
Abstract
This article reports on oil sorption behavior of needle-punched nonwoven fabrics made from milkweed, kapok, cotton and polypropylene fibers using air-lay and carding technologies. The effects of fiber and fabric parameters on oil sorption and retention capacities, and oil sorption rate and fabric strength were investigated. Fabrics made using natural fibers such as milkweed and cotton were found to selectively absorb oil over water. Milkweed and kapok nonwovens displayed higher oil sorption and retention capacities as compared to cotton and polypropylene nonwovens. Further, milkweed and kapok nonwovens exhibited higher oil sorption rate as compared to cotton and polypropylene nonwovens. The porosity of nonwoven fabric was found to play a vital role in determining the oil sorption capacity. Although the web-forming technology did not affect the oil sorption and retention capacities and oil sorption rate, it affected the fabric strength significantly. Cotton nonwoven kept on artificial sea water for 10 days displayed very low water sorption capacity, although the nonwovens produced using natural fibers exhibited preferential sorption of oil over water and high oil sorption and retention capacities; which are advantageous in using them as oil sorbents to cleanup oil spills on oceans, but they offered low fabric strength. These findings indicate that further research works are required to improve the strength of natural fiber nonwovens for sustainable oil spill removal.
Keywords
Introduction
Oil spillage generally occurs in large ocean water bodies and also in nearby land surfaces. The leakage of oil during production and transport, improper construction of oil storage tanks and explosion of oil storage tanks during wars or natural disasters are known as the major reasons of oil spill [1]. The spilled oil must be either removed or destroyed within a timeframe to prevent major hazard to the environment. The oil spilled over water is removed using different techniques such as skimmer, chemical, bacteria, etc. [2–5]. But these techniques are time consuming and harmful to the environment. With a goal to find out a better one, the fibrous assemblies are being researched for their potential for oil spill cleanup. As reported, the fibrous assembly either in filled or structured forms can be used to remove the oil spilled over large water bodies [6]. Commercially, polypropylene melt-blown nonwovens are widely used for oil spill cleanup. Their commercial success is lying with the hydrophobic nature of polypropylene that helps in selectively absorbing oil over water and retaining it within the fibrous networks, giving very high oil sorption capacity with a low water sorption capacity. The main disadvantage of using polypropylene or any synthetic materials is that they are non-biodegradable and this poses a great challenge in disposing the synthetic oil sorbent pads after usage. Till date, many research attempts were made to design oil sorbents that were bio-degradable. Leaves and residues of palm and sisal, sponge guard, silk floss, sugarcane bagasse, rice husk, peat moss, saw dust, barley straw, kenaf, flax, silk cocoon, and natural fibers such as wool, cotton, rayon, kapok, milkweed fibers etc. were tested for their oil sorption capacity [7–14]. It was found that silk, kapok, and milkweed fibers were efficient in removing oil because of their oleophillic and hydrophobic nature [1]. It was observed that the loose fibrous assembly filled with polypropylene fibers was found to perform better than those filled with kapok and milkweed fibers [1]. This was because of the higher fiber density of kapok and milkweed fibers. But the critical parameters influencing the oil sorption capacity are not yet identified. Nevertheless, many promising research works were reported using kapok and milkweed fibers in a filled or loose fibrous form. But the loose fibrous assemblies cannot be easily collected from the spilled area after usage. On the other hand, the structured fibrous assemblies like needle-punched nonwovens can be collected easily. With a view to this, Rengasamy et al. [6] investigated the thermal-bonded nonwovens for oil spill clean-up. In this work, a set of nonwovens was prepared by blending milkweed and polypropylene fibers (70/30) and kapok and polypropylene fibers (70/30), followed by thermal bonding. It was observed that the nonwovens offered higher oil sorption capacity as compared to the filled fibrous assembly. Lee et al. [15] studied oil sorption capacity of needle-punched nonwovens by blending kapok and polypropylene fibers during carding. The maximum proportion of kapok in carded nonwoven that they could obtain was 90:10 (kapok:polypropylene). The oil sorption capacity was found to increase with the increase in kapok content up to 50% and decrease with further increase in kapok content. The maximum oil sorption capacity was obtained at 50:50 (kapok:polypropylene) blend ratio and they ascribed this to the low bulk density of fabric at that proportion. This highlights the importance of porosity of fibrous assembly to obtain high oil sorption capacity. Choi and Cloud [16] prepared nonwovens by blending milkweed and polypropylene fibers in the ratio of 60:40. They observed that the loose form of milkweed fibers could perform better than the structured nonwoven made from milkweed and polypropylene fibers in the ratio 60:40. But the porosity of both the structures was not mentioned. Choi and Kwon [17] studied needle-punched nonwovens prepared by using cotton/polypropylene blends. They found that with the increase in cotton content, the oil sorption capacity of the fabric increased. They attributed the increase in oil sorption capacity with the increase in cotton content to the lumen as well wax coating on fiber surface. Nevertheless, most of the reported studies did not consider the porosity, mean pore size, and contact angle in order to fully understand the oil sorption and retention behaviors of structured fibrous assemblies. Further, the previous research works fall short of developing 100% natural fiber sorbents for sustainable disposal after use. As known, milkweed and kapok fibers are chosen because of their oleophillic nature, but they are shorter, stiffer and less cohesive that pose challenges while structuring them into uniform and coherent fibrous assemblies. This has been the main reason that 100% kapok and milkweed structured fibrous assemblies were not reported in the earlier works. Further, the oil sorbents must have sufficient strength to withstand the stresses during usage. However, no work has been reported so far on the effect of fiber and fabric structural variables on the strength of oil sorbents. Also, a comprehensive research comprising development of 100% natural fiber nonwoven using different technologies and different fibers and their oil sorption, retention capacities, fabric tensile strength and oil sorption rate are not yet reported.
In this work, an attempt was made to prepare needle-punched nonwovens having 100% natural fibers using kapok, cotton and milkweed fibers by employing two different fiberweb formation technologies viz. carding and air-laying. These nonwovens were tested for their oil sorption and retention capacities and were compared with polypropylene nonwovens produced under similar conditions. Also, the efficacy of these nonwovens in removing oil spill when they are initially wetted with water was studied in order to understand their preferential oil absorption nature. The roles of fiber materials used and web-forming technologies employed in determining the oil sorption behavior of nonwovens were established. Further, the tensile strength of the nonwovens was examined in order to see if such nonwovens can withstand the stresses exerted on them during usage.
Materials and methods
Materials
In the present study, milkweed, kapok, cotton, and solid polypropylene (PP) fibers were chosen. The surface energy of all the fibers was measured using DCAT Tensiometer. The highest surface energy was found with cotton (43.8 mN/m), followed by polypropylene (33.2 mN/m), milkweed (31.5 mN/m), and kapok (29 mN/m), respectively. The highest dynamic contact angle with oil was found with cotton (61.43°), followed by polypropylene (52.42°), kapok (45.76°), and milkweed (30.28°), respectively. We could not precisely deduct the dynamic contact angle of these fabrics with de-ionized water using tensiometer as there was insignificant water sorption observed in the fabrics. This indicates that the water contact angle may be >90°. The dynamic contact angle made by cotton nonwoven with artificial sea water was 88.34°. The strength of the fibers was measured in accordance with ASTM D3822-07 standard by using Instron tensile tester. The highest strength was registered by polypropylene (0.54 N/tex), followed by cotton (0.23 N/tex), milkweed (0.15 N/tex), and kapok (0.10 N/tex), respectively. Further, a high density (HD) oil was used in this study. The surface tension and density of the liquids were measured using DCAT Tensiometer. The surface tension of oil was found to be 31.88 mN/m and its density was determined as 0.915 g/cm3. The surface tension of de-ionized and artificial sea water was found to be 72 mN/m and 54 mN/m respectively. The density of de-ionized and artificial sea water were found to be 1.01 g/cm3and 1.036 g/cm3 respectively. The viscosity of the oil was measured using Brookfield viscometer. It was found to be 35 mm2/s.
Method of formation of fiberwebs and nonwovens
The fibers were made into webs using two web forming technologies viz., a mini carding machine and an air-laid web forming machine. Though it was possible to prepare 100% kapok fiberwebs using air-lay technology, it was not possible to obtain 100% kapok fiberwebs using carding technology as kapok fibers were found to be less cohesive and very short in length. Therefore, a small amount (5% by weight) of polypropylene fibers of 2.5 denier fineness was blended with kapok fibers in order to obtain kapok-rich carded fiberwebs. The fiberwebs obtained from carding and air-lay machines were needle-punched separately on a commercial needle-punching machine in order to produce needle-punched nonwovens. A punch density of 50 punches/cm2 and a depth of penetration of 5 mm were employed during needle-punching of both carded and air-laid webs. Another set of nonwoven fabrics were prepared to study their tendency to preferential sorb oil over water. They were prepared using 100% milkweed, cotton, and polypropylene fibers of 2.5 denier. The carded fibrous webs were needle punched at 100 punches/cm2 and 5 mm depth of penetration. All the polypropylene fabrics were treated with caustic alkali at 80℃ for 45 min to remove the traces of spin finishes and other impurities present on the fiber surface, if any.
Testing of physical characteristics of nonwovens

Physical characteristics of carded needle-punched nonwovens (50 punches/cm2 and 5 mm depth of needle penetration).

Physical characteristics of carded needle-punched nonwovens (100 punches/cm2 and 5 mm depth of needle penetration).

Methods of determination of oil sorption capacity and oil retention capacity
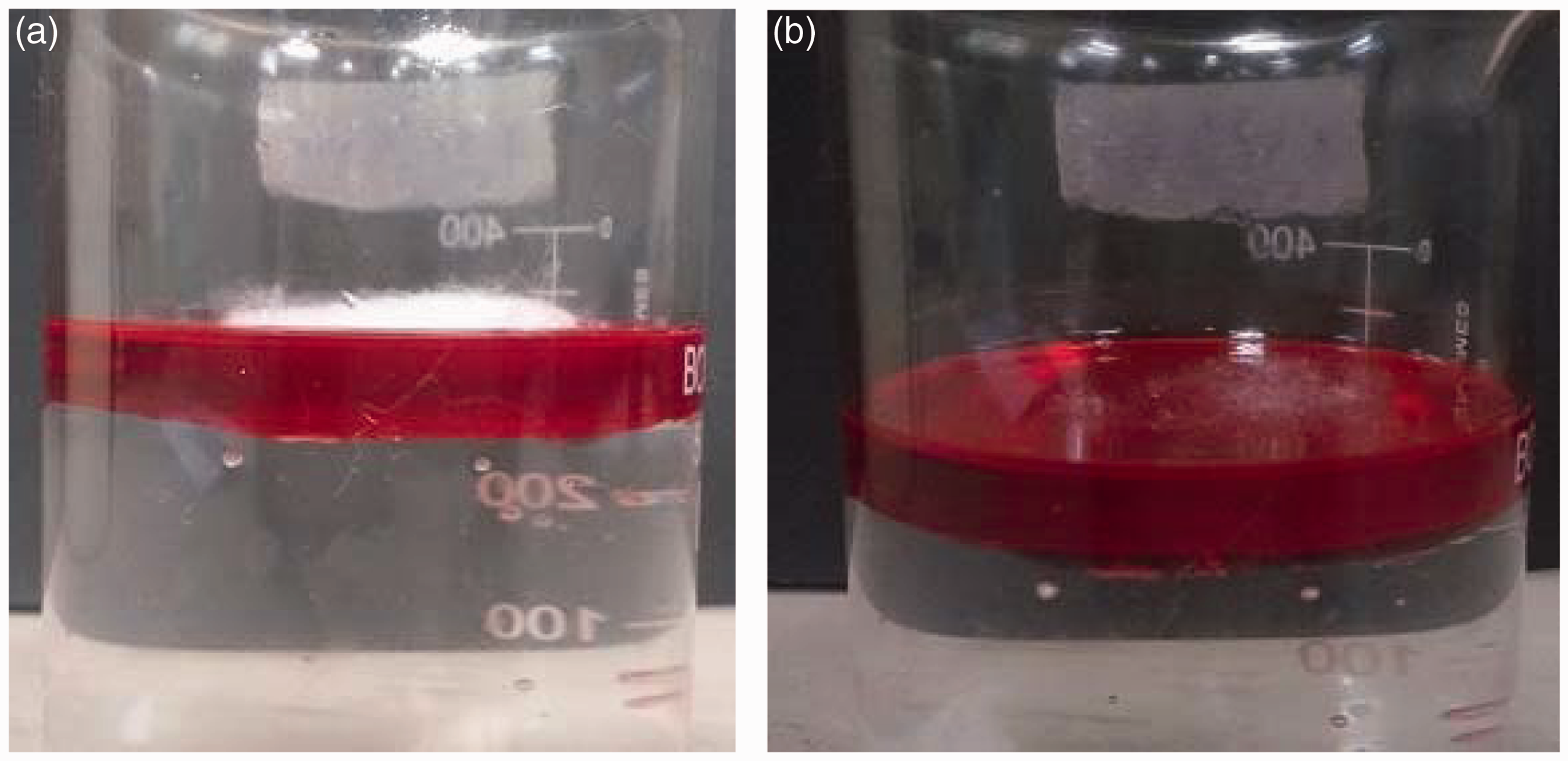
About 20 ml of oil was added to a beaker containing 300 ml water [6]. A known mass of nonwoven sample (W1) was simply placed over the surface of oil film and was allowed to absorb oil for 5 min. The fabric was observed to be floating throughout the experiments (Figures 1(a) and (b)). The fabrics were neither pressed (by hand or external weights) nor immersed in water. After 5 min, the fabric was taken out and kept for 60 s, in order to drain out loosely held oil on the fabric surface and its mass was measured (W2). It was then kept further for 5 min so that the oil held in larger pores of the fabric may drain out if they do not have adequate capillary forces against gravitation forces acting on them. The mass of the fabric at this stage was weighed as W3. The oil present in the sorbed fabric was dissolved using n-hexane and there was not any water found in the extract. Hence, the weight gained by the fabric during experiment was only due to the imbibed oil in the fabric. The experimental oil sorption (So) and retention (Sr) capacity were obtained as follows
Fabric placed on the oil film (a) initially (b) after 5 minutes.

Test method to find the selective oil sorption behavior of nonwovens
A known mass (W1) of the fabric was taken and was placed in a beaker containing water. The water was stirred using a magnetic stirrer at 650 rpm for 60 s along with the fabric. The wetted mass was noted as 



Determination of water sorption capacity
Caustic alkali is generally used for scouring the cotton fabrics along with softener and surfactant at very high temperature in order to remove the waxes present on the fiber surface and thereby to make the fabric hydrophilic [20]. Sea water is also known to have a small concentration of NaCl which is a mild alkali. So, this alkali present might cause some damage to wax coating present on the cotton surface. Hence, cotton nonwoven was tested for water sorption capacity in artificial sea water, and analyzed for any damage occurred to the wax present on fiber surface.
The water sorption capacity of the fabric was measured using both de-ionized water and artificial sea water.
De-ionized water
The nonwoven fabric samples were tested for de-ionized water sorption as suggested by Prabakaran et al. [1]. The water sorption capacity of nonwoven fabric samples was measured as follows. A known mass of dry nonwoven (W1) was placed horizontally on the water surface without any external pressure. The beaker was not sealed. The temperature and humidity of the surrounding environment was kept at 20℃ and 65% RH respectively. The sorbents were then removed from the beaker after 1, 3, 5, 7, and 10 days, respectively, and kept for 1 min so that loosely attached water on the fabric surface could drain out. The masses of fabrics were noted as Ww. Water sorption capacity 
Artificial sea water
The procedure to measure artificial sea water sorption capacity of fabrics is identical to that described in the previous section on ‘De-ionized water sorption capacity’. Instead of de-ionized water, artificial sea water was used in this experiment. Artificial sea water (3.5% NaCl) was prepared as suggested by Hussein et al. [13].
Testing of oil sorption rate
A known mass of nonwoven was clamped to a fabric holder attached to a microbalance of tensiometer. The vessel having oil was kept on the movable platform of the instrument. Once the fabric is in contact with the oil surface, the instrument automatically records the mass of oil absorbed by the fabric at different time intervals till saturation and a graph of mass of oil sorbed versus time was obtained from which oil sorption capacity of the fabric at different time interval can be calculated.
Testing of tensile strength of nonwovens
The tensile tests were carried out on dry nonwoven fabrics which were produced after needle punching and not on samples after oil sorption. The tensile tests were carried out on a Universal tensile tester according to ASTM D 5034-09 standard. The sample size was taken as 20 cm × 10 cm. The gauge length and testing speed were kept at 75 mm and 300 mm/min, respectively.
Results and discussion
Oil sorption and retention capacities of nonwovens
Figure 2 displays the effect of fiber material on oil sorption capacity of needle-punched nonwovens produced from carded and air-laid fiber webs. Of the carded needle-punched nonwovens, milkweed nonwoven exhibited the highest oil sorption capacity, followed by kapok/polypropylene blend, cotton, and polypropylene, respectively. In case of air-laid needle-punched nonwovens, the highest oil sorption capacity was registered by milkweed nonwoven, followed by kapok, cotton, and polypropylene, respectively.
Effects of fiber and web forming technology on oil sorption capacity. PP: polypropylene.
It was of interest to determine the theoretical maximum oil sorption capacity of all the nonwovens studied in this work. It is generally known that the theoretical maximum oil sorption capacity of nonwovens refers to the maximum oil that the nonwovens can sorb. Hsieh [21] assumed that when all the pores in the nonwovens are filled with oil, the theoretical maximum oil sorption capacity as can be expressed as follows


Physical characteristics of air-laid needle-punched nonwovens (50 punches/cm2 and 5 mm depth of needle penetration).

Normalized sorption capacity of nonwovens.

The equilibrium heights (h) to which the oil can be imbibed across the nonwovens were found to be greater than 20 cm irrespective of fiber type based on Washburn equation as stated hereunder. But the nonwoven used in the present study had a thickness ranging between 3 mm to 5 mm which is very low as compared to the equilibrium height of oil sorption.

Considering the pore size of nonwovens in this study, most of the pores must have been invaded by oil during sorption experiment, except the cotton nonwoven; the later is due to the largest oil contact angle exhibited by cotton fiber, which is also evident from the normalized sorption capacity values (Table 4). Hence, porosity plays a critical role in determining the oil sorption capacity of nonwovens having small pores. When the porosity of the fabric increases, the fabric mean pore diameter also increases. As the nonwoven fabrics have a wide range of pore size distribution, the maximum pore diameter also increases with the increase in porosity. It is calculated from equation (11) that the maximum pore radius that can raise the oil to a height of 5 mm which is the thickness of the nonwoven used is 1.22 mm, 0.99 mm and 0.68 mm for milkweed, kapok/polypropylene blend, and cotton nonwoven, respectively. Hence, if the pore radius of the nonwoven fabric is 1 mm, then milkweed and kapok nonwovens would be able to hold the imbibed oil within its pores against the gravitational force unlike cotton nonwoven. Hence, under such condition, fiber oleophilicity plays a critical role in improving the fabric oil sorption capacity.
Figure 3 displays the effect of fiber material on the oil retention capacity of the needle-punched nonwovens prepared from air-laid and carded fiberwebs. Of the carded needle-punched nonwovens, milkweed nonwoven exhibited the highest oil retention capacity, followed by kapok/polypropylene blend, cotton, and polypropylene, respectively. In case of air-laid needle-punched nonwovens, the highest oil retention capacity was registered by milkweed nonwoven, followed by kapok, cotton, and polypropylene, respectively. Further, it can be observed that the experimental oil retention capacities of both air-laid and carded nonwovens are found to be 1–7% less than the corresponding theoretical maximum sorption capacities. This might be because the oil imbibed in the larger pores might have drained out as the fabrics were allowed to desorb for a longer time (5 min).
Effects of fiber and web forming technology on oil retention capacity PP: polypropylene.
Figures 2 and 3 display the effect of web-forming technology on oil sorption and retention capacities of nonwovens produced using different fibers. It can be observed that the selected web-forming technologies did not practically affect the oil sorption and retention capacities of the nonwovens, irrespective of the fibers used. It can be seen from Tables 1 and 2 that the different web-forming technologies could not bring any practical difference in mean pore diameter of nonwovens. As known, the carding process orients the fibers preferentially in the machine direction while the air-laying process leads to practically isotropic fiber orientation distribution; however, this difference in fiber orientation did not bring any practical difference in oil sorption and retention capacities of the nonwovens.
In case of oil spill cleanup application, the sorbents are placed over the spilled area and collected after a long duration (>5 min) and hence irrespective of the fiber type and web forming technology used, the fabric will get saturated with oil and hence it is only the fabric porosity which plays a critical role. Hence cotton nonwoven can be considered as a suitable alternative for polypropylene as they are bio-degradable and are abundantly available.
Selective oil/water sorption behavior of nonwovens
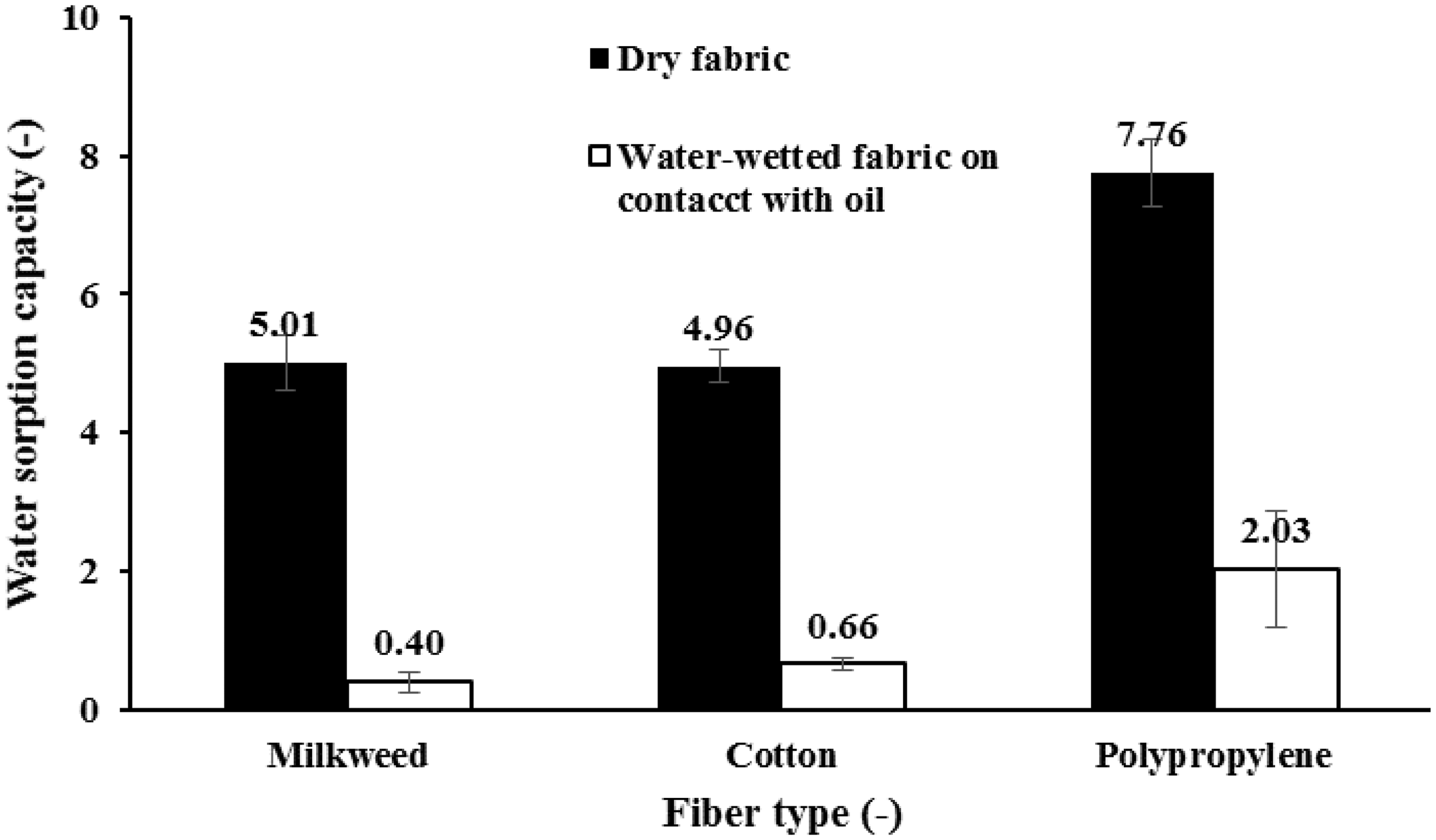
It can be observed from Figure 4 that oil sorption capacities of dry milkweed, cotton, and polypropylene nonwovens were 38.22 g/g, 25.46 g/g, and 29.22 g/g, respectively. The oil sorption capacities of fabrics pre-wetted with water were found to be 37.99 g/g, 24.20 g/g, and 27.59 g/g, respectively. The difference between these set of values is less than 6% irrespective of fiber material used. It can be observed from Figure 5 that water sorption capacity of dry milkweed, cotton, and polypropylene nonwovens was 5.01 g/g, 4.96 g/g, and 7.76 g/g, respectively. These nonwovens pre-wetted with water, when allowed to sorb oil for 5 min, were found to retain 8%, 13%, and 25% of water, respectively. In case of milkweed and cotton, the oil could replace around 90% and 83% of previously imbibed water, respectively (Figure 6), which indicates their good selective oil sorption. The reason for such behaviour of these nonwovens might be because of the wax present on the fiber surface and thereby making the fabric both oleophillic and hydrophobic.
Oil sorption capacities of dry and water-wetted nonwovens. Water sorption capacity of dry and water-wetted nonwovens. Percentage of replacement of imbibed water by oil in water-wetted nonwovens on contact with oil.

Although polypropylene fibers had water contact angle ∼90°, they had 7.76 g/g of water sorption capacity under agitation while under static condition, the water sorption capacity was found to be 0.27 g/g. This might be because under vigorous agitation, the repulsive force of the fabric is overcome by the hydrodynamic force and hence water enters the fabric. Figure 7(a) and (b) indicates the FTIR peaks of untreated and treated polypropylene fibers. The peaks at 2918 cm−1 and 1372 cm−1 indicate the presence of alkane groups while the peak at 606 cm−1 indicates the presence of alkyne groups present in the chemical structure of polypropylene fiber. From Figure 7(a) and (b), FTIR peaks of polypropylene fibers are found to be same before and after alkali treatment. This indicates that the amount of spin finish on the fiber surface is insignificant and hence alkali treatment is not found to have much effect on the chemical structure of polypropylene fiber. Larger mean pore diameter (Table 3) found in the polypropylene might not have helped the oil to replace the imbibed water in water-wetted nonwoven due to inadequate capillary pressure to pull the oil into the larger pores. The poor selective absorption of oil over water for the polypropylene compared to others is mainly due to large mean pore diameter and relatively high oil contact angle of polypropylene nonwoven (Figure 5 and 6).
FTIR spectra of polypropylene fiber (a) raw and (b) after alkali treatment.
Oil sorption rate of nonwovens
Figure 8 shows the effect of fiber type on oil sorption rate of carded needle-punched nonwoven. It can be observed that the oil sorption capacity of the fabric increases rapidly till 10 s followed by a gradual increase in oil sorption and finally the fabric gets saturated with the oil at about 150 s. The initial steep increase in oil sorption capacity might be due to sorption of oil through the smaller pores, as they exert a high capillary pressure. The relationship between capillary pressure and pore radius is given by Young–Laplace equation [22] as given below
Effect of fiber type on oil sorption rate of carded nonwoven. PP: polypropylene.

The difference in oil sorption rates among the nonwovens is due to fiber–oil contact angles and mean pore diameter in the nonwovens. The capillary pressure acting on oil in a pore would be higher if the oil contact angle and mean pore diameter are smaller. Milkweed exhibits least oil contact angle and mean flow pore diameter followed by kapok, polypropylene, and cotton; and the oil sorption rate also follows the same trend. The high oil sorption rate of milkweed and kapok/polypropylene nonwovens are due to the high wax content. Milkweed fiber has around 3% wax content present on the fiber surface, whereas it is only 0.5% in the case of cotton fibers [16,23]. Hence, kapok and milkweed fibers had a lower oil contact angle as compared to cotton and polypropylene fibers. Hence, fiber type plays a critical role in determining the fabric oil sorption rate.
Figure 9 shows the effect of web forming technology on oil sorption rate of polypropylene needle-punched nonwoven. It can be observed that the oil sorption capacity of the fabric increases with the increase in time of oil sorption rapidly till 15 s followed by a gradual increase till saturation at 70 s. It can also be observed that both the air-laid and carded nonwovens showed a similar pattern of oil sorption rate. There was hardly any difference found in the initial rate of oil sorption between the air-laid and carded nonwovens. Hence, the difference in fiber orientation did not bring any practical difference in oil sorption rate of the nonwovens.
Effect of web forming technology on oil sorption rate of polypropylene nonwoven.
Strength of nonwovens
Mechanical characteristics of carded and air-laid needle-punched nonwovens.

Further, it can also be observed from Table 5 that the fiber orientation has a significant effect on the breaking strength of nonwovens. Carded nonwovens are found to have a higher breaking strength in machine direction (MD) as compared to cross-machine direction (CMD). This might be due to the preferential orientation of fibers in the machine direction and hence the breaking strain is also high in case of cross-machine direction as compared to machine direction. The air-laid nonwovens have a similar breaking strength and breaking strain in both machine direction and cross-machine directions, irrespective of the fiber type. This might be due to the random orientation of fibers in air-laid nonwovens [26,27]. It can be thus inferred that the fiber orientation has a significant effect on the fabric breaking strength.
Water sorption capacity
Figure 10 shows the water sorption capacity of the carded cotton nonwoven in both de-ionized water and artificial sea water. It can be observed that there are no appreciable differences between the water sorption capacities tested in both de-ionized and artificial sea water even when the nonwoven is left for 10 days. This might be because of the higher dynamic contact angle made by cotton nonwoven with de-ionized (∼90°) and artificial sea water (88.34°) due to the presence of natural wax on the fiber surface. The reduction in contact angle made by cotton with artificial sea water might be due to the reduction in surface tension of artificial sea water because of the addition of NaCl. This indicates that the salt water has not significantly reacted with the wax on fiber surface. Doree [28] observed that cotton fiber degradation was due to bacterial growth and not due to light and oxygen when the fabrics were left for more than three weeks in the artificial sea water. SEM and FTIR analysis were done in order to check whether there is any change in surface morphology and chemical structure of the cotton fiber before and after leaving on the artificial sea water for 10 days. It is found that there is not any change in the chemical groups (Figure 11(a) and (b)) present in the fiber. The peaks that occurred at 3400, 1400, and 1150 cm−1 indicate the presence of OH, CH, and CO groups, respectively, in the cotton structure. It can be inferred from Figures 12(a) and (b) that there is no change in the surface morphology of cotton fiber when left on artificial sea water for 10 days. Hence, it can be inferred that the raw cotton fiber could preserve its oleophilicity even after exposure to sea water for 10 days, which is a main requirement for oil sorbents. In addition, the cotton fabric was found to float on water surface even after 10 days, which facilitates them to be collected easily. Further, the previous experiment done on oil sorption of water-wetted cotton (under severe agitation of water along with fabric sample) indicated that the imbibed water in cotton nonwoven could be predominantly replaced by oil. Hence, cotton nonwoven can be a potential candidate for engineering sustainable oil sorbent pads provided the breaking strength is improved.
Water sorption capacity of cotton carded nonwoven. FTIR spectra of (a) raw cotton fiber (b) cotton fiber placed in artificial sea water for 10 days. SEM image of (a) raw cotton fiber (b) cotton fiber placed in artificial sea water for 10 days.


Conclusion
The milkweed and kapok fiber-based nonwovens displayed very high oil sorption capacity as well as oil sorption rate. The cotton fiber based nonwoven was found to sorb 26 g of oil per g of fiber along with a very low water sorption capacity around 1.67 g/g and did not show any chemical degradation or microbial attack even when left in artificial sea water for 10 days. Milkweed and cotton fabrics had good selective sorption of oil over water, as oil could replace around 90% and 85%, respectively, of the previously imbibed water in their structures. The natural fiber nonwovens exhibited poor breaking strength and hence they may fail during usage. These findings indicate that the natural fiber nonwovens with improved strength must be developed as oil sorbents for oil spill removal application.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are thankful to Department of Science and Technology for providing the financial assistance to carry out this study through a sponsored research project.