
Abstract
This paper presents the design and development of a test protocol for accelerated aging by hydrolysis in basic and acidic media, as well as application of this protocol for testing two fabrics intended for use as facing materials for buildings. The durability indicators were selected in order to quantify and analyse the impact of accelerated aging on fabrics. The experimental results reveal that the two fabrics’ behaviour depends on the medium’s nature. The aging in an acidic medium was hardly noticeable. Conversely, aging in a basic medium resulted in a quick deterioration of the fabrics: after 35 days of aging, the tensile strength of both fabrics was close to zero. Furthermore, the two fabrics behave differently in the basic medium, which is mainly due to their separate structures: the first fabric resistance to nail tear increased during the first day of aging unlike the second fabric.
Introduction
The building industry is one of the fastest-growing development sectors for textiles, and the volume of its market share is steadily rising [1]. The technical complexity and performance characteristics of composite materials and textiles have significantly evolved due to improved manufacturing and integration processes and increasingly focused industrial production. The new performance-based approaches requiring increasingly higher levels of quality, durability and control have prompted designers to use new materials in civil engineering, such as textiles. One such example is the textile reinforcement of concrete [2], which has been in use for several years. Textiles are also used in constructions as non-woven panels used for filtration or thermal and acoustic insulation of buildings [3]. Such textiles are often the products of recycled clothing or plastics.
Furthermore, textiles are increasingly used as roofing membranes [4]. For example, many football stadiums have textile roofs, and a large number of stadiums will be built or renovated using textiles. These materials have the advantage of being light compared to traditional roofing. Accordingly, the support structure may become less significant, generating savings on the entire project. Membranes have started appearing on façades as well and for the same reasons. In France, the Zénith de Strasbourg sporting arena and concert hall is a good example of the use of textiles as a façade. Nevertheless, the use of textiles for building façades is still new, and the accumulated experience with its durability over time is still insufficient.
Outdoor conditions, such as the rain or air humidity to which the materials are exposed, generate hydrolysis phenomena [5,6]. Hydrolysis is defined as the destruction of a chemical substance by water. Several fundamental and applied research studies have been devoted to the deterioration and aging of polymers. Thus, Rawal et al. [7] compared in their study the properties of various polymers, including polyester, which accounts for a large proportion of the composition of the textiles tested. The study showed that these materials are vulnerable to alkaline attacks. Gijsman et al. [8] compared the aging of different polymers exposed to UV with hydrolytic aging. The study reveals that aging was primarily caused by the action of water. Rahman and Alfaro [9] confirmed this view and pointed out that hydrolysis is the degradation factor to which polyester is the most vulnerable. For example, after undergoing aging for only 8 h at a temperature of 80℃ in a solution of 9.92% NaOH, high-strength polyethylene terephthalate (PET) lost 52.7% of its initial weight. The hydrolytic effect has also been demonstrated through the test campaign conducted by Elias et al. [10]. In their study, tensile strength fell by 33% after aging in distilled water for 512 days.
The research on hydrolytic aging of polyesters of Vouyovitch Van Schoors [5] confirmed that for polyesters, all the studies indicated that the durability of these materials is actually governed by hydrolysis phenomena. Rain and contact with concrete are examples of acidic and basic attacks that a building’s external textile facing material may sustain during use. Thus, hydrolysis is undoubtedly essential for more accurately defining the behaviour of textile membranes throughout their lifetime. It is now accepted that hydrolysis is the main factor governing the durability of textiles used as facing materials in constructions. Elias et al. [10] developed a test protocol to study the effects of the pH on the degradation of three PET-based geosynthetic products (two geotextiles and one geogrid). They showed that in an acidic medium, the main cause of degradation is the break of the molecular chains of polyesters, while in a basic medium, the main degradation cause is the fabric’s surface erosion, resulting in a loss of weight. In another study, Rahman and Alfaro [9] demonstrated that the main degradation of polyester-type geotextiles was observed when they were subjected to loads in an alkaline medium. They noted that the studied materials had greater loss of breaking strength when the geotextile was subjected to loads during the aging process.
There are relatively few research studies devoted to textiles used as facing materials in constructions and the main reason lies in the novelty of this field. These textiles are different from geotextiles, as they are typically coated with polyvinyl chloride (PVC) or other polymers (polytetrafluoroethylene (PTFE), ethylene tetrafluoroethylene, etc.). These materials do not age in the same way. Elias et al. [10] highlighted the effect of the added PVC coating on the aging process of geotextiles. According to the Arrhenius law [10], the loss of mechanical strength at 20℃ is estimated to be 1.61% per year for PVC-coated PET materials, against 4.10% per year for non-coated PET after undergoing aging in NaOH solution with a pH of 12. The same applies to hydrolysis in distilled water, where PVC-coated PET exhibited less degradation, demonstrating that PVC has protective and strength-preserving properties. Fibre diameter may also have an impact on the different behaviour of the two tested samples. On the other hand, Halse et al. [11] tested several types of geotextiles consisting primarily of PET, polypropylene and PVC. After undergoing aging for 120 days in NaOH solution with a pH of 12, the PVC woven geotextile did not lose any strength. In contrast, the non-woven PET geotextile lost about 31% of its mechanical strength.
The objective of this paper is to contribute to the research on the effects of hydrolysis on PVC-coated polyester fabrics. Hydrolysis was applied on two fabrics with different structures, one of them having a closed and sealed structure and the other one an open structure. Both materials are intended for use as facing materials for buildings. Hydrolyses were performed both in an acidic and basic media at 70℃. The main durability indicators used in this study were changes in weight, in tensile strength and in resistance to nail tear. These indicators enabled quantifying and analysing the impact of accelerated aging on the fabrics.
Materials and method
Presentation of the studied materials
The first fabric consisted of two products: a textile core known under the name of ‘Sunworker’ and a membrane that was laminated on this core. The ‘Sunworker’ textile core is a polyester fabric (PET)-coated with PVC. This means that the fabric was dipped into a PVC bath, which later solidified around the polyester fibres. The membrane is a thin film of PTFE. This assemblage will be referred to as Sunworker PTFE. The second fabric is known under the name of ‘Arcade’ and will be referred to as Arcade. It is a PVC-coated polyester (PET) fabric.
Photographs of the two fabrics taken through the microscope are shown in Figure 1. It can be seen that the weave of Sunworker is loose while the coating is rather thin, so that the fabric is not full. Empty spaces are therefore present in each stitch. In contrast, Arcade is a full fabric, namely the coating covers the entire fabric, creating a continuous and sealed thickness. The weave is tighter and the coating is thick. In Figure 1 (a), the PTFE membrane can be seen in white behind the Sunworker layer. The role of this membrane is to render the Sunworker PTFE fabric watertight by closing all openings.
Photographs of the two fabrics taken through the microscope. (a) Sunworker PTFE (Zoom × 4) and (b) Arcade (Zoom × 1).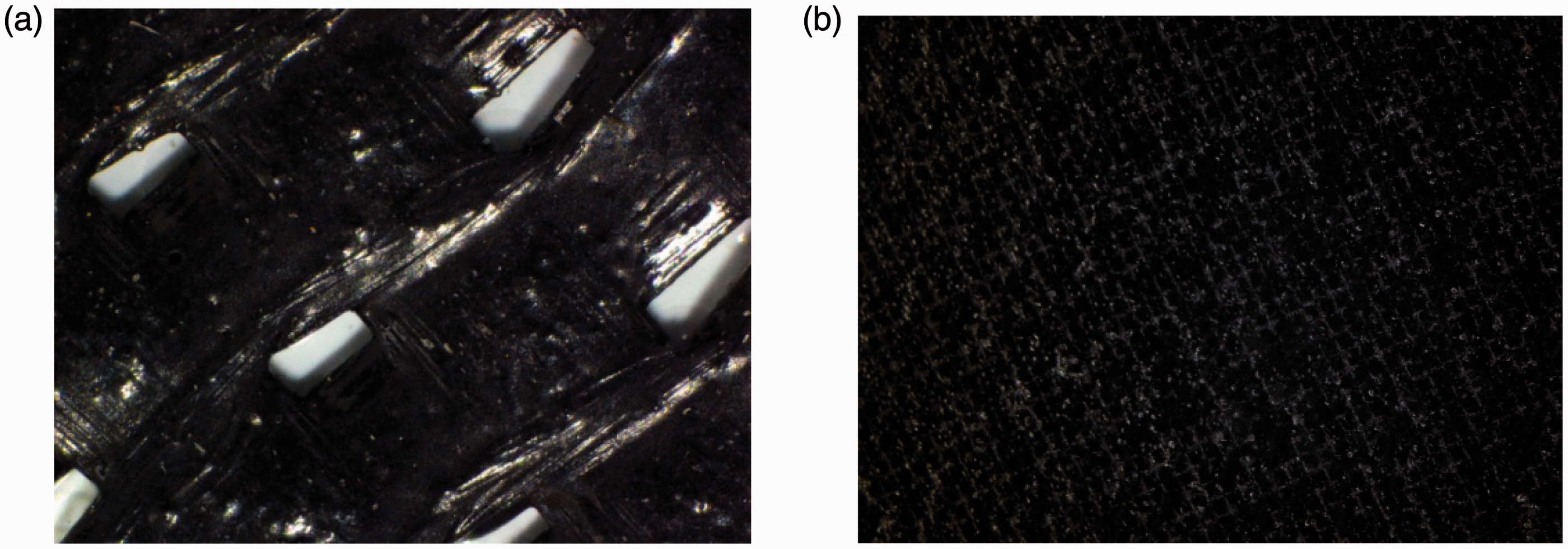
These materials were selected as they meet a certain number of essential criteria for use on a building façade. In addition, they also have adequate mechanical strength and good fire-retarding behaviour.
Test design methodology for aging protocol
The objective of this study is to design and develop an accelerated hydrolytic aging test for both presented fabrics. Hydrolysis may be performed in an acidic, neutral or basic medium. The process of degradation in a neutral and acidic medium is the same [5]. During hydrolysis, H+ ions and water molecules diffuse into the polymer, where they attack and break molecular chains. This reduces the length of chains, which directly impacts the strength of fibres. In a basic medium, the degradation process is different. In this case, the degradation is caused by OH− ions and affects the surface [9]. The impact of these main aging processes on the fabrics was examined with a view to producing the most comprehensive study possible.
Hydrolysis was performed by full immersion of the specimens in a vat containing an aggressive solution. The vat was then placed in an oven set at 70℃. Several degradation periods were used, namely 7, 14, 18, 21, 32, 35 and 62 days of immersion in a basic solution, and 7, 11, 14, 21, 28 and 32 days of immersion in an acid solution. The pH was monitored throughout the aging periods by means of ongoing measurements using a pH meter. The solution was replenished during the test to ensure that immersion remained complete at all times.
The composition of the acid solution was selected based on the composition of rain. In fact, one of the predominant components of rain is SO42− [12]. For this reason, we selected H2SO4. Since the boiling temperature of SO42− is 337℃, setting the test temperature to 70℃ did not create a constraint. Finally, the selected concentration was 0.3 mol/L, so that the pH level could be set to 0.5. This choice of a weaker pH imposes unfavourable conditions, so that the degradation of materials is faster.
Regarding aging in a basic medium, Halse et al. [11] compared accelerated aging of PET in a solution of NaOH and in a solution of Ca(OH)2. After 120 days of immersion in these solutions, the strength of PET dropped by 23% in NaOH and 9% in Ca(OH)2, and therefore the study concluded that NaOH was more aggressive. However, this result was invalidated by Kish and Nouri [13], who observed a weight loss of 5% against 20% faster being immersed in the Ca(OH)2 for 120 days. Nevertheless, Halse et al. [11] showed that the aging test using a Ca(OH)2 solution is more complex due to the reaction between CO2 and water, which produces limestone. Thus, limestone reacts with H3O+ and the pH decreases over time. Furthermore, the precipitate of limestone settles on the samples and creates a protective layer against the solvent. For these reasons, we selected NaOH for performing the accelerated aging test in a basic medium. The selected pH level was high in order to accelerate the aging process. It was set at 13.5.
Temperature is a catalyst of aging. Several studies have demonstrated that the higher the temperature of the solution, the faster the aging. Thus, the residual strength obtained by Elias et al. [10] after 400 days of aging in NaOH solution with a pH of 10, was 45% lower when aging was performed at 70℃ compared to 50℃. Moreover, Vouyovitch Van Schoor et al. [14] noted a loss of mechanical strength of about 10% after an aging period of 181 days at pH of 9 at a temperature of 75℃. However, under the same conditions, at a temperature of 45℃, the loss of strength was less than 2%. Other studies have highlighted the catalytic effect of temperature on aging as well [15,16].
It is therefore important to carry out aging at a high temperature. Nevertheless, the structure of the fabric should not be altered by the sole action of temperature, as in such a case, aging would no longer reflect reality. To avoid this phenomenon, work must be performed at a temperature that is lower than the glass transition temperature of the material [17]. For the two studied materials, this temperature was determined by differential scanning calorimetry to be 73℃ for Sunworker PTFE and 75℃ for Arcade, respectively. For the work discussed herein, the test temperature was set at 70℃ to avoid exceeding these glass transition temperatures.
Experimental testing lasted for a maximum of 35 days in a basic medium and 32 days in an acidic medium for all the samples. Only specimens intended for tensile strength testing underwent aging for 62 days in a basic medium.
Summary of test conditions.

Aging monitoring indicators
Loss of weight
Several studies asserted the importance of weight loss as an indicator of aging [9,13,15–18]. For example, Rahman [18] found that the weight of high-strength PET decreased by 18.5% after 96 h of aging in a solution of 10% NaOH at 40℃. In contrast, Elias et al. [10] noted a weight drop of 29% for a non-woven PET fabric that underwent aging for 26 days in NaOH solution with a pH of 12 at 72℃. In this study, loss of weight was selected as an indicator of durability.
Each of the different samples was weighed before its immersion in solution. After undergoing aging, the samples were dried for 48 h in the laboratory atmosphere (at a temperature of 25℃ ± 5℃ and relative humidity between 30% and 70%) and then weighed again.
For each sample, the loss of weight was calculated according to the following equation

For each aging period, the measurement was repeated on three samples using particular care to ensure the repeatability and reproducibility of the tests.
Tensile strength and Young's modulus
Tensile strength was selected as an indicator for two reasons. The first is derived from the product’s utilisation requirements. During its use, the product will be subjected to mechanical stresses. It is therefore important to be able to quantify its loss of tensile strength as a function of aging to find out whether the fabric continues to meet its original specifications. The second reason for using this indicator is that published literature considers it as a reliable indicator of aging. Indeed, Elias et al. [10] subjected woven PET fibres to aging in NaOH solution with a pH of 10 at a temperature of 70℃. They obtained significant results that highlighted the impact and sensitivity of this property. Thus, mechanical strength dropped by 20% after 120 days and by 40% after 330 days. Other authors have also confirmed this pattern and examined the change in mechanical strength in their research [19,20].
In this study, tensile strength was determined according to standard NF EN 12311-1 [21]. Specimens of 300 × 50 mm2 were cut from the roll provided by the manufacturer. Both the new and the aged specimens were conditioned for 48 h in the laboratory atmosphere (at a temperature of 25℃ ± 5℃ and relative humidity between 30% and 70%). They were then set into the jaw grips of a tensile testing machine fitted with a continuously-recording force gauge system. The specimens were fastened in the jaws so that the space between jaws was 200 mm. The device had a fixed lower jaw and an upper jaw that moved upward at a constant speed of 100 ± 10 mm/min. The specimen was stretched in this way to breaking point.
The test was conducted for non-aged samples as well as for samples that underwent aging for 7, 14, 18, 21, 32, 35 and 62 days for the basic solution and for 7, 11, 14, 21, 28 and 32 days for the acidic solution. For each sample, the tensile force and the jaw travel distance were recorded.
The second selected aging indicator was Young’s modulus. Thus, Vouyovitch Van Schoors et al. [14] studied the change of Young’s modulus after accelerated aging by immersion in a solution of Na2CO3. After 181 days of aging at a pH of 9 and at a temperature of 75℃, Young’s modulus fell by 40%. At a pH of 11, it fell by 60%. Accordingly, this coefficient can be considered as a good indicator.
Young’s modulus is directly calculated based on the ‘force-elongation’ curve provided by the tensile test. This coefficient characterises the stiffness of the material: at an equal stress (including within the elastic range), the material with the highest Young’s modulus will suffer the least irreversible deformation.
The obtained results indicated that the elastic range of the Arcade fabric is greater than that of Sunworker PTFE (over 8 mm for Arcade vs. 5 mm for the PTFE fabric). Consequently, Young’s modulus was not calculated based on the same deformation values for both fabrics.
Thus, Young’s modulus was calculated for elongation values of 2 mm and 6 mm for Arcade, according to following formula


Resistance to nail tear
Resistance to nail tear is a specific indicator selected for this study due to the use of the fabrics. In fact, bibliographical research did not produce any results based on this indicator. However, the fabrics used as facing materials and studied here are likely to be pierced by nails or screws or to be subjected to other local stresses [22] during use. Defining the behaviour of this criterion is, therefore, essential for determining the moment when the fabric no longer meets French industry specifications. Therefore, this property can be considered to be an important monitoring indicator of product aging.
The resistance to nail tear was determined according to standard NF EN 12310-1 [23]. Specimens of 200 × 100 mm2 were cut from the roll provided by the manufacturer. Both the new and the aged specimens were conditioned for 48 h in the laboratory atmosphere (at a temperature of 25℃ ± 5℃ and relative humidity between 30% and 70%). They were then mounted into the machine used to determine the tensile strength. Figure 2 shows the test apparatus. One side of the specimen is clamped to the upper jaw (1), while a nail (2), which is itself secured in a bracket (3), passes through the other side. The bracket is clamped into the lower jaw, which is fixed. The upper jaw moves upward at a constant speed of 100 ± 10 mm/min. The sample tears at the nail until it breaks.
Testing device for measuring the resistance to nail tearing [21].
The test was conducted for non-aged samples as well as for samples that underwent aging for 7, 14, 18, 21, 32 and 35 days for the basic solution and for 7, 11, 14, 21, 28 and 32 days for the acidic solution. For each sample, the tensile force and the jaw travel distance were recorded.
Results and discussion
To better identify the samples and the aging processes, the following classification was adopted: the first letter was allocated to the type of fabric. Arcade was designated as ‘A’, while Sunworker PTFE was designated as ‘P’. The second letter was allocated to the type of solution. Accordingly, NaOH was designated as ‘N’, while H2SO4 was designated as ‘H’. Finally, the figure indicates the sample’s aging period in days.
For example, samples of Arcade that underwent aging for 14 days in a solution of NaOH were designated as AN14.
Monitoring the loss of weight
Basic medium
During aging in a basic medium, the PTFE membrane became detached from the Sunworker part after seven days of aging. In this case, continuing to monitor the loss of weight of these samples became irrelevant. Accordingly, weight loss monitoring in a basic medium was carried out only for Arcade samples. Weight loss monitoring was performed on samples intended for tensile testing (300 × 50 mm2).
Figure 3 presents the weight loss pattern of Arcade samples according to the period of aging in NaOH as percentages. It can be noted that weight loss was constant and appeared to be linear. Weight loss was 1.2% per day of aging. After 35 days of aging, the fabric lost over 45% of its initial weight. This result seems to confirm results reported in the literature, while the order of magnitude in a basic medium also seems normal [10,13]. Thus, in a basic solution, the hydroxides modify the dielectric properties of polymer surfaces. For this reason, hydrolysis intensifies at the surface, leading to the formation of shorter polymer chains that are soluble in the alkaline solution. The fibre diameter decreases and weight loss becomes inevitable.
Weight loss for Arcade samples due to hydrolysis in basic medium.
Acidic medium
Weight loss monitoring was performed on samples intended for tensile testing (300 × 50 mm2).
Figure 4 displays the weight loss impact of Arcade and Sunworker PTFE samples according to the period of aging in H2SO4 as percentages. It may be noted that although weight loss increases, it remains very low, even negligible. After 32 days of aging, Arcade lost only 1% of its weight, while, after 35 days of aging, PTFE Sunworker lost less than 2%. According to the literature, a weight loss close to zero in an acidic medium is normal [24]. Indeed, in acidic media, the diffusion of H+ ions is the most prominent phenomenon. This causes relatively homogeneous fibre degradation, contrary to a basic medium, where an attack of OH− ions causes an erosion phenomenon accompanied by loss of weight.
Weight loss for Arcade and Sunworker PTFE samples due to hydrolysis in acidic medium.
Tensile strength and Young’s modulus
Basic medium
Figure 5 presents the results obtained in the tensile test on new samples and on samples aged in a basic solution. The curves represent the tensile force of the specimen as a function of its elongation. Curve (a) describes Arcade new samples and samples aged in NaOH solution for 7, 14, 18, 21, 32, 35 and 62 days. Curve (b) describes Sunworker PTFE new samples and samples aged in NaOH solution for 7, 14, 18, 21, 32, and 62 days. All the curves show the same pattern: they increase linearly for the first few millimetres of elongation, then increase non-linearly to a maximum level before the force becomes zero. This pattern is quite typical for force-elongation curves. The first linear segment corresponds to the elastic deformation zone, in which the fabric undergoes no major deformation and, if the strain ceases, the fabric can recover its original state. The second segment corresponds to a plastic deformation zone in which the fabric suffers irreversible deformation. Finally, the fabric reaches the break point and its resistance becomes null. The longer the aging period of the sample, the lower the amplitude of the respective curve. The average breaking strength values were 1250, 808, 920, 315, 358, 82, 97 and 46 N/50 mm for Arcade samples aged in NaOH for 0, 7, 14, 18, 21, 32, 35 and 62 days, respectively. For Sunworker PTFE, breaking strengths were 1258, 769, 544, 305, 65, 23 and 5 N/50 mm for samples aged in NaOH for 0, 7, 14, 18, 21, 32 and 62 days, respectively. This points, therefore, to a decrease in tensile strength proportionate with the aging period in a basic medium.
Tensile strength (N/50 mm) measured in function of the elongation (mm) for the new and aged (a) Arcade and (b) PTFE Sunworker, in a basic medium.
Figure 6 presents the tensile strength values of Arcade and Sunworker PTFE as a function of aging time in NaOH. In both cases, the curves decrease and tend to 0. There is a clear decrease in tensile strength due to the impact of NaOH. These findings are consistent with previously conducted studies [10,19,20]. Here, loss of strength occurs more rapidly for Sunworker PTFE, whose strength at the end of 20 days of aging is almost null, compared to Arcade’s residual strength of 400 N/50 mm. This is explained by the structure of Sunworker, which has a larger surface that can be directly attacked by NaOH, since it is open. The duration of the test was sufficient to ascertain that the product has lost all value. Indeed, it was noted that after 62 days of aging, the fabric became very brittle. It has actually become plasticised and has lost all flexibility. The fabric can then break simply by being placed in the jaws of the tensile testing machine. Therefore, continuing accelerated aging would be pointless.
Tensile strength of Arcade and Sunworker PTFE as a function of aging time in NaOH.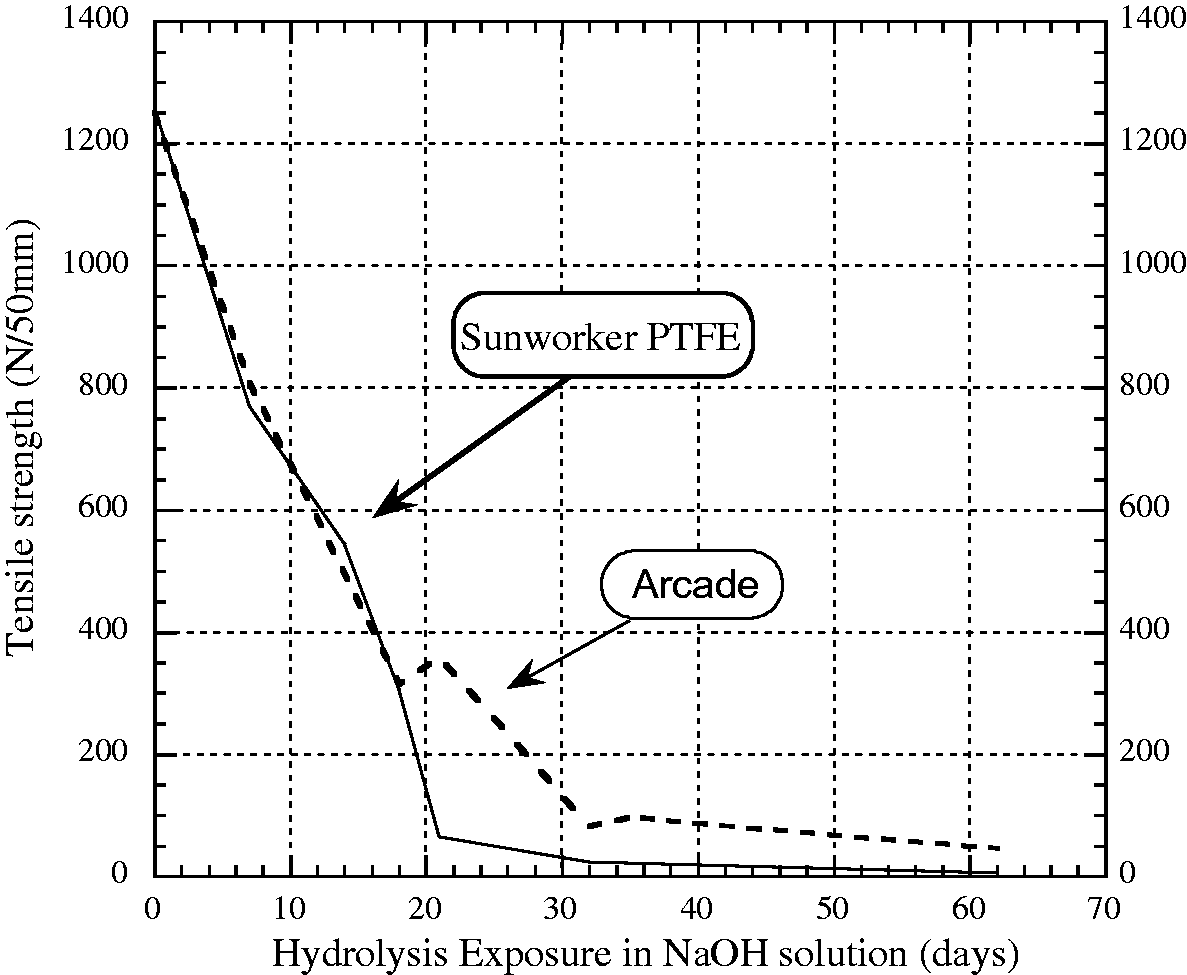
The Young’s modulus values deduced from the force-elongation curves are displayed in Figure 7. The curves represent the obtained average Young’s modulus in kPa according to aging time in NaOH solution for Arcade and Sunworker PTFE. The curve pattern is the same as previously, disclosing a sharp decline followed by stabilisation. For Arcade, stabilisation was around 150 kPa, while for Sunworker stabilisation was close to 70 kPa, representing a drop of 78% of Young’s modulus for Arcade compared to 94% for Sunworker PTFE. This may be due to the porous structure of the second fabric. Accordingly, even if, initially, Young’s modulus of the second fabric was higher, Arcade was found to be more suitable in terms of long-term durability.
Young’s modulus of Arcade and Sunworker PTFE as a function of aging time in NaOH.
Acidic medium
Figure 8 illustrates the experimental results obtained in the tensile test on new samples and on samples aged in an acidic solution. The curves indicate the tensile force of the specimen according to its elongation. Curve (a) describes new and aged samples of Arcade aged in an H2SO4 solution for 7, 11, 14, 11, 21, 28 and 32 days. Curve (b) describes new and aged samples of Sunworker PTFE aged in NaOH solution for 7, 11, 14, 21, 28, and 32 days. All the curves show the same pattern: they increase linearly for the first few millimetres of elongation, then increase non-linearly to a maximum level before the force becomes zero. This pattern is quite typical for force-elongation curves, as is the case for curves obtained in a basic medium. In contrast, in this case, the curves can be superimposed irrespective of aging period. Breaking strength was about 1100 N/50 mm for Arcade and 1250 N/50 mm for Sunworker PTFE regardless of aging period. Tensile strength was preserved throughout the period of aging in an acidic medium.
Tensile strength (N/50 mm) measured in function of the elongation (mm) for the new and aged (a) Arcade and (b) PTFE Sunworker, in an acidic medium.
Figure 9 indicates the tensile strength values of the Arcade and Sunworker PTFE as a function of aging time in H2SO4. In both cases, the curves were almost constant. In fact, for Arcade, after 32 days of aging, the tensile strength value was higher than the value obtained after seven days of aging. In the case of Sunworker PTFE, the tensile strength even tends to increase slightly. This result was also obtained by Elias et al. [10]. In fact, for the three geosynthetic products tested for aging in neutral medium, tensile tests revealed a slight increase before diminishing. This pattern was also obtained for a single type of sample in an acidic medium. Conversely, in a basic medium, there was no increase in tensile strength. This may be due to the nature of degradation in these media. Indeed, aging follows the same process in acidic and neutral media, unlike aging in a basic medium. In acidic and neutral media, the onset of aging takes longer to occur.
Tensile strength of Arcade and Sunworker PTFE as a function of aging time in H2SO4.
The Young’s modulus values deduced from the force-elongation curves are shown in Figure 10. The curves represent the obtained average Young’s modulus in kPa according to aging time in an H2SO4 solution for Arcade and Sunworker PTFE. In this case too, the curves were almost constant. Young’s modulus for Arcade was almost 700 kPa regardless of the aging period, while that of Sunworker PTFE remained constant at about 1200 kPa.
Young’s modulus of Arcade and Sunworker PTFE as a function of aging time in H2SO4.
Resistance to nail tear
Basic medium
Figure 11 presents the measurement results of the test of resistance to nail tear for Arcade and for Sunworker PTFE as a function of aging time in NaOH solution. The Arcade curve initially rises and then declines. The Sunworker PTFE curve is different, as it declines constantly showing a steep decline during the first days of aging. For Arcade, the resistance to nail tear changes from 170 N to 350 N after seven days of aging. Subsequently, it progressively declines and reaches 235 N after 35 days of aging. This increased resistance to nail tear of Arcade is due to the stiffening of the fabric under the action of the basic solution. The fabric becomes therefore more resistant to localised force. The behaviour of Sunworker PTFE is different: its initial resistance to nail tear is higher than 950 N, i.e. more than five times that of Arcade. However, after seven days of aging, its resistance falls to 150 N. It then continues to decline progressively, reaching 50 N after 35 days of aging. This sharp decline during the first days of aging coincides with the steep decline in tensile strength noted for Sunworker PTFE during the same aging period. We can conclude again that it is Sunworker’s larger surface exposed to NaOH compared to Arcade, which accelerates the aging effect. Thus, since Sunworker has an open structure, it is rapidly attacked at the surface by the basic solution.
Resistance to nail tear of Arcade and Sunworker PTFE as a function of aging time in NaOH.
Acidic medium
Figure 12 presents the measurement results of the test of resistance to nail tear for Arcade (a) and for Sunworker PTFE (b) as a function of aging time in a H2SO4 solution. The two curves are almost constant. Arcade retains a resistance to tear of almost 170 N, while Sunworker PTFE retains a resistance to tear of almost 950 N. Similarly to the tensile strength test, the impact of aging in an acidic medium on the resistance to nail tear is very small, if any. We can conclude that this type of aging does not affect the mechanical properties of the two fabrics.
Resistance to nail tear of Arcade (a) and Sunworker PTFE (b) as a function of aging time in H2SO4.
Conclusion
The work presented in this paper consisted in the design and development of a test protocol for accelerated aging by hydrolysis in basic and acidic media, as well as application of this protocol for testing two fabrics intended for use as facing materials for buildings. As such, they will be subjected to a wide range of mechanical and climatic stresses. One of the major attacks the material will have to meet is the hydrolytic action of rain and air humidity.
This study has shown that accelerated aging is quite different depending on whether a basic or acidic solution is used. Aging in a basic solution highlighted the differences between the two fabrics. Although the new Sunworker PTFE fabric has high resistance than the Arcade fabric, the closed-structure Arcade fabric has better resistance to hydrolysis than the open structure Sunworker PTFE fabric. Future studies should be focused on the lifespan of these fabrics, for instance, the fabric lifespan may be estimated by the Arrhenius Law. This would require replicating the tests at a different aging temperature. It would also be necessary to combine the obtained experimental results with computer modelling and simulations in order to correlate these results with the actual use of the materials.
Footnotes
Acknowledgements
The authors kindly thank the enterprise Dickson for providing the samples as and the help in the analysis as well. The authors also thank the companies Norpac PEG and CLUBTEX Association for their significant involvement.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was partly funded by The ‘FEDER’.