, Coimbatore for providing facilities to carry out this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.