
Abstract
Oil retention of needle punched nonwoven fabrics made from coarse cotton, fine cotton, jute, kapok and its blends were reported. Based on the previous research work, oil retention of nonwoven fabrics is highly influenced by fiber diameter, fabric porosity and oil properties. In this study blended needle punched nonwoven samples were produced using fibers with wide variation in fiber diameter. Coarse jute fiber was blended with fine fibers of cotton and kapok to improve structural stability after sorption of oil. Needle punched nonwoven fabrics were produced using jute fiber ratio of 5%, 10%, 15%, 20% with 25% kapok, 25% coarse cotton and remaining fine cotton fibers. Oil retention capacities of needle punched nonwoven fabrics were found to be in the range of 7.75 g/g to 16.60 g/g under various process conditions. It has been noted that an increase in the jute fiber content in the nonwoven fabrics increases the oil retention capacity of the samples. Jute fibers act as columns in fiber structural assembly and it is the stiffer fiber than other three fibers used in the needle punched nonwovens. Thickness of nonwoven needle punched fabrics change after sorption of oil from 1.5% to 5%, which reduced on increasing jute fiber content in the blends.
Introduction
In third millennium, biodegradability of materials used in daily living is likely to assume the highest priority to preserve the environment uncontaminated and protected for the forthcoming generations. In this context, selection of biodegradable materials for diverse applications plays significant role in their various forms [1]. Oil is one of the important source of energy in today’s industrialized world [2] and raw materials for many chemicals and polymers [3]. Crude oil is obtainable only in the narrow geographical locations on the earth. It is transported from available places to usage points approximately in quantities of 5 to 6 million tons preferably through water bodies because of the high cost factor involved in other modes of transportations [4]. In many circumstances, oil spill occurs accidently or sometimes purportedly especially during the war times [5,6]. Spillage of oil is subjected to spreading, evaporation, dissolution, drifting, photolysis and formation of emulsion [7]. Spilled oil need to be cleaned within a specific time frame to protect the environment from various associated hazards [8]. Sorbents uptake oil in two ways i.e., adsorption and absorption. Adherence of oil on the surface and in between the spaces is called adsorption. Higher the viscosity of sorbate increases adsorption of the sorbent. Oil is filled in the pores of fibers by capillary action called absorption [9]. Oil sorbents are classified into three categories, namely inorganic mineral products, organic vegetable products and organic synthetic products [10]. Mineral materials are perlite, vermiculites, sorbent clay and diatomite, often characterized by poor buoyancy and hence are not popular in commercial applications. In synthetic materials, polyester and polypropylene are widely used as sorbents because of the availability, oleophilic and hydrophobic nature though these materials take longer time for biodegradation [10]. From the research conducted earlier, nonwoven fabrics made of natural and synthetic fibers were found to yield good results in oil spill cleaning applications. Natural fibers are preferred compared with mineral and synthetic materials because of better biodegradability [11] that results in easy disposal without distressing the environment [12]. Fibers preferred by the researchers used in oil sorbents include cotton [13], kapok [14], kenaf [15], milkweed [16], sugarcane bagasse [17], rice husk [18], coir [19], corn straw [20], collagen [21], raw luffa [22], wheat straw [23], Polylactic acid [24], polypropylene [25], nettle [26], polyamide [27], polyester [28], etc. Agro products such as sugarcane bagasse, rice husk, corn straw, wheat straw, wood fiber show poor buoyancy, hydrophilic, low oil sorption and retention [7]. Majority of the researchers reported better oil sorption, retention, good buoyancy characteristics and hydrophobic in nature for raw kapok, cotton and milkweed fibers compared to other fibers [13,14,16]. Nonwoven made of polypropylene is the most widely used as commercial oil sorbent material [29] and it is very poor in biodegradation. Though free fiber form of polypropylene exhibit greater sorption capacities compared to the nonwoven, aggregation and collection of fibers after sorption is relatively difficult and makes it highly unattractive [10,26]. In recent research, carbon nanofiber aero gels [30], electro spun fibers [31], carbonized fibers [18], surface modification of fibers [32], micro and nano porous materials [33], Nano-fibrillated cellulose aero gels [34] have been developed for oil sorbent applications. For cleaning small quantities of oil spills such materials looks attractive than for larger quantities of oil spill in the sea and other larger water bodies. The purpose of this research is to prepare mechanically bonded, biodegradable nonwoven fabrics from natural fiber blends for oil sorbent applications.
Materials and methods
Fibers
In this research, coarse cotton, fine cotton, jute, kapok fibers were used due to their biodegradable nature. All the fibers were mechanically processed to clean and extract, and chemical processing stage is avoided to protect the environment from effluents discharge and to retain the original hydrophobic surface. Fourier Transform Infrared Spectrograms (FTIR) of all fibers using Nicolet 6700 were obtained and shown in the Figure 1(a) to (d).Scanning Electron Microscopy (SEM - Carl Zeiss USA, Model: Sigma with Gemini column, Resolution 1.5 nm) images were taken to measure actual diameter, surface topography which are shown in Figure 2. Cotton fibers were tested using Uster HVI 1000 to measure length and fineness. Contact angle of bundle of fibers with de-ionized water was measured using Process Tensiometer (Kruss: German, model: K100 MK3). The properties of natural fibres are given in the Table 1.
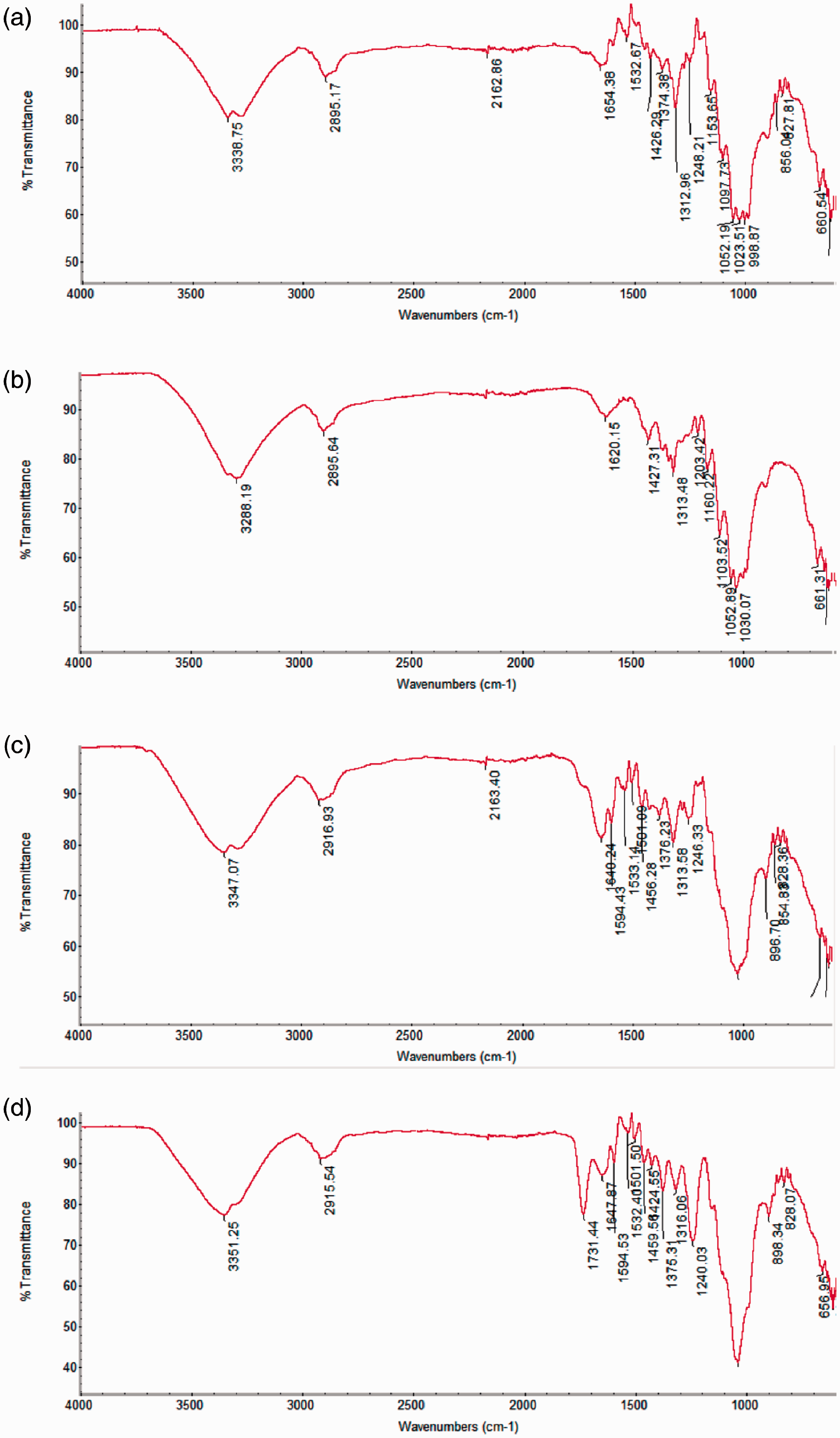
(a) The FTIR spectra of coarse cotton fiber. (b) The FTIR spectra of fine cotton fiber. (c) The FTIR spectra of jute fiber. (d) The FTIR spectra of kapok fiber.

SEM images of coarse cotton, fine cotton, jute and kapok fibers.
Sorbate properties
High density oil (HD oil) and Low density oil (Diesel) were used in this work for oil sorption and retention characteristics of the samples selected in the study. Density values of sorbates were measured using the gravimetric method. Surface tension of the oil samples was measured using process tensiometer, while viscosity was measured using viscosity cup. The properties of sorbates are given in the Table 2.
Properties of oil.

Preparation of blended needle-punched nonwoven fabric samples
Raw jute plant stems after retting process were opened using fiber opening machine and were cut into 30 mm length suitable for blending with cotton and kapok fibers. Blend ratio of the samples and control samples are given in the Table 3. All these fibers were cleaned using fiber trash analyzer to remove trash in raw material. Parallel laid webs were prepared using miniature carding machine. Areal density of parallel laid webs was maintained by feeding a weighed quantity of material in the carding machine for each web. Prepared webs were mechanically bonded using needle punching machine (Groz-Beckert® needles R332G53012) with 50 punches per cm2. All the samples were double punched to increase tensile strength of the nonwoven fabric.
Nonwoven samples with different blend proportion.

Measurement of oil retention of nonwoven fabrics
Nonwoven sample of 1 g was placed in an oil container having 150 mL of oil. After every test oil was topped to eliminate the effect of oil level on sorption. While testing using diesel sorbate, fresh diesel is replaced after every test to minimize the effect of volatile diesel components. Oil retention, expressed in g/g of sample, was taken after reaching the “point of no dripping” as suggested by Bazargan et al. [35].
Sample was immersed in the oil for a time period of 10 minutes and hung vertically above the oil container to allow the dripping of unbound oil. Readings were noted after 30 s and after every minute up to 30 minutes. Point of no dripping is recorded for every run. From the noted values of initial and final weight, sorption/retention of the samples is estimated [10] using the equation (1).
Where Wi is the initial weight of material (g) and Wf is the final weight of material in (g).
Measurement of areal density, thickness, porosity, sorption of oil and water droplets
Areal density and thickness of needle punched nonwoven fabrics were measured according ASTM D 6242-98, ASTM D 5729-97respectively. Porosity of nonwoven fabrics are calculated using the equation (2) [26].
Thickness of nonwoven samples were measured both in dry and oil sorption conditions. After measuring thickness of sample in dry condition, oil was injected above the platform of thickness tester, on the surface of needle punched fabric without changing the position of sample using 10 mL syringe until the sample reached the saturation point and the reading was noted. Time allowed for measuring the thickness after reaching saturation point or completely wet was 30 s for all samples. To assess water and oil sorption, a tiny droplet of oil and water were laid on the surface of needle punched nonwoven fabrics using a 3 mL syringe. Photographs were taken after 30 s using D5200 Nikon Digital camera to visualize actual behavior liquids with fabrics.
Results and discussion
Characterization of fibers
FTIR spectroscopy results of coarse cotton, fine cotton, jute and kapok are shown in the Figure 1(a) to (d) respectively. In the spectra major, minor and sharp and weak peaks were observed, attributable to the functional groups associated with different components of the raw fibers. Peaks in the range of wave number 2890 to 2920 cm−1 ensure the presence of hydroxyl, n-alkyl esters, ketones, wax, and fats in the fibers [36], which are expected to improve the oleophilic and hydrophobic nature of these fibers [37].
SEM Images (X1000) of coarse cotton, fine cotton, jute and kapok fibers are shown in the Figure 2. Diameter of the fiber decides flexural rigidity of the fiber and structural assembly is expected to play major role in retaining the structural integrity of the samples after the sorption. Mean diameter of jute fibers was found to be 53.72 µm followed by coarse cotton, kapok, fine cotton with diameters 22.87, 21.86 and 17.21 µm, respectively (Table 1). Diameter of kapok fibers is closer to the coarse cotton fibers, while the diameter of the jute fiber is three times as that of fine cotton fibers used in the blend. This larger value of the diameter of the jute fibers by two times, compared to that of other fibers, is expected to result in eight folds increase in stiffness (bending rigidity) of the fibers [38,39].
Properties of natural fibers.

aSEM results.
bProcess tensiometer results.
cUster HVI 1000 results.
dCut length.
Figure 3 shows the SEM images of blended nonwoven samples A to D. Coarse cotton, fine cotton, jute and kapok fibers are indicated using green, white, red and blue arrow marks, respectively. From the images it is clearly visible jute, kapok, fine and coarse cotton fibers are evenly distributed in the nonwoven fabrics. Stiff jute and kapok fibers are placed in straight position compared with other fibers that are placed in a random pattern. Jute and Kapok fibers are straight because of rigid structure of earlier fiber and hollow structure of later fiber provides structural rigidity to nonwoven blend. Cotton fibers both fine and coarse are placed in a random pattern and from the images it is clearly visible cotton fiber provides mechanical bonding to the nonwoven structure.
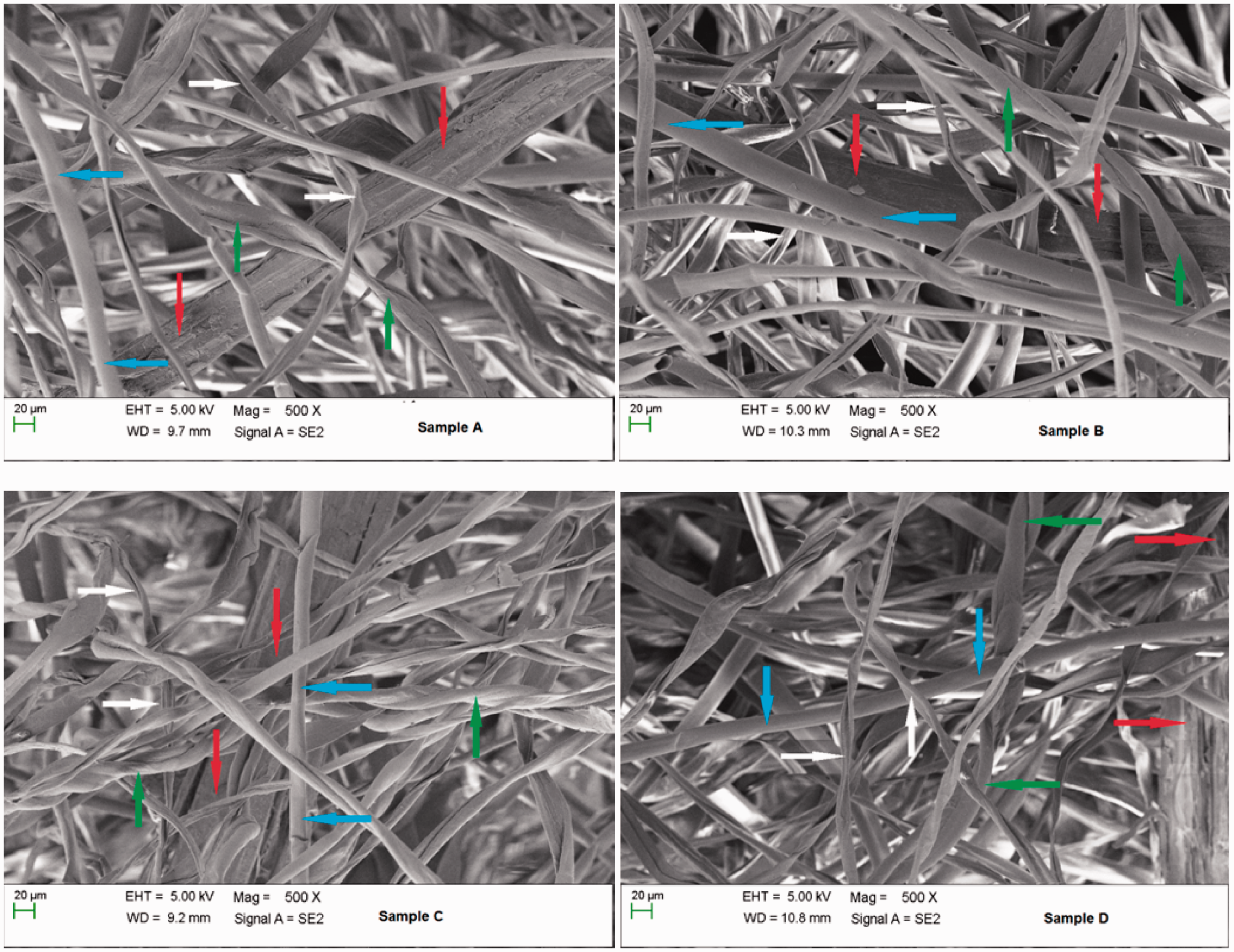
SEM images of blended nonwoven samples.
Characterization of nonwoven blends
Oil retention properties of natural fibers blended needle punched nonwoven fabrics
The effects of blending fibers with different fineness, coarse and fine, on oil retention properties of needle punched nonwoven fabrics were analyzed. Oil retention capacities of blended and control samples with HD and diesel oil are shown in the Table 4. Areal density of nonwoven fabrics produced is in the range of 188 g/m2 to 201 g/m2 for the samples from A to F, showing a variation from the expected value due to stretching of nonwoven fabrics during mechanical bonding process. Sample G composed of 100% jute fibers is produced with 356 g/m2 because of difficulty is producing fine web using miniature carding machine.
Areal density, thickness and oil retention of needle punched nonwoven fabrics.
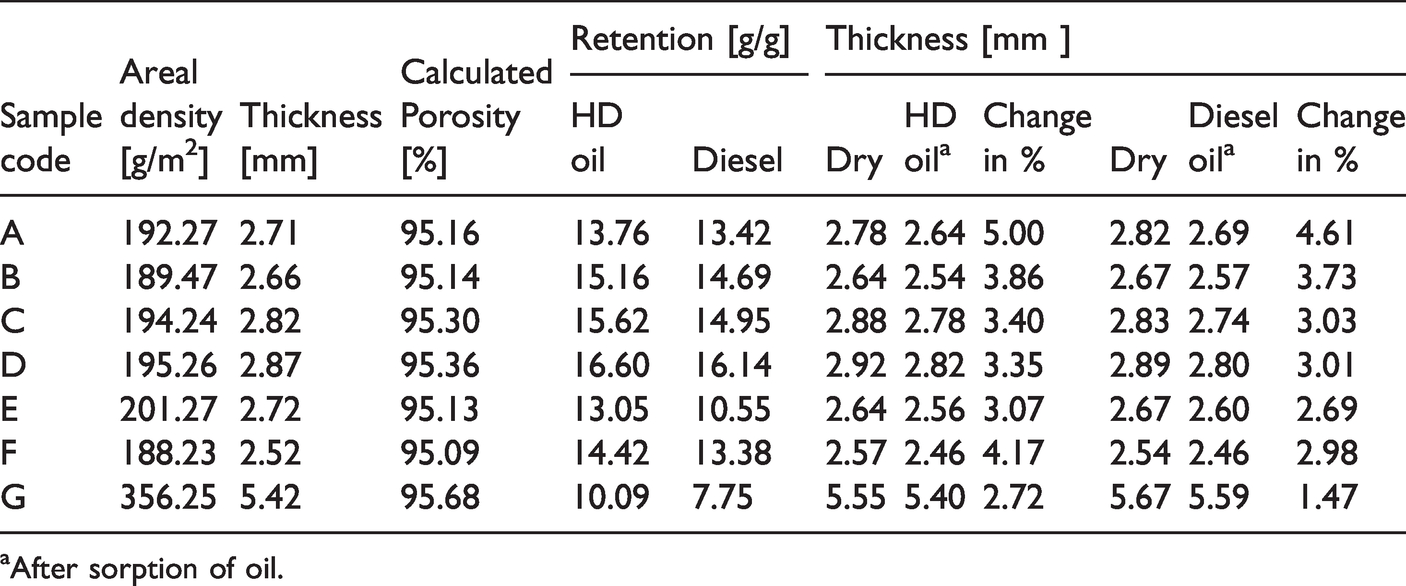
aAfter sorption of oil.
Figure 4 shows the effect of blend ratio on oil retention capacity of the needle punched nonwoven fabrics. To minimize the effects of porosity on oil sorption behavior, the porosity of the samples produced with close range and the values are given in Table 4. Oil retention of HD oil is more than that of Diesel oil in all blended and control samples on account of higher viscosity and surface tension of HD oil compared to Diesel oil as reported earlier [9]. Sample D with 20% jute fiber percentage shows the highest oil retention capacity followed by the samples C,B,A with jute fiber content 15%, 10%, 5%, respectively. Needle punched fabrics produced from 100% cotton and jute fibers showed lesser sorption than the blended fabrics. Needle punched nonwoven fabrics produced from 100% fine cotton fibers showed the highest oil sorption followed by the nonwoven samples produced from 100% coarse cotton and jute fibers, obviously due to more number of fibers per unit volume of structure that create more capillary surface in the samples. Commercial fiber-based synthetic sorbents, oil sorption [200 GSM with 96% porosity] capacity is in the range of 18 g/g to 22 g/g, which is slightly higher than the natural sorbent materials. [10]
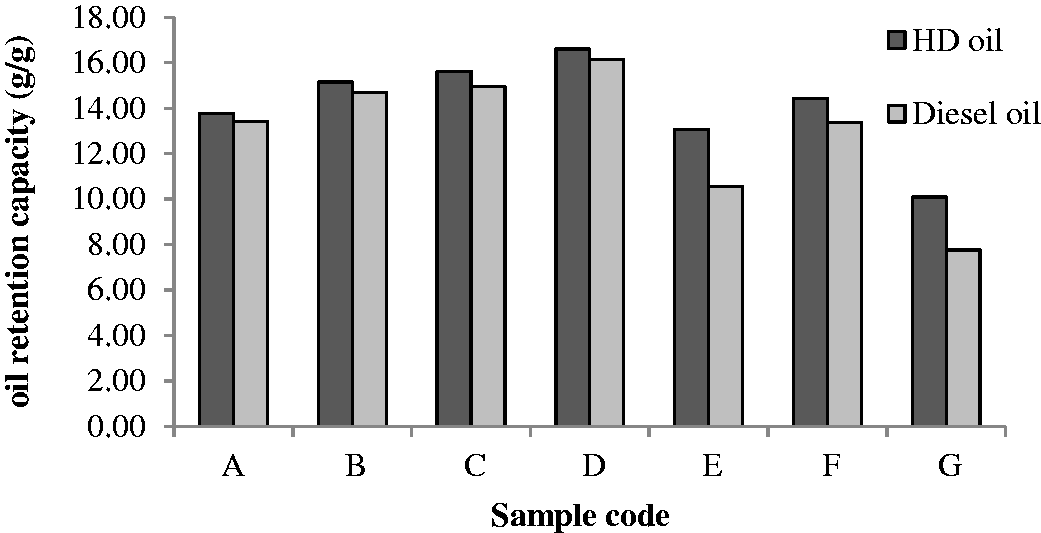
Oil retention of needle punched nonwoven fabrics.
Test of significance for jute fiber content on oil retention of nonwovens was performed using ANOVA and the results are given in the Table 5. Test results showed, the calculated P value [0.0000285] is much less than 0.01. From the results of ANOVA, it was evident that the jute fiber content in the blend considerably influences HD oil sorption behavior of nonwoven fabrics.
Effect of jute fiber content on oil retention (ANOVA results).

Water and oil sorption behavior of needle punched nonwoven fabrics
Figure 5 shows water and oil sorption behavior of needle punched nonwoven fabrics, produced using different fibers. Images encircled as P, Q, R and S is water, seawater, diesel oil and HD oil droplets respectively. De-ionized water and seawater droplets remain intact with needle punched nonwoven fabrics in samples from A to G1. HD oil and Diesel oil was fully absorbed by all the samples. Samples G1 and G2 are 100% jute nonwoven, the difference is G1 sample image was taken after 30 s and G2 sample image was taken after 3 minutes. In G2, the droplets of oil and water were fully absorbed after 3 minutes. This is due hydrophilic nature of the jute fibers and its component substances including lignin. Contact angle of bunch of fibers with de-ionized water for coarse cotton fibers is 122.42o followed by kapok (117.27°) fine cotton (88.39°) jute fibers (53.69°) given in Table 1.
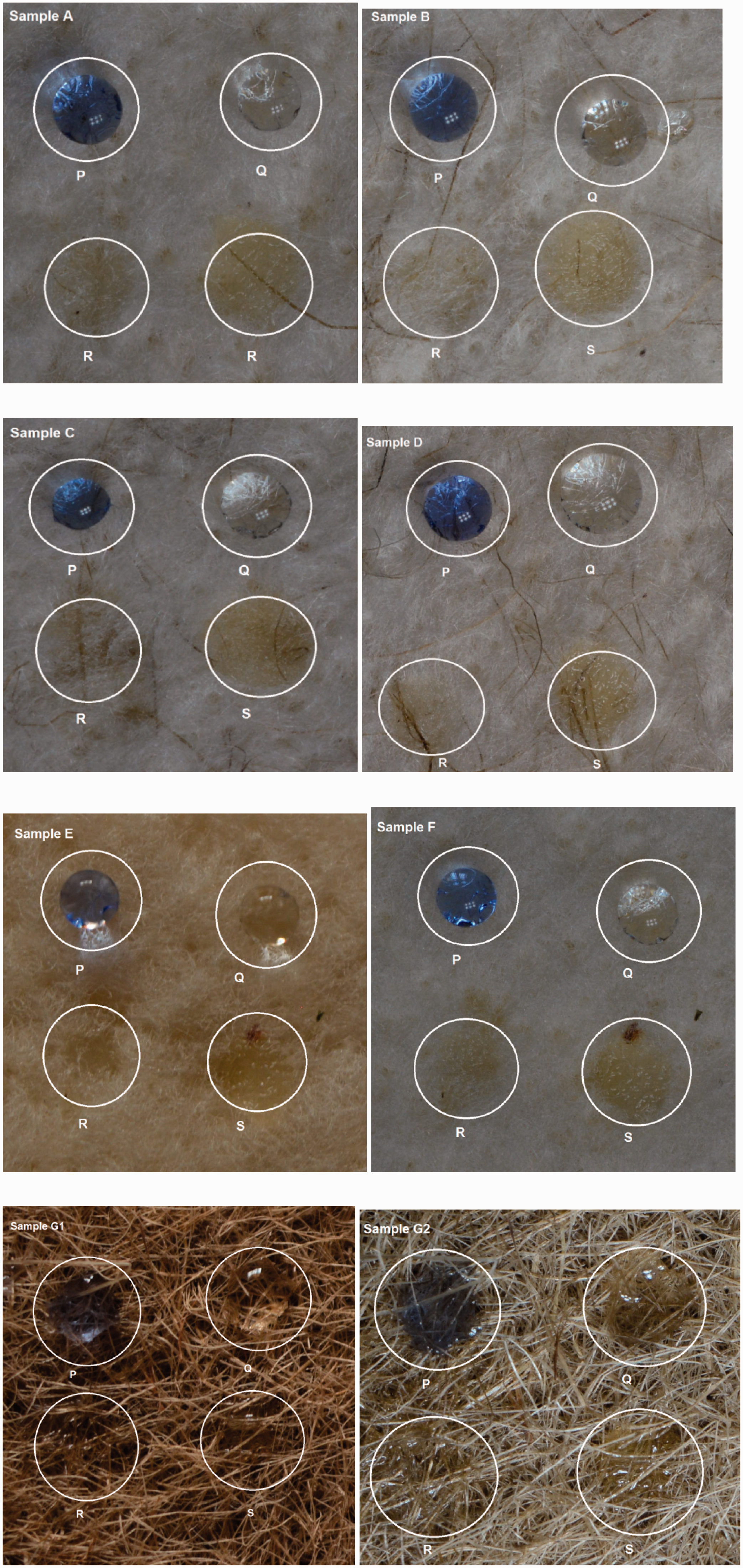
Water and oil sorption behavior of needle punched nonwoven fabrics.
Change in thickness of needle punched nonwoven fabrics on sorption of oil
Changes in thickness of needle punched fabrics on sorption of oil were measured and Figure 6 shows change in thickness of samples on sorption of HD and Diesel oil. Minimum changes in the thickness was observed in the case of sample G, followed by sample E, which are characterized by coarse and stiff nature compared to kapok and fine fibers, and their influence in various blends were also evident as shown in the Figure 6. As the jute fiber content increased in the blend the changes observed in the thickness values reduced, as the stiffer jute fibers negate the tendency of collapsing the capillaries and thereby preventing the oil to drip and reduce the thickness. Change in thickness is 5% in sample A due to high percentage of fine fibers in the blend. Sample F also showed the change in thickness, 4.17% which is made of 100% fine cotton fibers. Change in thickness was the lowest in sample G which was made up of 100% jute fibers. Changes in the thickness (%) are relatively higher in the case of HD oil compared to Diesel oil, due to lubrication action of HD oil on contact/bonding points of fibers.
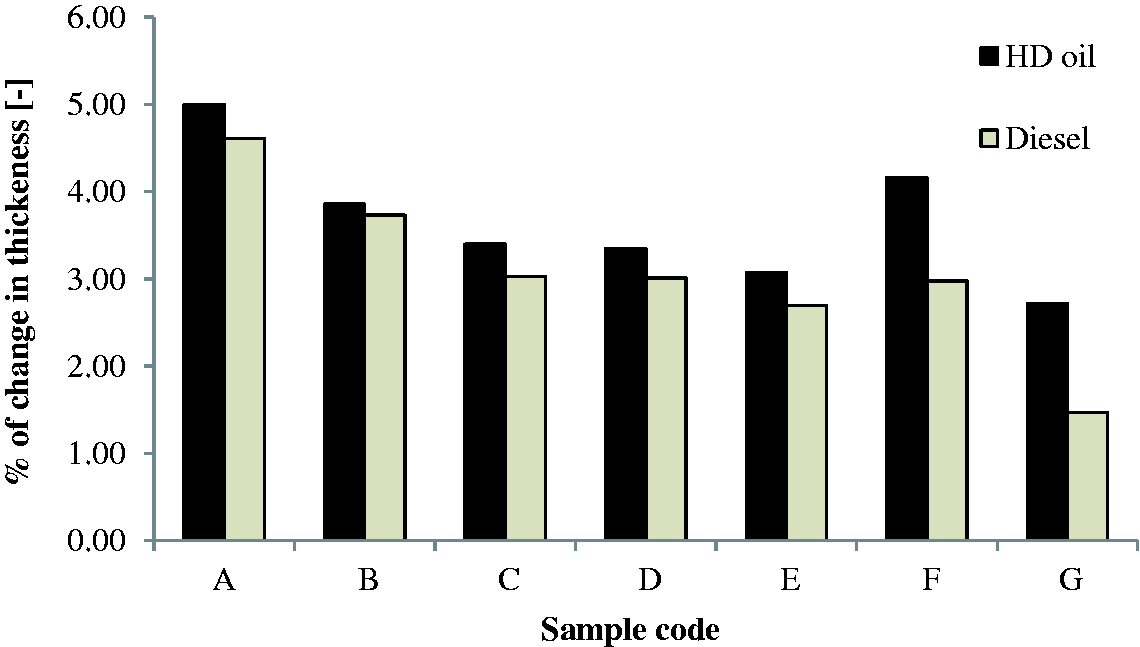
Change in thickness % of nonwoven on sorption of oil.
Point of no dripping for HD oil and diesel oil
Figure 7 shows oil retention behavior of needle punched nonwoven fabric samples with respect to time, where point of no dripping is considered as oil retention capacity of nonwovens [35]. Diesel oil reached the “point of no dripping” at a mean time of 42 s whereas HD oil took 1052 s to reach point of no dripping. This is due to high kinematic viscosity, density and surface tension of HD oil. Initial sorption of needle punched nonwoven fabric is high for high viscosity oil compared to that of low viscosity oil while retention of sorbent is good for low viscosity diesel oil. Needle punched nonwoven samples with different blend proportions had less effect on the point of no dripping.

Oil retention capacity of needle punched nonwoven fabrics.
Conclusion
Needle punched nonwoven fabrics produced from natural fiber blends have been tested for oil sorption and retention capacities. Oil retention capacity of needle punched nonwoven fabrics were found to increase by blending of the coarser jute fibers with fine fibers. The results show that coarse jute fibers are acting as the stiffer columns of nonwoven structural assemblies, thereby facilitating the wicking action and prevent the collapsing of the capillaries. Nonwoven fabrics produced from 100% raw jute fibers sorb both oil and water, equally. Oil sorption and retention of fine cotton fibers is more than that of coarse cotton fibers. Thickness of needle punched nonwoven fabrics reduced from 1.5% to 5% on sorption of oil, depending on the proportion of jute fibers in the blend. From the above research it can be concluded that mixing coarse and fine fibers increases oil retention capacity of the needle punched nonwoven fabrics. Oil sorption of synthetic sorbents is better than natural sorbents, comparatively the degradation rate of natural fiber sorbents are better than synthetic sorbents. Coarse fibers like jute, nettle, coir and milkweed fibers that are available abundantly and can be blended with the other fine natural fibers to produce biodegradable products required to clean oil spill on water bodies.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.