
Abstract
Commingling is a prospective manufacturing process for the production of hybrid yarn in which a reinforcement material and a thermoplastic matrix in the form of filaments are mixed to form continuous filament yarn. In this work, hybrid two-component carbon/ polyphenylene sulfide (PPS) yarns designed for high-performance thermoplastic composites were developed. Experiments were carried out to investigate the manufacturing process of commingled yarn and quantify the homogeneity of distribution of carbon and PPS fibers in cross section of commingled hybrid yarns. The effect of process parameters in commingling including degree of overfeeding, production speed, and air pressure on the filament distribution in the cross section of commingled hybrid yarns was investigated. The results show that process parameters play a large part in improving blend uniformity and filament distribution in hybrid commingled yarns. A correlation between the observed homogeneity and the process parameters was established.
Keywords
Introduction
Thermoplastic composites are widely used in various fields such as aerospace, marine and automotive industries [1]. They are characterized by a wide range of physical and mechanical properties, as well as degrees of automation in manufacturing and their recyclability. However, the higher viscosity of the thermoplastic matrix compared to thermosets hinders the manufacturing of thermoplastic composites due to difficulties of the resin injection into a tightly textile structure [2]. A prospective manufacturing process for thermoplastic composites involves commingling of yarns. Commingling is a textile process for the production of hybrid yarn in which a reinforcement material (e.g. glass, carbon) and a thermoplastic matrix (e.g. polypropylene (PP), polyamide (PA), polyphenylene sulfide (PPS)) in form of filaments are mixed to form continuous filament yarn. The hybrid yarns are further processed to yield semi-impregnated thermoplastic pre-forms in the form of woven, warp-knitted, or braided fabrics [3]. These preforms can be used for simultaneous consolidation and molding of structural parts. The process times are shorter in comparison to other plastic technologies. The yarn components are fed by means of separate godet pairs with a slide overfeeding between the delivery and the take-off godets. The delivery godets rotate faster than take-off godets. It determines the degree of overfeeding. The filaments of yarns components are mingled by rapidly moving air-stream in within the air-jet nozzle cross section. A schematic view of main components of commingling process is shown in Figure 1. During the mingling process, entanglements in and among the filaments are generated. Figure 2 shows a structure along the length of a commingled hybrid yarn. The homogeneous mixing in commingling process further provides better properties of thermoplastic composites in consolidation. With commingling processing, thermoplastic composites with predetermined properties can be obtained.
Manufacturing process of commingled carbon/PPS yarn. Structure of commingled hybrid yarn.

The weight fraction of the reinforcement can be regulated in wide range and given by the following equation

The reinforcement fiber volume fraction of hybrid commingled yarn is defined by the equation
Commingling offers the specific advantages in comparison to other methods of producing hybrid yarn such as mostly homogeneous fiber/matrix distribution and high tensile strength. A homogenous fiber/matrix distribution leads to a low void content and high mechanical characteristics [4].
The structure and properties of commingled yarns are mainly influenced by following process parameters: air pressure, overfeeding degree and process speed. In the study by Alagirusamy and Ogale [5] and by Choi [6], it was shown that the quality of component distribution in commingled yarn affects the mechanical properties of the manufactured thermoplastic composites. Therefore, achieving a uniform distribution of the reinforcement and the thermoplastic fibers in the yarn cross section is one of a major task in the commingling process. The influences of the process parameters on the properties of commingled hybrid yarns were investigated in detail elsewhere [7–9]. In Kravaev et al. [10, 11], detailed study was done to investigate the influence of different process parameters and raw materials on the blending quality. The distribution of filaments within the cross section of glass/polypropylene and glass/polyamide commingled yarns used to manufacture thermoplastic composites was also investigated. It was shown that increase in the air pressure significantly improved the disposition quality of the fiber components. Along with this, a reduction in the production speed with an increase in the degree of overfeeding had a positive influence on the fiber distribution and in the commingled yarn cross section. The effect of filament distribution in commingled yarn cross section on mechanical properties of thermoplastic composites made of them was investigated by Stolyarov et al. [12].
The main focus of this work was to develop and characterize the commingled yarn made of carbon yarn and PPS yarn. The carbon yarn possesses very high tensile strength and modulus. The tensile properties of a commingled hybrid yarn are primarily determined by the tensile properties of carbon yarn. The advantage of PPS as a matrix is the excellent chemical resistance against acid and alkaline media, dimensional stability and creep resistance. PPS can be used for high temperature applications up to 240℃. Currently, PPS, polyetherimide (PEI), and polyetheretherketone (PEEK) matrices are used in commercial aerospace applications. PPS is the thermoplastic with the lowest material and processing costs of these three high-temperature thermoplastic matrices. PPS also has excellent hardness, stiffness and dimension stability. The flame resistance of PPS makes it an excellent material for aircraft interior applications [13]. To summarize these criteria, the combination of carbon and PPS provides great feature for high performance parts in automotive and aerospace applications.
Investigation of possible application for developing the carbon fiber/PPS matrix based thermoplastic composites has been the focus of numerous studies in the last three decades. Various forms of carbon reinforcement were used in manufacturing of thermoplastic composites with PPS matrix, including stretch-broken fibers [14], spread tows [15], planar carbon fabrics [16,17], three-dimensional reinforcing structures [18], and even recycled carbon fibers [19]. All these works are mainly focused on utilizing different ways of using carbon fibers in thermoplastic composites with PPS matrix. However, no studies were found that aimed to investigate the effect of the reinforcement structure and process parameters on the properties of composites. Besides, commingling as a promising method for manufacturing of thermoplastic composites has still not been investigated with the carbon/PPS composition. The commingled technology may be required when high mechanical characteristics from the composites are needed [20]. Therefore, this paper mainly focuses on the development of commingled hybrid yarn structures, which provide uniform blending of reinforcing and matrix filaments within the yarn cross section. The purpose of experimental study of uniform blending of filaments in the yarn cross section is a very important for establishing the optimal process parameters. Depending on the displacement of two or more systems of filaments in yarn cross section and their location to each other, a hybrid commingled yarn with regulated parameters may be produced.
Experimental
Manufacturing of the yarn samples
As part of the research, eight different types of commingled hybrid yarns were manufactured on a commingling setup developed at the ITA (Institut fuer Textiltechnik) of RWTH Aachen University by varying the process parameters. Air-jet nozzle was applied in this research. Within the experiments, carbon rovings (Toho Tenax HTA40 6 K) with a linear density of 2 × 400 tex and PPS yarns with a linear density of 32 × 25 tex were applied. The carbon and the PPS yarns were used to manufacture commingled yarns with a linear density of 1600 tex and carbon fiber content of approximately 50 wt% and 43% in volume. Number of filaments in cross section was 12,000 in carbon yarn and 1920 in PPS yarn.
Experimental data.

Sample preparation and filament recognition analysis
The samples of carbon/PPS commingled yarns for the microscopic investigation of the yarn cross section were prepared according to the method described by Kravaev et al. [10]. The yarns were embedded in epoxy resin (Epoxicure Resin 20-8150-032 and Hardener 20-8132-008, Buehler Ltd.) and then samples were prepared by grinding and polishing. The microphotographs of a yarn cross section were examined and captured by optical microscopy with digital camera. The used system was provided by the company Leica microscope type DM 4000M equipped with a digital camera type DFC295 and Leica Application Suite. Then the image processing for recognition of the filament position was carried out, and carbon and PPS components were recognized using a coordinate system. At least three images were taken for each sample. Figure 3 shows microphotograph of a commingled Carbon/PPS yarn cross-section part and identified filament positions in this yarn cross section.
Photomicrograph of a typical cross-section part of commingled Carbon/PPS yarn (left) and recognized cross section of the yarn (right).
Analysis of filament distribution in yarn cross section
To measure the quality of the fiber distribution in the commingled yarns, the radial and lateral distribution indices of the carbon and PPS filaments were calculated. Various methods can be used to evaluate the distribution quality of the commingled yarn. In this work, the radial distribution index Rd of the carbon and PPS filaments and the lateral distribution index Lt were calculated. According to Chiu et al. [21], the radial distribution index Rd is determined using equation (3) and it indicates the trend in fiber migration, i.e. whether the fiber moves towards the center of the cross section or away from the center of the cross section. The radial distribution of the filament is uniform when



The lateral distribution index Lt is determined using equation (7), and it indicates the uniformity of fiber component distribution in the cross section of hybrid yarns. The lateral distribution of the filament is uniform when Lt = 0 and it is nonuniform when Lt > 0.

Results and discussion
Test results of the radial and lateral distribution indices.

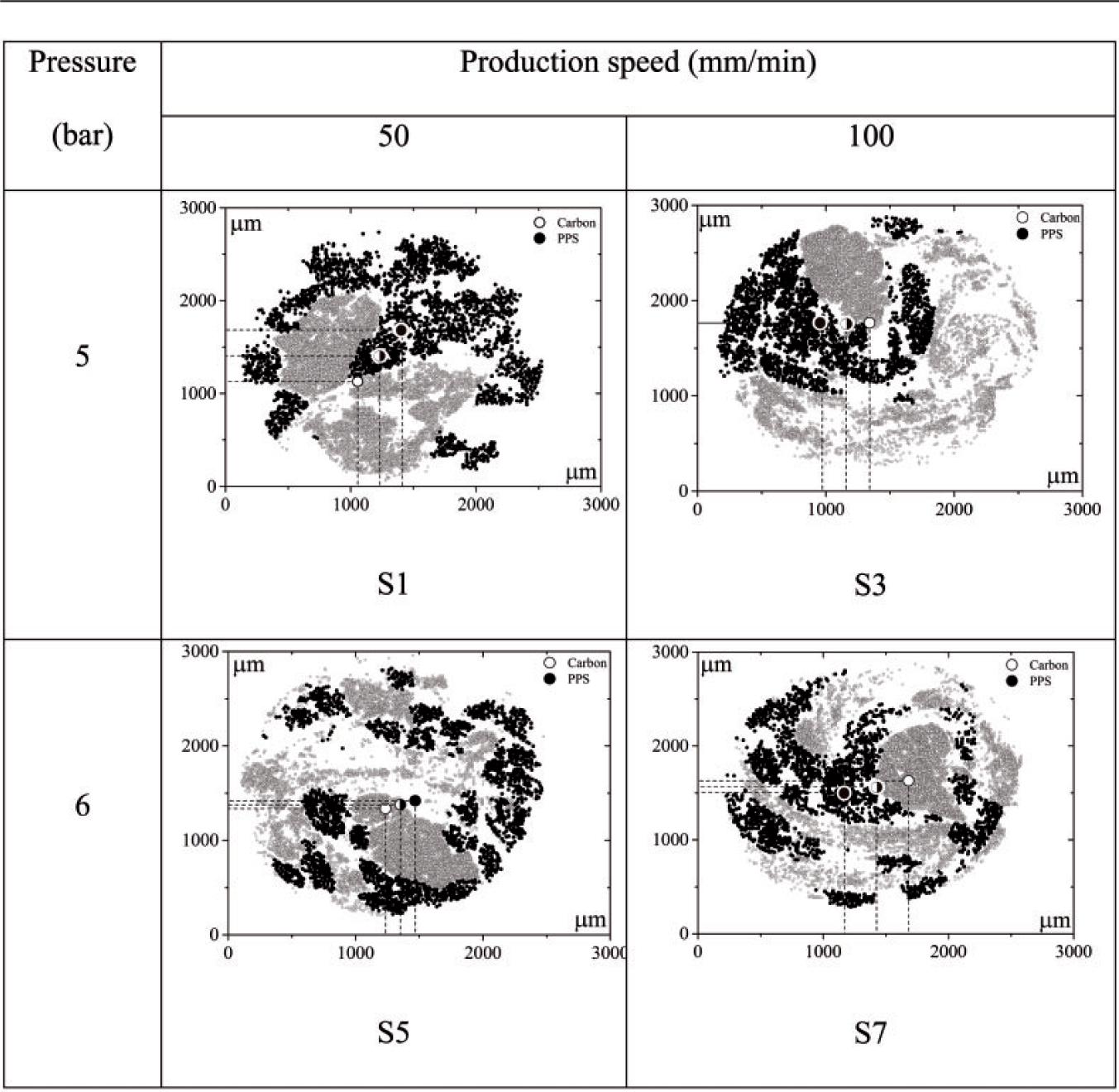
Influence of air pressure and production speed (degree of overfeeding 4%).
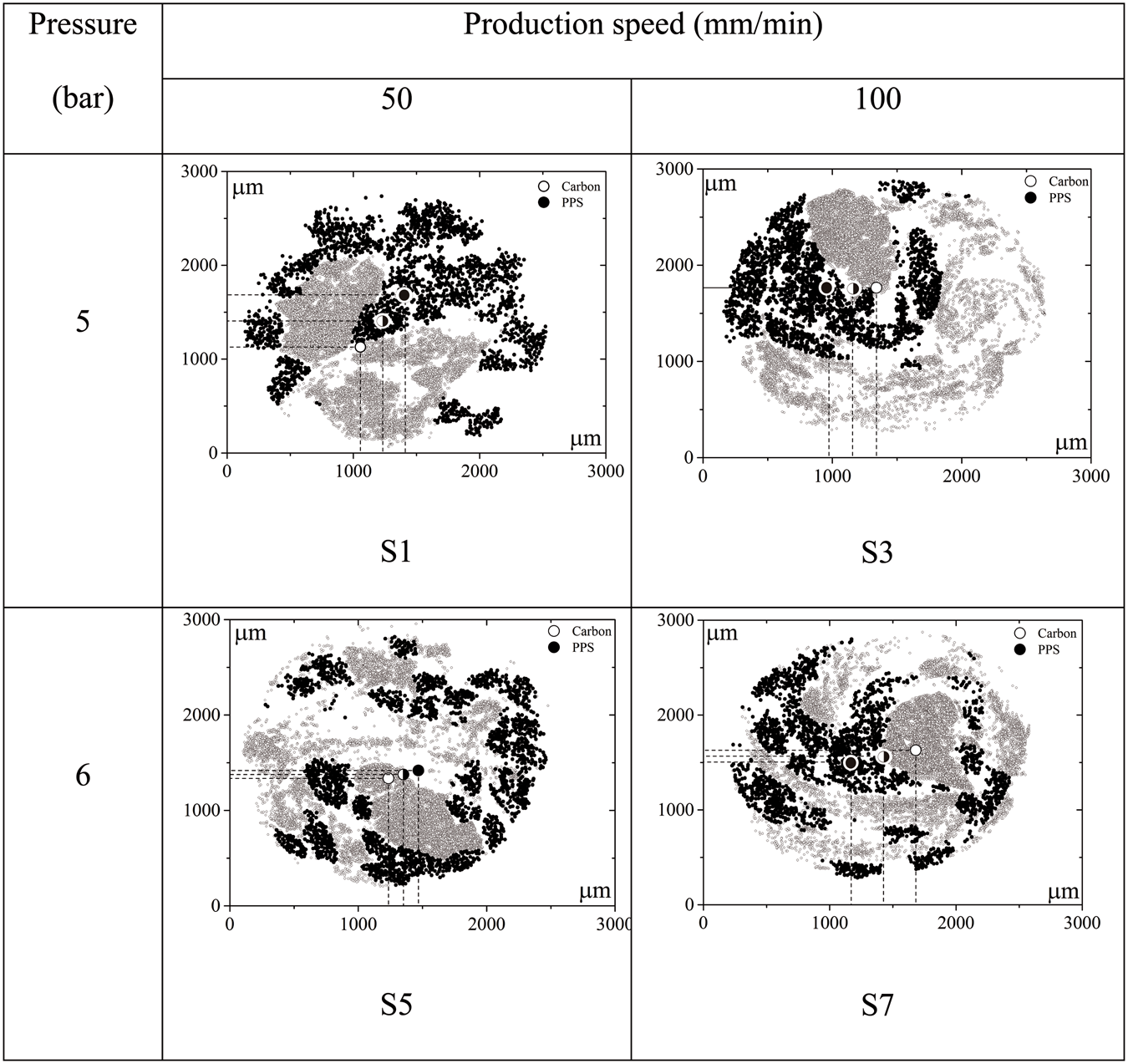
Influence of air pressure and production speed (degree of overfeeding 6%).


As shown in Figure 4(a), the radial distribution index of the carbon filaments in the yarns produced at a degree of overfeeding of 4% remains nearly constant and almost independent of production speed. The calculated Rc values were around 1. At the same time, the radial distribution indices of the PPS filaments were greater than 1 at production speed of 50 m/min, which indicates that the PPS filaments migrate towards the yarn surface (sample S1) and the radial distribution indices were less than 1 at production speed of 100 m/min which indicates that the PPS filaments compacted in the yarn core (sample S3). With an increase in the air pressure, the radial distribution indices of the PPS filaments increase at production speed of 100 m/min and decrease at production speed of 50 m/min. This indicates that with an increase in the applied air pressure, the PPS filaments had a tendency to move towards the center of the yarn cross section (samples S5 and S7). The index of lateral distribution decrease at both production speeds with increase the applied air pressure. As seen in Figure 4(b), an air pressure improved the filament distribution and this effect is more pronounced with decrease in production speed.
Influence of air pressure and production speed (degree of overfeeding 4%).
A comparison with the results carried out at a degree of overfeeding of 6% indicates that the higher degree of overfeeding had some effects on distribution of filaments in the yarn cross sections. The radial distribution index of the carbon filaments in the yarns produced at a degree of overfeeding of 6% is shown in Figure 5(a). Similar to above results, Rc remains nearly constant and almost independent of production speed. Furthermore, it was found that the radial distribution indices of the PPS filaments at applied air pressure of 5 bar were greater than 1 at both production speeds, which indicates that the PPS filaments migrate towards the yarn surface (samples S2 and S4). At the production speed of 50 m/min, this effect can be seen more clearly (sample S2). With an increase in the air pressure, the radial distribution indices decrease and the PPS filaments migrates to the core of the yarn (samples S6 and S8). The index of lateral distribution similarly decreases at both production speeds with an increase in the applied air pressure as shown in Figure 5(b), which indicates improvement in yarn blending quality. The lower speed and higher pressure lead to better results in the blending of two yarn fibrous components. This is caused by that the finer carbon filaments are spread considerably with increase in the applied air pressure. Another factor contributing to this is the stiffness of the carbon filament, which is much higher than the stiffness of the PPS filaments. With increase in the applied air pressure, there is an opening of carbon filament bundles and they become more compliance. On the other hand, less stiff the PPS filaments are compacted by air jet and shift towards the yarn core. The lower production speed allows increasing the time required for migration of the PPS filaments to the core of the yarn. This is clearly illustrated by the sample S6.
Influence of air pressure and production speed (degree of overfeeding 6%).
The good blending quality leads to shorter impregnation for the PPS matrix during the later consolidation process. Thus the void content of the composite is lower which leads to better mechanical characteristics and the quality of the whole composite is significant higher. The uneven blending of the components in the structure of the hybrid yarn, such as position of the components side by side, migration of one component into the center of another component will lead to deterioration of the properties of the final composite. Thus, the main objective of mixing of different yarns is to ensure uniform distribution of the reinforcing component and the thermoplastic matrix directly in the composite. The present analysis has shown the ability to control the parameters of the production of hybrid yarns with predetermined properties, which can result in thermoplastic composites with better mechanical properties.
Conclusions
In this work, the effect of main parameters such as an applied air pressure, degree of overfeeding and production speed that directly influence on the blending quality of commingled yarns were investigated in a series of developed two-component hybrid carbon/PPS yarns. An experiment was carried out to examine the distribution of filaments in cross section of hybrid yarns. During the experiment, the process parameters including degree of overfeeding, production speed, and air pressure were varied. The radial and lateral distribution indices of the filament in the sample cross sections were determined in order to characterize the blending quality of developed yarn. Both these indices showed that distribution of carbon filaments remains nearly constant and almost independent of production speed. With an increase in the applied air pressure, the PPS filaments had a tendency to move towards the center of the yarn cross section and this effect is more pronounced with decrease in production speed. The lower speed and higher pressure lead to better results in the blending two fibrous components. It was demonstrated that the regulated process parameters enables the manufacture of hybrid yarns with predetermined blending of yarn components in the yarn cross section.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors express their sincere gratitude to Forschungsvereinigung Forschungskuratorium Textil e. V., German Federal Ministry for Economic Affairs and Energy (BMWi) and to the Ministry of Education and Science of Russia Federation (Mikhail Lomonosov Program) for their financial support.