
Abstract
The adhesion strength enhancement of oxygen plasma pre-treated laminated polypropylene nonwoven fabrics using two different types of adhesives was investigated in this study. Fabric surface modification was performed using low-pressure, radio-frequency oxygen plasma treatment. Effect of plasma treatment on fabric surface wettability was determined by vertical wicking measurements. Wettability of highly hydrophobic polypropylene nonwoven samples dramatically increased with increasing plasma power and exposure time. Plasma-treated polypropylene fibers showed rougher surfaces with increased plasma power and treatment times. X-ray photoelectron spectroscopy (XPS) analysis showed that oxygen plasma treatment of polypropylene fiber surface led to a significant increase in atomic percentage of oxygen compound responsible for hydrophilic surface. Peel strength enhancement of produced laminated fabrics was observed for plasma-treated samples compared to untreated samples. PU-based adhesive attached on the surface of both plasma-treated and untreated polypropylene nonwoven, filling the spaces between the fibers due to the penetration of the adhesive agent. The improvement in surface wettability of polypropylene nonwoven and the introduced sites through oxygen plasma treatment resulted in good adhesive bonding. For both adhesives, peel strength improvement of produced laminated fabrics was observed for plasma-treated samples compared to untreated ones. After lamination with polyurethane-based adhesive and 20 wash cycles, decrease in peel bond strength was between 22% and 25% for plasma-treated samples, while it was 36% for untreated fabrics. Laminated samples using acrylic-based adhesives showed much lower peel strength values and washing resistance than samples laminated with polyurethane-based adhesives.
Keywords
Introduction
Surface treatment of textile surfaces has gained much attention for the production of functional textile products. Pre-treatment and/or finishing of textiles by plasma treatment is one of the most popular surface modification techniques. Plasma treatment is a clean and dry process requiring no water or an organic solvent during processing [1]. Bulk properties of materials do not change by plasma surface modification and much less energy is required compared to conventional treatments [2].
Polypropylene (PP) is widely used in technical and industrial applications. However, it has very low surface energy resulting in poor wetting and adhesion properties [3]. Plasma technology can be used to improve surface characteristics of PP through surface modification [4–17].
PP-laminated fabrics are widely used in textile industry in areas such as automobile interior coverings, footwear interiors, and military clothing. Although they are used for their functional and technical properties instead of aesthetic and appearance features, PP nonwovens are also used as support materials for edge folds and collars to support seaming in the garment industry [18].
Wei et al. conducted a series of studies [5,7–10] on the oxygen plasma-treated PP fibers and nonwovens; where improvement of hydrophilic characteristics of PP surfaces through surface modification such as plasma etching resulting in roughening effect and introduction of oxygen-containing functional groups were investigated. There also exist other studies investigating the effects of O2 plasma treatment on PP surfaces with regard to surface hydrophilicity and wetting properties [3,17,19].
Moon et al. [20] observed that O2 plasma induced surface etching resulted in pit-like surface roughness that contributed to the mechanical interlocking between UHMWPE fiber and vinyl ester composites. It was reported that the adhesion strength of copper sputter coating on the O2-treated PP nonwoven surfaces was improved [12].
Many studies showed that the etching effect of plasma gases caused nano and micro roughnesses that contributed to the enhancement of adhesion on the surfaces [21–26]. Yeh et al. [27] stated that higher amount of total surface area due to increased surface roughness might be one of the main reasons contributing to the adhesion strength of the laminated fabrics.
There exist only few investigations focusing on the effect of plasma treatment on the strength behavior of laminated textile fabrics [27–29]. However, there is a lack of studies that investigate the improvement of washing resistance of laminated textile fabrics through plasma modification. Moreover, researchers focused mainly on nonporous film-like structures instead of porous nonwoven fabrics or fibers related to PP surfaces [3]. It was found that the adhesion strength of plasma-treated ultra-high molecular weight polyethylene laminated woven fabrics were significantly higher, approx. 3 to 4 times, than those of untreated ones [27]. The adhesion interface strength of PU and PVC-coated polyester woven fabric was enhanced by CO2 plasma treatment [28]. It was observed that the interface adhesion properties of polyamide laminated fabrics improved with argon and CO2 plasma induced surface modification [29].
Delamination of bonded layers, when exposed to mechanical agitation, is the main problem of the laminated fabrics. This is due to low adhesion strength between the bonded layers, especially for materials with low surface energy.
The current study aims to study the adhesion strength and washing resistance of plasma pre-treated PP nonwoven laminated fabrics using acrylic and polyurethane (PU)-based adhesives. PU-based adhesives are commonly used for high strength laminated textiles, which have good adhesive properties, durability, and resistance to high temperature. These types of adhesives are flexible and relatively expensive. On the other hand, acrylic-based adhesives are generally inexpensive and have good UV resistance. Although acrylic adhesives have limited strength properties, they have large number of variants and co-polymers used in applications where strength is required [30]. Plasma may be used as an alternative pre-treatment process among other methods, such as chromic acid etching, oxidizing flame method, immersion in an aqueous solution of chlorine, prior to lamination especially when high adhesion strength of laminates is required [31].
In the current study, the adhesion strength properties of oxygen plasma-treated PP laminated nonwoven fabrics were investigated before and after 20 wash cycles by means of peel bond strength tests. The change in wettability of the samples after plasma treatments were determined by vertical wicking measurements.
Materials and methods
All experiments were carried out at 65% RH and 21℃.
Materials
Point-bonded PP spunbonded nonwoven fabrics, having a weight per unit area of 70 g/m2 and a thickness of 0.46 mm, were supplied from Mogul Tekstil San. Tic. A.S. (Turkey). Fabric thickness was determined according to standard ISO 5084 where pressure of 1.00 ± 0.01 kPa was applied to the sample [32]. Two kinds of adhesive solutions were prepared. PU-based adhesive (aliphatic polyester-polyurethane-Fixamin PUK), defoamer (Mirox AS 1), and thickener (Mirox VD P5) were used for the preparation of first adhesive solution. The other adhesive solution was prepared using acrylic-based adhesive (acrylic acid ester-Fixamin AC W38), thickener (Mirox VD 02) and ammonia (25%, pH stabilizer). Prepared adhesives were then used for lamination of the samples. Chemicals were supplied from Bozzetto Kimya San. ve Tic. A.S. (Turkey).
Plasma Process
Diener PICO, RF plasma device (Diener electronic GmbH + Co. KG, Germany) was utilized in this study. The device has a horizontally placed cylindrical plasma chamber having a length of 32 cm and a diameter of 15 cm. It has 1 piece electrode with a length of 25 cm and a width of 12 cm, 1 piece tray with a length of 30 cm and a width of 15 cm, and 2 pieces of gas channels controlled with needle valves. Oxygen (purity higher than 99.99%) was used as processing gas with a gas flow rate of 0.2 L/m. PP nonwoven samples (having a length of 12 cm and a width of 10 cm) were placed over the tray in the plasma chamber. Plasma chamber pressure was fixed at 0.3 mbar and 13.56 MHz radio frequency was utilized during the process. Plasma discharge power (40 W, 60 W, and 80 W) and plasma exposure time (1, 3, 5, and 10 min) were adjusted. Then, oxygen gas was fed in plasma chamber and plasma was generated at 0.3 mbar. The one side of nonwoven prior to lamination was exposed to plasma. Before plasma treatment, samples were washed with ethanol for about 10 min in a beaker, rinsed with distilled water twice, dried at 40℃ in an oven for half an hour, and were conditioned in desiccators.
Atomic force microscopy analysis
The surface morphology of untreated and oxygen plasma treated PP nonwoven samples were analyzed with atomic force microscopy (AFM) device (PSIA/XE-100 E). A triangular pyramid silicon tip was used as a probe, and an area of 2 × 2 µm2 was scanned by noncontact mode (tapping mode).
Scanning electron microscope analysis
Zeiss EVO/MA10 scanning electron microscope (SEM) was utilized to observe the change in surface characteristics of PP fibers of nonwoven fabric after plasma treatment. Remaining adhesives were also observed on the peeled surfaces of laminated fabrics after the peel bond test. Samples were coated with Au/Pd before analysis.
XPS Analysis
K-alpha monochromatic high-performance XPS (Thermo Fisher Scientific – USA) device was utilized to determine the changes on chemical composition of the PP surfaces after plasma treatment. Al Kα-radiation was operated at 1.4 kV and 6 mA. The operating pressure in the chamber was maintained at 10−7 mbar. Analyzing area was 4 mm × 4 mm. Take-off angle between the direction of the emitted photoelectrons and the surface was equal to 60°. The estimated analyzing depth of the used XPS set up was 10 nm. The samples were analyzed almost 3 h after the plasma treatment.
Vertical wicking test
The effect of plasma treatment on the wettability of nonwoven fabrics was determined by vertical wicking tests according to BS 3424-18 standard [33]. Fabric samples with dimensions of 2 cm × 15 cm were prepared for the test. Solution for the wicking tests was prepared by mixing a water-soluble reactive dyestuff with distilled water. Here, the colored solution was used for an easier reading of the wicking height. Five mm of fabric length was immersed in solution, and liquid rising (height) on the sample was recorded at 15 s, 30 s, and every following 30 s. Three measurements were conducted for each plasma condition and mean value was calculated. Vertical wicking height results of the plasma-treated samples produced at different plasma-treatment conditions, plasma power and treatment time, were compared. The plasma treatment conditions providing the highest wettability, maximum liquid height on the fabric, were selected. These conditions were applied during plasma pre-treatment before the production of laminated fabrics.
Adhesive solution preparation
Two different adhesive solutions were prepared and employed to produce laminated fabrics. While 100 g of PU-based adhesive was stirred by a mechanical mixer, 0.5 g of defoamer was added to the solution and stirred for about 5 min. Thickener of 0.2 g was added to mixture at every 5-min intervals until the appropriate viscosity, around 10,000–15,000 mPa.s, was reached as similar to the industrial applications. Viscosity measurements of adhesive solutions were performed using Brookfield DV-II type rotational viscometer at 20℃.
Different from the preparation of PU-based adhesive solution, NH3 (ammonia 25%, pH stabilizer) was used to adjust the pH at 7–8 for acrylic-based adhesive solution instead of the defoamer.
Preparation of laminated PP nonwoven fabrics
Knife coating method was used for the application of adhesive solution on the fabric samples. Directly after the plasma treatment, adhesive solution was coated on the plasma-treated side of the nonwoven fabric with a coating thickness of 150 microns. Then untreated fabric was immediately adhered on the adhesive-coated base fabric under a constant pressure of 100 kg/m2. Prepared samples were dried and cured in an oven at 120℃ for 7 min. Adhesive solution becomes active at about 120℃ curing temperature. The same procedure was applied for nonwoven fabric samples which were not exposed to plasma pre-treatment in order to compare their adhesion properties.
The prepared samples were coded based on the plasma conditions. Plasma power was represented by “W” and plasma exposure time was represented by “M”. For instance, “40 W-5 M” means that the sample was treated by 40 W plasma power, for 5 min of plasma treatment time.
Peel bond strength test
Peel bond strength tests were utilized to determine the adhesion strength of untreated and plasma-treated laminated fabrics. Peel bond strength of laminated samples were measured by using ASTM D 2724 test standard with James H. Heal - Titan2 Universal test device [34]. Testing mechanism is illustrated in Figure 1. The dimensions of the test specimens were 25 mm × 100 mm. The fabric tested is a three-layered structure (nonwoven-adhesive layer-nonwoven). Adhesive was applied only on 50 mm of the sample length. The remaining uncoated 50 mm fabric layers were attached to the jaws from both sides at a distance of 25 mm. The testing speed was 10 mm/min [27,28]. The peeling strength was measured in N. Three different measurements were performed and the average value was recorded. Peel bond strength of laminated fabrics after different wash cycles were also measured.
Peel bond strength test scheme of three-layered nonwoven laminated fabric.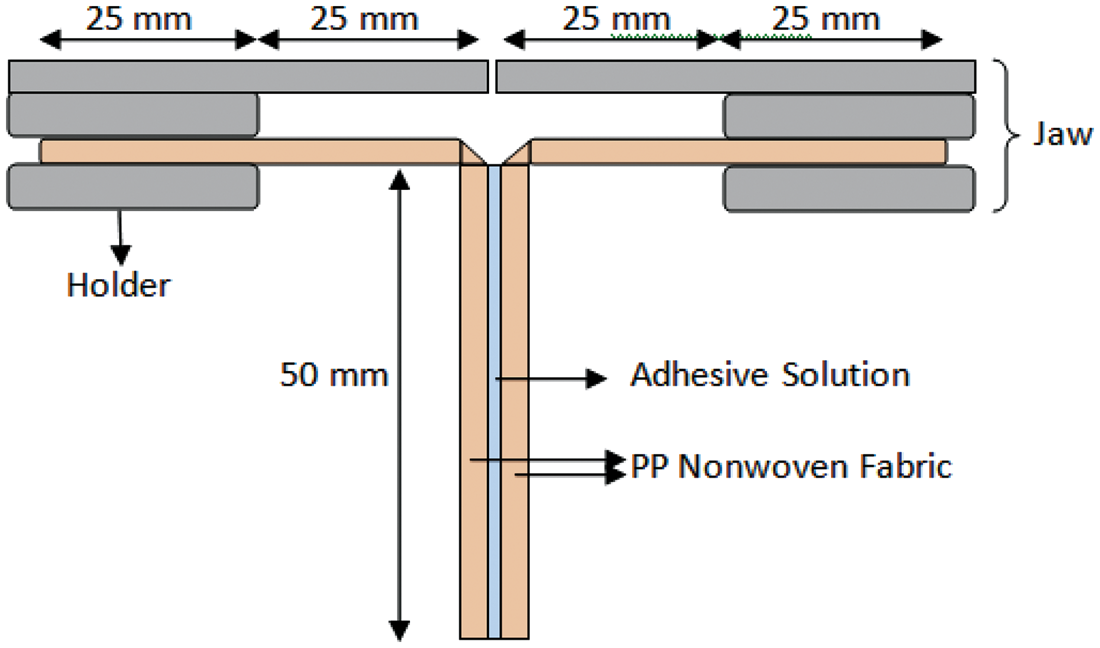
Washing tests
TS 5720 EN ISO 6330 test method was used to study the durability of laminated fabric samples against washing [35]. Washing was performed at 27 ± 3℃ with ECE reference detergent not including phosphate.
Results and discussion
AFM analysis
The surface morphology of untreated and oxygen plasma-treated PP nonwoven fabrics were observed using AFM imaging. As can be seen from Figure 2, oxygen plasma treatment roughens the PP fiber surface. Measured roughness values (Rrms) of the untreated and plasma-treated PP nonwoven fabrics were 21.775 nm and 89.616 nm, respectively. The increase in surface roughness after oxygen plasma treatment may facilitate the interaction between the adhesive and the laminated fabric layer [20–29].
The AFM images of (a) untreated and (b) 80 W-10 M O2 plasma-treated polypropylene (PP) nonwoven fabrics.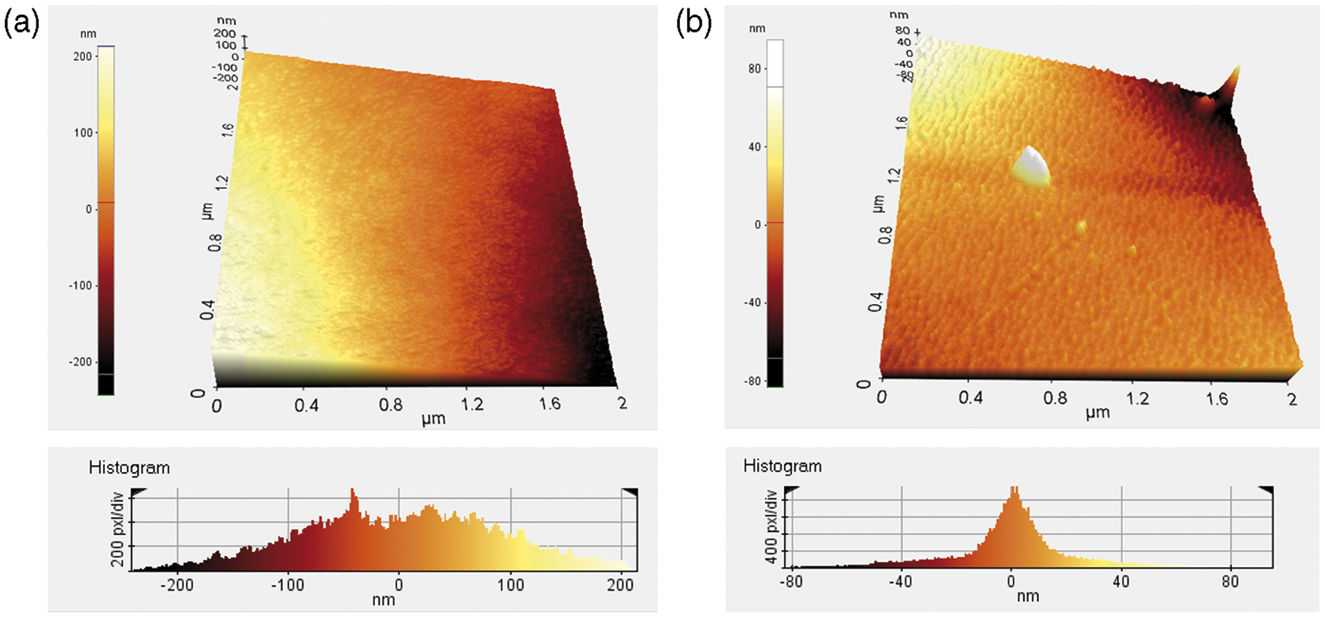
SEM analysis
SEM images of untreated and plasma-treated PP nonwoven samples are given in Figure 3. The morphological changes on the fiber surface after oxygen plasma treatment can be observed. Untreated PP fibers have smooth surfaces while plasma-treated PP fibers showed rougher surfaces with increased plasma power and treatment times. Plasma-induced roughening was also observed on the PP fiber surfaces in previous studies [3,19,36,37]. The rough surface formed on the fiber surface contributed to the better adhesion of the coated adhesive.
SEM images of polypropylene (PP) fibers, untreated and O2 plasma treated; (a) untreated (×2000), (a1) untreated (×5000), (b) 40 W-5 M treated (×2000), (b1) 40 W-5 M treated (×5000), (c) 80 W-5 M treated (×2000), (c1) 80 W-5 M treated (×5000), (d) 40 W-10 M treated (×2000), (d1) 40 W-10 M treated (×5000), (e) 80 W-10 M treated (×2000), (e1) 80 W-10 M treated (×5000).
XPS analysis
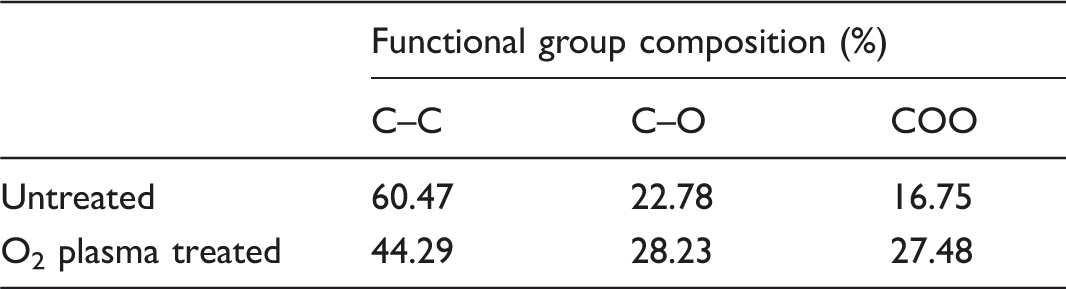
Figure 4 indicates the widescan spectra for the elements on the PP fiber. There are two specific energy peaks present in the spectra. Carbon (1s) peak existed at ∼285 eV and oxygen (1s) peak existed at ∼531 eV. After plasma treatment, intensity of oxygen-related peak dramatically increased while the intensity of carbon-related peak decreased. Increased oxygen content ratio on the plasma-treated surface (Table 1) indicated the improvement of surface wettability as was also observed in vertical wicking results.
X-ray photoelectron spectroscopy (XPS) wide scan spectra of the polypropylene (PP) fiber (a) untreated and (b) plasma treated. Relative chemical composition determined by X-ray photoelectron spectroscopy (XPS) for polypropylene (PP) fabrics untreated and treated with O2 plasma.

Carbon content (C1s) of the untreated PP fabric was expected to be 100% due to the PP molecular structure. However, oxygen content (O1s) was 28.59% on the untreated fabric, which may be due to finishing agents or contamination on the fibers [15]. The presence of oxygen on the surface of the untreated PP nonwoven suggests that the material contains some contamination or probably surface oxidation [38]. Degradation/oxidation of polymers during the fiber production might be another reason for presence of oxygen on the surface [27].
Deconvolution analysis of C1s peaks for untreated and O2 plasma treated polypropylene (PP) fabrics.
The methyl group on the PP substrates is highly sensitive to bond cleavage and could be easily replaced by other functional groups such as carboxyl, carbonyl, and hydroxyl groups through plasma treatment [15,40].
As seen in Figure 5, the intensity of C–C related binding energy levels decreased while oxygen-related binding energy levels increased and expanded for the plasma-treated sample.
Carbon (1s) peak of X-ray photoelectron spectroscopy (XPS) spectrum: (a) untreated polypropylene (PP); (b) PP oxygen plasma treated for 10 min, at a power of 80 W.
Vertical wicking
Vertical wicking test results of samples treated with varios O2 plasma treatments are shown in Figures 6–8. There was no liquid rising observed on the untreated PP fabric samples in spite of the presence of oxygen content observed on the surface of untreated PP nonwoven. Cleaning the untreated sample in ethanol before the wicking test did not change the wicking result. This implies that inter-fiber capillary spaces may be blocked by finishing agents or remaining contamination on the fibers. The oxygen plasma treatment results in both higher levels of polar carboxyl groups and carbonyl groups and also polymer etching or the removal of the material on the fiber surface. Hydrophilic groups and etching on the fiber surface help the physical adsorption of water molecules, leading to a more wettable fiber surface [41]. The results showed that surface cleaning was mainly achieved through oxygen plasma modification. On the plasma-treated fabrics, however, solution rose immediately to around 4.5 cm within 15 s, and slowly reached up to 11.8 cm and to 14.3 cm within 7 min. Final vertical wicking distance increased with increasing plasma power and treatment time. The observed distance travelled by the wicked liquid was affected more by the change in plasma treatment time than plasma power. Plasma condition of 80 W and 10 M resulted in the highest vertical wicking distance. Based on the wicking results, plasma power of 40 W and 80 W and plasma treatment times of 5 min and 10 min were selected as conditions to be applied during plasma pre-treatment before the production of laminated fabrics.
Vertical wicking results of samples treated with O2 plasma using plasma power of 40 W. Vertical wicking results of samples treated using O2 plasma for plasma power of 60 W. Vertical wicking results of samples treated using O2 plasma for plasma power of 80 W.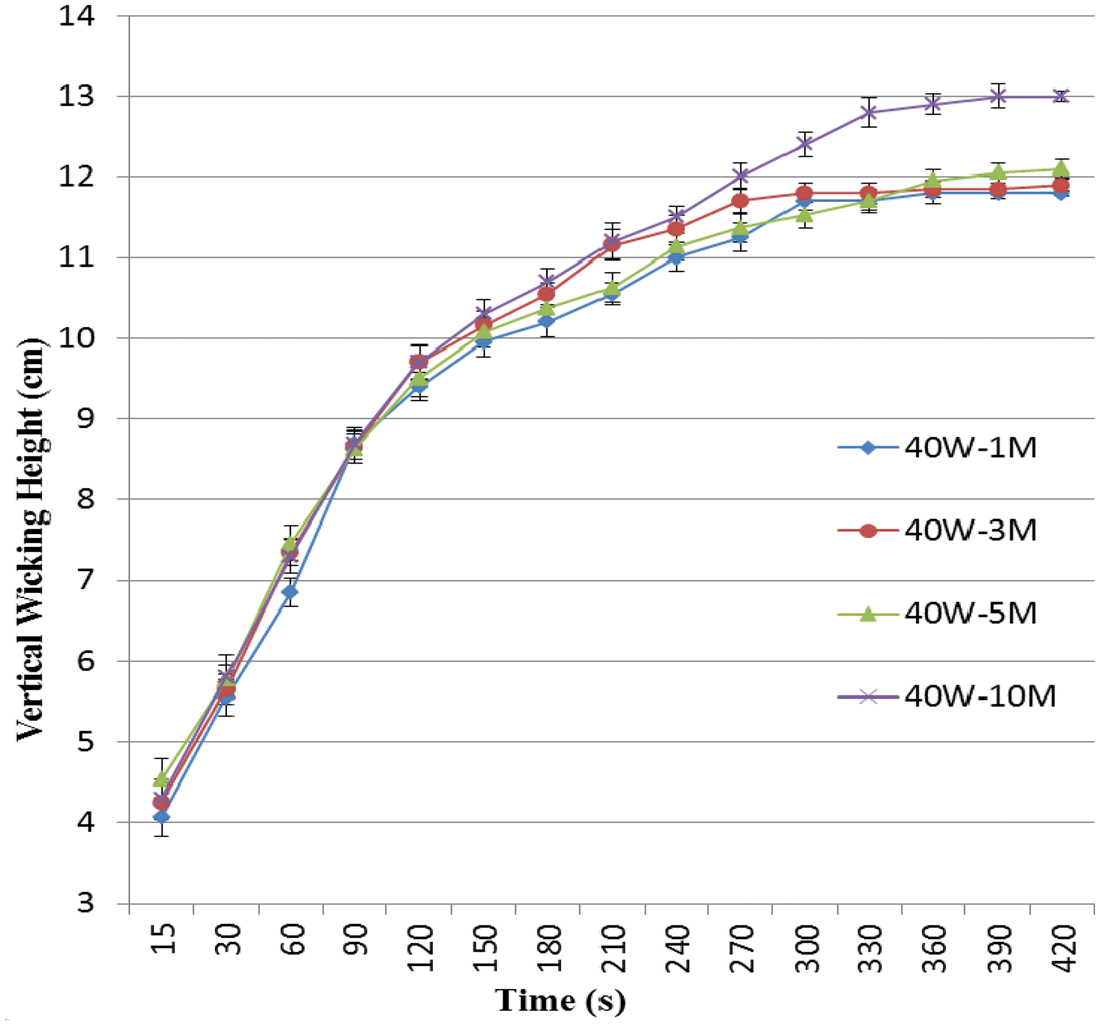


Peel bond strength
Peel strength comparison of laminated fabrics for polyurethane-based adhesive before and after 1, 5, 10, 15, and 20 wash cycles (N).

After 20 wash cycles, compared to unwashed samples, peel bond strength of untreated laminated fabrics decreased about 35.7% while the decrease was between 22% and 25% for plasma-treated fabric at different plasma conditions. The results indicated that plasma pre-treatment improved the washing resistance of laminated fabrics for PU-based adhesive.
Before washing, the increase in peel bond strength was about 160% to 180% on the plasma pre-treated samples compared to untreated samples. However, after 20 wash cycles, the increase in peel bond strength was about 210% to 240%, which indicates the improvement in washing resistance due to plasma treatment. Delamination of laminated samples did not take place even after 20 wash cycles due to high adhesion strength obtained using the PU-based adhesive.
Peel strength comparison of acrylic based laminated fabrics before and after 5 wash cycles (N).
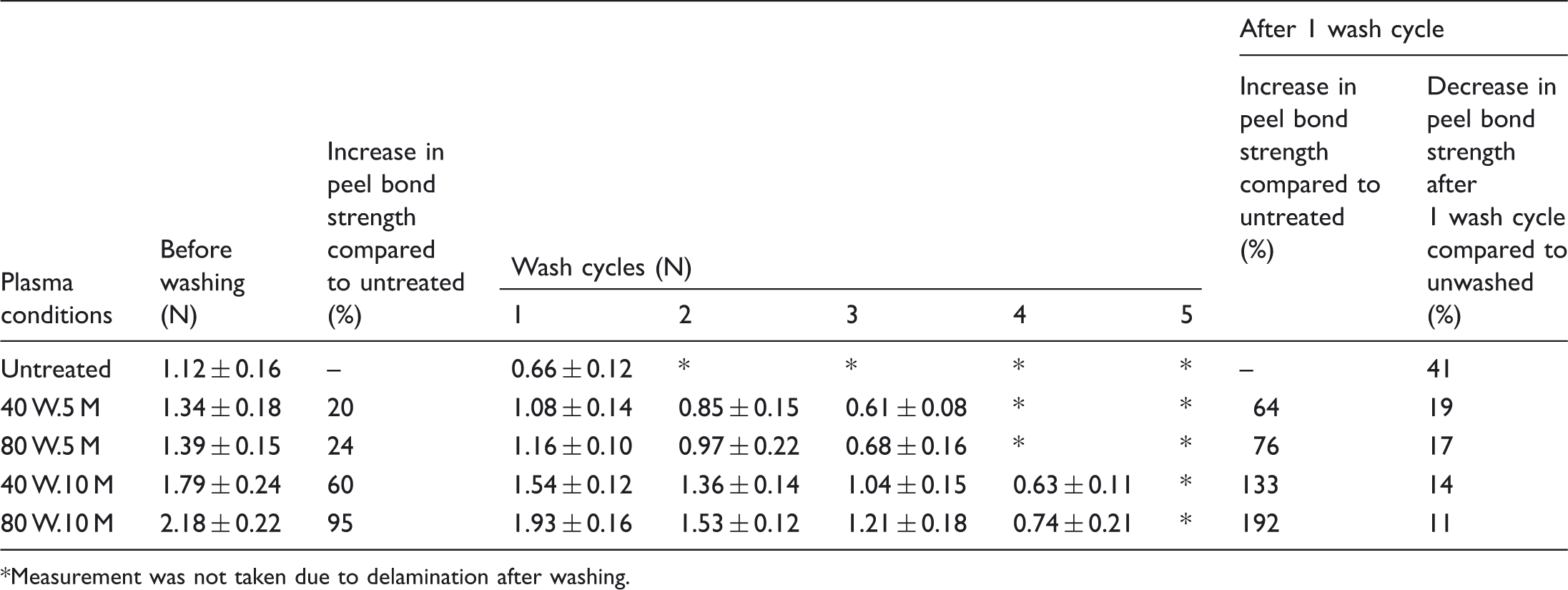
Measurement was not taken due to delamination after washing.
After 1 wash cycle, compared to unwashed samples, the decrease in peel bond strength of untreated laminated fabrics was about 41% while it was between 11% and 19% for plasma-treated fabric which indicates the improvement in bond strength stability. Plasma-treated laminated samples did not show delamination up to 4 wash cycles for plasma conditions of 80 W and 10 M, while untreated sample layers peeled off after 2 wash cycles.
Bond strength value after 5 wash cycles was about 10 N and it was below 1 N after 4 wash cycles for samples laminated using PU-based and acrylic-based adhesives, respectively. Overall, samples laminated using acrylic-based adhesives showed much lower peel strength values and washing resistance than that of PU-based adhesives.
For acrylic-based adhesive, increasing plasma power did not increase the number of successive wash cycles without delamination. On the other hand, increasing plasma treatment time, from 5 min to 10 min, led to a slight improvement in bond strength values.
After the peeling test, the remaining adhesive on the separated lamination layers was observed by SEM, see Figure 9. PU-based adhesive attached on the surface of both plasma-treated and untreated PP nonwoven, filling the spaces between the fibers. This is due to the penetration of the adhesive agent into both untreated and treated porous nonwoven samples. Therefore, adhesive release was not observed between PU-based adhesive and laminated nonwoven fabrics. The penetration of the adhesive agent into the nonwoven fabrics may also have contributed to the durability of the adhesive agent against washing.
Scanning electron microscope (SEM) images of remained adhesives on the surface after peel-off test (×250): (a) untreated side, (b) 80 W-10 M O2 plasma-treated side.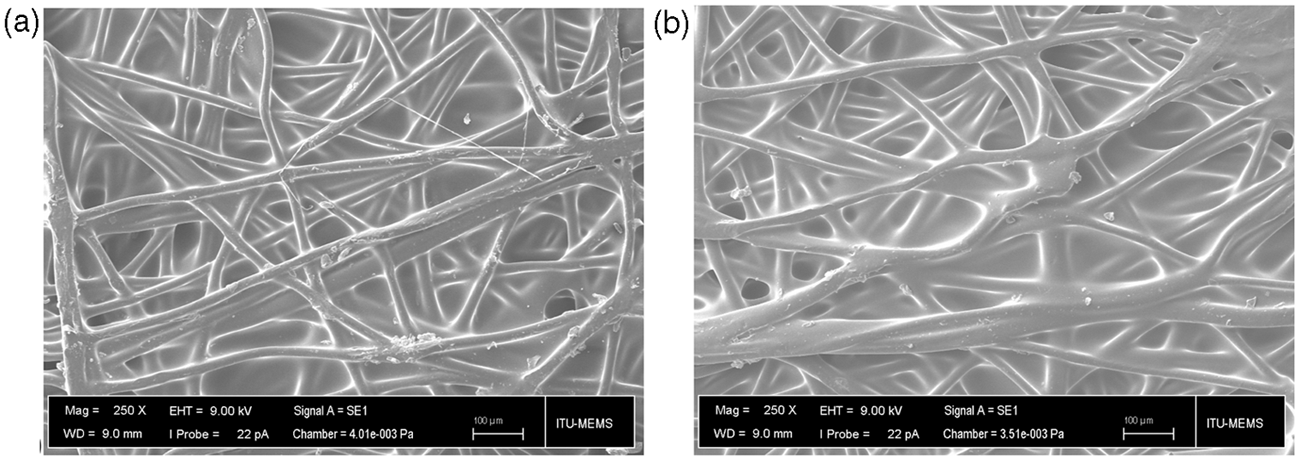
Conclusion
In this study, the adhesion strength behaviour of oxygen plasma pre-treated PP nonwoven laminated fabrics using PU- and acrylic-based adhesives were examined. Vertical wicking results clearly showed the improvement in wettability of plasma-treated PP fabrics compared to untreated ones, which may be due to introduced polar groups and surface cleaning through oxygen plasma. XPS analysis indicated the increased oxygen content on PP nonwoven surface after plasma treatment. Functional groups formed on the fiber surface contributed to the better adhesion between the adhesives and the plasma pre-treated fibrous surface. Formation of functional groups may have permitted covalent bonding between the substrate and the adhesives, such as the reactive hydroxyl groups reacting with the isocyanate groups coming from the PU coating.
The increase in surface roughness of PP nonwoven after plasma treatment increased the area of contact between the adhesive and the substrate contributing to the mechanical adhesion.
For both adhesives, peel strength improvement of produced laminated fabrics was observed for plasma-treated samples compared to untreated ones. Peel bond strength of plasma-treated laminated fabrics produced with the PU based adhesive improved by up to 180% compared to peel bond strength of the untreated fabrics. After 20 wash cycles, the plasma pre-treated samples showed about 210% to 240% higher peel strength values compared to untreated samples. This indicated the improvement in washing resistance of laminated nonwoven samples due to plasma treatment. As the wash cycles were increased from 1 to 20, peel strength values decreased for both plasma treated and untreated samples. Compared to unwashed samples, the decrease in peel strength after 20 wash cycles was about 36% for the untreated fabrics, whereas decrease was between 22% and 25% for the plasma treated samples. Laminated samples using acrylic-based adhesives showed much lower peel strength values and washing resistance than samples laminated with PU-based adhesives. Overall, surface modification through oxygen plasma pre-treatment improved the strength properties and washing resistance of polypropylene laminated fabrics.
Footnotes
Funding
This work was supported by the Istanbul Technical University Scientific Research Projects Fund under Grant No. BAP 34315.