
Abstract
Bicomponent spunbond technology is considered to be the most rapid process of ultrafine fiber nonwoven material. The cross-section of 70% PET and 30% PA6 bicomponent hollow-segmented pie filaments with diameter range from 2 D to 4 D was made by the bicomponent spunbond technology, and fibrillated by the high-pressure water jets at the same time bonded to microfiber nonwoven materials with the dense structure. The structure characteristics of materials were tested to study the feasibility for the air filter, including fineness of the fiber and pore size distribution of the webs. The filtration efficiency and filtration resistance of the webs were studied with the dioctyl phthalate particles in range of 0.3–2.7 micron at face velocity in range of 1.8–4.8 m/min.
It was found that the hollow segmented-pie bicomponent fibers are splitted to microfibers and bonded mechanically by subjecting the web to high-pressure water jets, the total high pressure water jets energy was 5610.2 kJ/kg. The microfibers fibers gathered into fiber bundles on the surface of the webs were found from the 3D images. The filtration efficiency and filtration resistance of the webs followed typical behavior for fibrous filtration media, and the filtration efficiency and filtration resistance of the webs is increased with the weight increases.
Introduction
The bicomponent spunbond technology is one step of nonwoven manufacturing method of direct conversion of polymer into microfiber nonwoven material [1,2]. The bicomponent spunbond nonwoven material uses bicomponent filament technology, where two polymers are extruded together to produce continuous filament webs and bond to nonwoven material. The bicomponent spunbond nonwovens then subjected to the splitting process to separate the bicomponent filaments into elementary filaments, after which it was bonded, thus becoming microfiber nonwovens. According to the component distribution within the cross-sectional area of the fibers, the biocomponent fiber can be classified into side-by-side, core/sheath, islands-in-the-sea, hollow segmented pie and solid segmented pie [2], and these bicomponent fibers can split into microfibres by mechanical or chemical treatment, such as chemical treatment, mechanical treatment (needle punching, hydroentangling, ultrasonic, stretching) and heat treatment (dry heat, wet heat). Lu and Qian [3–5] found that the best splitting effect was hydroentangling and chemical treatment, followed by needle punching. In order to obtain better splitting effects, the stretching method requires a large stretch ratio, while the heat treatment method does not have the apparent effect. Yeom and Pourdeyhimi [6] investigated the feasibility of islands-in-the-sea webs with varying number of islands and found the filtration efficiency of the webs followed typical behavior for fibrous filtration media in which the most penetration particle size was in range of 0.2–0.3 micron.
Previous studies on bicomponent spunbond nonwoven material focused on the method of fibrillated and the mechanical, bonding mechanical properties and forming durable nonwoven fabrics [7,8]. Hollowell et al. [9] used splittable bicomponent to form a densely packed nonwoven fabric with concomitant consequences in low porosity and tear strength through hydroentanglement processing and demonstrated that 16-segmented pie fibers in the mixed media structures can be equally split as in structures composed wholly of splittable fibers. Fedorova and Pourdeyhimi [10–12] studied the feasibility of Islands-in-the-Sea cross-sections in the filaments in producing high-strength fabrics after bonding the spunbond webs using hydroentangling and thermal bonding, and found the islands fibers splitting into the microfibers. Anantharamaiah et al. [13] also demonstrated that islands in the sea, sheath-core and “non-splittable” fibers produced by the spunbonding process can be fibrillated/fractured by mechanical force to deliver micro-denier and nano-denier fibers having tremendously high surface area. Ndaro et al. [14] through changing the water jet pressure and water jets inclination angle investigated the effect of impact force on tensile properties and fiber splitting during hydroentangling process and found the impact force in inclined mode of impact played a great role in improving fiber splitting and tensile properties of hydroentangling nonwoven fabrics.
The microfibre have applied to various applications of the nonwoven material for filter [15–17], as the characteristics of microfibers are high surface area, strength, durability [18,19]. The bicomponent spunbond technology is the hot issue producing the high strength microfiber at the high production efficiency for several decades [20,21]. One of the well-known micro-denier spunbond nonwoven was commercialized by Freudenberg and marketed under the name of Evolon® [1,22,23]. Shou et al. [24], Yao and Kim [25], Tomadakis and Robertson [26] and Leung et al. [27] have demonstrated that the main factor affecting the filtration performance of the nonwoven material is the structure characteristics according to Darcy’s law, such as pore size distribution, surface structure and the specific surface area of the fibers.
This paper aims to investigate the feasibility of hollow segmented-pie bicomponent spunbond nonwoven material fibrillated by hydroentangling process as the air filter, and to test their structure characteristics and filtration efficiency.
Experimental
Materials
The basic properties of the polymer.

Sample preparation
The PET-PA6 segmented pie bicomponent spunbond nonwoven material webs were made in the nonwoven engineering center located at Tianjin polytechnic university. As Figure 1 shows, PA6, PET chips were fed into the extruder hopper, melted as the polymer moved through the extruder, the melted polymer was filtered and then pushed into the spin beam forced by the gear pump in the consistent flow rate and pressure, polymer melt was extruded filaments from the hole of spinneret, the filaments were cooled by air stream under the spinneret. Filaments were drawn with the high velocity air jet in the draw rollers. The web was bonded by the high-pressure water jets in the conveyor belt after deposition.
Preparation process of PET‐PA6 hollow segmented-pie bicomponent spunbond nonwoven fibrillated and bonded by hydroentangling.
The filament of spunbond nonwoven had 16 segmented pies, the cross-section of 70% PET and 30% PA6 with diameter ranging from 2 D to 4 D before fibrillated by the high-pressure water jets. The spunbond webs were fibrillated and bonded by hydroentangling process at the same time, the total high-pressure water jets energy was 5610.2 kJ/kg after six times hydroentangling processes.
Tests
Bicomponent spunbond nonwoven materials bonded by hydroentangling process were tested under the original condition for the studied structure and filtration properties. The cross section, surface of nonwoven materials and the diameter of the fibers were examined using scanning electron microscope (SEM, TM-1000). The 3-D images of nonwoven materials were tested by VHX-1000 digital microscope (Keyence Corporation). The thicknesses were measured with a presser foot diameter of 25.4 mm at an applied pressure of 1 kPa.
The pore diameters were tested by the pore size meter PSM-165, the modal pore size (the highest frequency aperture.) as the effective aperture. The efficiency and resistance were tested by AFC-131 the Topas filter test station in the 10 cm2 test area at face velocity ranging from 1.8 to 4.8 m/min and the dioctyl phthalate (DOP) mixture particle of different sizes between 0.3 and 2.7 µm. The filtration efficiency was calculated using equation (1).

Results and discussions
Degree of splitting
The nonwoven materials made from hollow-segmented pie bicomponent filaments after being split into microfiber have excellent properties, and the structure and properties of the non-woven material would be impacted by the unsplitted fibers. In most cases, nonwoven material composed of PET-PA6 segmented pie bicomponent fibers, which splitted and bonded by hydroentangling process, contains some unsplitted fibers. The cross-section images of PET-PA6 segmented pie bicomponent spunbond nonwoven material at different energy are shown in Figure 2. These images clearly show the effect of the water energy to the degree of splitting and the structure of the nonwoven material. The fibers highly fibrillated and entangled at the total high-pressure water jets energy was 5610.2 KJ/kg with six times hydroentangling process. This paper defined the degree of unsplitting (%) as the ratio of the number of the unsplitted filaments to the number of the original fiber in equation (2).
Surface observation of webs (a) and cross sections of webs with 2213.8 kJ/kg water jets energy (b) and 5610.2 kJ/kg water jets energy (c).




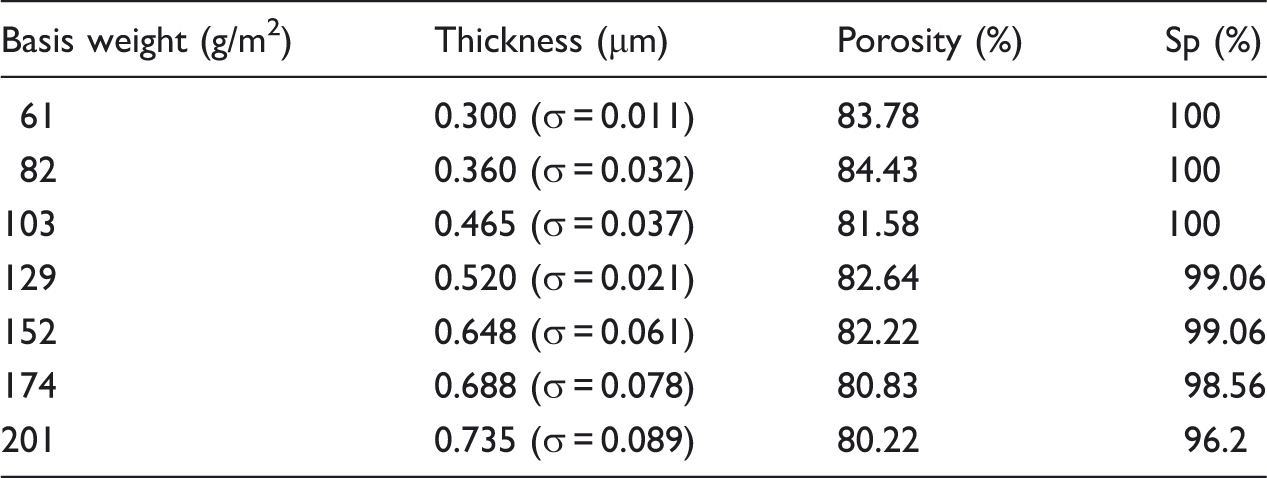
Basis weight thickness porosity and Sp of webs at the fiber fineness of 2.1D.
Surface structure
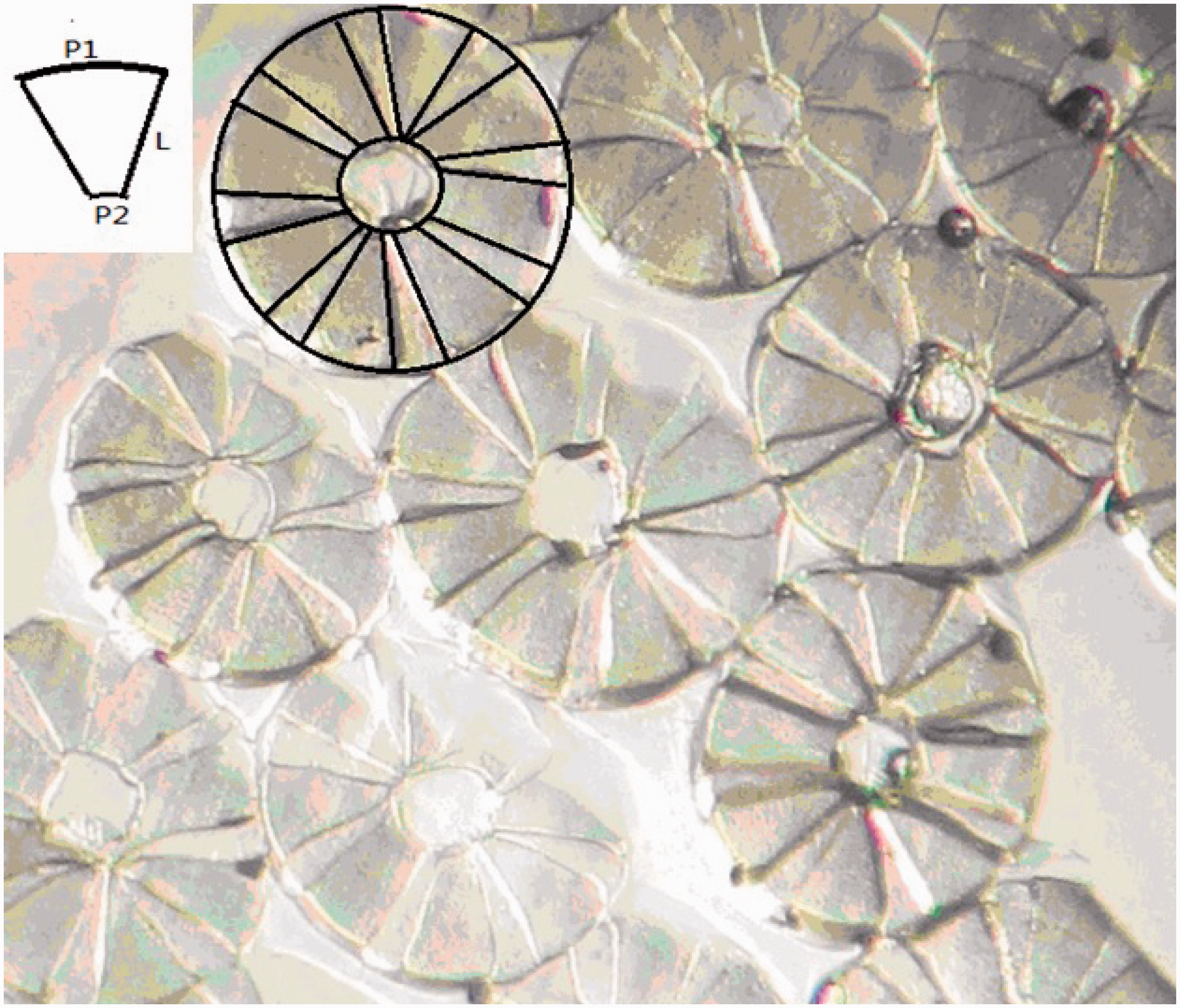
The 3-D images of the nonwovens were shown in Figure 3. Obviously, the micro fibers gathered into the fiber bundles on the surface of the nonwovens, and the ridges (jet streak) running along the length of the fabric also found. Shim et al. [28] also found the distinct ridges or streaks (jet streak) on the face of the hydroentangled nonwovens and considered that the ridges were caused by the highly collimated water jets. The ridges size is about 120–170 µm, the diameter of the hole is about 50 µm, which is close to the pore size of the conveyor belt, and the size is larger than the modal pore size, so this paper believes there is little effect on the filtration efficiency and filtration resistance, accordingly filtration efficiency and filter resistance are mainly affected by the fabric pore size distribution.
3-D image of the webs (a) 500 × and (b) 1000×.
Special surface area
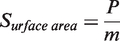
The surface area is the key factor in nonwoven material as the applications of filtration; the previous studies showed that the high surface area requires significantly smaller fibers and the profiled fibers [1,13]. The structure of the PET/PA6 segmented pie bicomponent fibers are shown in Figure 4. The fibers have a hollow structure in the middle, the two components (PET/PA6) are sequentially arranged according to a certain proportion. The volume ratio of PET and PA6 is 70:30 in this study. The cross section of each component is an isosceles body in the actual production in order to determine the ratio of the hollow fibers in the different fibers, this paper defines the area correction factor The cross section of hollow segment-pie bicomponent fibers. The denier of the initial fibers and diameter of the hollow.



Specific surface area for a fiber is defined as:
For the PET pie the surface area is defined as:
For the PET pie, the surface area is defined as:

For the filaments, the surface area is defined as:



As shown in Figure 4, L is the difference between the two radius of fiber and the hollow, 



For the filaments, surface area is defined as in equation (19).

It is clear that the surface area is not a function of its linear density for the bicomponent fibers and the segment/pie fibers; the possible reason is that the cross section changed with the diameter of the fibers. This paper assumed that the fibers are fully split, and then get the relationship between denier of the fibers and specific surface area. Figure 5 clearly shows this relationship of the PET-pie PA6-pie and the unsplitted fibers, that the specific surface area of the segment pie is much larger than the unsplitted fiber, the 2 denier PET/PA6 segment pie bicomponent fiber has a surface area of only 0.35 m2/g, the PET-pie has a surface area of 0.83 m2/g and the PA6-pie has a surface area of 1.9 m2/g.
Specific surface area as a function of fiber size.
Pore size distribution
Fibrous filters are highly porous materials. One of the important conditions reflecting the structure is pore size distribution, which also has a great impact on filtration performance. The range of values of the pore size distribution is substantially in the 0.001–100 micron at the micron level. Figure 6 showed the pore size distribution and the modal pore size, which illustrated that the pore size of the nonwoven material reduced as the weight increases, with the same fineness filaments and the same hydroentangling processing. The modal pore size decrease may be due to the increase in the number of fibers for per unit thickness, which is expected to be more closely between the fibers. The modal pore size of the 201 g/m2 is 20.22 µm, which is close to 18.87 µm of the 174 g/m2.
Pore size distribution (a) and modal pore size (b) of the webs with varying basis weight.
Filtration efficiency
The filtration efficiency and filtration resistance is the most important factor of filtration performance for the nonwoven filter material [24,26]. The filtration efficiency is defined as the ratio of the amount of dust trapped to original dust concentration, and the filtration resistance is the resistance of the filter to the airflow. The filtration efficiency and filtration resistance of DOP particles ranging from 0.37 to 2.74 µm at the face velocity of 3.57 m/min is shown in Figure 7. For 201 g/m2 of the nonwoven filter material with the best filtration efficiency for various sizes of the DOP particles, the filtering efficiency is 79.28% for the 0.37 µm size particles and the filtering efficiency is 97.68% for 2.05 µm size particles, while the filtration resistance is the highest. The filtration efficiency increasing with the increasing of the basis weight, which is expected to lead to an increase in both the resistance and the efficiency [4], and the nonwoven filter material of 61 g/m2 has the poor filtration efficiency for the DOP particles ranging from 0.37 to 2.74 micron, with the small air resistance, this may be related to the pore size distribution. Figure 6 shows the modal pore size of the 201 g/m2 is 2.71 µm and the modal pore size of 61 g/m2 is 20.22 µm. The effect of the face velocity on the filtration resistance is shown in Figure 7(b), the resistance of webs increases with increasing the face velocity. Figure 7 shows that the nonwoven filter material of 171 g/m2 has the similar filtration efficiency to the material of 201 g/m2 but has a smaller filtration resistance, this may be helpful for choosing the air filter material based on the hydroentangling reinforcement.
Filtration efficiencies (a) and filtration resistance (b) of the webs composed of 2.1D filaments at 3.57 m/min face velocity.
Figure 8 shows the influence of the fineness in the filtration efficiencies and filtration resistance. Filtration efficiencies and filtration resistance of webs with different fiber diameter, which range from 2.1 D to 3.1 D, were measured in the same condition against 0.2 µm of DOP particle at 3.57 m/min of face velocity. The fineness of the fibers also has the impact to filtration efficiency and filtration resistance, the nonwoven material of 2.1 D has the good filtration efficiency, while with the high filtration resistance. The resistance of the webs linearly increasing with the increasing of the face velocity, which follows Darcy's law [24,27], the filtration efficiency and filtration resistance both increase may be from the decrease in fiber diameter that is expected to lead to a decrease the modal pore size of the web.
Filtration efficiencies (a) and filtration resistance (b) of the webs with basis weight 170 g/m2 at condition of face velocity with 3.57 m/min.
Conclusion
The physical properties and the feasibility for the air filter of hollow-segmented pie bicomponent spunbond nonwoven material based on the hydroentangling reinforcement were studied. It was found that the hollow segmented-pie bicomponent fibers are splitted to microfibers and bonded mechanically by subjecting the web to high-pressure water jets, the total high-pressure water jets energy was 5610.2 kJ/kg. The microfibers gathered into fiber bundles on the surface of the webs were found from the 3-D images. It was found that the surface area is not a function of its linear density for the bicomponent fibers and the segment/pie fibers; one of the possible reasons is that the cross section changed with diameter of the fibers.
The results also showed that filtration efficiency and filtration resistance of the webs followed the typical behavior for fibrous filtration media. The filtration efficiency and filtration resistance of the webs is increased with the weight increases, and the resistance of the webs linearly increased with the face velocity, which follows Darcy's law. The filtration efficiency of the 201 g/m2 nonwovens is 97.68% for 2.05 μm particles at the 3.57 m/min face velocity. The results show the feasibility of hollow segmented-pie bicomponent spunbond nonwovens fibrillated by hydro entangle method to be used for a new air filter.
Footnotes
Funding
This article is supported by the Tianjin polytechnic university graduate education innovation program (NO.13104) and Tianjin Research Program of Application Foundation and Advanced Technology (No.12JCZDJC26700).