
Abstract
For fiber-reinforced plastic composites, fiber-matrix adhesion is a significant aspect of composite properties. While conventional lightweight structures are always aiming for high fiber-matrix adhesion, innovative and unconventional functional constructions require different concepts. The research work treating adaptive fiber-reinforced plastic composites with shape memory alloy wires presented here uses the approach of actuators freely movable within the composite. This is supposed to prevent mechanical tensions in the interfaces of actuator and composite structure, which would otherwise cause damages of the composite. This work examines hybrid yarns based on friction spinning technology, with shape memory alloy wires as their core component as well as glass fibers, and partly polypropylene, as their sheath component. Additionally, the surface properties of the shape memory alloy wires being used are modified by sanding and coating. The results of a characterization by pull-out testing clearly show that a coating of the shape memory alloy wires with an abherent causes considerable decrease in adhesion and friction in the interface and leads to the mobility of the shape memory alloy wires in the later composite. An even greater effect is attained by sheathing the hybrid yarns in an additional layer of polypropylene, compacting the yarn cross-section. Thus, the pull-out force could be reduced to 35–40% of the reference structure.
Keywords
Introduction
Fiber-reinforced plastic composites (FRPCs), generally speaking, consist of a formative, polymeric matrix and embedded textile reinforcement structures. Another, much less obviously visible element of FRPCs is the interface of reinforcement fibers and matrix. This element is crucial for the quality of the composite. Surface topology and surface energy are considerable influencing variables on the wetting or adhesion behavior of fibers [1]. In FRPCs, one goal is a solid bonding of the matrix to the reinforcement fibers, e.g. glass fibers (GF), carbon fibers (CF) or aramide fibers (AR), to transfer the external loads to the load-dissipating high-performance fibers. The fiber-matrix bonding has a great influence on strength and stiffness, and therefore on the loadability of FRPC structures. Oxidative or cryogenic treatment of CF fibers aimed at the enhancement of CF-epoxy composites' mechanical properties are described by Zhang et al. [2] and Rashkovan and Korabelnikov [3]. The surface treatment results in an increased surface roughness and the corresponding enlargement of effective fiber surface, which manifests itself in an enhanced fiber-matrix adhesion. Other approaches to the problem are given in Refs. [4] and [5]. On one hand, nanoparticles are admixed with the matrix and on the other hand, the CFs' surface is modified with plasma or coatings containing carbon nanotubes (CNT). The research works presented in Ref. [5] are based on mimicking of mussel adhesion by performing surface-initiated polymerization to improve the interfacial adhesion between metal-oxides and polymer matrices.
Apart from the high-performance fiber materials contributing solely to reinforcement, active materials like shape memory alloys (SMAs) are used in FRPCs, equipping them with additional actuatory and sensory functionalities. Due to pseudoelasticity, the one-way shape memory effect (SME) and two-way shape memory effect (TWSME), SMAs exhibit enormous potential for functionalization in actuatory, sensory and vibration-damping applications [6,7]. Wire-shaped SMAs have the advantage of being processable by textile methods, allowing a defined structural integration into the textile reinforcement structure. Thus, the actuatory potential can be exploited specifically and effectively. Promising areas of application for SMA-based FRPC can be seen in lightweight structures for aeronautics, as adaptive wings or blades or in robotic applications as hinge free mechanisms, e.g. robotic arms or grippers.
Apart from SMAs in the shape of fibers or wires [6,8], SMA particles can also be embedded in a polymeric matrix for actuatory functionalization [9,10].
Numerous international publications address the adhesion between SMA and polymeric matrix [11–19], as well as the testing methods for their characterization, particularly by means of pull-out tests [20,21].
Fundamentally, mechanical, chemical and physical methods for the surface treatment of SMA wires lend themselves to influencing the interface adhesion between matrix and SMA wire. Mechanical methods for surface modification include the manual sanding with sandpaper, sandblasting, glass bead blasting and twisting of the wires. Sanding and glass bead blasting will smoothen the wire surface and thus reduce the adhesion between SMA wire and matrix. Sandblasting and twisting increase surface roughness, which is accompanied by enhanced mechanical SMA-matrix adhesion [11–13]. According to Neuking et al. [16] and Rossi et al. [17], mechanical polishing will also significantly augment matrix adhesion.
Chemical treatment methods for affecting the interface adhesion between SMA wires and polymer matrix include the surface treatment with acids and bases [11,17,18], as well as a finishing of the wire surfaces with adhesion-promoting agents, such as silanes [14–17]. Anodizing the SMA wires [12] is a physical treatment method. The resulting thin film displays a much higher surface roughness with more reactive groups than untreated wires, which improves chemical bonding. Plasma treatments of SMA wires, causing alterations in their surfaces' chemical composition, are detailed in Ref. [16].
Payandeh et al. [19] and Poon et al. [20] are concerned with the influence of temperature and the occurring martensitic structural deformation on adhesion between SMA wire and matrix. They noted that the interfacial shear strength depends for instance on the wire's Young's modulus, which undergoes significant changes during martensitic structural deformation.
The characterization methods of fiber-matrix adhesion, in the form of interface shear strength, are another crucial aspect. According to Yue [21], the manner of sample clamping influences test results considerably. It is suggested to replace the fixed bottom loading method (FBC) with a restrained top loading method (RTC) in the conduct of pull-out tests, since the risk of specimen failure is much smaller in the latter.
For the use of smart materials, research does not aim exclusively for the strongest possible, but rather for a customized bonding of the functional fibers to the matrix in the shape of a defined interfacial fiber−matrix adhesion. The SME-related tensions occurring in the interface between SMA and matrix inevitably cause fiber-matrix debonding and thus permanently damage the composite [22]. Therefore, the works presented constitute an approach to and examination of free mobility of SMA actuators within the composite. Here, the bonding of SMA wires to the reinforcement structure is provided by a form-fitting connection at the edge of the FRPC, transferring the deformation caused by the SME into the FRPC. A more detailed description of the textile-technical connection of SMA-hybrid yarns (SMA-HY) to the textile reinforcement structure can be found in Ref. [8]. The research introduced here treats the testing of adhesion properties of SMA wires in hybrid yarn constructions with a core-sheath construction, which are then integrated in GF-reinforced thermosetting matrices to realize adaptive FRPCs. Mechanical as well as chemical treatment methods of the SMA wires and structural options for influencing adhesion between SMA wire and matrix are analyzed and discussed. The characterization of interface adhesion is established by means of pull out tests with RTC configuration.
Materials and methods
The commercially available NiTi-SMA wire alloy H with a diameter d of 0.305 mm, manufactured by Memry GmbH (Germany), was used. The SMA wire has an oxide film on its surface. Differential scanning calorimetry (DSC) was used to determine the austenite start (As) and finish (Af) temperatures at 82℃ and 90℃, respectively. Martensite start (Ms) and finish (Mf) temperatures were measured as 65℃ and 55℃, respectively [8]. Using the DREF 2000 friction spinning technology, the SMA wires were processed into an SMA-HY with core-sheath structure. The resulting inner layered structure consists of a roving's glass fibers aligned parallel to the SMA wire. The outer sheath layer consists of GF-, respectively, polypropylene (PP) fibers arranged around the core. A macroscopic view of such an SMA-HY is shown in Figure 1.
Side view of an SMA-HY produced with DREF2000 technology, consisting of SMA wire and GF sheath. GF: glass fiber; SMA: shape memory alloy.
Two SMA-HY variants are examined. Variant 1 merely features a sheath layer of GF staple fibers. Variant 2 features an additional layer of PP staple fibers, to realize a more compact and therefore a more dense fiber sheath. The cross section views of the two structural variants given in Figure 2 clearly show the core/sheath makeup of both SMA-HY.
Cross sections of the SMA-HYs: Variant 1 (a) and 2 (b); 1: SMA wire, 2: GF roving, 3: GF staple fibers, 4: PP staple fibers.
For further information on the textile-technical manufacture of friction spun hybrid yarns, please refer to the analyses in Ref. [8].
In order to enable an examination of the surface properties' influence on adhesion properties, the surface of the SMA wires was modified by means of mechanical or chemical processing methods. For this purpose, a section of the yarn sheath was removed. The exposed wire was subsequently treated. One fraction of the specimens was hand-sanded with 500-grit sandpaper. The other portion of the specimens was treated with the commercially available abherent system (from TAG Chemicals, Germany), containing the DexClean cleaning agent, the DexSeal sealant and the hydrocarbon-based DexCoat 8 abherent using a conventional dip coating and drying sequence. After surface treatment, the textile sheath was slid over the treated wire. In addition to the wire treatment, the fiber sheath was modified. On one hand, the Lefasol 26/5 styrene butadiene coating (from Lefatex Chemie GmbH, Germany) was applied evenly to the SMA-HY using a brush, to realize an outer barrier layer on respectively in the sheath, which is supposed to prevent the direct contact of matrix and SMA wire. On the other hand, in one portion of the SMA-HY with PP sheath, the sheath was partially melted with a hot air jet at temperatures of 250℃. This leads to a compacting of the sheath and an increase in sheath fiber density. An overview of the prepared SMA-HY is given in Figure 3.
Prepared SMA-HY with differently modified fiber sheaths: (a) SMA-HY with GF sheath, (b) SMA-HY with GF sheath and PP sheath, (c) SMA-HY with GF sheath and polymer coating (Lefasol VL 26/5), (d) SMA-HY with GF resp. PP sheath and polymer coating (Lefasol VL 26/5) and (e) SMA-HY with GF resp. PP sheath and additional partial melting.
In order to be able to examine and evaluate the influence of the surface character of the SMA wires on the adhesion between SMA wires and matrix, the free surface energy σs of the SMA wires and the surface tension σl of the matrix material, the epoxy infusion resin MGS® RIMR 135 in combination with the RIMH 137 curing agent (from Momentive, USA) were established. The mass ratio of resin and curing agent is given by 100 : 30. The curing temperature of a laminate of 15 mm thickness was measured to approx. 36℃. The pot life is specified with 6 hours.
The free surface energy was determined for the untreated SMA wire, the SMA wire coated with abherent and the sanded SMA wire, using corresponding specimens after the WILHELMY method for individual fibers and a K100 single-fiber tensiometer by KRÜSS. As test liquids water (H2O) and diiodomethane (CH2I2) were used. The calculation of free surface energy was performed in accordance with the calculation method by Owens-Wendt-Rabel-Kaelble [1,23]. In addition, the surface tension of the matrix system was determined, using K100 single-fiber tensiometer with a platinum plate as reference. Measurements were performed at a resin temperature of 25℃ and 50℃, to establish a possible influence of the temperature. It is standard procedure to heat the respective resin system to 50℃ before the infiltration process, thus lowering viscosity and ensuring significantly more even impregnation of the reinforcement fibers. Measurements of surface tension were also performed with the K100 tensiometer by KRÜSS, using a platinum plate, which was dipped into the matrix and then pulled out, while measuring the pull-out force. Improved wetting of any solid body surface is enhanced by high surface energy with distinctive polar parts. A comparison of the determined values allows qualitative statements on wetting, and therefore on adhesion between SMA wire and the polymer matrix. The specimens required for the wire-matrix adhesion characterization by pull-out testing were realized using a PTFE mold (Figure 4(a)).
PTFE mold tool for the manufacture of hybrid yarns (SMA-HY)/epoxy resin for the performance of pull out tests. From the resin wafer (a), the individual specimens are cut (shaded area) and the SMA wire exposed and (b). SMA-HY: shape memory alloy-hybrid yarns.
In each, five SMA-HY segments are fixed to the grooves of the PTFE mold and sealed toward the cavity. Then, the above-mentioned matrix material was filled to the brim of the cavity, aligning the SMA-HY centrally in the cross section. The resulting resin wafer with integrated SMA-HY was divided into ten specimens (Figure 4(b)). The pull-out tests were performed on a Z2.5 tensile testing machine by Zwick/Roell. The test setup is based on the above-mentioned RTC. Figure 5 details a corresponding clamping device developed and realized for this purpose. This clamping device was fixed in the lower clamping jaws of the tensile testing machine. The extracted wire of the specimen was fixed in the upper clamping jaws of the tensile testing machine.
Specimen and device for its form-fit clamping for the performance of pull-out tests in restrained top loading method (RTC) configuration (a) and view of the clamping device with fixed pull-out specimen (b).
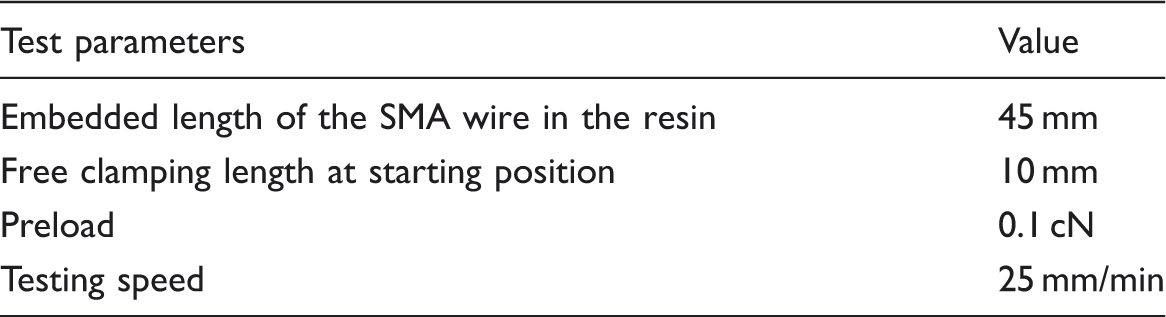
Test parameters of pull-out tests for shape memory alloy (SMA) wires made of MGS® RIMR 135/RIMH 137 epoxy resin system.
Results and discussion
Figure 6 offers a graphical overview of the results of the WILHELMY method surface characterization of the modified SMA wires and in the untreated reference sample.
Graphical comparison of the surface energy of untreated and sanded/DexCoat 8-treated SMAs to the surface tension of the differently heated epoxy resin used. SMA: shape memory alloy.
The calculated contact angles between the SMA wires and the test liquids water and diiodomethane are listed in Table 2. It becomes apparent that the mechanical treatment of the SMA wire's surface with sandpaper does not have any obvious influence on the free surface energy. A coating with the DexCoat 8 abherent system, however, significantly reduces the free surface energy. A comparison of surface tensions of the heated resins shows that resin heated to 50℃ displays a considerably higher surface tension than the resin with a temperature of 25℃. The aim of low fiber–matrix adhesion to ensure free movability of the SMA wires within the composite can therefore be attained with coated wires and, preferably, a heated matrix system, since the small free surface energy of the SMA wire and the much higher surface tension of the resin result in poor wetting and consequently in low adhesion in the cured resin. The results of the pull-out tests of the developed hybrid yarn constructions partly show a significant influence of the wire treatment and structure on the adhesion or friction between SMA wire and matrix. Figure 7 shows the pull-out force of the individual SMA-HY variants over the pull-out course. The relevant sequence of the force course is between the initial peak of the pull-out test and the final pull out of the SMA wire, which corresponds with the depicted distance between approx. 5 mm and 35 mm.
Graphical depiction of the pull-out forces over the pull-out path for differently modified SMA-HY: Coating of the SMA wire with DexCoat8 abherent, sanding of the SMA wire, coating of the fiber sheath with Lefalsol 26/5 polymer, partial melting of the PP sheath and combination of these modifications. SMA-HY: shape memory alloy-hybrid yarns. Contact angle between shape memory alloy (SMA) wires and test liquids.

The significant differences in the quantitative progressions depending on wire or sheath modification are clearly visible. It can be noted that the SMA-HY variants with an additional PP sheath (3,4), as well as the SMA-HY variants with a DexCoat 8 abherent treatment for their SMA wire (2,4) require much smaller pull-out forces. The specimens with a PP fiber sheath (3,4) showed reduced pull-out forces to about 35%–40% of the pull-out forces determined for the unmodified reference specimen (1). The coating with the abherent system reduced the pull-out force to approx. 60% (2) compared to the reference specimen (1). For the coated SMA wires, this can be traced back to the adhesion-reducing effects of the abherent, preventing the positive bonding of matrix and SMA wire. In addition, the wire surface is smoothed, reducing the friction between SMA wire and sheath. The resulting effect corresponds with the surface characterization of the SMA wires (Figure 6). The adhesion and friction reduction effects in the SMA-HY are boosted further by the application of an additional PP fiber sheath to the SMA-HY. As shown in Figure 2(b), the complete cross-section of the yarn is compacted, and thus homogenized, by the additional sheathing. This structure is more evenly infiltrated by the matrix, leading to the formation of homogeneous adhesion and friction rates. Furthermore, it can safely be assumed that the compacting of the fiber sheath enlarges the effective contact area between fiber and SMA wire in comparison to the reference yarn (1). The material-related friction between GF and SMA wire, which is much lower than the friction between matrix and SMA wire, results in much smaller pull-out forces. Also, the comparatively much denser structure (e.g. in comparison to a HY with a pure GF sheath) with its much larger fiber surface poses a greater barrier for the matrix. It is interesting to note that the additional coating of the SMA wire with an abherent (4) does not further reduce adhesion or friction forces. The coating of the SMA-HY fiber sheaths with Lefalsol 26/5 (5,6) polymer coating does not reduce pull-out forces. Instead, an increase in adhesion is recorded, signified by greater forces in the first stage of the pull-out tests, compared to the reference specimen (1). It is assumed that the aqueous polymer coating Lefasol 26/5 reaches the SMA wire, where it creates a positive bond with the wire surface.
From the results it can be concluded that in the SMA-HY observed herein, the wire surface as well as the yarn construction (especially the core/sheath structure) have a substantial influence on the adhesion and friction properties within the SMA-HY. The free movability of SMA actuators can therefore be adjusted specifically by modifying the wire surface and by systematically varying the yarn structure on a material and structural level.
Conclusions
The research work presented here is concerned with the systematic manipulation of the adhesion properties of SMA wires in FRPCs operating as actuators. Unlike the majority of the literature, the focus is not on the increase of adhesion, but on a specific and significant reduction of adhesion or friction within the interface. This is to ensure free movability of the SMA wires within the composite, primarily to effectively use the actuatory potential of the SMA. Moreover, the FRPC-damaging mechanical tensions induced by the SMA within the interface of SMA wire and matrix are to be prevented. For this reason, SMA-HY structures based on the OE-friction spinning technology DREF2000 were developed, because they are characterized by a defined core/sheath structure in the yarn cross-section. Apart from examining the structural influence of the adhesion and friction rates, the SMA wire surfaces were modified mechanical and chemically to take surface properties into consideration. It was shown that a coating of the SMA wire surface significantly reduces their free surface energy and consequentially decreases surface wetting. Pull-out tests have shown that adhesion and friction of the SMA wire within the composite are most effectively influenced by the yarn structure. An additional PP fiber sheath reduced pull-out forces to about 35%–40% of the pull-out forces determined for the unmodified reference specimen. Further reduction of the friction by means of an additional coating of the wire surface with an abherent could not be observed, which corroborates the conclusion of the yarn construction being the decisive influence on the friction rates between SMA wire and matrix. The results presented here illustrate the point that a specific use of textile-technical possibilities on a material, but particularly on a structural level, makes significant and systematic property changes of textile functional elements possible.
The focus of further research is on the integration of the actuator structures developed and characterized herein into textile reinforcement semi-finished products for the purpose of manufacturing adaptive FRPC. The main aspects of this research are the attainable deformations and the dynamic deformation behavior of these components.
Footnotes
Funding
The authors thank the German Research Foundation (Deutsche Forschungsgemeinschaft, DFG) for the financial support of Project DFG CH 174/23-1.