
Abstract
Woven barrier fabrics for filtration and operating room textiles feature permeable pore channels between yarn interlocking points (mesopores), which create an increased risk of penetration by contaminated fluids and particles. These pore channels can be reduced in size by high-density weaving. This, however, results in deteriorated drapability and performance characteristics. To meet the requirements made on the barrier effect without impairing the physiological properties of the textile, fluid-tight and particle-tight woven fabrics with adjustable porosity are being developed. This research aim could be realized by the targeted and partial application of microparticles into the mesopores. There, they form a meshed structure in the pores, whose size is thus reduced without them being entirely obstructed. The simultaneous retention of the micropores (pores between the individual filaments) in the woven fabric guarantees preservation of the physiological characteristics of the textile. The efficiency of the finishing was examined by an extensive physiological and physical characterization of the woven fabrics before and after particle application. Regarding the test method used to monitor the barrier effect and the channel paths, a test device was modified to simulate the demands of later, practical use.
Introduction
Operating room (OR) and cleanroom protective textiles have to contain a barrier against particle-contaminated fluids, which often serve as carrier media for microorganisms [1]. The barrier properties of the woven fabric are determined by the construction-dependent pore morphology (meso- and micropores), and the surface character of the textile structures. When used for protective garments, it is equally important to guarantee high wearing comfort. Fulfilling these conflicting requirements (barrier effect and comfort) in a single textile structure is an immense challenge. To impede the penetration or pervasion of fluids, barrier textiles are finished with fluorocarbon (FC) resin. The hydrophobizing by means of FC also reduces the adsorption of water on the fibers. Such woven fabrics only have an effective barrier function against fluids at small amounts of fluid, low pressures, and short exposure times. A barrier against particles can rely on a number of mechanisms. Any barrier against the fluid carrier medium is at the same time a protection against penetration by particles. If the carrier medium penetrates the pore structure, the barrier effect of the pore structure is crucial for particle retention. In that case, structure-dependent barrier effects, as well as adhesive forces between particles and fibers become important. In the simplest case (sieve effect), the maximum pore sizes present in the woven fabric determine particle retention. In the case of smaller particles and larger pores, further barrier mechanisms are known, such as retention by bridging [2], and by adhesive forces (van der Waals forces), or by electrostatic forces. In microfilament woven fabrics, deep-bed filtration also plays an important role. Particles penetrating into the woven fabric interact with the filament surfaces and can be deposited between the woven fabric filaments. Using microfibers, the maximum pore sizes can be reduced to 10 µm, sometimes even to just 5 µm, although a frictionless production cannot be guaranteed in the latter case. Even with currently available modern weaving technologies and the use of microfilament yarns, a reduction of the mechanical separation limit of 7 µm is hardly achievable, according to tests detailed in Schnitzer [3] and Schnitzer and Ripperger [4]. The primary carrier media for infecting agents are bodily fluids (blood, sweat, ichor), and solid particles (dirt, skin scales), contaminating wounds or surgical staff directly or by airborne means. The size of these carrier media ranges from 6 µm to 40 µm. As yet, filter materials and OR textiles are optimized empirically, at high development costs, with new developments being an exception. The process-engineering design of the structures to be woven is established empirically and often relies on the trial-and-error method [5]. Furthermore, high-density woven materials are stiff, and their mechanical loading often results in damages to the material structure. To retain a strong barrier effect, past research work has been focused on laminates. These, however, are much more costly in development and production. Additionally, multi-use and cleaning processes can cause delamination within the compound, which is hard to localize and thus offers an increased penetration potential for germs. A cost-effective variation in practice is a full coating of textile fabrics, which entails a stiffening of the woven fabric and deterioration of wearing comfort.
The literature offers a number of approaches to finishing textiles with nanoparticles. In most cases, the goal is the creation of ultra-hydrophobic, self-cleaning surfaces modeled after the lotus leaf [6], the so-called lotus effect®. A combined particle/hydrophobicity finishing for an increased barrier effect of OR textiles with regard to cost effectiveness and ecology is not presently known. Neither is there at present a method to apply a partial coating exclusively to the mesopores of a textile structure. The established nano- and low-add-on technologies are used either for full coatings or in a defined, fabric-independent pattern, e.g. by spraying, rolling, impregnating, dipping, or printing. As shown in Behera and Arora [7] and Synytska et al. [8], ultra-hydrophobic surfaces can enhance the barrier effect of the textiles by increasing the intrusion pressure. In the abovementioned finishings of woven fabrics with particles, they are evenly applied to the entire surface of the base material in suspension or aerosol form at a defined pressure gradient, in order to ensure the optimum bonding between particles and base material.
In order to fully exploit the advantages of woven fabrics as barrier textiles (good drapability, high wearing comfort), mesopores present primarily at the crossing points of warp and weft yarns in the woven fabric (Figure 1), are to be reduced in size by a targeted finishing with fine microparticles so that the woven fabric meets the stated requirements. By using a new method of partial fine particle application in which the particles are to be purposefully deposited at the mesopores of the woven fabric structure, combined with a targeted binding of the particles to the woven fabric fibers, a reduction in mesopore size is to be achieved without completely obstructing all pores. Currently, such a method is unknown and promises extensive research potential. This work, therefore, aims to develop a method for the suitable production of innovative and fluid-tight microfilament woven fabrics which meet the requirements for particle-filtration down to the micrometer range, to be used as multi-use OR textiles with good wearing comfort and as filtration media. Through a controlled application of the particles in the mesopores, the structurally large pores should be partially and targeted reduced. A controlled connection of the microparticles on the fiber surface further serves the development of pre-defined porous medical and filter materials. In order to bridge the mesopores, the particles used in the process have to be of a size adjusted to the construction of the woven fabric. This achieves an adjustable, durable surface barrier, which remains effective even at an increased pressure difference.
Position of the mesopores and micropores in the fabric structure [9].
Experimental
Materials
Degree of influence of the yarn parameters on meso- and micropores [9].

The micropores between the individual filaments of the yarn influence the textile-physiological characteristics of the barrier textiles. The micropore sizes of conventional OR textiles average to roughly 1–3 µm [9]. Water vapor molecules, at a size of <0.0004 µm [5] can therefore pass through the pores unimpededly. This permeability can be influenced by the fineness of the individual filaments in the yarn. A low filament fineness allows high packing density (number of individual filaments in the yarn), and thus a size reduction of the micropores (Figure 2) [9]. To analyze the influence of the filament fineness on the pore size, both yarns with a very high and yarns with a lower packing density were selected, and combined for the production of the woven fabrics (Table 2).
Influence of filament fineness on the micropores in the yarn: low fiber fineness/low packing density (a), high fiber fineness/high packing density (b) [9]. Filament yarn parameters.

Besides the filament fineness the filament cross-section has also an important influence on the physiological properties like the moisture conductivities as well as the bending stiffness of woven fabrics [9]. There is a wide range of possibilities of different cross-section geometries for chemical fibers, for example round, trilobal, pentalobal, and octolobal. The result of profiled cross-sections is furthermore a structured and therefore rough fiber surface. Rough surfaces support the adhesion of dust particles which is ineffective for barrier effect and for the hygienic conditions.
To achieve a high packing density with small micropores in the yarn and a smooth fabric surface as well as a low bending stiffness in spite of a high fabric density, smooth yarns with round fiber cross-section should be preferred. Furthermore, the yarn count is an important parameter for adjustments to the mesostructure. Low yarn counts allow the realization of high fabric densities, resulting in small mesopores. Tests have proven a yarn fineness of <10 tex to facilitate the production of high-density woven fabrics [9]. To ensure a frictionless production of woven fabrics on commercial weaving machines, yarn counts from 10 tex to 15 tex were selected in the context of this work, respectively.
Weaving parameters
The woven fabrics are produced on a rapier weaving machine (Lindauer Dornier GmbH, Germany) with asymmetric shed geometries (lower shed > upper shed), using a full-width temple. The use of fine filament yarns allows the realization of a high warp and weft thread densities, leading to small mesopore sizes. The theoretical calculation of the fabric density is based on the fabric index x (equation 1), according to the model by Walz and Luibrand [10] and presents a relative measure:
weave factor (plain weave: 1.00; twill weave: 0.56) weft/warp yarn diameter (mm) number of warp/weft threads/cm fabric density
The weave factor b results from Walz and Luibrand [10]:

Physiological characterization
The focus of fabric finishing was placed on a reduction of mesopore size while retaining high wearing comfort, which required a characterization of the physiological properties of all types of woven fabric before and after finishing with microparticles.
Resistance to water vapor permeability
The textile-physiological characteristics, and thus the wearing comfort, can be described primarily by testing the resistance of a fabric to water vapor permeability
Air permeability
The air permeability R of a textile fabric characterizes the speed of an air flow penetrating a specimen perpendicularly to its surface. This characteristic is important in the context of textiles, as it serves to maintain a regular body climate of the wearer and ensures air exchange between the body and its surroundings. Conditions to be defined for the test are the examination surface, pressure difference and time. The test was conducted according to DIN EN ISO 9237 on an FX 3300 testing device (Textest AG, Germany) with n = 10 samples for each condition.
Bending stiffness
To guarantee an optimum in wearing comfort for OR and/or cleanroom garments, high breathability has to be combined with a good drapability of the woven fabric. Besides parameters like the shear stiffness, the bending stiffness of textile fabrics is a very important parameter to characterize the drapability, the textile grip as well as the creasing tendency. By determining the bending length C the bending stiffness G can be calculated. The test was performed according to the EN ISO 9073-7 standard for the determination of bending length C, and was conducted on a Cantilever ACPM 200 (Cetex GmbH, Germany). To obtain the value of C, the average of measured value of overhang length has to be halved. Using equation (3), the bending stiffness G can be calculated:
mass per unit area of the measuring specimen (g/m2) total mean value of the bending length of the measuring specimen (cm)
The sampling was made conform to DIN EN ISO 9073-7, with a sample size of six per warp and weft direction.
Porosimetry
To realize the partial and, above all, targeted finishing in the mesopores of the PES woven fabrics, an accurate understanding of pore morphology is required. The pore size distribution within the fabric structure was determined using the liquid displacement technique (Pore Size Meter PSM 165, TOPAS GmbH, Germany) following ASTM E1294-89 and ASTM F316-03 with a capillary constant of 28,6. As testing fluid, a perfluorocarbon (surface tension σ1 = 16 mN/m) was used. Measuring the pressure-dependent volume flow through the pores, the “mean flow pore size” (average opened pore size) and related “pore size distribution” values were determined. In the context of testing, these values are of most importance since they provide specific information regarding the pore structure before and after particle finishing.
Effective pore size of the mesopores
Apart from porosimetry measurements, the structural geometry of the mesopores has to be taken into account, which is measured on untreated woven fabrics. For this, several calculation models are available [9,11,12]. According to Gooijer et al. [13], the effective pore size D can be calculated with equation (4):
Projection of the mesopore into a two-dimensional plane [9].
The cut faces A (Figure 3a) from the cross-sections b and c of two different layers (Figure 3), are shown in Figure 3(d). The circumference W is given as a line around A. The height of the thread systems 1 and 2 (warp and weft thread system) is designated by a1 and a2 (Figures 3(d) and 5), whereas t1 and t2 characterize the distances between the centers of the neighbored yarns in weft and warp direction. Assuming that the lines of W denote part of an ellipse, the formulae for A (equation 5) and W (equation 6), according to the derivation in [8], result as follows:
Cutting direction of the microtome sections. Warp section for pore size determination.


Topography
Topographical examinations were conducted to measure the roughness and the undulation of the woven fabric surface, and thus revealing the evenness of the structure. Another analysis in z direction allows conclusions regarding the pore height, and thus, regarding the superficial depth of the mesopores [14]. These measurements were performed using a MicroGlider® 600 (FRT GmbH, Bergisch-Gladbach, Germany) with an optical sensor scanning an area of
Penetration test
Regulations regarding the resistance of a woven fabric to wet bacterial penetration are detailed in DIN EN ISO 22610. The focus is placed on the determination of the resistance of a material to the penetration of fluid-borne bacteria, represented by selected bacterial strains, under mechanical friction or mechanical strain [15]. The tests detailed in DIN EN ISO 22610 are performed using human-pathogenic staphylococci. For this reason, the tests can only be performed in microbiological laboratories. Another disadvantage is the fact that the potential pathways of the bacteria can neither be simulated nor optically analyzed under practice-based conditions. For this purpose, a testing station of the Martindale abrasion tester was re-designed and remodeled into a penetration test station for dynamic, practice-based exposure. The newly developed test device is shown in Figure 6.
Schematics of there-designed Martindale abrasion tester.

Selected test parameters for penetration tests.

Image-analysis evaluation of particle penetration
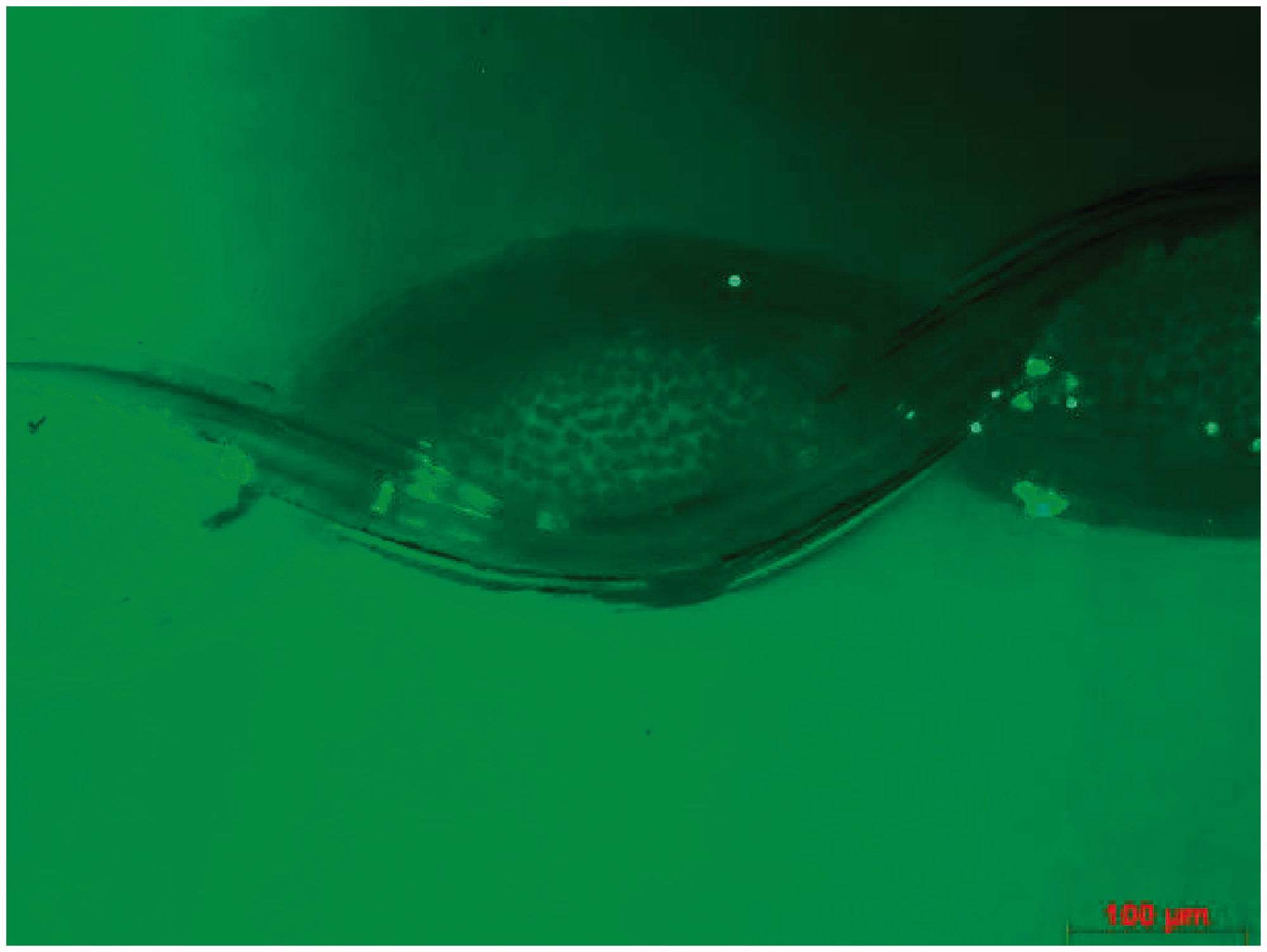
To reach detailed conclusions regarding the amount of penetrating particles and the contaminated area, a microscopic analysis of the reverse side of barrier fabric 1 and of the collecting woven fabric was performed using the light microscope AXIOmanager (ZEISS, Germany), followed by a software-assisted assessment (Vision Assistant, National Instruments). After calibrating the image (Figure 7), a grayscale image was created for an enhanced contrast evaluation (Figure 8). After creating a binary image and the subsequent determination of a brightness threshold value, the fluorescent particles could clearly be distinguished from the surface of the woven fabric. All areas brighter than the threshold value depict penetrated particles (Figure 9). Each area defined as a particle is captured and measured by the software. The result maps the individual areas of the particle as well as the total area of all penetrated particles.
Microscopic view of barrier fabric no. 3 penetration behavior. Conversion of microscopic image into grayscale image. Selection ranges by brightness threshold value determination.


Particle treatment
To realize a partial and, above all, targeted application of the microparticles into and onto the mesopores, the structural filtration effect of the microfilament yarns was exploited. The fundamental idea of the process development was that the perfusion resistance of a woven fabric is smallest at the mesopores, which are the largest pores in the fabric. In case of a suspension or an aerosol, the particles flow to and into the mesopores, where they are deposited and form a filter cake. The structure and formation of a porous filter cake primarily depends on the shape and size of the particles. It is important to take into account the size ratios between the particle and the pore, so that, according to the principle of filtration, the relation
Particles for application
The use of nanoparticles on textiles is viewed critically due to their suspected respirability, and the ecological damage caused by particles separated during the washing process [18]. Since barrier fabrics are a medical product, the focus was placed on microparticles. Thermoplastic, polydisperse, technical particles made from Polyamide 12, Orgasol® 2001 DU NAT1 (Arkema, Colombes, France) with an average particle size of 5 µm were used as test particles. They are regarded as nonhazardous and are often used in cosmetics or food applications. The thermoplastic properties of the particles are used for a firm bonding to the fiber surface, exploiting a thermal post-processing of the finished woven fabrics. A laboratory dryer (Mathis, Germany) was used for this purpose. Treatment time and temperature were chosen with regard to the particle melting point (174.25℃), and the glass transition temperature (50℃). In preliminary tests, a 10 min treatment at 150℃ has proven sensible.
Treatment method
Vacuum filtration was used as the filtration method for particle application. This is a special case of a so-called “dead-end” filtration, modified for the purpose of finishing woven fabrics. The test station is shown in Figure 10.
Principle schematics of vacuum filtration for particle application.
In contrast to the conventional vacuum filtration method, where a suspension is inserted into the funnel and filtrated by a filtering medium, this method relies on particle insertion in the form of an aerosol consisting of particles, distilled water, and a dispersing agent (DISPERBYK-180, BYK, Germany). A paint spray gun with integrated gravity feed cup (500 ml) and a nozzle diameter of 1.5 mm was used to create the aerosol. The particles are sucked from this aerosol into the mesopores, where they are deposited, forming a filter cake. The test parameters for the particle treatment were selected as follows:
Air pressure of the paint spray gun: 0.3 bar. Treatment duration: 23 s. Vacuum pump (Vacuubrand, Germany; pumping speed: 5.6 m3/h; suction capacity:
Results
Materials
Profile of barrier fabric characteristics.

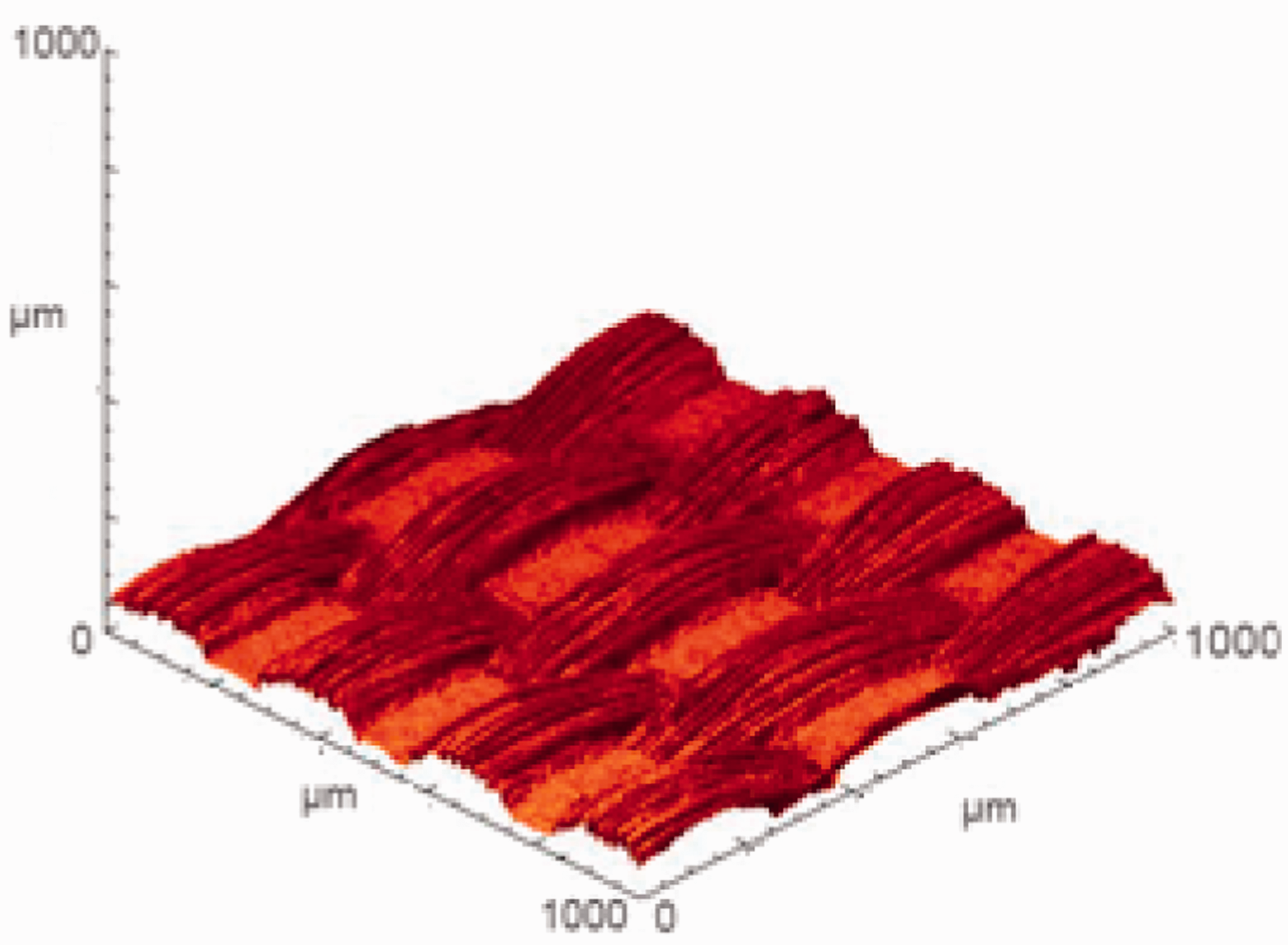
Topography
As shown by the roughness profile (Figure 11) and the associated profile section (Figure 12), fabric no. 2, for instance, is characterized by a relatively even height profile (Figure 13) in which the warp and weft yarns are clearly visible (Table 5). The profile section is a representation of the thread orientation in z direction. From the profile section, the height difference Δz can be determined. At its deepest point, the profile section allows a statement regarding the depth of the pores, which is primarily measured in the warp-direction profile section. This step is performed with untreated woven fabrics and helps in the selection of the optimum particle size.
Roughness profile of fabric no. 2. Profile section fabric no. 2.
Particle application
Using the described test parameters for particle application, a partial and targeted deposition of the microparticles in and on the mesopores was achieved, without obstruction of the micropores (Figure 14). Based on a number of preliminary tests and the evaluation of the topography images, a particle size of 5 µm has proven as the sensible choice. The preparation of a fabric cross-section by microtome cutting confirms the achievement of a targeted and unilateral deposition of the particles. Due to the filter effect of woven fabrics, no particle penetration on the fabric backside could be detected (Figures 15 and 16).
Particle deposition after finishing. Height profile fabric no. 2. Fabric cross-section with deposited particles. Fabric backside after particle finishing.


Physiological characterization
One important aspect of this research work was to ensure the physiological wearing comfort after particle finishing. The relevant tests concern the water vapor permeability resistance, air permeability and drapability (in the form of bending stiffness) [19,20].
Resistance to water vapor permeability
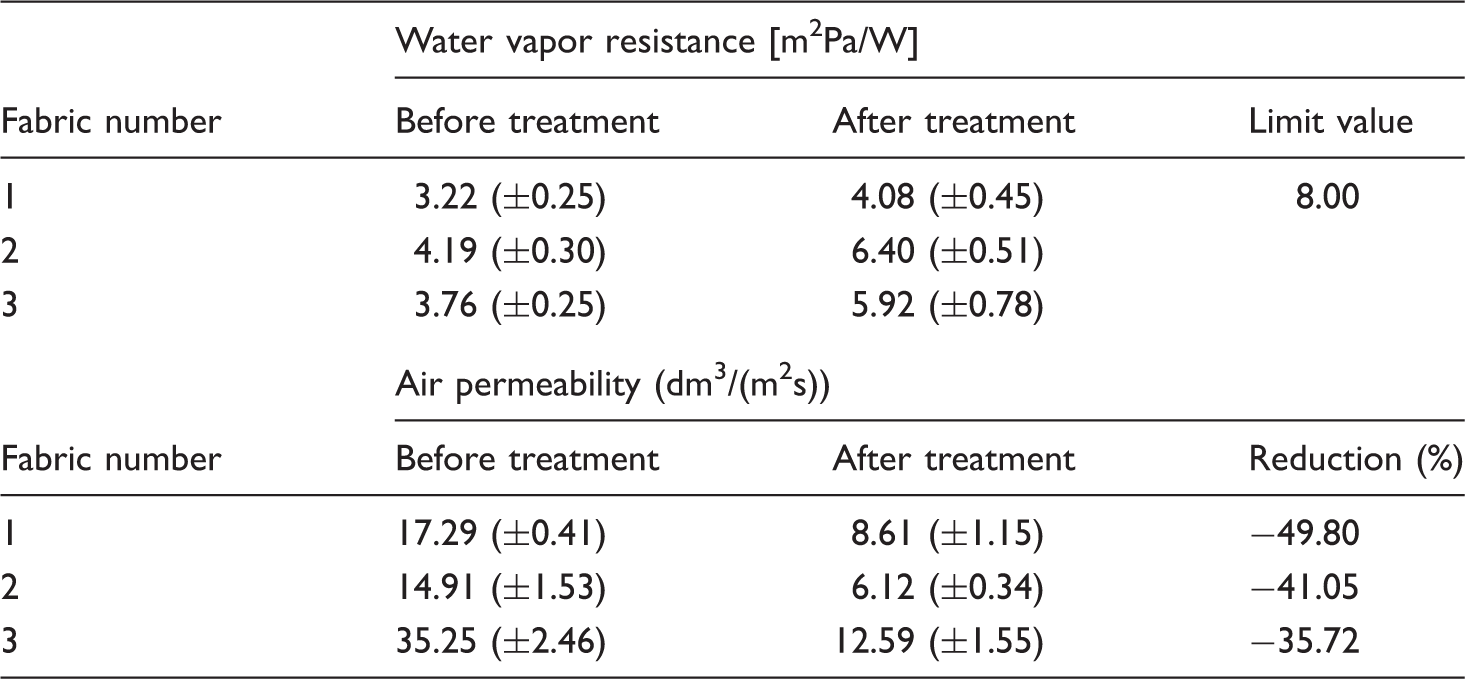
The physiological examinations focused on the resistance to water vapor permeability, as it is of crucial importance to the comfort of the wearer. To create optimum conditions, the resistance to water vapor permeability should not exceed a value of 8 m2 Pa/W [19]. This is considered a guidance value for the wearing comfort of OR textiles. After particle finishing, a reduction of the resistance to water vapor permeability by approx. 50% was observed (Figure 17). However, the results prove that after particle application the water vapor permeability is still beneath the guidance value and therefore does not subtract from wearing comfort. The slight increase in the standard deviation shows the accuracy of the measurement. Only fabric no. 3 shows an increased scattering (Table 6). A reason for this is the low weft density in relation to a high warp density. This makes the structure slightly unstable which results in higher measurement inaccuracies.
Comparison of resistance to water vapor permeability before and after particle application. Comparison of air permeability before and after particle application. Physiological properties before particle application.
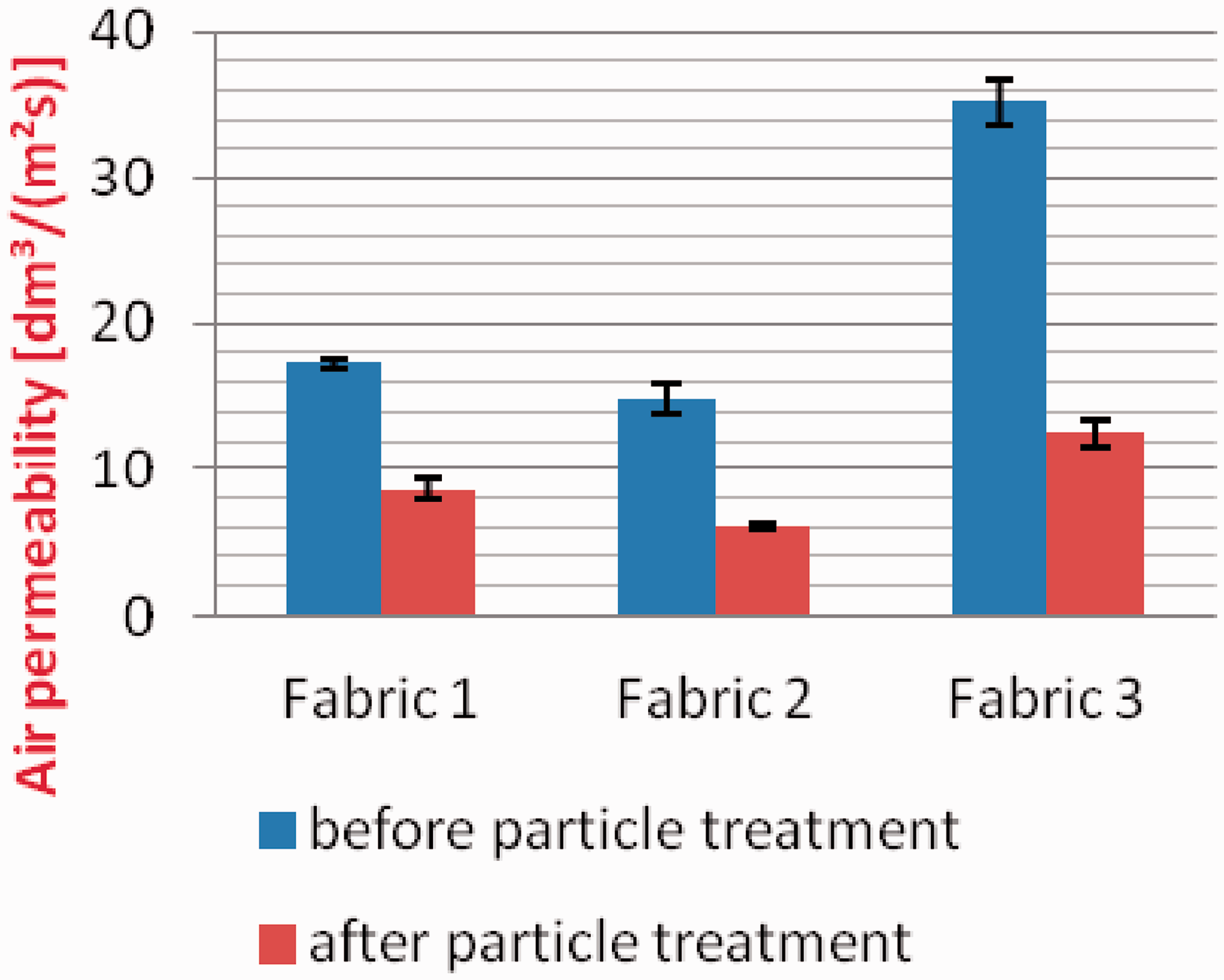
Air permeability
As expected, a reduction of the measured values and the corresponding reduction of air permeability was registered (Table 6). Fabric no. 3 displays the largest reduction of air permeability by 49.80%. One reason for this is the comparatively high packing density of the individual filaments in the yarn, which results in a smaller number of permeable micropores between the filaments. Air permeability, in this woven fabric, is influenced primarily by the mesostructure. If it is largely closed, this will result in reduced air permeability. The same is observable in fabric no. 2, which has a lower packing density than fabric no. 1 but a higher packing density than fabric no. 3. The spread of values, as already mentioned in the measurements of air permeability, can be attributed to the irregular structure of the fabric. This can be seen especially in the fabrics no. 2 and 3, which have a comparatively unstable structure due to a lower fabric density. In comparison to the resistance to water vapor permeability, there is no known wearing comfort guidance value concerning air permeability. In a previous publication [21], the physiological properties of high-density woven barrier fabrics for use as OR protective textiles were examined thoroughly. For plain-weave PES woven fabrics with a fabric index
A comparison to values from Table 6 shows that the air permeability of the particle-finished fabrics is lower, despite the reduction in mesopore size (see “Pore size” section). These results are promising, as they prove a size reduction of the mesostructure without impairing air permeability. The crucial value for wearing comfort was assessed as positive with the measuring regarding resistance to water vapor permeability, which was supported by the results of air permeability tests.
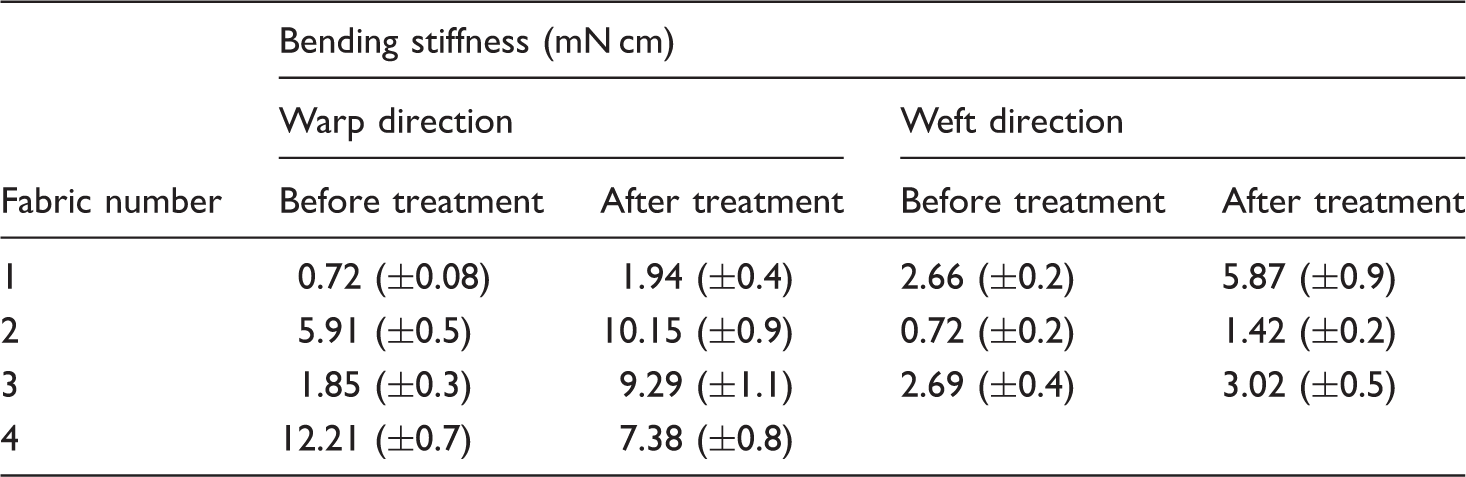
Bending stiffness
In garment physiology, bending stiffness tests are considered an important tool for the evaluation of fabric drapability. This is particularly relevant for sufficient freedom of movement of the wearer. The test results show increased stiffness values after particle application (Table 7). Fabric no. 3, when compared to fabric no. 1, displays a rather high bending stiffness after particle application. This is owed partially to the lower fabric density. The fabric density of fabric no. 1 is higher than fabrics no. 2 and 3. A high fabric density leads to smaller mesopores and therefore a lower amount of particle is necessary to reduce the pore size.
There are no known wearing comfort guidance values or regulations concerning bending stiffness. For this reason, a comparison was made to the highly dense reference barrier fabric no. 4. In comparison to the particle-finished woven fabrics, a higher bending stiffness can be observed. This shows that better drapability can be ensured despite a stiffening of the structure after particle application. This can be observed for fabric no. 3.
Pore size
An extensive profile of the selected fabrics before and after particle finishing was created in order to study the influence of partial particle application on pore size reduction. The evaluation of the porosimetry measurements before particle application gives an overview of the achieved pore sizes and their distribution in the barrier fabrics no. 1–3. The results are illustrated on an example of fabric no. 1 in Figures 19 and 20. The graphics show a large increase of pore proportion in the ratio of smaller pores of <4 µm, while the number of larger-sized pores is reduced. For the unfinished fabric, pores in the range from 4 µm to 10 µm account for 29.19%. After particle finishing there is a conspicuous decrease to 7.50%.
Pore size distribution before particle application, exemplified by woven fabric no. 1. Pore size distribution after particle application, exemplified by woven fabric no. 1.

Penetration behavior
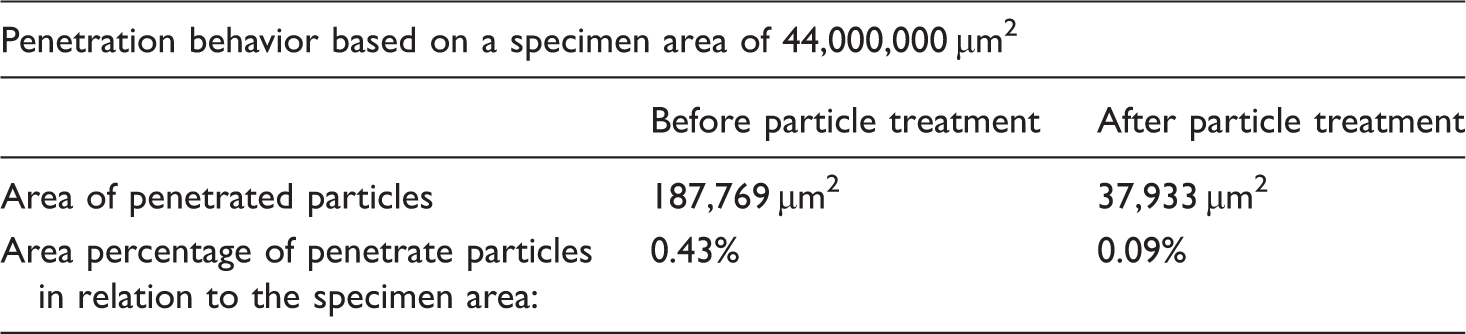
The determination of penetration behavior before particle application revealed a clear massing of fluorescent particles in the mesostructure area after microscopic analysis (Figures 21 and 22), thus locating the mesopores as the location of potential pathways for microorganisms. This confirms the assumption of an increased penetration in the yarn crossing points of plain-weave woven fabrics. A comparatively small amount of particles could be localized in the area of the microstructure, which indicates a good retention capability caused by the use of microfilament yarns. The production of microtome sections (woven fabric cross-sections) again confirms this result (Figure 23).
Penetration behavior before particle finishing, woven fabric no. 1. Penetration behavior after particle finishing, woven fabric no. 1. Cross-section view, penetration behavior before finishing, woven fabric no. 1.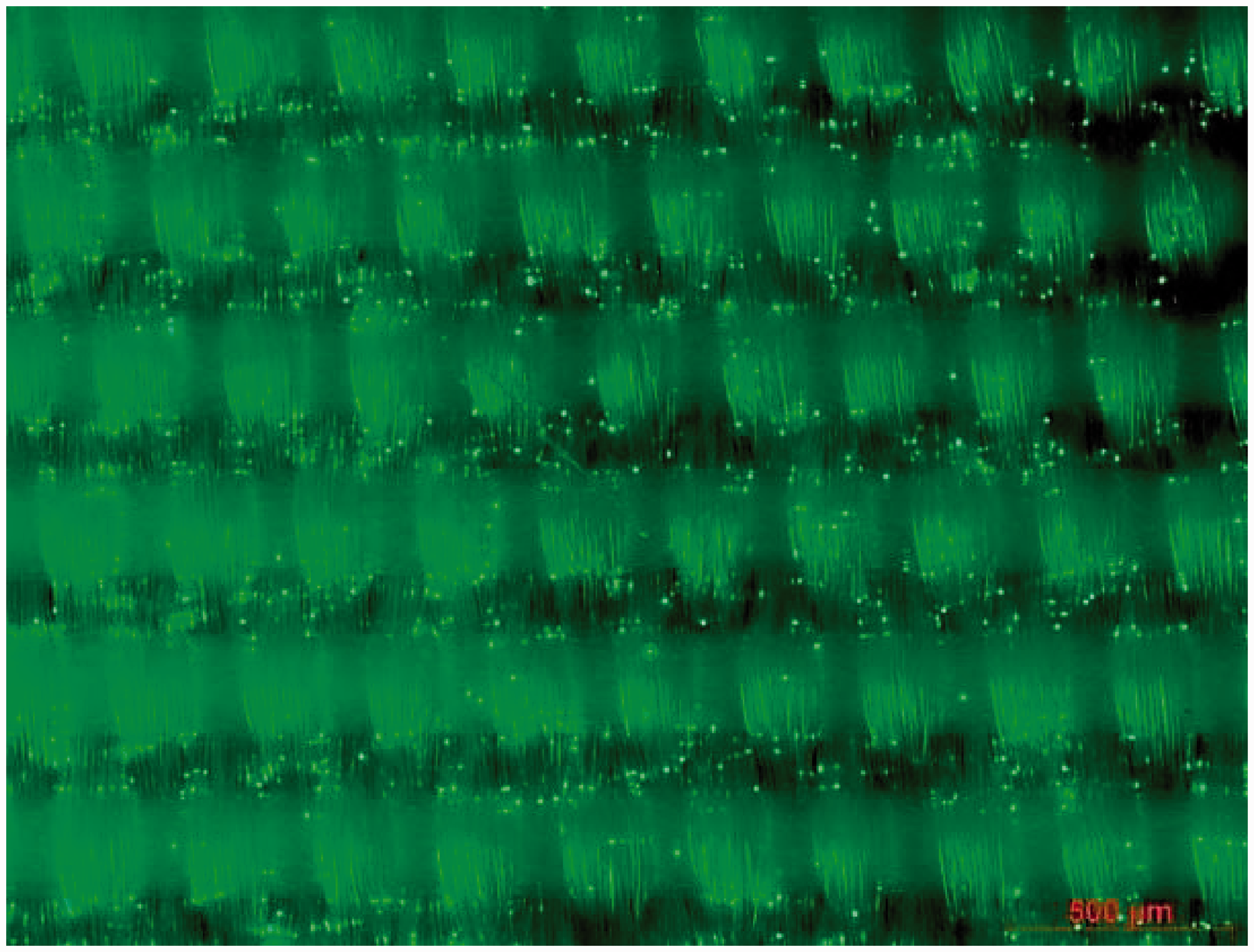

Results for bending stiffness before and after particle finishing.
Evaluation of penetration behavior after particle finishing, woven fabric no. 1.
Summary and outlook
This work aimed to develop a method for the suitable production of innovative and fluid-tight microfilament woven fabrics for the filtration of particles down to the µm range, to be used in filtration media and multi-use OR textiles with great wearing comfort. A targeted, partial application of the microparticles into the mesopores of the PES woven fabrics was successful in significantly reducing the structurally large pores. The examination of the pore size distribution revealed a total reduction of the pore proportion of larger pores (≥4 µm) from 20.19% to 7.50% and at the same time an increase of small pores (≤4 µm). After binding the particles to the fiber surface by a thermal post-processing method, the particles form a porous structure in the mesopores. This way, the woven fabrics are sufficiently dense to serve as barriers against airborne or fluid-borne particles, but still display a resistance to water vapor permeability below the guidance value of
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Deutsche Forschungsgemeinschaft [DFG CH 174/26-1].