
Abstract
An account is presented of successfully implemented Extended Producer Responsibility (EPR) with recycling to high value products, to help overcome barriers and generate confidence in moving towards Circular Economy (CE) business models. A template for organisations proposing to recycle a thermoplastic is provided by describing appropriate tests and considerations in implementing the recovery and re-use of high impact polystyrene (HIPS) based on a practical, industry case. Simulating the repeated 100% closed loop reprocessing of production scrap, original HIPS has been injection molded to produce tensile and impact test pieces, reground and reprocessed eight times. Assessing the present results together with literature, repeated recycling of production scrap is possible without the need for a remedial compounding step, or changes to processing parameters. Integral to the EPR model is recovery of plastic from returned end-of-life (EoL) products, and in relation to the in-use environment, studies of the effects of UV exposure on virgin material show that significant property degradation can occur. However, with indoor use, as in the present case, this is not seen. Within the CE business model it is desirable to use blends of recovered HIPS originating from different original resin manufacturers. Feeding dry blend regrind directly to the molding machine proved satisfactory, avoiding the need for a compounding/pelletizing step. As an outcome of this study, products are being successfully manufactured from 100% HIPS recovered from EoL products in an environmentally and economically positive CE plan.
Keywords
Introduction
The plastics crisis
A world without plastics is today inconceivable. Their unique and adaptable properties and their suitability for use in mass production make an indispensable contribution to living standards. Consequently, plastics are globally ubiquitous, but recent years have seen a growing realization that very large amounts are accumulating in the environment, where they cause damaging pollution and persist for hundreds of years. Reports of plastics in the oceans 1 and in uncontrolled dumping on land have raised public awareness of the adverse effects on ecosystems and on human health. 2 Fossil fuel-derived plastics lost to the environment are recognized as dissipating an irreplaceable resource, and the carbon footprint of their wasteful use and disposal contributes to climate change. 3 Faced with this ‘plastics crisis’ 4 governments introduce regulations and tax actions, and trans-national initiatives develop. 5 These form part of a wider drive towards a Circular Economy (CE), a transition to a new production and consumption pattern providing a sustainable social and environmental paradigm.6–8 At a company level, this implies the adoption of business models with increasingly efficient resource use and extended producer responsibility (EPR). Though widely discussed, the CE concept still has many interpretations,9,10 no doubt due to the complexity of the issues, but the creation of an effective after-use economy is a cornerstone. 11 The focus here is on thermoplastics, which form the overwhelming bulk of plastic waste. These are in principle well suited for re-cycling by size reduction and reprocessing by one of the melt processing technologies, such as injection molding or extrusion - so-called mechanical recycling. When this is no longer feasible on technical or economic grounds, chemical recycling to produce low molecular weight feed stocks is indicated as the most environmentally positive course.12–15 In relation to packaging, as well as single-use and other simple items that find their way into mixed waste streams, major challenges are involved in collection, sorting, cleaning and reprocessing, usually finishing with down-cycling to lower value products. These issues are not the subject of the present article and are treated extensively elsewhere, see for example.16–19 Here we are concerned with complex manufactured goods that offer the possibility for maintaining high value through return, refurbishment and materials reuse, namely a sustainable End-of-Life (EoL) scheme. Here, Extended Producer Responsibility (EPR) is a major policy instrument, 20 based on the premise that producers are best placed to implement these steps, and that take-back systems and product EoL technologies are key to a CE business model. 21 Issues in the required reverse supply chain management are becoming recognized, 22 together with the need to evaluate the quality of recycling and re-use from EoL products. 23 Design for re-use becomes important, together with technologies for disassembly.24,25 Furthermore, a fundamental requirement is that the materials of construction maintain adequate performance after their in-use experience and subsequent reprocessing. Degradation may occur through exposure to environmental agents such as ultra-violet and to thermo-mechanical stresses during processing. If such occurs, remediation by compounding with suitable additives may be considered, but this additional processing step detracts from the benefits of re-cycling by increasing costs and carbon footprint. A review of quality issues in recycled thermoplastics 26 identifies three key indicators: Composition relates to the presence of mixed polymeric fractions, which are likely to be incompatible and downgrade mechanical performance; Degree of degradation assesses the effects of UV and environmental exposure, and oxidation and thermo-mechanical degradation during processing; Presence of low molecular weight compounds considers formulation additives, and low molecular weight species formed during degradation as well as impurities and contamination, which may affect performance and acceptability in applications of the recycled material. In re-use of materials from returned EoL products, some of these issues are nullified. Mixed polymeric fractions and the presence of unwanted additives can be avoided by clear marking and identification of original materials, allowing effective sorting during disassembly, and contamination occurring in mixed waste streams is likewise avoided. Nevertheless, possible degradation due to the in-use experience of the materials and to processing steps must be considered.
Companies are coming under increasing pressure to avoid waste from regulatory and tax actions, as well as responding to ethical concerns. Recent steep increases in costs of materials and energy add imperatives.
27
Companies contemplating a move to a CE business model for plastics incorporating EPR will face questions such as: • Will the recycled material have satisfactory properties for the proposed application? • Will it be necessary to compound the recycled material with additives to achieve the required performance? • How many times can the plastic be recycled before the properties become unacceptable? • What relationship is there between the conditions the material has experienced during use and its suitability for recycling? • Can blends of mixed recycled materials be used successfully?
Plastics processors are predominantly Small and Medium-size Enterprises (SMEs); the European plastics conversion sector includes about 50,000 SMEs. 18 Such companies in particular may be unsure how to approach these questions, impeding change. Larger companies may also need to extend their areas of expertise. Examples of how these questions have been addressed in practice at company level are difficult to find, leaving a gap in the literature.
Article objectives and content
The present article has the objective of helping remedy this literature gap by providing an account of a successfully implemented EPR/CE business model resulting in 100% recycling of material to high value products. In so doing, the intention is to help overcome barriers and generate confidence in moving towards CE business models. Necessary tests and practical considerations are described, providing a template for how to approach the relevant issues.
In the case of interest the material is high impact polystyrene (HIPS), an economical and easily processed thermoplastic widely used in the casings and components of electro-mechanical products, as well as in white goods, and electrical and electronic items. As a further contribution, the article reports new results for material properties of HIPS after repeated processing and after exposure to UV, together with a discussion of these potential sources of property degradation.
The company manufactures office equipment and has a well-established returns system for EoL units. Elements of the company’s CE business model include reprocessing of scrap generated during manufacture, together with return of units at end-of-life, disassembly, material recovery, re-grind to flake and reprocessing of HIPS. It was therefore important to evaluate the effects on material properties of • Repeated processing by injection molding • Exposure to environmental factors during use, principally ultraviolet (UV).
In the following Sections, test results for mechanical properties and glass transition temperatures are reported from trials that simulate these two potential sources of degradation. Firstly, eight cycles of injection molding, re-grind and reprocessing were carried out, starting from virgin polymer. Secondly, virgin material was exposed to UV and the same property tests carried out, together with assessment of discoloration. Results are compared in detail with those available from the literature. To interpret the trends and anticipate outcomes in any practical case it is essential to understand the mechanisms of material degradation due to thermo-mechanical stresses during processing and to UV exposure. These are accordingly reviewed to provide insights and highlight relevant issues, such as synergies that can lead to accelerated material property loss. Finally, materials originating from different resin manufacturers and recovered from EoL products are examined, together with properties obtained after four such materials are blended. In conclusion, it is confirmed that HIPS is well suited for incorporation into a CE manufacturing program and that in the present application, taking into account the effects of in-use exposure and repeated processing, recycled material can be successfully incorporated 100% into high value production.
Material properties after repeated cycles of injection molding
Process details
Injection molding process conditions.

Tensile and impact properties
On each cycle, test pieces were injection molded and subjected to tensile tests (BS EN ISO 527-2:2012) and Charpy impact tests (BS EN ISO 179-2:199 +A1:2012 & 179-1:2010).
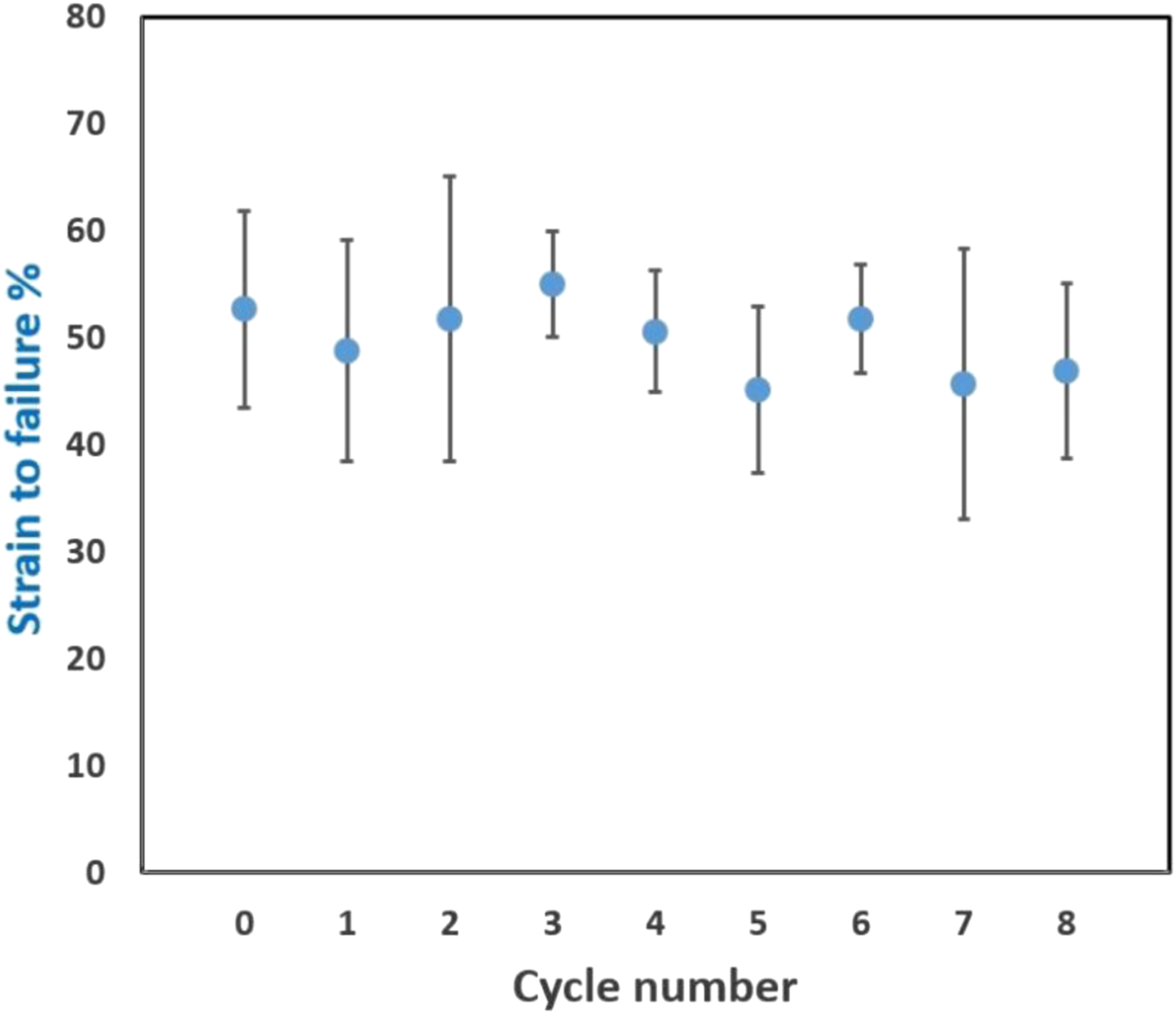
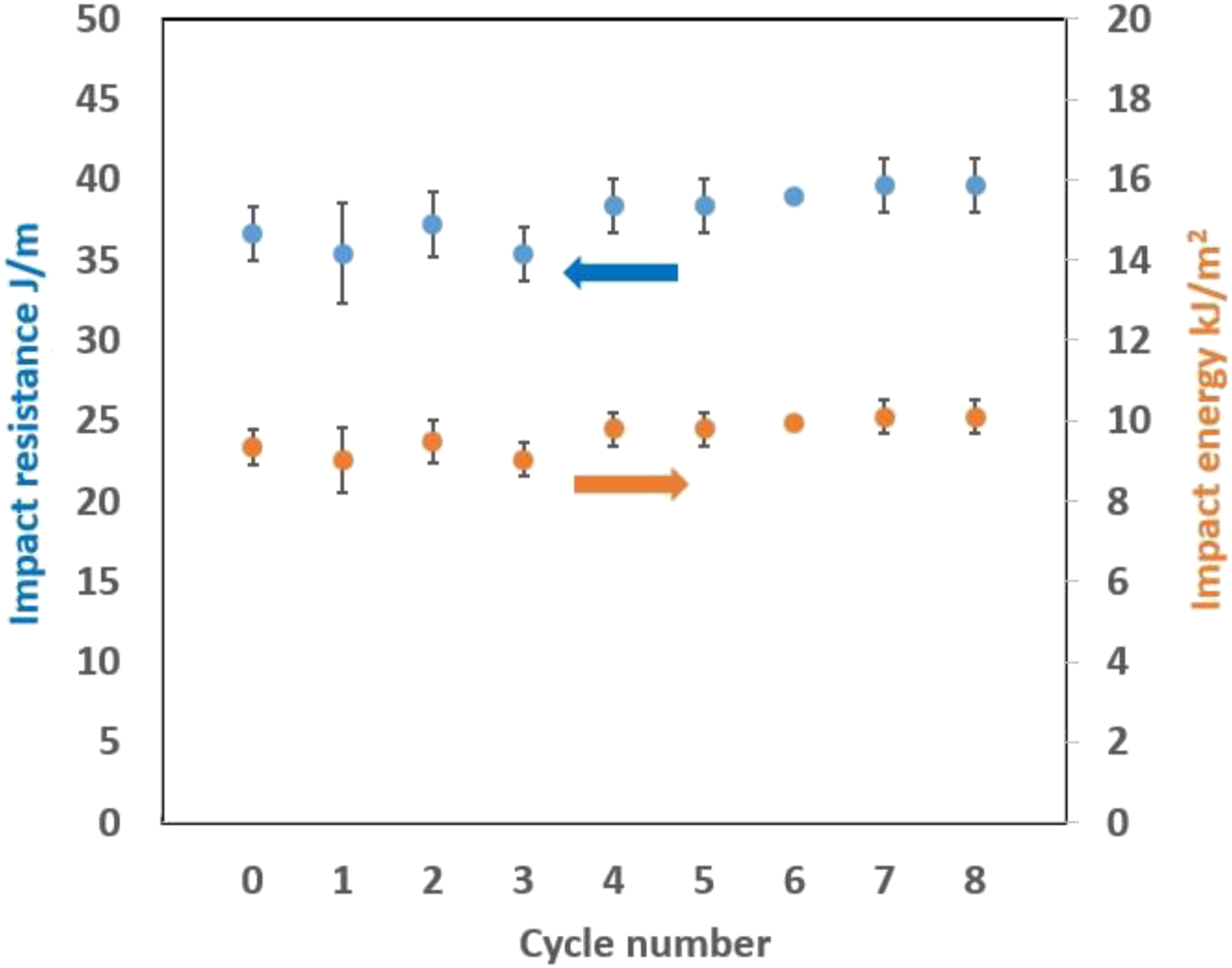
Figures 1–3 summarize the tensile and impact test results for the original material and after each of eight cycles of reprocessing. Each result is the means of five tests. Tensile test results for the original material and after each of eight cycles of reprocessing, with 95% confidence limits. Strain to failure of the original material and after each of eight cycles of reprocessing, with 95% confidence limits. Charpy impact test results for the original material and after each of eight cycles of reprocessing, with 95% confidence limits.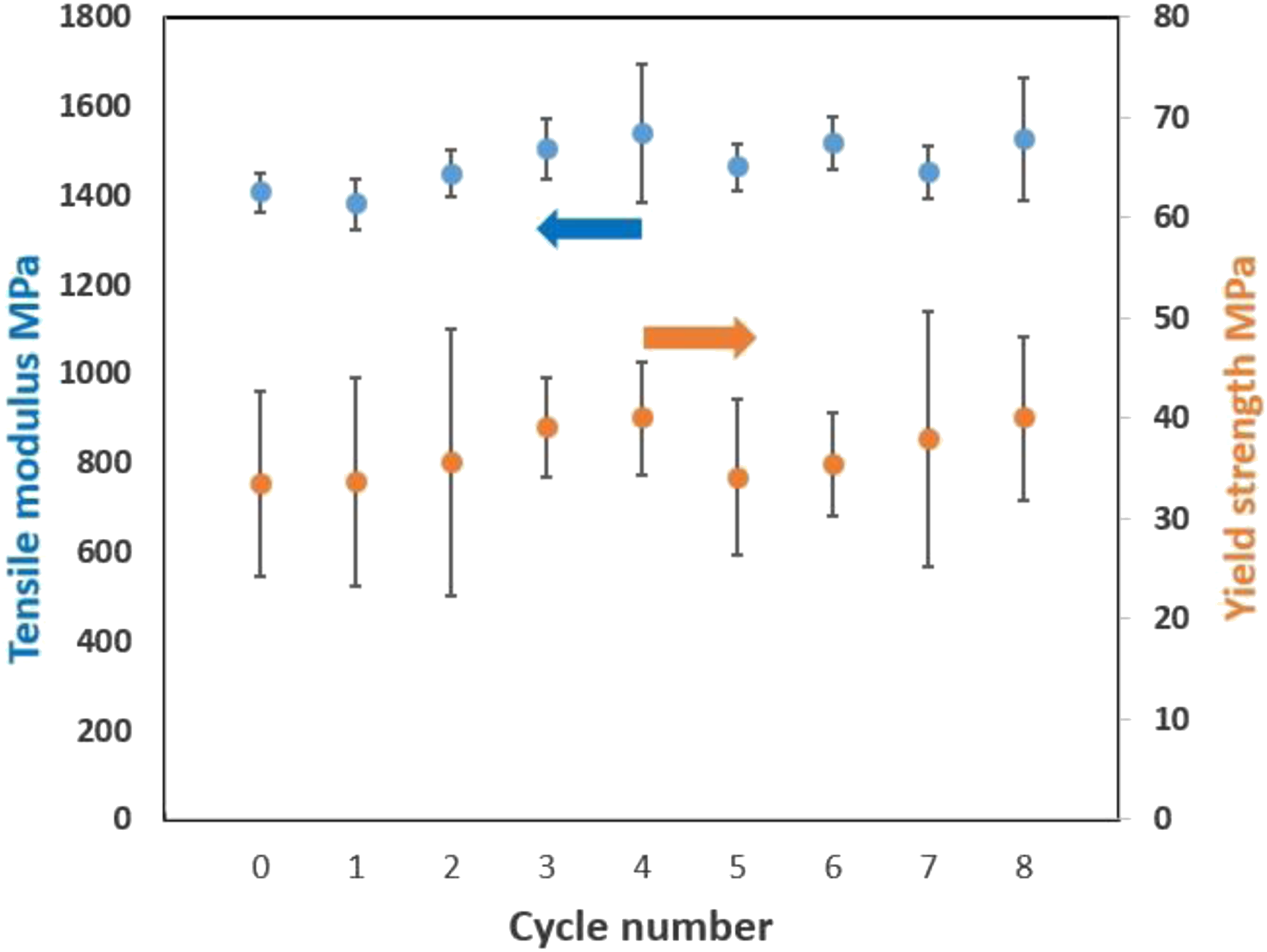
Glass transition temperature
Tests have been conducted using the DSC-Jade Perkin Elmer according to ASTM D3418. Approximately 20 mg of the polymer sample was weighed with precision 0.0001 gm into the DSC pan and placed in the cell. The sample was heated from 30°C to 250°C at 5°C/min and held for 5 min at 250°C, then cooled to 30°C at a constant rate of 10oC/min. Figure 4 shows the determined glass transition temperatures as a function of reprocessing cycles. Glass transition temperatures, for the original material and after each of eight cycles of reprocessing.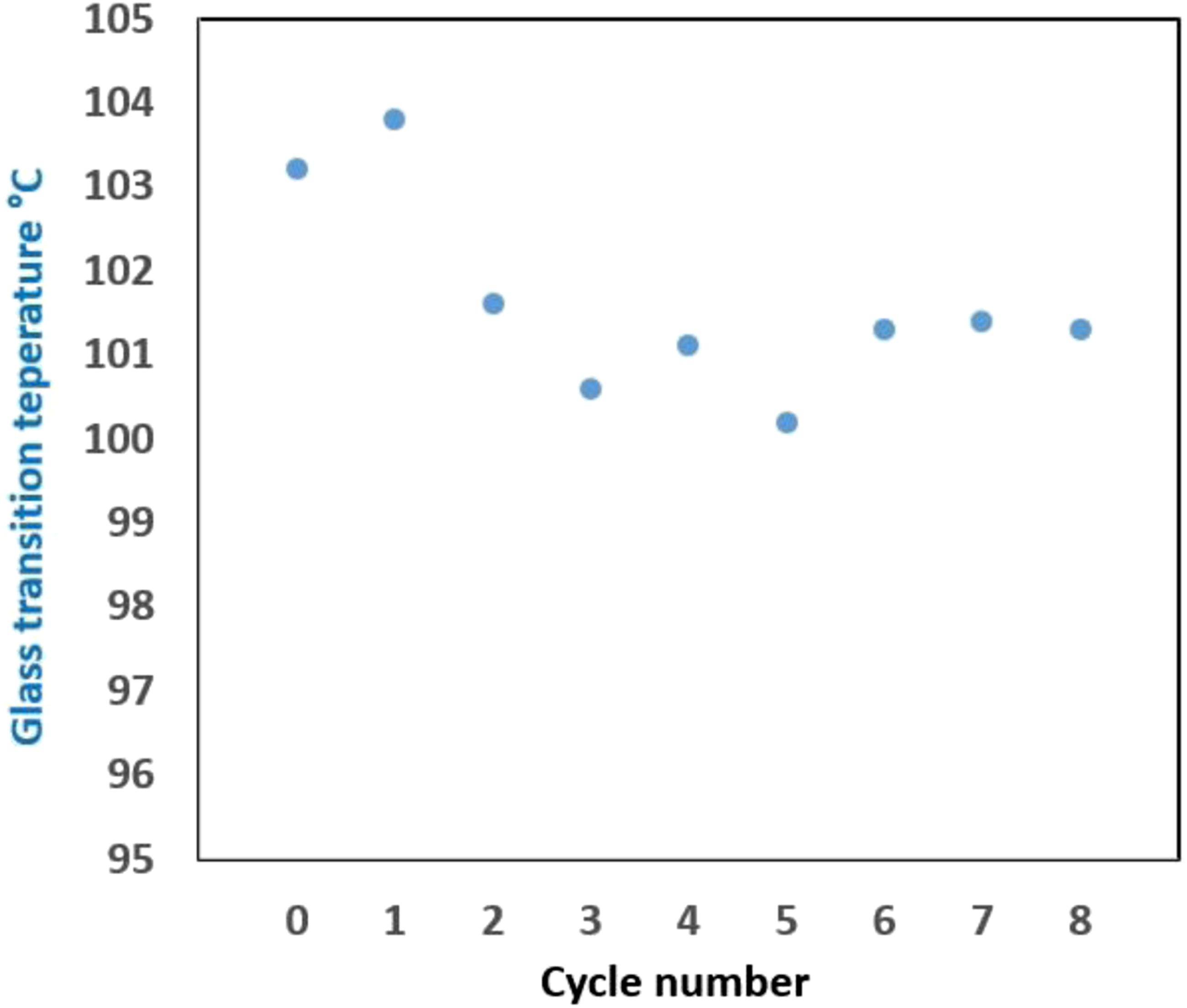
Discussion: Properties as a function of repeated injection moulding cycles
The results show little change in tensile or impact properties over eight cycles of reprocessing. Changes are barely significant at the 95% confidence level, and the lack of a pronounced trend suggests that properties may be preserved after even more cycles. Glass transition temperature has fallen by about 3°C, indicating that little change is to be expected in the heat deflection or softening temperatures.
Studies of the effects of repeated processing on the properties of HIPS. Total number of processing cycles used
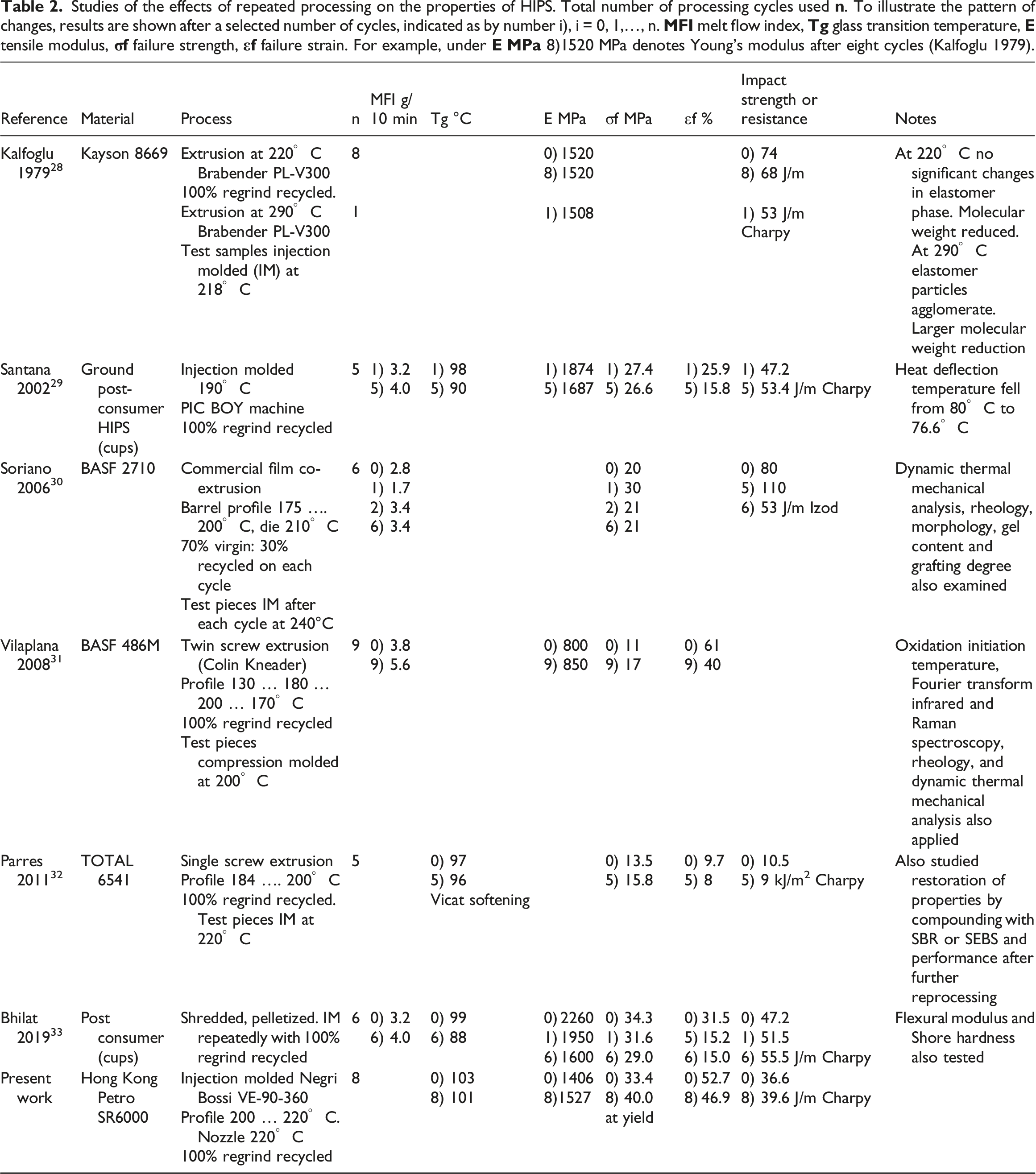
It should be noted that in some cases, where repeated processing was by extrusion, test samples were injection molded after each cycle, thus introducing another process step; nevertheless, common trends are apparent. In some cases, changes from cycle to cycle are not monotonic, and may be more or less rapid. This is particularly noticeable after the first reprocessing. Melt flow index (MFI) consistently increases after several cycles, corresponding to a reduction in melt viscosity, but may show a reduction after the first cycle. Values, however, remain within a normal processing range. Starting from virgin material, reported glass transition temperatures reduced by 1 or 2°C, indicating little change in heat deflection or softening temperatures. For material recovered from disposable cups, however, the reduction was higher, about 10°C. Tensile modulus fell by 4% (present work) and 1% in reference 28 after repeated processing, and in one case an increase of 6% was seen 31 (though here the reported modulus is very low for a typical HIPS). Again, larger reductions are seen for the post-consumer material (cups). In all cases, strength at break shows more complex behaviour, while elongation at break consistently reduces. Impact properties also show complex behaviour. These effects have been explained as summarised in the following.
Homopolymer polystyrene is brittle and HIPS toughening is achieved by polymerization of styrene containing dissolved polybutadiene (PB) at around 5–20% weight, resulting in a blend of homopolymer styrene (hPS), homopolymer butadiene (hPB) and copolymers (PBgS) with varying numbers of grafts per PB chain. The hPS and hPB are incompatible, and by control of the polymerization process a morphology is obtained with macrophase domains of hPB, typically 2 – 10 μm in size, dispersed in hPS. The hPB domains are heavily filled with single graft (G = 1) PBgS micelles, together with some PBgS, (G ≥2) which are able to solubilize and take up hPS creating sub-domains of about 0.5–2 μm, thus producing the so-called ‘salami’ structure. The hPB domains are compatibilized with the hPS matrix by a surface layer of PBgS (G ≥2).
34
Figure 5 illustrates the morphology. ‘Salami’ morphology of HIPS: molecular visualization (Left) and electron micrograph (Right). PB shown black, PS white. Reproduced from.
34
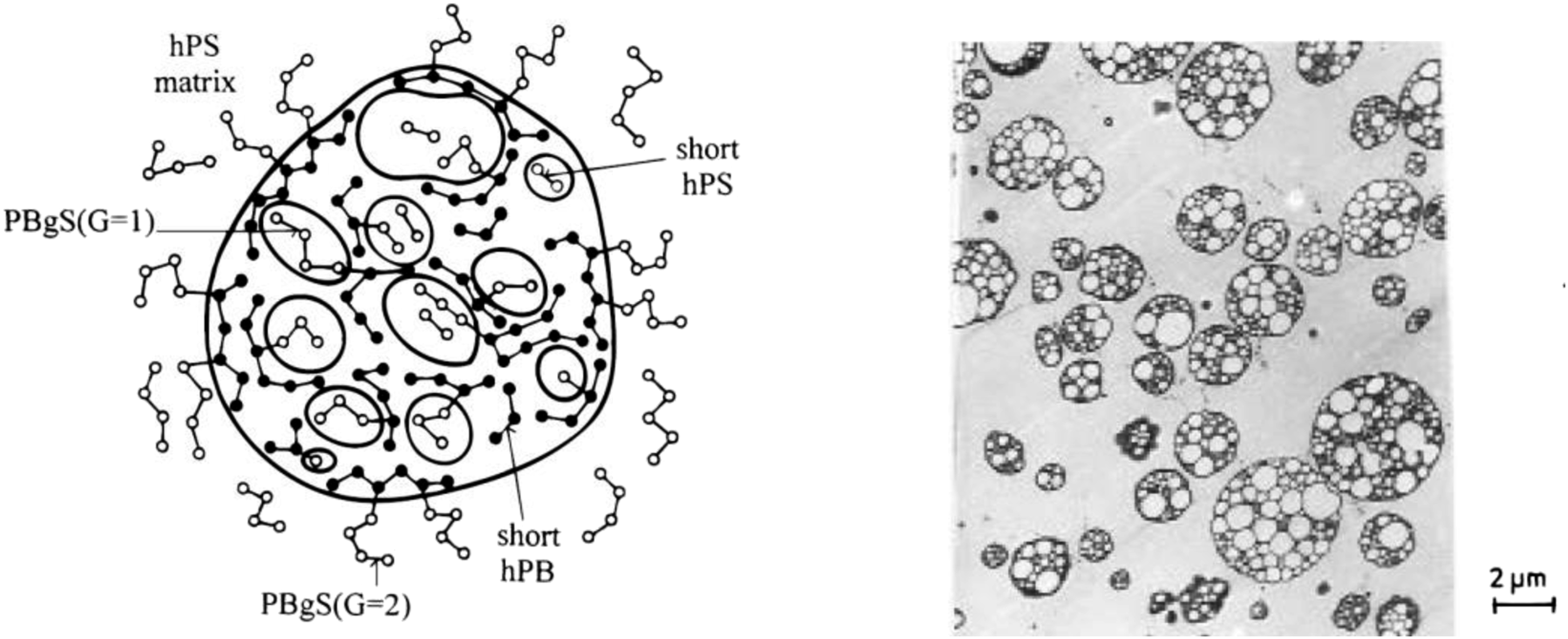
Changes resulting from repeated processing have been explained 30 in terms of gel content, grafting degree, volume fraction of the dispersed rubber phase (including occlusions), molecular weight of the polystyrene and morphology of the material. Molecular weight was found to fall from cycle to cycle due to chain scissions resulting from thermo-mechanical treatment; however, melt viscosity depends also on the volume fraction of the ‘salami’ dispersed phase, which increases during the first cycle due to further grafting reactions. This is confirmed by an increase in gel content, which measures the insoluble fraction of the dispersed rubber phase, and the grafting degree, the fraction of polybutadiene physically and chemically bonded to polystyrene. Increased volume fraction of the dispersed phase is the dominant effect on the first cycle, resulting in increased viscosity and decreased MFI. In subsequent cycles, the volume fraction of the dispersed phase falls due to thermo-mechanical disruption of the structure, while the molecular weight also continues to fall. This is reflected in reduced gel content and grafting degree, and results in a reduction of viscosity and increase in MFI. Cross-linking reactions by the rubber double bonds increase the rigidity of the particles during the first cycle, leading to reduced impact performance. Subsequently, mechanical properties depend in a complex way on the interaction of a number of processes, including molecular weight reduction, reducing grafting degree and cross-linking density, and disruption of the dispersed phase. It is noted 32 that these processes are not very significant at a conventional processing temperature of 190°C, and the cross-linking reaction exotherm was detected by differential scanning calorimetry at 209°C. At significantly higher processing temperatures (290°C) severe degradation is to be expected after a single process cycle. 28
The present work, supported by the literature, demonstrates that the processing and performance properties (tensile and impact) are not significantly reduced by several cycles of processing under normal conditions, indicating that recycling of HIPS is possible without the need for remediation of properties. Reground flake can be fed directly to the molding machine, provided that an appropriate conveying system is in place, thus avoiding the additional processing load involved in compounding and pelletizing. It should be noted, however, that more significant property reduction has been seen on reprocessing some post-consumer material.29,33 A factor in this may be the effects of environmental exposure, including UV, which is examined in the following.
Effects of UV exposure
Experimental procedure
In the present context, where plastic is recovered from returned, end-of-life office equipment, significant contamination and weathering effects are unlikely, but exposure to UV may be relevant. To assess the susceptibility of the material, HIPS specimens were exposed on one side to fluorescent UV light in a QUV Accelerated Weathering Tester according to ASTM D4329-99 at wavelength ranges (UVA) from 315 nm to 400 nm. The effects on mechanical properties were assessed using tests as specified above, as well as changes in coloration. UV exposure was performed on three samples each of black and white HIPS for periods of 250, 500, 1000, 1500, 2000 h.
Tensile and impact properties and coloration after UV exposure
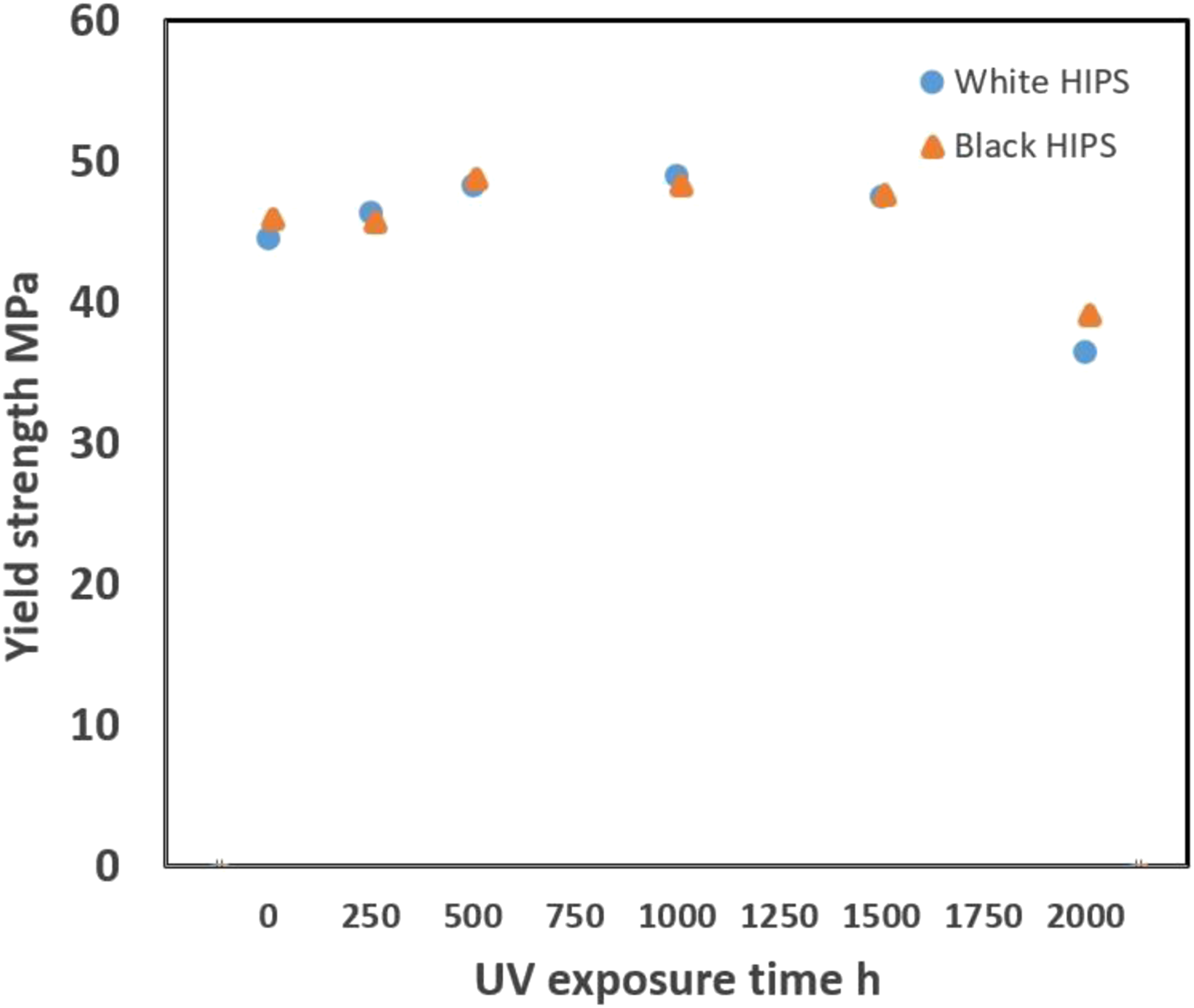
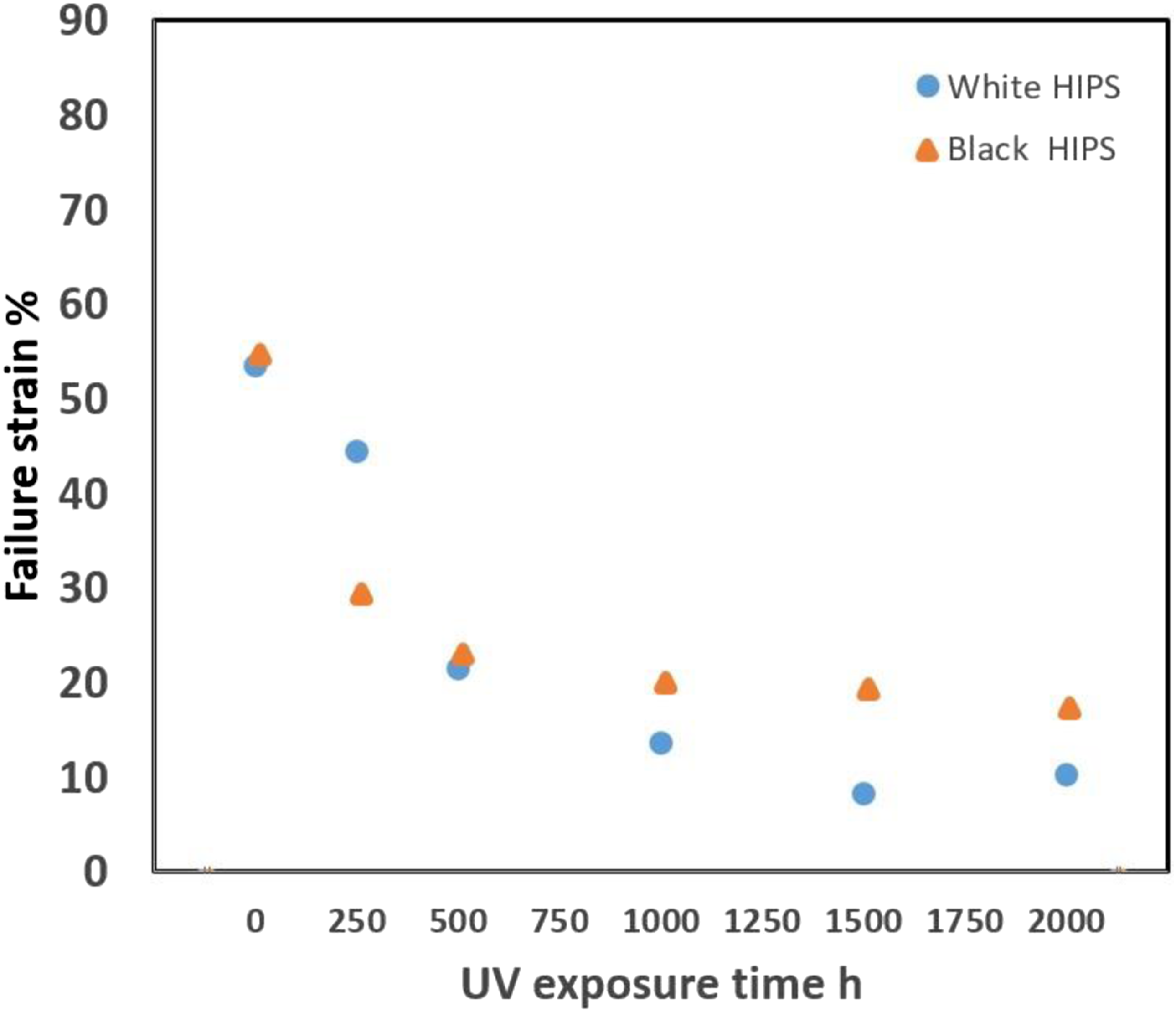
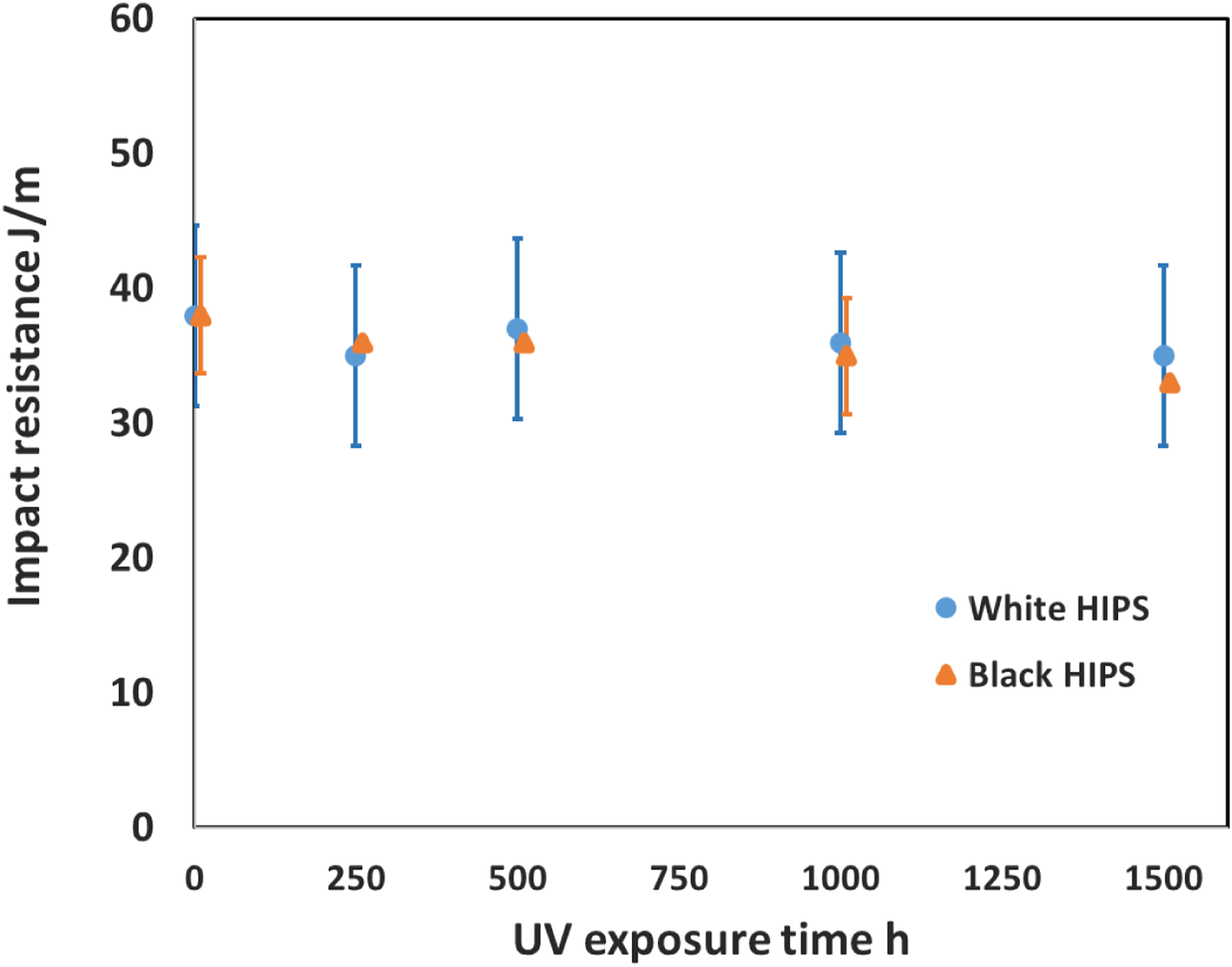
Figures 6–9 summarize tensile and impact properties after UV exposure of virgin material (Idemitsu HT50). Due to the small number of samples, reduced in some cases by test failures, confidence limits are variable or unavailable and are not shown. An indication of the reproducibility of results is provided by the generally close agreement between results for black and white material. Tensile modulus after UV exposure. Yield strength after UV exposure. Strain at failure after UV exposure. Impact resistance after UV exposure.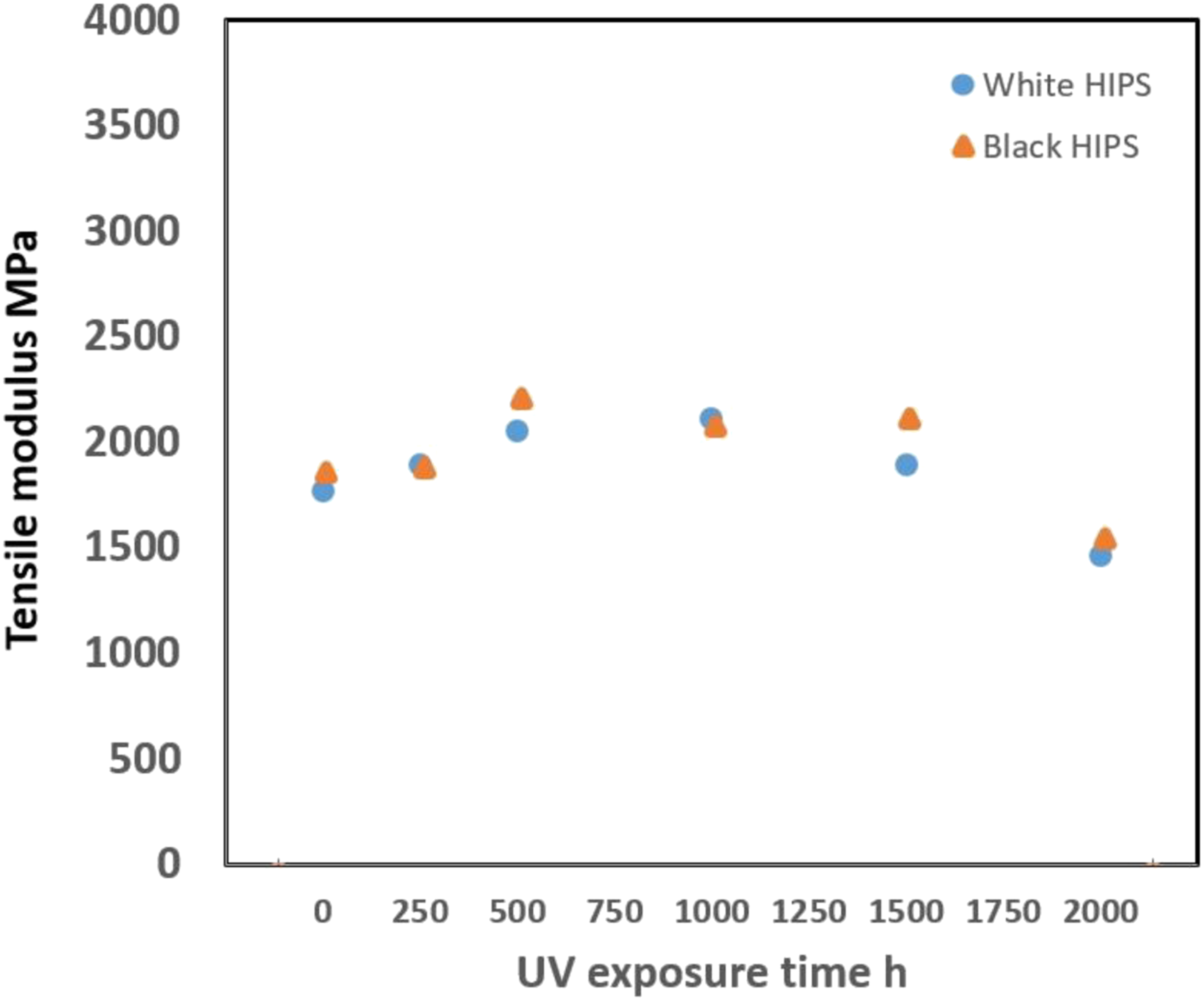
Coloration after UV exposure
The following figure shows coloration of white samples after periods of UV exposure Figure 10. Coloration of HIPS after UV exposure.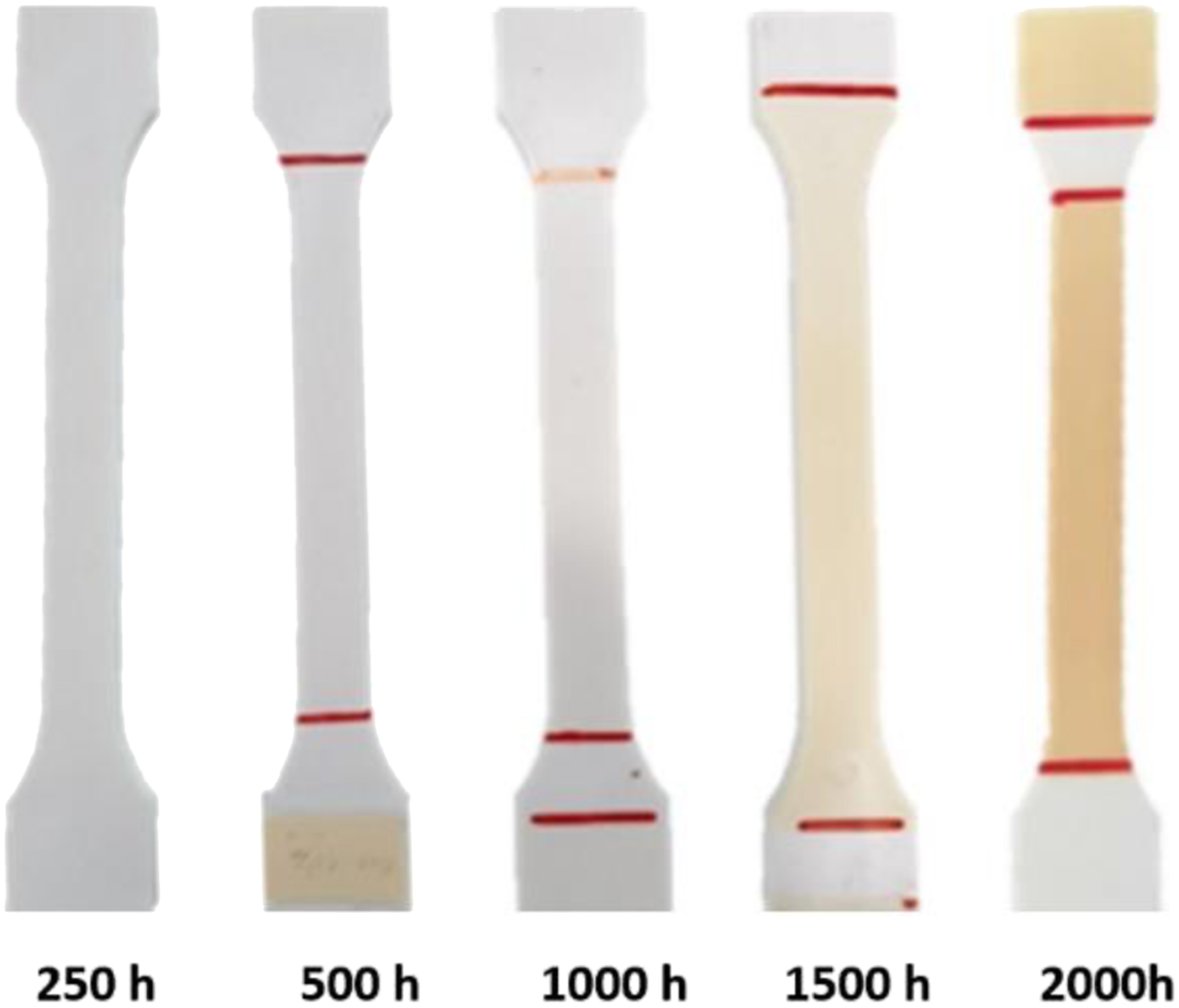
Discussion
In the present work the effects of UV exposure on mechanical properties of black and white HIPS are found to be very similar. In both, the tensile modulus and yield strength showed an initial (500 h) slight increase (∼15%) due to embrittlement of the surface layers due to photo-oxidation. Tensile modulus remains nearly constant until about 1500 h, after which a significant fall of ∼30% in modulus and yield strength is seen. This can be attributed to the complete failure of the surface layer under prolonged UV exposure. Both black and white HIPS show a significant reduction of the failure strain even at 250 h exposure. This is followed by a further reduction with increased exposure, due to embrittlement of the surface layers.
In contrast to the tensile performance, there was only a slight reduction (∼10%) in the impact performance for both black and white HIPS. This suggests that other than the surface exposed to UV the material retains its ductility. Finally, a yellowing discoloration was observed in white HIPS samples at 1500 h UV exposure, becoming severe at 2000 h.
Summary of published work on the effects of UV exposure on HIPS properties. To indicate the pattern of changes results are shown for selected exposure times indicated as ***) h. For example, under
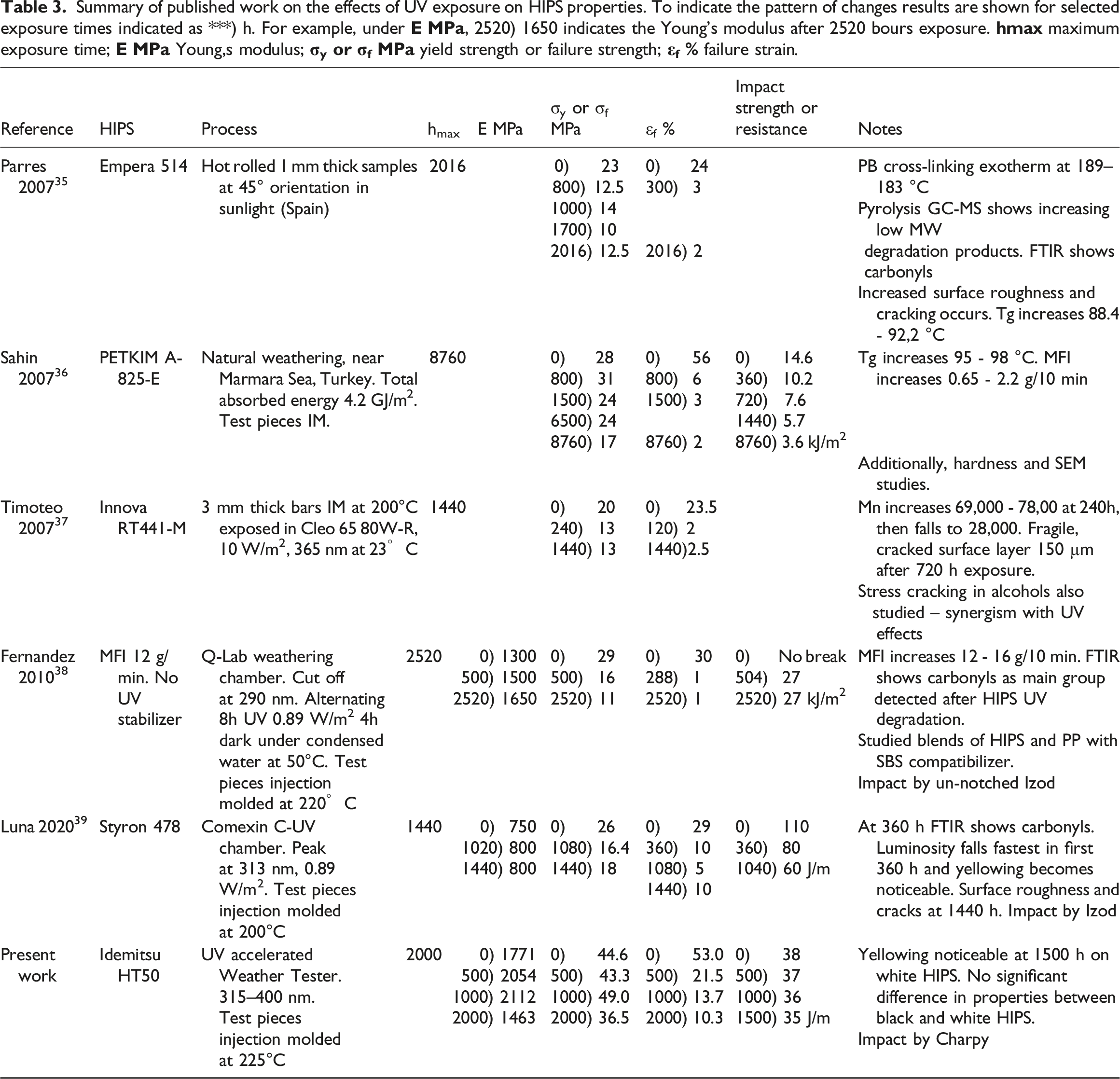
The literature results show that modulus is rather insensitive to UV exposure, consistent with the present results, showing positive or negative changes of 25% or less. Tensile strength (or yield strength) consistently falls monotonically, often more rapidly at first. Elongation at break reduces quickly and very significantly. Impact properties reduce, severely after long environmental exposure. 36 Glass transition temperatures change by only a few degrees, while Melt Flow Index increases. Molecular weight can show an initial increase followed by a reduction.
The chemical and structural changes underlying these effects are now described. Though the inclusion of polybutadiene is beneficial for toughening, it provides a fragile site for initiation of photo-oxidative degradation. Degradation by UV occurs at wavelengths ≥300 nm starting with the formation of radicals at the allylic position in PB. 39 In the presence of oxygen, unstable alkyl and peroxyl radicals and photo-unstable intermediary products are formed. These produce further radicals on UV irradiation, resulting in cross-linking and chain scissions in the PB 40 together with the formation of many lower molecular weight oxidation products.41–43 Auto-oxidation of PB proceeds rapidly44,45 and forms the first stage of HIPS degradation, with the competing effects of chain scission and cross linking resulting in the observed non-monotonic changes in molecular weight. Eventually, chain scissions dominate leading to lower molecular weights and increased MFI. It follows that these effects are more pronounced with a higher PB content, when an increase in molecular weight can be seen after an initial rapid fall, followed by a slower reduction .40,46 Cross-linking increases the rigidity of the PB domains 35 and eliminates their toughening effectiveness; crack propagation is seen along the interface between PB domains and the PS. 36 The resulting reduction in impact performance is accompanied by dramatic reductions in elongation at break, these properties approaching those of pure PS. Due to competing effects during this phase, the tensile modulus can show small positive or negative changes. As PB oxidation nears completion, with double bonds approaching saturation, the second phase of HIPS degradation begins, with radicals generated during PB degradation initiating oxidation of the PS. This slower process follows first order kinetics 45 as found in studies of pure PS. 37 Chain scissions increase with UV exposure resulting in a steady decrease in properties. Surface roughness develops 35 and after long exposure a severely degraded, cracked surface layer is formed. During this phase yellowing develops. Measurable yellowing was found 46 after irradiation of specimens in a Sepap 12/24 unit after 50 h followed by a slower darkening. With irradiation at 0.89 W/m2, peak λ = 131 nm, a significant drop in luminosity was measured 39 after 15 days, levelling off after 30 days. Yellowing due to natural weathering and accelerated aging were compared in reference. 47 Yellowing correlates with the degree of degradation and provides an indication of the expected decline in material properties.
Studies of thermally induced oxidation such as may occur during processing have found similar degradation mechanisms, with loss of unsaturation and formation of hydroxyl and carbonyl groups. 40 A prior heat treatment eliminated the induction period of UV photo-oxidation, 44 suggesting that photosensitive hydro-peroxides can accumulate during thermal processing and initiate photo-oxidation on exposure to UV. It follows that reprocessing can increase susceptibility to subsequent UV degradation. 48 Conversely, it has been found that reprocessing of UV-aged material (grind, extrude, pelletize and injection mold) 47 caused further coloration, which was homogeneous, rather than confined to surface layers, indicating accelerated degradation due to the presence of oxidized species generated during aging dispersed throughout the material. It was concluded 49 that thermo- or photo-aged materials have an accelerating role in degradation during subsequent reprocessing. Synergies between degradation in aging and reprocessing clearly exist, and inclusion of even a small amount of heavily aged material in a reprocessed batch is inadvisable. 47
With this in mind, the properties of HIPS recovered from the cases of end-of-life products are examined in the following Section.
HIPS recovered from end-of-life products and their blend
Properties of HIPS recovered from returned end-of-life units and originating from various manufacturers, and of a dry mixed blend containing 25% of each. 95% confidence limits are shown.
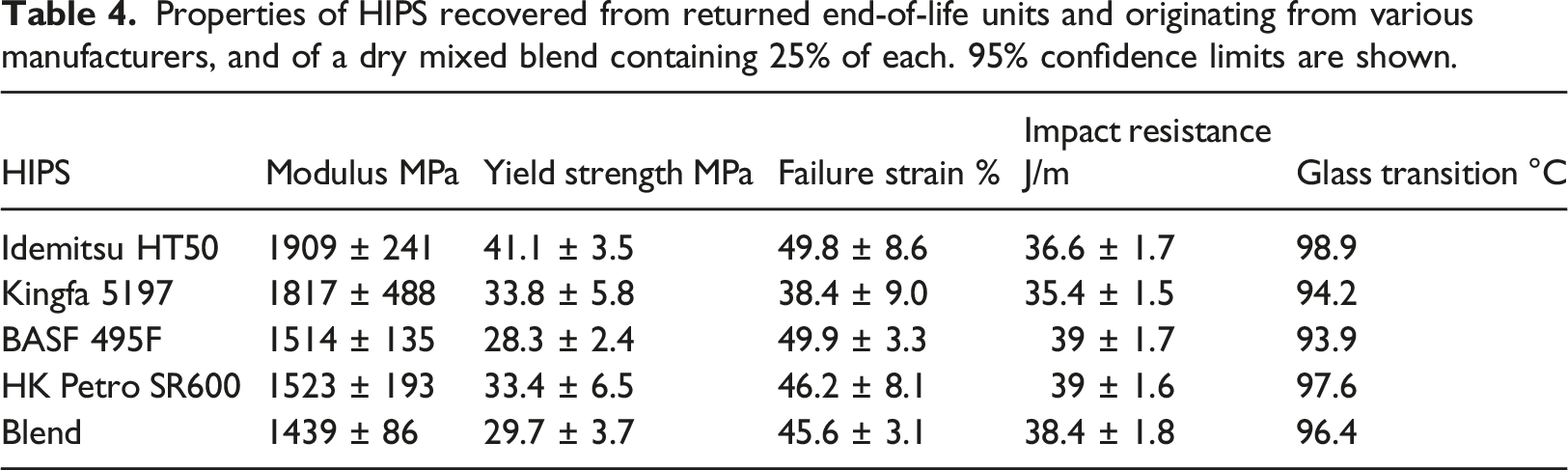
Often, the properties of non-compatibilized blends fall below those of the constituents; however, here, since very similar materials are involved, no significant reduction of properties is found. Importantly, visual inspection of the returned product cases before regrind found no noticeable yellowing of white HIPS, indicating that as a consequence of the indoor use environment of the products their UV exposure was low compared with that of material in the tests described above. Accelerated degradation due to synergies between UV exposure and thermo-mechanical stresses in reprocessing are therefore not anticipated, and this is confirmed in practice.
Conclusions and outcome
This article provides a template for organisations proposing a move to recycling a thermoplastic (HIPS) as part of an Extended Producer Responsibility/Circular Economy CE business model. By demonstrating the investigations and practical aspects to be considered the necessary steps are set out. Starting from original material, HIPS has been injection molded to produce tensile and impact test pieces, reground and reprocessed eight times, simulating the repeated 100% closed loop recycling of production scrap. Following this, original material has been exposed to UV for varying periods, simulating an important aspect of products' in-use experience. Finally, material recovered from returned end-of-life products has been ground to flake and blended to investigate the use of mixed material from different original material manufacturers. Assessing the present results, together with literature findings, key results enabling the effective and economical implementation of an EPR/CE business model for HIPS recycling are: ⁃ Mechanical properties are rather insensitive to repeated processing by re-grind and injection molding. ⁃ Glass transition temperature and Melt Flow Index are likewise rather insensitive to re-processing. ⁃ While prolonged exposure to UV brings about significant degradation, the in-use environment of the product is such that this does not occur. ⁃ Material recovered from returned end-of-life products and originating from different resin manufacturers may be re-ground to flake, dry blended and fed directly to the injection molding machines. ⁃ Compounding to restore material properties is not necessary, thereby avoiding additional costs, energy use and increased carbon footprint ⁃ No significant modifications to processing conditions are required.
It should be noted, though, that synergies exist between degradation due to UV exposure and subsequent thermo-mechanical treatment. Inclusion of any heavily UV degraded material in the recycle stream will accelerate degradation during reprocessing. This was not observed in the present work.
Implementation by the company of a returns system for end-of-life units provides a source of material that avoids multiple problems arising from the use of mixed waste streams. Combined with proper initial material identification followed by sorting during disassembly, materials of known origin are available. Together with a knowledge of their in-use environment – in particular their UV exposure – this provides confidence in implementing economically and environmentally positive recycling into high value products within a circular economy business model. Based on the results of this investigation the company is now successfully manufacturing items from 100% recycled material.
Footnotes
Acknowledgements
The authors acknowledge the financial contribution supporting this study by the European Regional Development Fund (ERDF) through the Welsh Government under the ASTUTE 2020 operation https://www.astutewales.com. ![]() is reproduced from
34
with permission of The American Chemical Society.
is reproduced from
34
with permission of The American Chemical Society.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the European Regional Development Fund (ERDF)