
Abstract
Recycled high-modulus Kevlar fibers were blended with Nylon 6 staple fibers and biocomponent low-Tm/high-Tm polyester fibers to form high-modulus puncture-resistance nonwoven fabrics via opening, mixing, carding, lapping, needle-punching, as well as hot-pressing processes. In this paper, biocomponent low-Tm/high-Tm polyester fiber content, needle-punching density, and hot-pressing temperature were changed to evaluate the tensile strength, bursting strength and static puncture resistance of resulting nonwoven fabrics as related to aforementioned three parameters based on response surface methodology. The result shows that the tensile strength is highly related to needle-punching density and hot-pressing temperature; but the bursting strength and static puncture resistance are significantly involved with the aforementioned three parameters. The tensile strength, bursting strength, and static puncture resistance all present increasing and then decreasing trend with increase of its respective concerning parameters. Moreover, the static puncture resistance strength has linear dependence on bursting strength.
Keywords
Introduction
Nonwoven geotextiles are composed of synthetic staple fibers through mechanical and chemical bonding. They perform well in diverse applications such as water conservancy, dams, roads, airport, buildings, and green engineering and have effects of filtration, drainage, isolation, protection, and reinforcement. In their durable life, mechanical and puncture forces exerted by rocks or soil particles are sustained for applications demands.
At present, synthetic fibers including polypropylene, polyester, polyethylene, polyvinyl chloride, and polyamide have emerged in nonwoven geotextiles [1]. In addition, Kevlar fibers are known for their high-strength, high-modulus, excellent shearing strength and impact resistance [2]. Hence, the Kevlar fiber addition reinforces the mechanical properties and puncture resistance. For Kevlar products, many studies recently focus on improving their puncture resistance and lowering their cost by needle-punching with nonwovens and core-spinning with cotton or coating with inorganic particles etc. [3–5]. In this paper, recycled Kevlar fibers are used for the purpose of cost reduction, environmental benefits, and mechanical property reinforcement as well as puncture resistance improvement.
Manufacturing parameters in nonwoven process have influence on mechanical properties and puncture resistance of nonwoven products. Needle-punching density, hot-pressing temperature, and hot-pressing duration have impact on mechanical and puncture resistance properties of composite nonwovens [3,5–7]. Besides, it is also found that biocomponent low-Tm/high-Tm polyester fibers content is related to mechanical properties of nonwovens [8–10]. However, the effect of biocomponent low-Tm/high-Tm polyester fibers content on puncture resistance is not explored in literatures. In addition, the numerical relations between manufacturing parameters including biocomponent low-Tm/high-Tm polyester fibers content, needle-punching density as well as hot-pressing temperature, and mechanical properties and puncture resistance of nonwoven are not clear at present.
In this study, based on response surface methodology (Box-Behnken Design), the manufacturing parameters—biocomponent low-Tm/high-Tm polyester fibers content, needle-punching density, and hot-pressing temperature are discussed on puncture resistance as well as mechanical properties (tensile property and bursting property) of high-modulus nonwoven fabrics. Besides, the empirical relations of properties and process parameters have been constructed to predict desired performance. Herein, the nonwovens are made from recycled Kevlar fibers, Nylon 6 staple fibers, and biocomponent low-Tm/high-Tm polyester fibers.
Experimental
Response surface methodology
Being an experimental design method, response surface methodology has been studied in process optimization of electrospining nanofibers [11–13]. Compared with Taguchi Design and Central Composite Rotatable Design methods [14,15], it spends shorter experimental times, reduces product development cost, optimizes production processing, and improves product quality.
Coded and actual values of the manufacturing parameters.

Experimental design results for nonwoven fabrics.

Note: Tensile strength of nonwoven fabrics along machine direction and cross-machine direction is expressed as MTS (N) and CTS (N), respectively. The ratio of tensile strength along cross-machine direction to tensile strength along machine direction is simplified as CTS/MTS. Bursting strength of nonwoven fabrics is abbreviated as BS (N), and static puncture resistance is expressed as SPR (N).
Materials
Recycled Kevlar fibers in length of 50–60 mm are taken from Kevlar unidirectional selvages (Formosa Taffeta Co., Ltd., Taiwan). The selvages are mainly composed of 2820 Denier (D) K129, 1000 D K29, and 2160 D K49 multifilaments. High-strength Nylon 6 staple fibers (Taiwan Chemical Fiber Co., Ltd., Taiwan) have 6 D fineness, 64 mm length, and 10 g/d fiber tenacity. Their softening point is 170℃ and melting point (Tm) is 220℃. Sheath-core (S/C) bicomponent polyester (Huvis Chemical Fiber Co., South Korea) have 4 D fineness and 51 mm length. Their sheath is low-Tm polyester with melting point of 110℃, and the core is high-Tm polyester whose melting point is 240℃. These biocomponent low-Tm/high-Tm polyester fibers are applied to spot-bond fiber web, forming high-strength and soft-handfeel structure.
Samples preparation
Various blending ratios of Kevlar fibers, Nylon 6 staple fibers, and bicomponent low-Tm/high-Tm polyester fibers were made into high-modulus composite nonwoven fabrics (200 ± 10 g/m2 area density) via opening, mixing, carding, lapping, needle-punching, and hot-pressing (0.5 m/min velocity, 0.8 mm gap) processes. Three parameters, namely BC (wt%), ND (needles/cm2) and HT (℃) were changed in the manufacturing.
Kevlar fibers maintained a constant proportion as 10 wt%, and the other two fibers content was varied accordingly. Hence, the bicomponent polyester fibers content (BC) was set as 25, 30 and 35 wt%, meanwhile Nylon 6 staple fiber ratio was adjusted as 65, 60, and 55 wt%. The needle-punching density (ND) varied as 150, 200, and 250 needles/cm2, while hot-pressing temperature (HT) changed as 150, 160, and 170℃.
Tests
Tensile strength test
The tensile strength was carried out by Instron 5566 universal tester (Instron, US) with 1 kN load cell according to ASTM D5035-11 [16]. The tensile speed was 300 mm/min and a gauge distance was 76 mm. The specimens were in size of 180 × 25 mm2. Ten samples—five along the machine direction (MD) and five along the cross-machine direction (CD) were measured in each group to acquire the mean value.
Bursting strength test
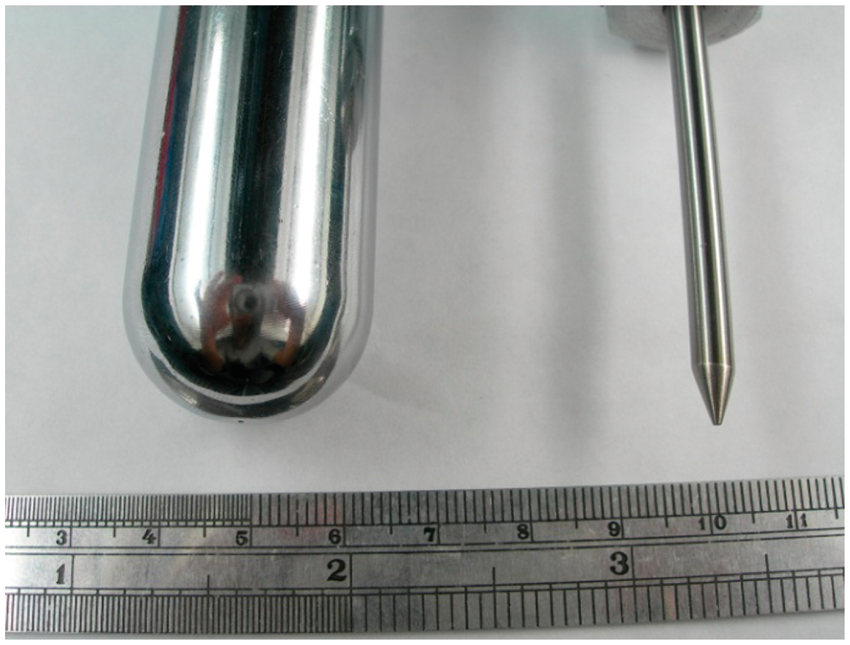
The bursting strength (BS) test was also performed by Instron 5566 universal tester (Instron, US) attached with 10 kN load cell at a cross-head speed of 100 mm/min based on ASTM F2054-07 [17]. Specimens were in size of 150 × 150 mm2 and mounted between two plates with 45 mm-diameter hole (see Figure 1). The cylindrical probe (25 mm diameter) with a rounded tip was used (see Figure 2, probe A) as testing head. Six specimens were duplicated in each bursting test.
Clamping used for bursting strength and static puncture resistance tests. Probes for bursting strength test (a) and static puncture resistance test (b).
Static puncture test
The static puncture test was conducted by Instron 5566 universal tester (Instron, US) at a constant rate of 508 mm/min in accordance with ASTM F1342-05 [18]. The 100 × 100 mm2 samples were placed between two circular plates with 10 mm-diameter holes in the center (see Figure 1). The 5 mm-diameter probe with a pointed tip (1 mm-diameter) was used (see Figure 2, probe B) as testing head. Five samples were duplicated for definitive puncture resistance.
Results and discussions
Effects of processing parameters on tensile strength
Figure 3(a) shows the tensile strength of nonwoven fabrics hot-pressed at 160.21℃ along cross-machine direction (CTS) as related to combinations of biocomponent polyester fibers content (BC) and needle-punching density (ND). With increase of biocomponent polyester fibers, the CTS present firstly constant and then decreasing trend, but the similar relationship have not found in open literatures [8–10]. That is because biocomponent polyester lower than 25 wt% are not been explored in this study. However, at given BC, CTS firstly increases and then decreases when ND enhances from 150 to 250 needles/cm2. Figure 3(b) shows the combined effect of ND (needles/cm2) and HT(℃) on CTS (N). The maximum CTS happens when nonwoven fabrics consisting of 26.73 wt% biocomponent low-Tm/high-Tm polyester fibers are needle-punched at 205.53 needles/cm2 and then hot-pressed at 160.21℃, reaching 336.95 N. Likewise ND, the CTS exhibits a steady increase and then decrease as HT goes up when nonwoven contains fixed ratio of biocomponent polyester fibers. By comparison of Figure 3(a) and (b), the interactive effect of ND and HT have more significant influence on CTS, and BC negligibly influences CTS.
(a) Tensile strength of nonwoven fabrics along cross-machine direction (CTS, N) as related to combinations of biocomponent low-Tm/high-Tm polyester content (BC) and needle-punching density (ND) at 160.21℃ hot-pressing temperature (HT). (b) Tensile strength of nonwoven fabrics along cross-machine direction (CTS, N) as related to combinations of ND and HT with 26.73 wt% BC.
Figure 4(a) and (b) shows combined effects of BC (wt%) and ND (needles/cm2), as well as HT (℃) and ND on tensile strengths of nonwoven fabrics along machine direction (MTS). As displayed in Figure 4(a), the MTS (N) maintains a constant with increase of BC (wt%), which indicates the BC has no effect on MTS. Nevertheless, when BC is fixed at 26.73 wt%, the MTS (N) firstly increases and then decreases with increase of independent ND (needles/cm2) and HT (℃), as shown in Figure 4(b). However, the difference between the maximum and minimum MTS is not apparent as that of CTS in the ranges of ND and HT. As a result, the regression relation of MTS to ND and HT is not closely fitted as that of CTS, revealing that R-squared is only up to 78% (MTS) which is lower than 89% (CTS).
(a) Tensile strength of nonwoven fabrics along machine direction (MTS, N) as related to combinations of biocomponent low-Tm/high-Tm polyester content (BC) and needle-punching density (ND) at 160.21℃ hot-pressing temperature (HT). (b) Tensile strength of nonwoven fabrics along machine direction (MTS, N) as related to combinations of ND and HT with 26.73 wt% BC.
From Figures 3 and 4, we conclude that at any given BC (wt%), independent ND (needles/cm2) and HT (℃) first positively and then negatively influence the CTS and MTS of nonwoven fabrics. With increase of ND, the bonded spots due to needle-punch grow among fibers, improving the entangled and cohesive forces and thus reinforcing the tensile strength. Conversely, when exceeds a certain value, the nonwoven structure would be damaged, which results in decreasing tensile strength [3]. When nonwoven fabrics were hot-pressed at higher temperature, the melting low-Tm polyester is prone to flow due to its reducing viscosity, thus the thermal bonding area is enlarged and then the tensile strength is raised. Nevertheless, when HT heats up to the temperature closely to softening point of Nylon 6 fibers (main fiber), Nylon 6 molecular chains begin moving, subsequently reducing the overall tensile strength of nonwoven fabrics [3,7].
It is thus clear that at given BC (wt%), independent ND (needles/cm2) and HT (℃), and their combinations have different influencing degree on CTS and MTS. In general, both CTS and MTS need to take into account simultaneously in actual use. Therefore, the ratio of CTS and MTS (CTS/MTS) as related to ND and HT is studied in Figure 5. It is found that the CTS/MTS decreases linearly as ND increases, meaning that higher ND contributes to closer isotropic characteristic of nonwovens. This may be ascribed to fiber reorientation from cross-machine direction to machine direction at higher ND [14]. In our study, the CTS is still about 1.8 times more than MTS at 250 needles/cm2 due to parallel lapping along machine direction. Also, the HT is observed to have no effect on CTS/MTS, thus it plays no role to fiber orientation in nonwovens.
Ratios of tensile strength of nonwoven fabrics along cross-machine direction to machine direction (CTS/MTS) as related to combinations of needle-punching density (ND) and hot-pressing temperature (HT) at a constant biocomponent low-Tm/high-Tm polyester content (BC) of 26.73 wt%.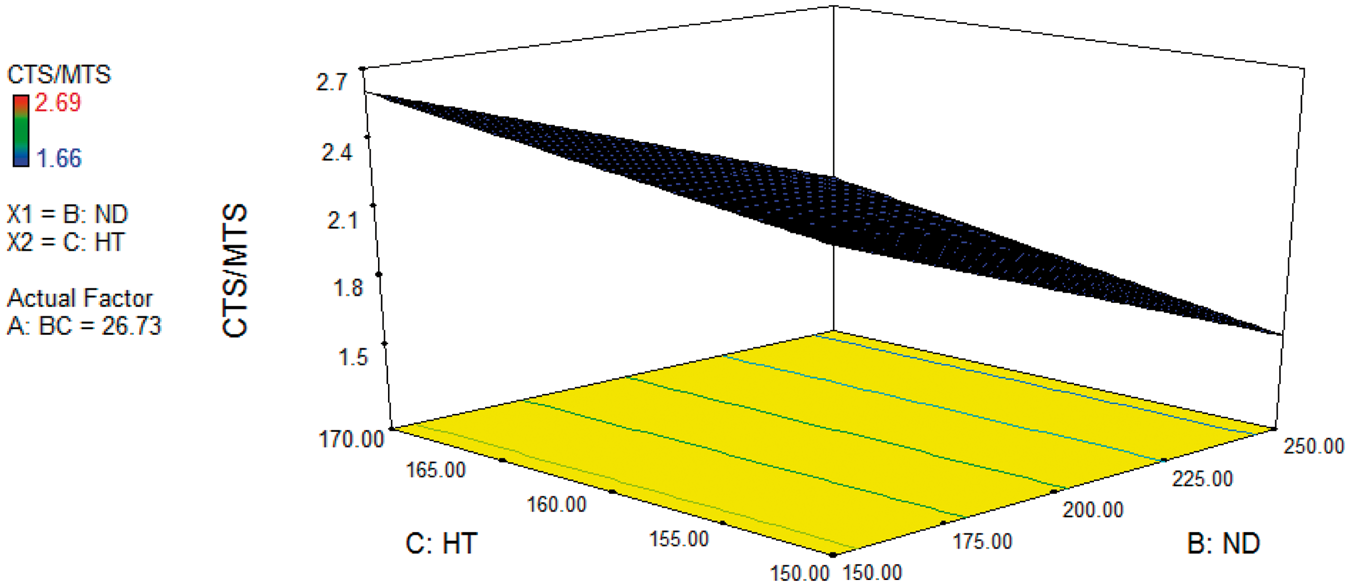
Effects of processing parameters on BS
Figure 6(a)–(c) shows the combined effects of any two parameters on BS of nonwoven fabrics. According to our study, the maximum BS produces when consisting of 27 wt% biocomponent polyester fibers, 203.88 needles/cm2 needle-punch, and 160.29℃ hot-press. The independent BC (wt%), ND (needles/cm2) and HT (℃) make the BS (N) presenting upward and then downward trend when the other two parameters are constant. Along with increasing biocomponent low-Tm/high-Tm polyester fibers, the low-Tm polyester proportion grows accordingly. Hence, with increase of BC, the thermal bonding points between fibers are boosted evidently, which leads to resisting against higher BS. When BC surpasses a limit of 27 wt%, addition of biocomponent polyester fibers brings about lessening Nylon 6 fibers at the same time. Even though nonwoven fabrics generate more thermal bonding spots, the overall BS remains to be reduced because tenacity of polyester fibers is much weaker than that of Nylon 6 fibers.
(a) Bursting strength (BS, N) of nonwoven fabrics as related to combinations of biocomponent low-Tm/high-Tm polyester content (BC) and needle-punching density (ND) at hot-pressing temperature (HT) of 160.29℃. (b) Bursting strength (BS, N) of nonwoven fabrics as related to a constant BC of 27 wt% and combinations of ND and HT. (c) Bursting strength (BS, N) of nonwoven fabrics as related to a constant ND of 203.88 needles/cm2 and combinations of BC and HT.
Needle-punch produces vertical tuft among nonwovens, thus reinforcing entangled and cohesive effects between fibers. For this reason, as ND increases, more needle-punched points emerges in per area of nonwovens, which heightens strength of the fiber web for overcoming bursting action. However, the needle-punched nonwoven structure would be collapsed in excessive ND and the BS tends to drop.
The low-Tm polyester could produce thermo-bonding points after hot-pressing by chemical bonding method. Through hot-press process, the nonwoven is further consolidated by thermal adhesion spots even after needle-punching process. Moreover, the hot-pressing effect critically depends on hot-pressing temperature. Therefore, when HT is rising above melting point of low-Tm polyester, the melting low-Tm polyester creates stronger fiber-intersection due to its flowability. Nevertheless, the Nylon 6 fiber softens in too high HT except meltdown of low-Tm polyester, making BS (N) inferior.
Effects of processing parameters on static puncture resistance
Figure 7(a)–(c) shows combined effects of biocomponent polyester (BC), needle-punching density (ND), and hot-pressing temperature (HT) on the static puncture resistance (SPR) of nonwoven fabric. Independent BC (wt%), ND (needles/cm2) and HT (℃) versus SPR (N), respectively, presents a parabola profile. The puncture resistance achieves the maximum, as high as 81.92 N, when BC is 27.58 wt%, ND is 207.77 needles/cm2, and HT is 160.60℃.
(a) Static puncture resistance (SPR, N) of nonwoven fabrics as related to a constant hot-pressing temperature (HT) of 160.60℃ and combinations of biocomponent low-Tm/high-Tm polyester content (BC) and needle-punching density (ND). (b) SPR (N) of nonwoven fabrics as related to a constant BC of 27.58 wt% and different combinations of ND and HT. (c) SPR (N) of nonwoven fabrics as related to a constant ND of 207.77 needles/cm2 and different combinations of BC and HT.
With addition of biocomponent low-Tm/high-Tm polyester fibers, more thermal adhesion points bond the fiber web after hot-pressing. This fiber-immobilization increases the pressure and friction effects of nonwoven to probe. As a result, the static puncture resistance, that is, overcoming penetration into the nonwovens, rises up [19]. Nevertheless, when BC is higher than a certain value, 27.58 wt%, the decrease of high-strength Nylon 6 fibers causes low strength of nonwovens and thus puncture probe easily pierces the nonwoven fabrics.
The needle-punched point increases with needle-punching density. Thus, puncture probe is more easily constrained among interfiber space. The puncture resistance indeed reveals a nonlinear increase. When fiber web is punched at too excessive ND, the bond structure instead is damaged and the puncture resistance of nonwoven is decreased accordingly. This reflects the dual character of needle-punch process to static puncture resistance.
Hot-press process affects the thermo bonding spots among nonwoven. The effect of melting low-Tm polyester corresponds to those thermoplastic films, which ties the fibers and fills the interfiber gap [20,21]. In addition, low-Tm polyester dispersion in nonwovens increases chances of contacting with other fibers, which improves its insufficient flowing ability after melting. Therefore, as HT goes up, the low-Tm polyester in biocomponent polyester easily flows to form thermobonding spots among other staple fibers, thus enlarging the thermo bonding area and narrowing the fiber interspace in nonwoven. As a result, the friction between the puncture probe and fibers becomes higher and then the puncture resistance is improved. However, when the HT rises up over 160.60℃ where Nylon 6 fibers are close to their softening point, interfiber space becomes bigger and the main fiber tenacity reduces due to heat-shrinkage and softening deformation of main fibers. Subsequently, the friction of fibers to probe in plane decreases and the transversal resisting force also reduces, resulting in lower puncture resistance [22].
In the meantime, we observe that 10 wt% Kevlar fibers addition (10/60/30 wt% Kevlar/Nylon 6/biocomponent polyester nonwoven) has higher puncture resistance than 0 wt% Kevlar fibers addition (70/30 wt% Nylon 6/biocomponent polyester nonwoven) at the same process parameters and basis weight by experiment. This means that the Kevlar fiber promotes the puncture resistance due to its passivation effect and higher friction coefficient than Nylon 6 fiber.
Effects of BS on static puncture resistance
For geotextile membranes, the static puncture resistance is proportional to the tensile strength proposed by Cazzuffi and Venesia in equation (1) [23].

However, Nguyen et al. have indicated that static puncture resistance is much smaller than tensile strength through unidirectional and biaxial tensile test [24,25]. Hence, we attempt to explore the empirical relations between BS and SPR seen in Figure 8. According to our study, the SPR increases with BS as following equation (2).
Relations of bursting strength and static puncture resistance.

Empircal regression model and parameters optimization
Based on the quadratic regression method, tensile strength along cross-machine direction (CTS), BS, and SPR are acquired as a function of BC(x1), ND(x2), and HT(x3), respectively. Each empirical regression model revealed in equation (3) includes independent, interaction, and quadratic effects.

Coefficients of empirical regression equation.

Optimum parameters of estimated mechanical properties.

Comparative estimated and measured properties.

Conclusions
The geotextile nonwovens composed of recycled Kevlar fibers, high-strength Nylon 6 fiber, and biocomponent low-Tm/high-Tm polyester staple fibers are successfully prepared by needle-punching and hot-pressing process.
Based on response surface methodology, the tensile strength of nonwoven fabrics is highly related to needle-punching density and hot-pressing temperature; the BS and static puncture resistance are significantly affected by biocomponent low-Tm/high-Tm polyester fibers content besides above two manufacturing parameters. In addition, with increase of needle-punched density, nonwoven fabrics are closer to isotropic characteristic. Tensile strength in cross-machine direction, busting strength, and static puncture resistance, respectively, have quadratic relations to their respective concerning parameters on basis of the quadratic regression analysis. It is also found that the busting strength of nonwoven is linearly dependent on static puncture resistance. The optimum manufacturing parameters of nonwoven fabrics are 30 wt% biocomponent low-Tm/high-Tm polyester fibers, 200 needles/cm2 needle-punch density, 160℃ hot-pressing temperature. This resulting nonwoven fabrics can be used as geotextile interlayers in applications of water conservancy, road construction, and other protection projects in the environment.
Footnotes
Funding
The authors are grateful to the Laboratory of Fiber Application and Manufacturing, Feng Chia University, for providing research materials, laboratory equipment and financial support (NSC100-2621-M-166-001).