
Abstract
Fiber-reinforced materials are widely used in many industrial applications including civil engineering, automotives, marine, aviation, etc. This is due to their high strength to weight ratios compared to metal structures. One of the major applications of composites is the structural components for automotives such as bumpers, fenders, hoods, door panels. For such applications, impact strength is required since it is directly related to the passenger safety requirements. Sandwich structures are extensively used in automobiles; the understanding of their behaviors under impact conditions is extremely important for the design and manufacturing of these engineering structures. In this study, 27 types of woven fabrics were produced using polyester fibers as warp threads with different structure parameters such as weft yarn material, picks densities, and weaving structures to be used as skin layers and nonwoven fabric was used as core layer. The sandwich composite specimens were prepared using the said woven fabrics with two types of thermoset resins and fabricated via the hand lay up method. The impact properties of the sandwich specimens produced were evaluated to choose the best samples performance to be used in automotive applications. It was found that the impact properties are strongly affected by woven fabric structure parameters and the resin properties.
Introduction
Man’s quest for newer and better replacement materials has gained a major foothold with the advent of composite materials. Composite materials are defined as a hybrid material made of a polymer resin reinforced by fibers combining the high mechanical and physical performance of the fibers and the appearance, bonding, and physical properties of polymers. Fiber-reinforced polymer composites provide the desired combination of high specific stiffness, high specific strength to weight ratio, and environmental resistance. They have found an increasing use in many industrial applications such as constructions, aerospace, and automotives [1–3].
Road transportation is primarily an environmental problem within large city areas and people demands for safety leads to decreasing the automobile weighting level which help in reducing fuel consumption and emission levels. Fiber-reinforced materials have the trait of corrosion resistance, noise attenuation, and impact cushion. Composites are used in manufacturing many components in automotives such as hoods, fenders, bumpers, door panels, etc. Since these parts are subjected to impact damage during crashes, it is important to strengthen them in order to increase durability and safety [4–8]. Due to the diverse use of textile reinforced composites, a major sector of research investigations is focused on understanding the impact behavior at low velocity transverse impact [9].
Metals show visible damages caused by impact mainly on the surface of structures, while fiber-reinforced composites can be damaged on the surface as well as beneath the surface, which may cause serious decrease in the material strength [10]. Researchers have shown that composites are capable of absorbing energy and dissipating it by various fracture and elastic processes when subjected to a low velocity impact. This ability depends on the mechanical properties of the matrix and fibers and the interfacial strength [11]. Matrix deformation and micro-cracking, interfacial debonding, lamina splitting, delamination, fiber breakage, and fiber pull out are the possible modes of failure in composites subjected to impact loading [12].
Shyr and Pan [13] investigated the damage characteristics and failure strengths of E-glass composite laminates at low velocity impact test by using a metallographic microscope. Matrix cracking, delamination and fiber breakage were observed at the back surface. Naik [14] studied the damage initiation behavior of laminated composite plates subjected to a low velocity impact load. Inplane failure of the layers in the form of matrix cracking/lamina splitting and delamination were the primary observations. Akkerman et al. [15] studied the initiation and growth of defects in woven carbon reinforced plastics under transverse loading. Matrix damage and transverse cracks in the yarns were observed. While Zhou and Greaves [16] studied damage resistance and tolerance of glass fiber reinforced plates with different thickness.
A preferred technique to increase the stiffness of a FRP panel is the use of a sandwich construction which is fabricated by attaching two thin but stiff skins to a lightweight but thick core. The skins role is to withstand the bending moment on the panel or by resisting the compression and tension loading while the core is responsible for separating and fixing the skins and resisting transverse shear [17–19].
Hosur et al. [20] have done studies on integrated core sandwich composite samples, which showed that the skin plays a significant role in the impact response of these structures.
Due to the increased drapeability of woven composites, their use has also become more widespread [21]. Glass fibers is one of the important fibers in the industry, it is generally a good impact resistant fiber but weights more than carbon or aramid fibers. Composites made from this material exhibit very good electrical and thermal insulation properties [8,22]. In the polyamide (PA) family, more than 40% of the PA6 and PA66 produced are consumed by the automotive market, principally for under the hood applications. Few available studies have looked into the fracture toughness and the impact behavior of polyamide plates’ samples but mainly focus on fiber content and length effects [11]. Nowadays natural fibers are regaining ground in automotive applications, they are currently only used in the interior of passenger cars and truck cabins and trim parts such as door panels. Flax fibers, along with a number of other natural fibers are being considered as an environmentally friendly alternative of synthetic fibers in fiber-reinforced polymer composites [23,24].
For the automotive industry, the most common thermoset resins used are polyester and epoxy. Polyester resin is strong, has low viscosity, easy to work with, fast cure time and most of all cheap. Epoxies are used primarily for fabricating high performance composites with superior mechanical properties, good adhesion to a substrate and significantly higher temperature resistance than polyesters, but are also much more expensive [23,25,26].
The objective of this research is to study the impact properties of new sandwich composite panels made of woven fabrics as skins and nonwoven fabric as a core layer to be used in the field of automotives. The sandwich specimens were treated with thermoset resins and fabricated by using the hand layup process. The impact properties of the sandwich specimens were tested after curing in warp and weft directions and evaluated with respect to woven fabrics structure parameters. The best fabric samples performance were chosen to be molded as model for products used in the field of automotives.
Experimental
Materials
Textile materials
– Woven fabrics: Polyester yarns of count (5 Nm) were used as the warp threads, while the weft yarns were from glass fibers of count (4.76 Nm), flax fibers of count (4.84 Nm), and nylon 6.6 fibers of count (4.74 Nm).
– Nonwoven fabric: 100% polyester fabric of weight (233 g/m2) and thickness (2.46 mm). The fabric used was manufactured by the needle punched technique and brought from Egyptex Company.
Thermoset resins
– Polyester resin: it is used with two other components – the catalyst (methyl ethyl ketone peroxide) and the accelerator (cobalt napthanate).
– Epoxy resin: The epoxy resin used is Kemapoxy 150; it is found in form of two components, the resin and the hardener [27].
Manufacturing of woven fabrics
Twenty seven types of fabrics were woven with different specifications in weft material used (glass fibers, flax fibers, and nylon fibers), weaving structures used (warp rib2/2, twill 2/2, and satin 4), and picks densities (11, 13, and 15 picks/cm).
Fabrication of the sandwich composite panels
Hand lay-up process was used for manufacturing the sandwich panels. It is the most common molding process. It involves preparation of an open mold with adding release agents to it. Two layers of the same type of woven fabrics were prepared as a skin layers while the middle layer (core) is from nonwoven polyester fabric. Figure 1 shows the design of the sandwich composite panel. The resin is prepared according to the mixing ratios with the hardener for each kind of resin. The amount of resin used to impregnate the fabrics was adjusted so as to obtain a complete impregnation. After finishing the resin was allowed to react chemically and the composite specimens left to cure in (room temperature) and then it is removed from the mold after full curing.
Design of the sandwich composite panel.
Izod impact strength test for the sandwich composites specimens
The impact strength of the sandwich composite specimens was determined using an Izod impact tester according to ASTM D256 [28]. The test was carried in the Material Testing Laboratory at the Central Unit for Analysis and Scientifically Services at National Research Center. This test method cover the determination of the resistance of composite to ‘standardized’ pendulum-type hammers, mounted in ‘standardized’ machines, in breaking composite specimen with one pendulum swing. The energy lost is the energy required to break the sample as the pendulum continues on its path in (kJ/m2). Figures 2, 3, 4, and 5 show photos for the Izod impact device, the specimen placement before rupture, the pendulum hammer track and the specimen after rupture respectively.
The Izod impact device. The specimen placement before rupture. The pendulum hammer track. The specimens after rupture.



Results and discussion
Impact test results of sandwich composite structure in warp direction
Figures 6 and 7 show the results of the Izod impact test applied on the sandwich composite specimens fabricated using polyester resin and epoxy resin, respectively.
Impact test results of sandwich composites fabricated using polyester resin in warp direction. Impact test results of sandwich composites fabricated using epoxy resin in warp direction.
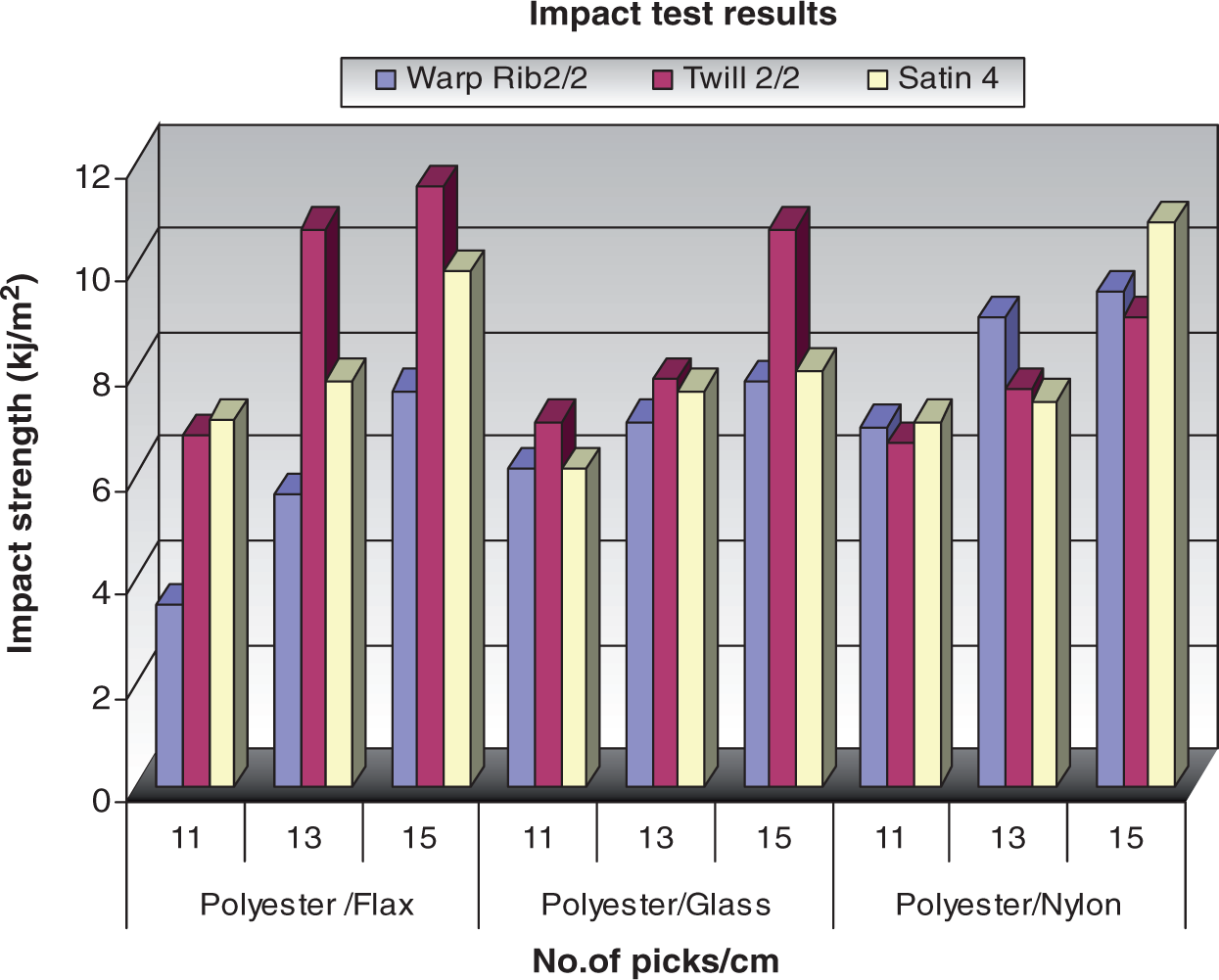
It was found that the blended fabric (polyester/nylon) recorded the highest values of impact strength followed by the blended fabrics (polyester/flax) and the blended fabrics (polyester/glass) for the sandwich composite specimens fabricated using polyester resin or epoxy resin. This can be explained by that nylon fibers has high elongation capabilities which lead to high impact strength followed by flax and glass fibers which is characterized with low elongation compared to nylon fibers although it has good impact properties.
It was clear that for the sandwich composite specimens fabricated using polyester resin that the warp rib 2/2 weave fabrics recorded the highest value of impact strength followed by the twill 2/2 and the satin 4 weaves.While the sandwich composite specimens fabricated using epoxy resin, the twill 2/2 weave fabrics recorded the highest value of impact strength followed by the satin 4 and the warp rib 2/2 weaves. This can be interpreted due to polyester resin low viscosity which help in penetrating fabrics that have weaving structures with low intersections easily compared to epoxy resin.
It was found that for the sandwich composite specimens fabricated using polyester resin or epoxy resin that the sandwich composites specimens using woven fabrics with 15 picks/cm recorded the highest values of impact strength. This can be interpreted to that increasing the number of picks in the measuring unit of fabric leads to increasing the numbers of yarns bearing the impact load. Also it is observed that the sandwich composite specimens fabricated using polyester resin recorded values closer to the sandwich composites specimens fabricated using epoxy resin.
Impact test results of sandwich composite structure in weft direction:
Figures 8 and 9 show the results of the Izod impact test on the sandwich composite specimens fabricated using polyester resin and epoxy resin, respectively.
Impact test results of sandwich composites fabricated using polyester resin in weft direction. Impact test results of sandwich composites fabricated using epoxy resin in weft direction.

It was clear from Figures 8 and 9 that for the sandwich composite specimens fabricated using polyester resin, the blended fabrics (polyester/glass) recorded the highest values of impact strength followed by the blended fabrics (polyester/nylon) and the blended fabrics (polyester/flax). But for the sandwich specimens fabricated using epoxy resin, the blended fabrics (polyester/nylon) recorded the higher values of impact strength followed by the (polyester/glass) fabrics. This can be explained by that epoxy resin has good adhesive properties due to the presence of hydroxyl and ether groups. This helped in showing the effect of nylon fibers in absorbing impact energy since nylon fibers have high elongation capabilities which lead to high impact strength.
It was clear that for the sandwich composite specimens fabricated using polyester resin the satin 4 weaves recorded the highest values of impact strength followed by the warp rib 2/2 and twill 2/2 weaves. While for the sandwich composite specimens fabricated using epoxy resin, the twill 2/2 weaves recorded the highest values of impact strength followed by the satin 4 and the warp rib 2/2 weaves. This can be interpreted due to polyester resin as mentioned before can penetrate fabrics easily compared to epoxy resin and thus can affect on the fabrics that have weave structures with low intersections.
It was found that for the sandwich composite specimens fabricated using polyester resin or epoxy resin, the sandwich composites specimens using woven fabrics with 15 picks/cm recorded the higher values of impact strength.This can be interpreted to what was mentioned before about increasing the number of picks in the measuring unit of fabric which leads to increasing the numbers of yarns bearing the impact load.
It was clear that for the sandwich composite specimens fabricated using polyester resin recorded higher values of impact strength compared with the sandwich composites specimens fabricated using epoxy resin. This may be explained by that polyester resin has higher elongation properties compared to epoxy resin due to its low viscosity which help in penetrating fabrics easily while epoxy resin has high viscosity in addition to its high strength which increases the specimen stiffness and decreases from its ability to absorb impacts. It was observed also that the impact strength of the composite specimens in weft direction is higher than the impact strength in warp direction. Therefore the best specimens performance are the blended fabrics (polyester/glass) followed by the blended fabrics (polyester/nylon).
During applying load on the sandwich composite specimen, the upper skin is put in compression stress and the lower skin is put in a tension stress while the core layer is put in a shear stress. The woven fabrics structure parameters affect on the resistance behaviour of the skin layers during load. In the time of impact load, cracks start at the impact side and propagate into the loading direction. The core layer shear strength help in absorbing a large amount of energy. Fiber breakage and fiber pull out are occurred due to maximum energy absorption which leads to dividing the specimen into two parts.
The following figures show SEM photos of cross section views of a sandwich composite specimen fabricated from the blended fabrics (polyester/glass) using polyester and epoxy resin clarifying the skins layers and core layer for the two specimens after applying impact load. The impact absorption capability of composite material depends upon the interfacial strength between the fibers and the matrix. It was observed from Figures 10 and 11 that for the specimens fabricated from polyester and epoxy resins that there is no delamination between layers which mean good bonding between fabrics and resin matrix. In Figure 11, fibers breakage and fiber pull out occurred in the lower skin and cracks appeared between it and the core layer.
Cross section view of (polyester/glass) sandwich composite specimen treated with polyester resin (15× magnification). Cross section view of (polyester/glass) sandwich composite specimen treated with epoxy resin. (15× magnification).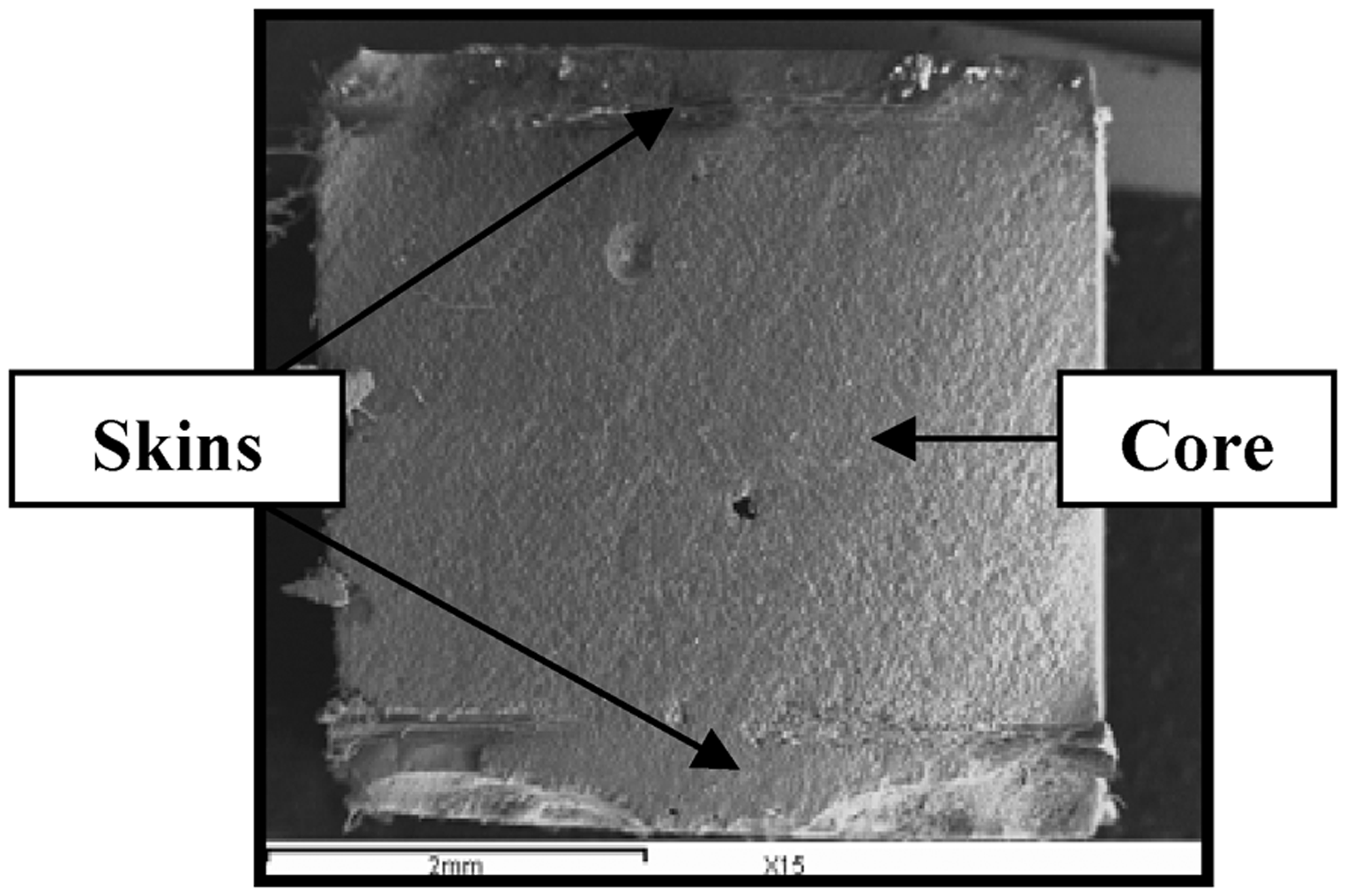

Figures12 and 13 show the impregnation of (polyester/glass) skin layer within the resins. It is shown in Figure 12 that there is good bonding and more coating for the fibers with polyester resin even after impact load and rupture and this interpreted to its low viscosity. But in Figure 13 for the specimen treated with epoxy resin, debonding between fiber and resin matrix occurred, since epoxy resin is more adhesive and after curing the specimen become stiffer. So during applying load and impact energy absorption, fibers show brittle behavior and breakage occurred.
The impregnation of fibers in the skin layer within the polyester resin (1600× magnification). The impregnation of fibers in the skin layer within the epoxy resin (1600× magnification).

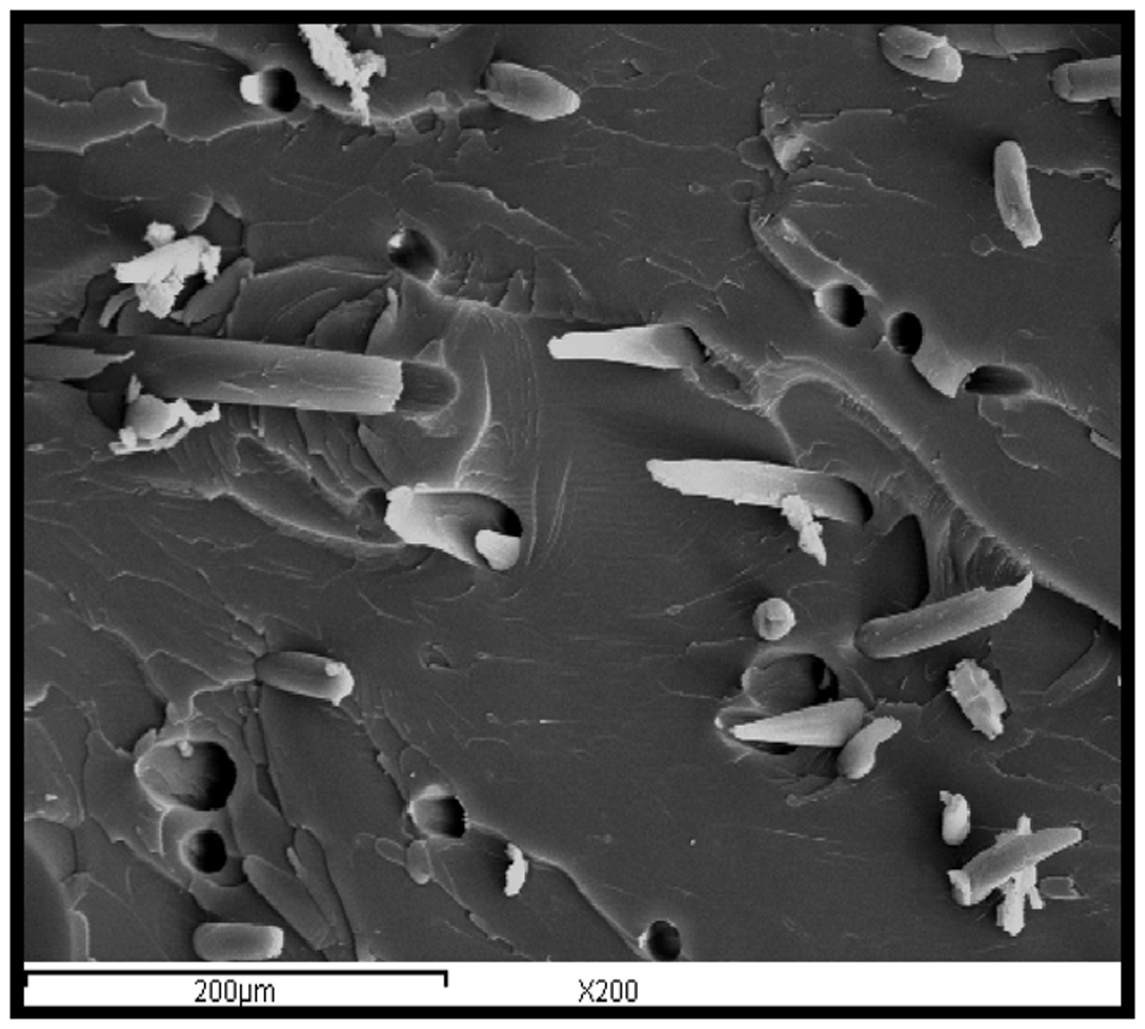
Figures 14 and 15 illustrate the core layer in the sandwich composite structures treated with polyester and epoxy resins after load. Fiber pull out occurred more in the specimen treated with epoxy resin compared with the specimen treated with polyester resin due to well impregnation of the polyester fibers within the polyester resin.
The impregnation of fibers in the core layer within the polyester resin (200× magnification). The impregnation of fibers in the core layer within the epoxy resin. (200× magnification).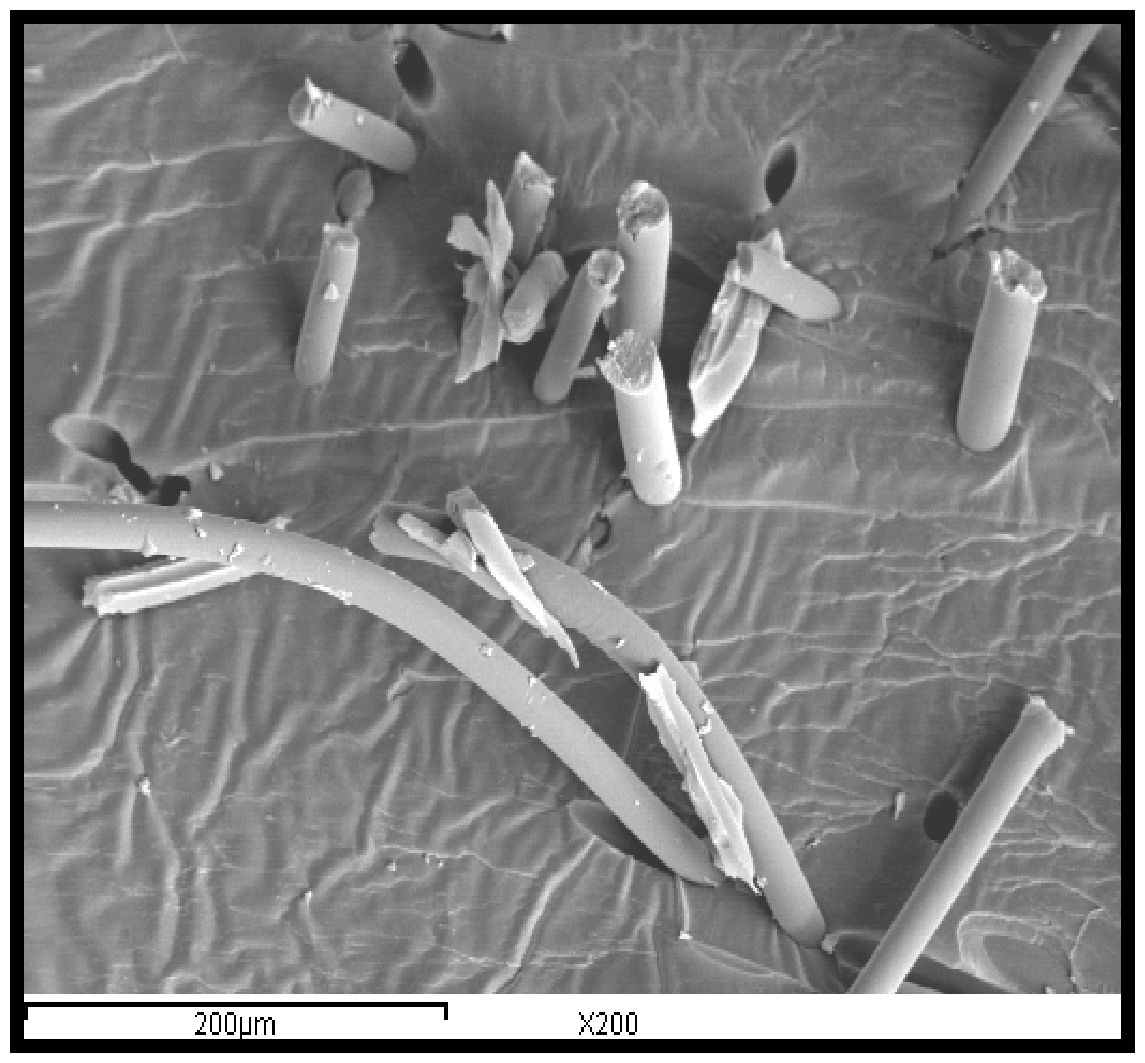
Evaluation of the impact properties of the sandwich composite specimens to be suitable for the end use
The impact properties of the sandwich composite samples were evaluated to be molded as model for a product used in the field of automotives. The blended fabrics (polyester/glass) achieved the best impact properties compared with other types of fabrics and gave its best results when exposed to loads in weft direction and treated with polyester resin. Car bumpers are parts of automotive with different designs and dimensions and help in showing the design flexibility of the new sandwich composites. The fabric will be molded in weft direction as model of an automotive bumper. Figure 16 shows an example of a part of a bumper model fabricated using the blended fabric (polyester/glass) with satin 4 weaves and using polyester resin. A gel coat layer was added to the skin layers to provide a high quality finish on the visible surfaces of the bumper.
Model of the sandwich composite bumper sample after curing.
Conclusion
The study aimed to investigate the impact energy absorption characteristics of new sandwich composites using an Izod impact test with respect to skin fabrics structure parameters. It was found that the maximum impact energy absorption were obtained by the blended fabric (polyester/glass) weaved with satin 4 weaves and treated with polyester resin. Also it is observed that increasing picks densities leads to increasing the impact strength of the sandwich composites. It is revealed that the impact strength of composite specimens in weft direction is higher than the impact strength in warp direction. Further research work in this field is under way hoping these results share in manufacturing of automotives applications.