
Abstract
This article reports on an optimal design of nonwoven air filter media produced from fibres of different finenesses. A series of nonwoven filter media was prepared from polypropylene fibres of three different finenesses. The entire media were evaluated for filtration efficiency and pressure drop. A three-component augmented simplex lattice design was used for media preparation, and response surface methodology was employed for data analysis. A set of expressions was obtained for predicting the filtration efficiency and pressure drop of nonwoven filter media as a function of fibre composition. The composition in the media was optimized by desirability function approach to achieve maximum filtration efficiency and minimum pressure drop simultaneously.
Keywords
Introduction
Nonwoven air filter media are extensively used for separation of hazardous contaminants from air streams. The products include but are not limited to prefilters, heating, ventilation and air-conditioning filters, automotive cabin filters, vacuum cleaner filters, dust bags, air purifiers, respiratory filters and facemasks [1]. In general, the filtration performance of nonwoven air filter media is evaluated by filtration efficiency and pressure drop. It is mostly desirable for such media to exhibit high filtration efficiency as well as low pressure drop. These two requirements are, however, contradictory in nature. As known, a filter medium consisting of finer fibres exhibits higher filtration efficiency than that consists of coarser fibres, but the latter registers less pressure drop than the former [2–4]. Kothari et al. [5] reported that with increase in fibre fineness, the filtration efficiency of a layered composite needle-punched nonwoven air filters increases. Atwal [6] reported that fineness of fibres plays an important role to determine pressure drop across nonwoven media. It was also reported that the magnitude of pressure drop depends on the amount of exposed fibre surface area, thus finer fibres provide higher pressure drop. The filter media composed of either finer or coarser fibres cannot therefore offer high filtration efficiency and low pressure drop simultaneously. To derive the best from the both, a nonwoven filter medium should be prepared from an appropriate combination of finer and coarser fibres [7–12]. In fact, a large proportion of the commercially available nonwoven filter media is made up of a combination of finer and coarser fibres [7]. Lin et al. [13] also reported on the use of blended hybrid needle-punched nonwoven as bag filters. Payen et al. [2] observed that the bi-constituent nonwoven filters with a mixture of fine to coarse fibres showed better filtration efficiency as compared to the equivalent mono-constituent nonwoven filters. Gervais et al. [14] reported that the most of the nonwovens used today as industrial air filters are made from blend of fibres; however, the scientific details of manufacturing those nonwovens have been kept as trade secret by the filter companies. Also, no attempt is reported in literature on developing the filter media for simultaneously achieving maximum filtration efficiency and minimum pressure drop. This is often required from the product development engineers and scientists working in the area of nonwoven air filters.
In this work, a three-component augmented simplex lattice design was adopted to prepare a series of nonwoven filter media. The filter media were tested for filtration efficiency and pressure drop by a purpose built air filtration set up. The results of experiments were analysed statistically by response surface methodology. A set of response surface equations was obtained for predicting the filtration efficiency and pressure drop as a function of fibre composition. The single as well as interaction effects of the filter constituents on filtration performance were analysed. Simultaneous optimization of filtration efficiency and pressure drop was carried out based on desirability function approach. An optimal design of nonwoven air filter media in terms of composition of fibres of different finenesses to achieve enhanced filtration performance was proposed and verified experimentally.
Materials and methods
Fibres
In this study, regular polypropylene staple fibres of 2.5, 6 and 15 denier fineness were used. The diameter of the corresponding fibres was measured by optical microscope as 19.7, 30.5 and 48.3 µm, respectively. The staple length of the fibres was 51 mm. These fibres were supplied by Zenith Fibres Ltd., India.
Preparation of nonwovens
Three-component augmented simplex lattice design
The aforesaid fibres were used to prepare a series of needle-punched nonwoven fabrics in accordance with a three-component augmented simplex lattice design. Blended nonwoven media are generally prepared by mixing fibres of different fineness at various proportions. The proportion of each constituent varies from zero to one, and the sum of all proportions is unity. As a result, the factor space reduces to simplex with having regular dimension. For three constituents, the regular dimensional simplex becomes an equilateral triangle. Simplex lattice designs are characterized by the symmetric arrangements of points within the experimental region. The simplex lattice design is known to be an appropriate design that is useful for development, improvement and optimization of multi-constituent products. The augmentation technique was chosen to establish the effect of interaction of three components. Augmented simplex lattice design has more power for detecting lack of fit than by usual simplex lattice design. Here, the fibres of three different finenesses represent three different components. The lay-out of the design is shown in Figure 1. As shown, it is represented by a two-dimensional equilateral triangle consisting of 10 design points, shown by solid circles. Each design point indicates a blend of fibres. The three vertices of the triangle refer to pure blends, the three midpoints of three sides of the triangle denote binary blends and the four points in inner space of the triangle indicate ternary blends. In this way, 10 different blends of fibres were prepared. The details of fibre compositions in the blends are given in Table 1.
Lay-out of a three-component simplex lattice design. Fibre composition and filtration performance of nonwoven filter media.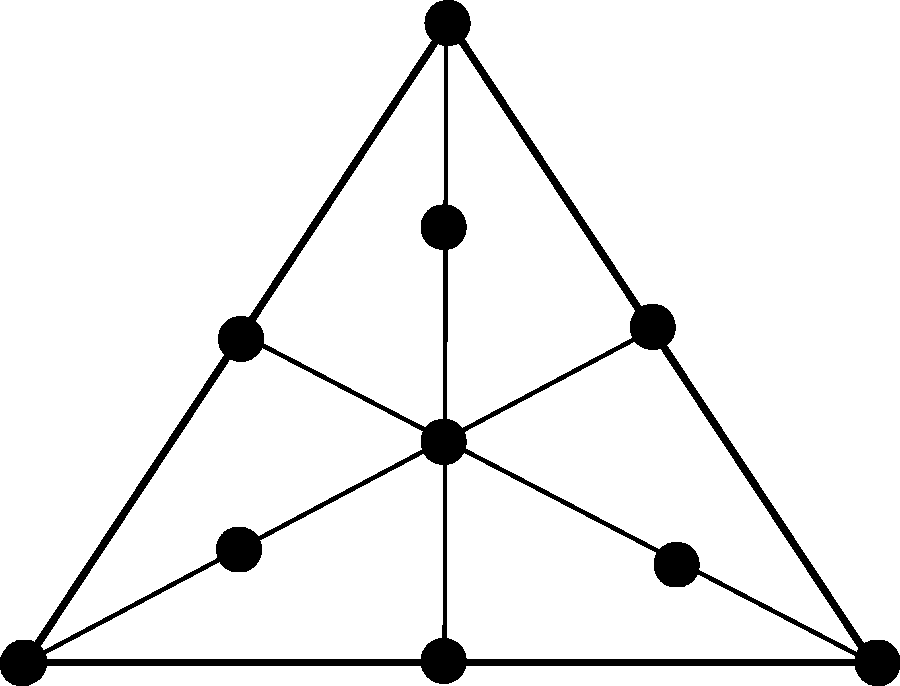

Manufacturing of nonwovens
The aforesaid blends were used to prepare 10 nonwoven fabrics by using a laboratory-based needle punching line. At first, the fibres were manually opened and mixed. Then, the fibres were processed through an opening & mixing machine. Afterwards, the fibres were processed through a roller carding machine to prepare carded fibrewebs. The card feed percentage was varied from 10% to 30% on a trial-and-error basis in order to maintain practically same fibre volume fraction for all the 10 nonwovens prepared in this work. The scanning electron microscopic (SEM) images of pure blend, binary blend and tertiary blend of fibres in nonwovens are shown in Figure 2(a), (b) and (c), respectively. The carded fibrewebs were processed through a cross-lapping machine to produce cross-laid fleeces. The basis weight of those carded webs was adjusted in such a way that solid volume fraction of the nonwoven media became 5%. Finally, a needle-punching machine was employed to bond the fibres mechanically. The punch density and depth of penetration were kept constant at 90 punches/cm2 and 10 mm, respectively.
(a) SEM image of nonwoven having pure blend of fibres (i.e. run 1); (b) SEM image of nonwoven having binary blend of fibres (i.e. run 5) and (c) SEM image of nonwoven having tertiary blend of fibres (i.e. run 10).
Testing of nonwovens
The nonwoven fabrics were tested for their basis weight and thickness. The basis weight of the nonwovens was measured by cutting a sample of known area and weighing it by using a weighing balance following ASTM D 6242-98 standard [15]. The weight of the sample was then divided by the area to obtain the basis weight. The thickness of the nonwovens was measured by means of a digital thickness meter under 4.14 kPa applied force following ASTM D 5729-97 standard [16]. Using the basis weight and thickness data, the fibre volume fraction in the nonwovens was calculated as follows

The filtration efficiency and pressure drop of the nonwoven fabrics were measured by employing a purpose built air filtration set up. The schematic of the test rig is shown in Figure 3. The diameter of the sample holders was kept at 100 mm, while the diameter of the duct was maintained at 50 mm. The sample holders were coated with rubber to ensure firm gripping of the test media. A rubber sealing was used to ensure zero permeability towards the in-plane direction of the test media. The inflow distance was kept at 40 times of the diameter of the duct so that the pressure difference across the width of the duct was held constant when the air approached the test media. An automatic dust feeder was used to monitor the particle feeding at the upstream of the test media. The dust feeder was kept at a distance of 20 times of the duct diameter from the test specimen in the upstream direction. The higher dust feed distance allowed for thorough and random mixing of dust particle with the upstream air. A suction-based air flow arrangement was used to prevent rebounding of particles from the surface of the test media. The pressure drop across the test media was measured by using a digital differential manometer of 1 Pa resolution. It was periodically calibrated with a water column manometer. Both the inlet and outlet pressure gages were fixed from the test media at a distance equivalent to the diameter of the duct following. A hot-wire digital anemometer of 0.01 m/s resolution was used to determine the velocity of the air flowing through the test media. A high-efficiency particulate air filter medium was mounted perpendicular to the direction of air flow in order to ensure that there was no particle approaching to the anemometer. Two gate-type flow control valves were mounted perpendicular to each other at the end of the duct to control the amount of air drawn though the test media by which the required face velocity was monitored. The filter test rig was also equipped with two laser-based handheld particle counters of HalTech (model Hal-HPC-600) to count the number of particles at the upstream and downstream of the test media. The filtration efficiency of the test specimen was calculated by using the following expression
Schematics of air filter test rig: (1): dust feeder, (2): rubber coated sample holder, (3): test filter media, (4): digital pressure gauge, (5): air flow meter, (6): flow control valve, (7): suction pump, (8): upstream particle counter and (9): downstream particle counter.

Simultaneous optimization
The desirability function approach was taken to optimize the filtration efficiency and pressure drop simultaneously. This approach was introduced by Harrington [18] and developed further by Derringer and Suich [19]. The desirability function is a transformation of the response variable to a 0 to 1 scale. A response of 0 desirability indicates a completely undesirable response, while a response of 1 desirability denotes the most desirable response. The optimization involves transformation of each predicted response to a partial desirability function 



Results and discussion
Filtration efficiency of nonwoven filter media
The filtration efficiency of the 10 nonwoven filter media is reported in Table 1. It can be seen that the nonwoven prepared from the pure blend of 2.5 denier fibres exhibited the highest filtration efficiency, whereas the nonwoven prepared from the pure blend of 15 denier fineness registered the lowest filtration efficiency. This is ascribed due to the fact that the finer fibres offered higher specific surface area and smaller pore size that ultimately resulted in more arrestance of the particles. Finer fibres offer more exposed surface area per unit mass of the fabric. Fibres per unit mass of nonwovens increases with decrease in fibre fineness. The increase in number of fibres results in decrease in average pore diameter for same solid volume fraction of the media [6]. While considering particle capture mechanisms for this study, the theoretical analysis showed that diffusion mechanism was negligible for the entire media as target particle diameter was 10 micrometer. Mainly interception, impaction and gravity settling were the predominant mechanisms to capture particles for such nonwoven media described in Table 1. Theoretical analysis on particle capture mechanisms also disclosed that the particle capture due to impaction was reduced significantly for nonwoven structures composed of either 100% or 66.7% 15 denier fibres, i.e. run 3 and run 9. Excluding run 3 and run 9, the rest of the media showed almost similar impaction efficiency. The interception and gravity settling efficiency were analysed to be varied significantly on variation of mass proportion of constituent fibres. The experimental data of filtration efficiency were used to fit a special cubic model and the following expression was obtained
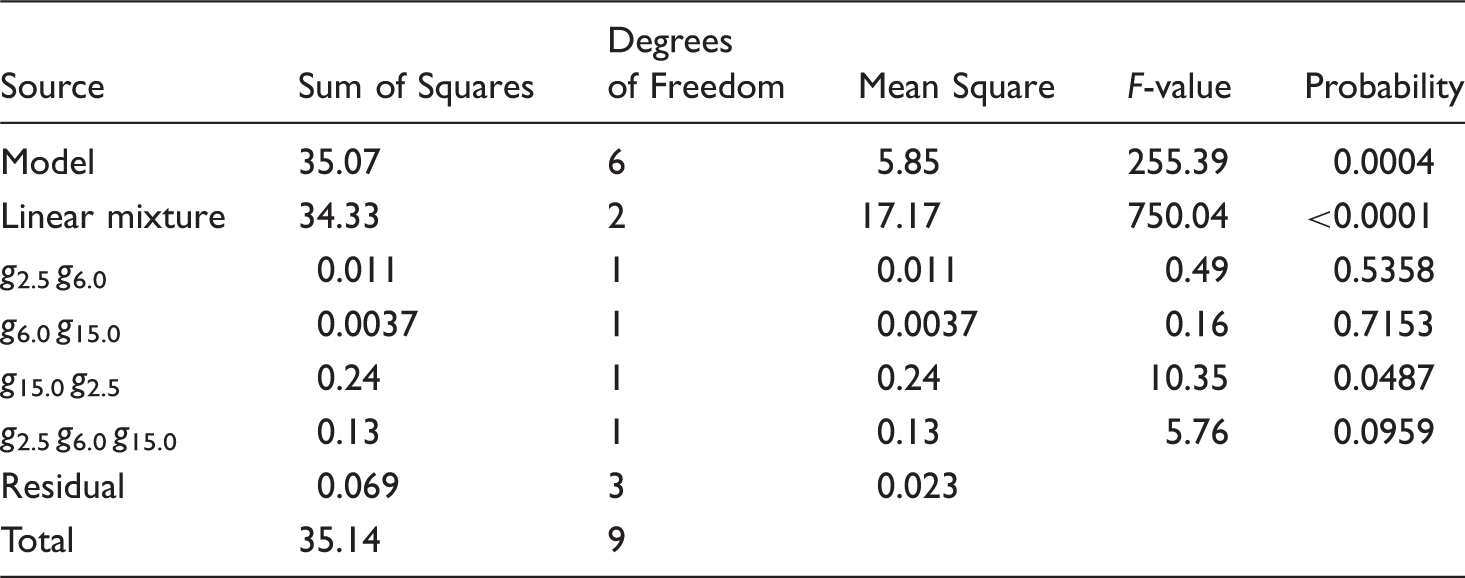
Contour plot of filtration efficiency. Analysis of variance of filtration efficiency.


Pressure drop of nonwoven filter media
The pressure drop across the 10 nonwoven filter media is reported in Table 1. It can be observed that the nonwoven filter media composed of 15 denier fibres registered the least pressure drop, followed by the nonwovens composed of 6 denier fibres and 2.5 denier fibres, respectively. As known, the coarser fibres offer least drag resistance to the flow of air. Also, the coarser fibres increase the pore size, offering less resistance to the flow of air through the media. Because of these effects, the coarser fibre nonwoven registered less pressure drop than the finer fibre nonwovens. When the experimental data of pressure drop were fitted to a special cubic model by regression technique, the following expression was obtained
Contour plot of pressure drop. Analysis of variance of pressure drop.

Optimization of filtration efficiency and pressure drop
Design-Expert® software was used to optimize filtration efficiency and pressure drop simultaneously. As the filtration efficiency was required to be maximized, the partial desirability function as expressed by equation (4) was chosen for filtration efficiency Contour plot of global desirability.
Conclusions
A series of nonwoven filter media was prepared from fibres of 2.5, 6 and 15 denier fineness and evaluated for filtration efficiency and pressure drop. A three-component augmented simplex lattice design in conjunction with the analysis using response surface methodology was employed. A set of expressions was obtained for predicting the filtration efficiency and pressure drop as a function of proportion of fibres of different fineness. The predicted results were found to correlate well with the experimental ones. The individual as well as interaction effects of the filter constituents on filtration performance were analysed. The fibres of different fineness registered a synergistic effect on the filtration efficiency of nonwoven filter media. Also, a binary or ternary blending of fibres of different fineness resulted in lower pressure drop than would have expected just by averaging the pressure drops of the corresponding pure blends. The filter media consisting of 2.5 denier fibres exhibited highest filtration efficiency but highest pressure drop too. On the other hand, the filter media consisting of 15 denier fibres showed lowest pressure drop but lowest filtration efficiency too. As a compromise for simultaneously achieving maximum filtration efficiency of 72.97% and minimum pressure drop of 3.34 Pa, the optimum mixture was predict to consist of 14.1% 2.5 denier fibres, 49.1% 6 denier fibres and 36.8% 15 denier fibres. The predicted response was found in close agreement with the experimental data. A similar approach may be taken for designing nonwoven filter media to capture particles of target sizes and concentrations at desired operating conditions such as flow rate of air and temperature.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project was financially supported by the Ministry of Science & Technology, Govt. of India under SERC Fast Track Project No. SR/FTP/ETA-29/08.