
Abstract
In this study, low-density polyethylene (LDPE) thermoplastic film was used as an alternative to conventional synthetic adhesives for the production of formaldehyde-free birch plywood. The work aimed to determine the effect of pressing temperature (140°C, 160°C, and 180°C) and thermoplastic polymer dosage (130 g/m2, 150 g/m2, 170 g/m2, and 190 g/m2) on the physical and mechanical properties of plywood panels. The adhesive ability of the LDPE film was evaluated by measuring the shear strength of the panels. Additionally, water absorption, thickness swelling after 24-h water immersion, bending strength, and modulus of elasticity of the panels were investigated. The results showed that the shear strength of the plywood samples bonded with LDPE film ranged from 1.5 to 1.7 MPa, exceeding the minimum requirement of 1.0 MPa specified in EN 314-2 and satisfying the criteria for bonding Class 1 (dry conditions), which is intended for interior applications only. Increasing the pressing temperature from 140°C to 180°C had a positive effect on shear strength, bending strength, and modulus of elasticity; however, it led to increased water absorption and thickness swelling. An increase in polymer dosage from 130 to 190 g/m2 also positively influenced shear strength, bending strength, and modulus of elasticity. Considering mechanical performance, panel thickness, and economic factors, the optimal pressing conditions for bonding veneer sheets with LDPE film were determined to be a temperature of 160°C and a polymer dosage of 150 g/m2.
Keywords
Introduction
Plywood is one of the most widely used wood-based composites, characterized by a combination of valuable properties that give it advantages over traditional solid wood as a construction material. In terms of production volume, plywood ranks second only to particleboard. According to FAO data, global plywood production reached approximately 110 million cubic meters in 2023. 1
Traditionally, synthetic thermosetting adhesives based on urea-formaldehyde (UF) resins have been predominantly used in plywood manufacturing, providing high bonding strength. 2 However, a significant drawback of these adhesives is their high toxicity due to the emission of free formaldehyde, which limits their use, especially in interior applications. With increasing environmental regulations regarding formaldehyde emissions, the development of formaldehyde-free plywood bonding technologies has become increasingly important. Recent advances in wood-based composites have focused on the development of alternative bonding systems aimed at reducing formaldehyde emissions and enhancing sustainability. Previous research has demonstrated the feasibility of incorporating non-conventional materials to reinforce plywood structures. For example, Ashori et al. 3 successfully integrated carbon fiber and waste rubber powder into plywood manufacturing, demonstrating that such alternative materials can improve mechanical performance while addressing environmental concerns. In a similar context, the use of thermoplastic polymers in wood composites has received increasing attention,4–14 highlighting the potential of polymer-based systems as alternatives to conventional adhesive formulations.
One promising approach to reducing the toxicity of wood composites is replacing UF adhesives with thermoplastic adhesives such as polyethylene, polypropylene, polystyrene, and polyvinyl chloride.6–11 Studies have shown that high-density polyethylene (HDPE) can provide bonding strength comparable to conventional UF resins at significantly lower pressing pressure and adhesive consumption. 11 Besides HDPE, other thermoplastics, such as low-density polyethylene (LDPE), co-polyamide (CoPA), and co-polyester (CoPE), have been successfully tested, demonstrating satisfactory or excellent performance in plywood, depending on the wood species used. 12 CoPA is recommended for hardwood species like beech and birch, while CoPE is suitable for spruce, providing bonding strength comparable to melamine-urea-formaldehyde (MUF) adhesives.
The wood species is an important factor influencing bonding efficiency. Plywood made from beech, birch, and hornbeam veneers exhibits higher mechanical properties compared to plywood made from poplar or spruce; however, the latter can still be acceptable with proper adhesive selection. 13 It has also been found that increasing the thickness of the thermoplastic film (from 50 to 150 µm) positively affects bonding strength and reduces water absorption.
LDPE is one of the most widely used thermoplastic polymers but does not provide high bonding strength. To improve adhesion between hydrophilic wood and hydrophobic polymer, surface modification of veneers has been explored. In particular, treatment of birch veneer with citric acid solutions (5–25%) before bonding with LDPE or recycled LDPE (rLDPE) improves shear strength while reducing water absorption and thickness swelling of plywood. 14
Besides environmental benefits related to formaldehyde-free bonding, the use of polyolefin films made from recycled plastics contributes to reducing plastic waste, which has significant economic, social, and ecological advantages. In Ukraine, only about 10% of polymer waste is recycled, while the rest accumulates in landfills, where the degradation period for polyethylene products can range from 500 to 1000 years. Incineration of polymer materials leads to the release of toxic substances harmful to human health. This suggests to use not only primary thermoplastic polymers, but also secondary polymers (waste) in the production of wood composites.4,5,7,15–22
Research results indicate that plywood bonded with recycled rLDPE exhibits physical and mechanical properties similar to those bonded with virgin polyethylene (LDPE), with formaldehyde emission levels below 0.1 mg/m2·h, meeting the Super E0 emission class, thus qualifying such materials as environmentally safe. 23
While earlier studies have examined the use of various polymer films in wood composites,4,5,11–13,23–25 systematic optimization of LDPE film parameters specifically for plywood manufacturing remains limited. The present study addresses this gap by investigating the interactive effects of polymer dosage and pressing temperature on the properties of birch plywood, with the objective of establishing optimal processing conditions suitable for commercial applications.
Materials and methods
Materials
To manufacture the plywood, rotary-cut birch (Betula pendula) veneer with dimensions of 300 × 300 × 1.6 mm and a moisture content of 6 ± 2% was used. The veneer sheets were visually selected to ensure the absence of visible defects. For bonding the veneers, low-density polyethylene (LDPE) thermoplastic film of three thicknesses — 0.025 mm, 0.069 mm, and 0.138 mm — was used, with a density of 0.907–0.916 g/cm3 and a melting temperature of 110–114°C.
To achieve different polymer (film) dosages, 130 g/m2, 150 g/m2, 170 g/m2, and 190 g/m2, various combinations of film thicknesses were used: • 130 g/m2 — one layer of 0.138 mm film; • 150 g/m2 — two layers: 0.138 mm and 0.025 mm; • 170 g/m2 — one layer of 0.138 mm and two layers of 0.025 mm; • 190 g/m2 — two layers: 0.138 mm and 0.069 mm.
Manufacturing of plywood
Five-layer plywood samples were produced. The veneer sheets in each stack were arranged so that the wood grain direction in adjacent layers was perpendicular. Thermoplastic film was placed between adjacent veneer sheets instead of applying liquid adhesive (Figure 1). The films were cut to match the dimensions of the veneer sheets. Schematic of plywood samples’ production.
Conditions of plywood manufacturing.

The pressing temperature depends on the type of adhesive used, particularly the melting temperature of the thermoplastic films. Since LDPE melts at 110–114°C, the hot pressing temperature must exceed 114°C to ensure proper flow of the polymer on the veneer surface and its penetration into the wood structure. 26 However, temperatures above 200°C are not recommended, as thermal degradation of wood components may occur, leading to a decrease in the cohesive strength of the adhesive bond. 27
Based on experimental findings and literature analysis, the following variables were selected: • pressing temperature: 140°C, 160°C, and 180°C; • polymer dosage: 130 g/m2, 150 g/m2, 170 g/m2, and 190 g/m2.
Following hot pressing, the samples bonded with thermoplastic film were subjected to cold pressing at room temperature for 5 min to prevent warping. For each bonding regime, three plywood samples were produced. After bonding, the samples were conditioned for 7 days at 20 ± 2°C and 65 ± 5% relative humidity.
Testing of plywood
After air conditioning in a standard climate, standard samples were taken from each panel to determine the appropriate physical and mechanical properties. The following properties were determined following the relevant standards: EN 315,
28
EN 323,
29
EN 317,
30
EN 314-1,
31
EN 314-2,
32
EN 310,
33
EN 636
34
: • thickness, • density, • moisture content, • water absorption and thickness swelling after 24-h immersion, • shear strength, • bending strength (modulus of rupture), • modulus of elasticity.
To determine the moisture content, samples were weighed with an accuracy of 0.01 g and dried in an oven with natural air circulation at 103 ± 2°C until a constant mass was achieved. Constant mass is considered to be reached when the results of two successive weighing operations, carried out at an interval of 24 h, do not differ by more than 0.1% of the mass of the board. After cooling in a desiccator containing anhydrous calcium chloride, the samples were weighed again. Density was determined by measuring the mass and linear dimensions of the samples.
Shear strength, used as an indicator of bonding quality, was determined by tensile–shear testing of specimens pre-soaked in water at room temperature for 24 h. Bending strength and modulus of elasticity were measured in three-point bending tests. Bending strength was assessed by loading the specimen at a constant rate until failure, with the maximum load recorded to within 1% accuracy.
Before testing water absorption and thickness swelling, samples were weighed and their thickness was measured, then immersed in distilled water for 24 h. After immersion, surface water was removed with filter paper. For water absorption testing, the samples were weighed with an accuracy of 0.01 g; for swelling, the thickness was measured with an accuracy of 0.001 mm.
The compression ratio (CR) in % of plywood panels was calculated as shown below:
In the plywood production using LDPE film as an adhesive, heating the veneer assembly is critical and depends largely on the polymer’s melting temperature. Pressing temperatures below this point prevent adequate melting, while temperatures above it accelerate heating and reduce bonding time. Excessively long pressing, however, may cause veneer degradation. Thus, sufficient heat must reach the inner layers to allow the LDPE film to melt and flow while simultaneously drying the veneer. During contact heating, heat is transferred from the press plates to the outer layers, with inner-layer heating occurring by conduction through the veneer and polymer film. To monitor temperature distribution during hot pressing, core temperatures were measured under defined pressing conditions using thermocouples connected to a PT-0102K multichannel device. 35 Measurements began at the moment of press closure, with temperatures recorded at one-second intervals throughout the pressing cycle.
Statistical analysis
The effects of polymer content and pressing temperature on the properties of the laboratory-fabricated plywood panels were analyzed using analysis of variance (ANOVA) at a significance level of 0.05. Post hoc comparisons of the means were conducted using Tukey’s Honestly Significant Difference (HSD) test to identify statistically significant differences between groups.
Results and discussion
Statistical analysis
The outcomes of two-factor ANOVA.

Note: T = temperature of pressing; PD = polymer dosage; T × PD = interaction between main factors; MC = moisture content; MOR = bending strength; MOE = modulus of elasticity in bending; WA (24 h) = water absorption; TS (24 h) = thickness swelling; SS = sum of squares; MS = mean square; F = Fisher statistic; p = p-value. * Significant difference at the 5% level (p ≤ 0.05); ** = not significant.
Heating of the veneer pack
Figure 2 illustrates the temperature distribution within the veneer stack during the hot pressing of plywood samples for varying polymer dosages and pressing temperatures. The obtained graphs clearly demonstrate differences in heating dynamics depending on the polymer dosage and pressing temperature (Figure 2). The total heating time of veneer packs bonded with LDPE films ranged from 250 to 370 s, depending on the pressing temperature and polymer dosage. A critical parameter in manufacturing plywood with thermoplastic films is the melting temperature of the polymer. This melting point was reached inside the veneer pack in 120–125 s, 75–85 s, and 60–80 s at pressing temperatures of 140°C, 160°C, and 180°C, respectively, and at polymer dosages ranging from 130 to 190 g/m2. As pressing temperature increases, the heating rate also increases, while a higher polymer dosage slightly slows the heating process, especially noticeable at a temperature of 140°C. Temperature distribution curves inside the veneer stack during hot pressing (horizontal dashed red line – melting point of polymer).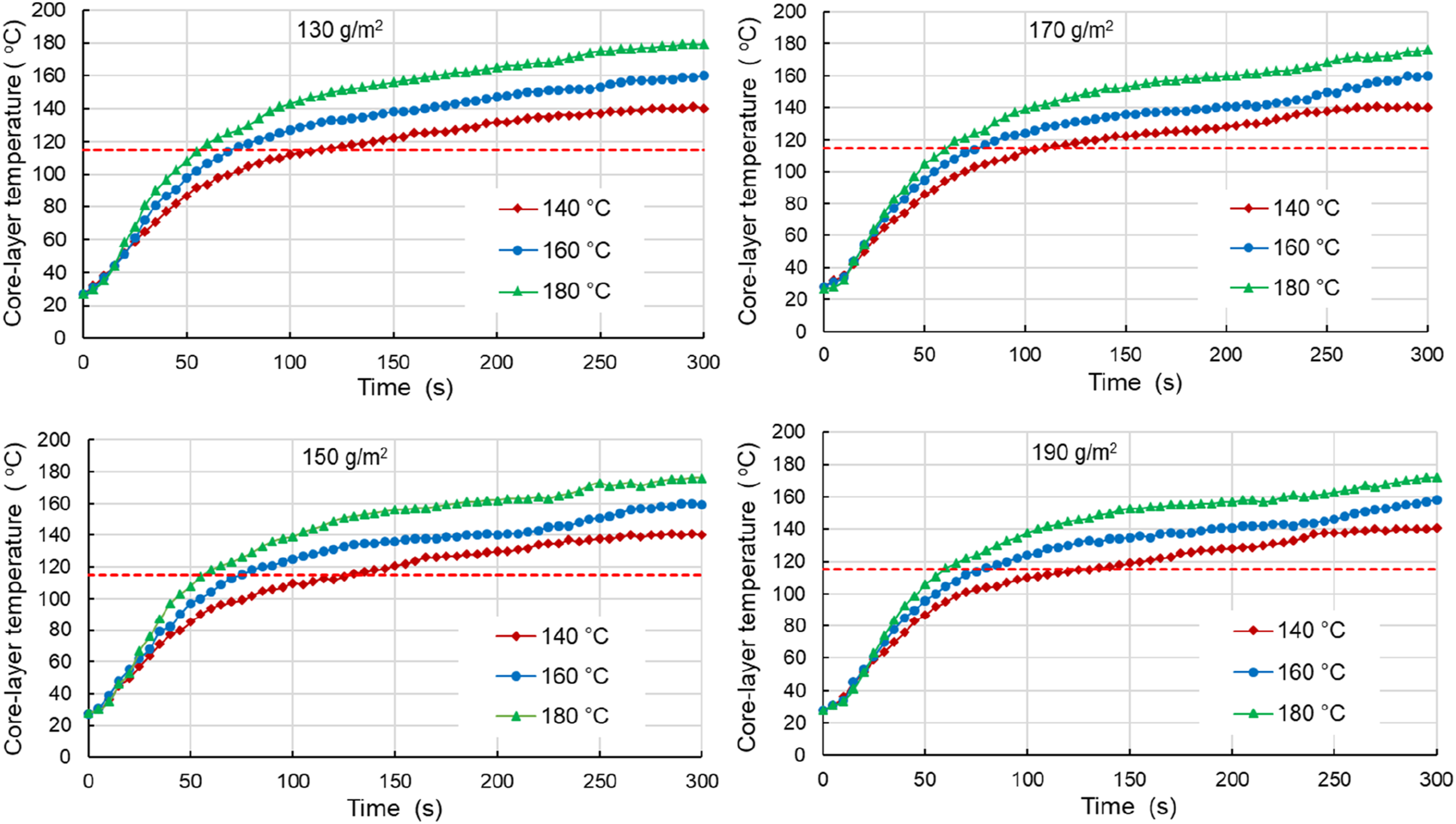
With an increase in pressing temperature from 140°C to 180°C, the time required to heat the core of the veneer pack to 125°C decreased by 89% at a constant polymer dosage. This can be attributed to the increased temperature gradient, which is inversely proportional to the heating time. 35 When the polymer dosage increased from 130 g/m2 to 190 g/m2, the time required to heat the pack’s core increased slightly, by 3.8% to 4.2%, depending on the pressing temperature. This is due to the greater thickness of material that must be heated to the polymer’s flow temperature. Since the adhesive layer formed by the molten thermoplastic polymer is relatively thin compared to the veneer, the primary factors influencing the heating rate of the veneer assembly, aside from the pressing temperature, are the veneer thickness and the wood species, under identical pressing conditions. 13
An analysis of the heating curves of LDPE-bonded veneer packs (Figure 2) under varying polymer dosages and pressing temperatures revealed a consistent heating trend across all tested conditions. The heating process can be conventionally divided into four stages: initial heating, moisture evaporation, thermoplastic melting, and further heating. During the first stage (up to 100°C), the veneer and thermoplastic film are heated. As the thermoplastic polymer contains no moisture, water evaporation at this stage occurs only from the veneer surface. The LDPE film is capable of penetrating the cells and vessels of the veneer, forming mechanical interlocks by creating a grid-like structure across the glue lines without obstructing the wood anatomy. This facilitates free moisture movement through longitudinally oriented vessels and fibers, minimizing heat losses and promoting efficient heating. 36 When the internal temperature reaches approximately 115°C, the crystalline-amorphous LDPE film transitions from a glassy to a highly elastic state (melting stage). Further heating to 125°C causes the polymer to enter a viscous-flow state, which is essential for effective bonding of veneer layers. It was found that higher pressing temperatures promote the penetration of the molten polymer into the cells and vessels of the veneer, resulting in the formation of mechanical interlocks between the polymer and the wood, thereby improving bonding strength. 11
Moisture content, thickness, compression ratio, and density of plywood
Moisture content, thickness, compression ratio and density of plywood samples.

In this study, the thickness of plywood samples bonded with LDPE thermoplastic film ranged from 7.5 to 7.8 mm. Increasing the LDPE dosage from 130 to 190 g/m2 resulted in a slight increase in thickness, whereas raising the pressing temperature from 140°C to 180°C produced a slight decrease; both effects were significant (Table 2). The minor increase in thickness at higher polymer dosages can be attributed to the formation of a thicker polymer layer between veneer sheets. Conversely, elevated pressing temperatures enhance the elasticity of the LDPE film, allowing greater compression and thus increasing the compression ratio (Table 3) and, as a result, reduce the thickness of the samples. The density of the plywood samples ranged from 671 to 681 kg/m3 and was not significantly affected by either pressing temperature or polymer dosage.
Water absorption and thickness swelling of plywood
A graphical representation of the effect of polymer dosage and pressing temperature on the water absorption and thickness swelling of plywood samples is shown in Figure 3. It was found that increasing the pressing temperature did not result in a significant change in water absorption, as confirmed by statistical analysis (Table 2). The observed water absorption values align with the widely accepted understanding that water absorption is related to panel density
37
; higher density typically leads to fewer voids and, consequently, lower water absorption. Since the panel density remained largely unchanged with increasing pressing temperature (Table 3), water absorption was not significantly affected. However, increasing the LDPE polymer dosage from 130 to 190 g/m2 resulted in a 7% reduction in water absorption. A higher polymer dosage allows molten polymer to more effectively fill surface voids and micropores in the wood veneers, covering a larger portion of the hygroscopic wood and thereby reducing water penetration and overall water absorption.11,24 Water absorption and thickness swelling of LDPE film-bonded plywood for different polymer dosages and pressing temperatures.
Similar trends were observed in thickness swelling after 24-h water immersion. According to Tukey’s multiple range test, there were no statistically significant differences in thickness swelling between LDPE-bonded samples with varying polymer dosages. The effect of polymer dosage on thickness swelling was nonlinear: the lowest thickness swelling value (10.8%) was recorded at 170 g/m2, while the highest (11.3%) occurred at 190 g/m2. In contrast, pressing temperature had a significant influence on the thickness swelling behavior. An increase in pressing temperature from 140°C to 180°C led to a 19.4% increase in thickness swelling, which may be attributed to a greater compression ratio (Table 2).
Mechanical properties of plywood
A graphical representation of the effect of polymer dosage and pressing temperature on the bending strength, modulus of elasticity, and shear strength of plywood samples is shown in Figure 4. The average bending strength of plywood specimens bonded with thermoplastic LDPE films ranged from 90.3 to 122.5 MPa. The corresponding average modulus of elasticity varied between 9787 and 12,928 MPa. The lower 5 percentile limit values for bending strength and modulus of elasticity classify the plywood panels to the classes F40/60 E 80/100 and higher according to the standard EN 636.
34
Bending strength, modulus of elasticity, and shear strength of LDPE film-bonded plywood for different polymer dosages and pressing temperatures.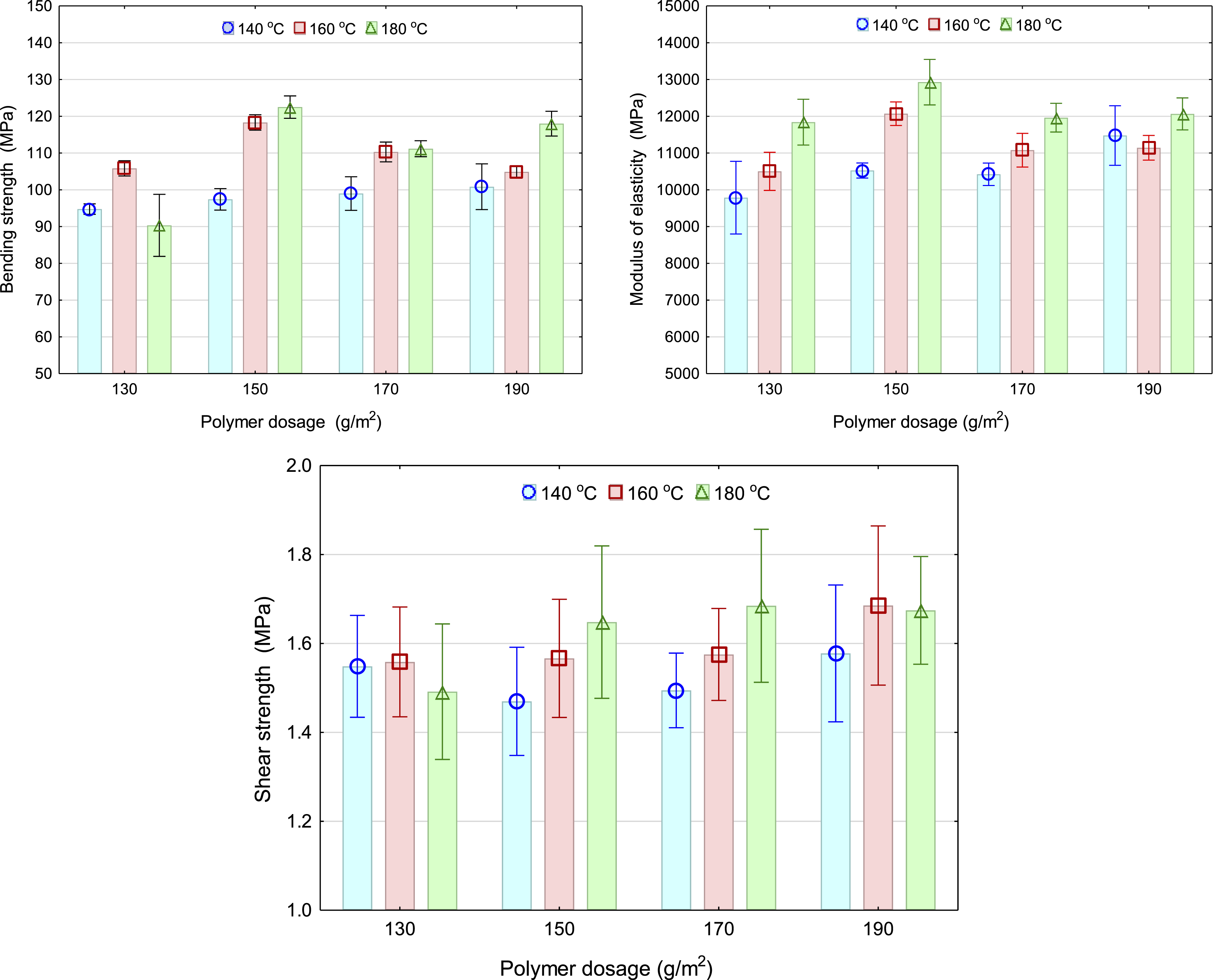
It should be noted that the experimentally established dependencies of the modulus of elasticity are similar to those of bending strength, as the investigated factors exert a comparable influence on both parameters. With an increase in pressing temperature and polymer dosage, both bending strength and modulus of elasticity increase. Specifically, when the pressing temperature is raised from 140°C to 180°C, bending strength increases by 12.7%, and the modulus of elasticity increases by 15.6%. Other studies10,11 have also reported that the average mechanical properties of plywood panels bonded with polystyrene or HDPE tend to improve with increasing pressing temperature during manufacturing.
The effect of polymer dosage on bending strength and modulus of elasticity is nonlinear. As the polymer dosage increases from 130 g/m2 to 150 g/m2, these properties improve; however, further increases in polymer dosage result in their decline. For instance, the highest bending strength (122.5 MPa) and modulus of elasticity (11,841 MPa) are observed at a dosage of 150 g/m2, while the lowest value of bending strength (90.3 MPa) and modulus of elasticity (10,710 MPa) corresponds to a dosage of 130 g/m2.
The highest bending strength values were recorded at a polymer dosage of 150 g/m2 and pressing temperatures of 160°C and 180°C. For example, when the polymer dosage increases from 130 g/m2 to 190 g/m2 at a pressing temperature of 140°C, bending strength increases by 6%. Further temperature increases to 160°C and 180°C at a polymer dosage of 150 g/m2 result in bending strength increases of 19.9% and 22.6%, respectively. However, a subsequent increase in polymer dosage to 190 g/m2 leads to a decline in bending strength due to excessive polymer usage. An excessive amount of adhesive can result in the formation of a thicker bond line, which increases the likelihood of crack development within the adhesive layer and consequently reduces strength. It is known that with increasing glueline thickness the bonding strength decreases. 38 Furthermore, as noted by Fang et al., 24 the inherent mechanical strength of the plastic film is relatively low, which may further contribute to reduced bonding performance when the polymer dosage is excessive.
The shear strength of LDPE-bonded plywood specimens also increases with rising pressing temperature and polymer dosage (Figure 4), although this increase is statistically insignificant (p ≥ 0.05). This trend can be explained by the transition of the polymer from a highly elastic to a viscous-flow state (softening–melting range), which enhances molecular mobility and promotes better penetration of the molten polymer into veneer surfaces, forming a mechanical interlock. Accordingly, as the amount of thermoplastic film increases, more liquid polymer penetrates the veneer, which in turn contributes to higher shear strength. 36 An increase in the bonding strength with an increase in the number of HDPE layers was also observed by Chang et al.. 25
The lowest shear strength values were obtained for specimens bonded at 140°C with polymer dosages of 150 g/m2 (1.47 MPa) and 170 g/m2 (1.49 MPa), and at 180°C with 130 g/m2 (1.49 MPa). These findings are consistent with those reported by other researchers,11,17,24 who observed that while the molten plastic film was capable of penetrating the veneer when pressed at 140°C, its limited fluidity hindered its ability to infiltrate wood. As a result, the formation of mechanically bonded joints was insufficient to produce a strong wood–adhesive interface. They also reported that a distinct bond line was formed when the pressing temperature reached 160°C, at which point the plastic film exhibited adequate fluidity and viscosity, resulting in the highest observed shear strength.
In our previous study, 11 macroscopic analysis of alder veneer bonded with HDPE film revealed that the penetration of HDPE into the veneer surface was more pronounced in plywood samples manufactured at higher temperatures (160°C and 180°C) compared to those produced at 140°C. At elevated pressing temperatures, the HDPE film was observed to flow and penetrate the wood surfaces during hot pressing, resulting in the formation of a continuous bondline and a mechanical interlocking structure. This enhanced penetration contributed to stronger adhesive joints. In contrast, samples pressed at 140°C exhibited a distinct bondline between adjacent veneer layers, indicating insufficient penetration of the HDPE film into the veneer surfaces. Such inadequate bonding can lead to delamination due to the weak interfacial adhesion between the film and the veneer.
As the pressing temperature increases, the viscosity of the polymer decreases. Consequently, the reduction in shear strength observed at 130 g/m2 and 180°C may be attributed to excessive and accelerated penetration of the polymer into the veneer structure, resulting in an insufficient amount of adhesive remaining at the bond line. A similar decline in shear strength was also noted at 190 g/m2 and 180°C, likely due to the excessive polymer dosage, which caused molten film to leak from the plywood assembly during pressing, thereby reducing the effective adhesive available for bonding.
Although the effect of pressing parameters on shear strength is statistically insignificant (p ≥ 0.05), considering energy consumption, a pressing temperature of 160°C and polymer dosage of 150 g/m2 are economically more efficient.
Overall, plywood production using thermoplastic films offers several advantages over UF-bonded plywood. These benefits stem from eliminating liquid adhesive preparation, adhesive application equipment, and the associated cleaning and waste disposal steps. This method also prevents the release of harmful formaldehyde vapors. Consequently, the proposed manufacturing approach improves environmental performance (i.e., no formaldehyde emissions) while maintaining sufficiently high mechanical properties. It also shortens the production cycle, enhances workplace hygiene, and removes the need for cleaning glue application systems.
Although bonding with a thermoplastic film is easily implementable in plywood manufacturing, this technology, despite its advantages, also presents several challenges that require resolution. Due to the high softening temperature of polyethylene and its low compatibility with wood, plywood bonded with polyethylene film is suitable only for interior applications. Thermoplastics melt at elevated temperatures, which disrupts the bond between the wood and the adhesive, leading to a loss of panel strength and preventing their use in load-bearing structures. Moreover, the hot-pressing temperature is higher compared with UF adhesives, and additional cooling equipment is required to prevent defects caused by polymer shrinkage. The main challenge remains the incompatibility of thermoplastics with wood; therefore, improving the interfacial interaction between the polymer and the wood will be a key focus of future research.
Conclusions
Low-density polyethylene (LDPE) film was effectively used to bond plywood at varying polymer dosages and pressing temperatures. Results indicate that both polymer dosage and pressing temperature significantly influence panel thickness, bending strength, modulus of elasticity, and thickness swelling, while panel density and bonding strength remain largely unaffected. Optimal properties were achieved at a polymer dosage of 150 g/m2 and pressing temperatures of 160–180°C. These conditions facilitate deeper penetration of molten polymer into veneer surfaces, enhancing mechanical interlocking. Additionally, replacing conventional formaldehyde-based adhesive with LDPE film shortens the manufacturing process (by eliminating adhesive preparation), improves workplace conditions, reduces material toxicity, and removes the need for adhesive application equipment cleaning.
Footnotes
Acknowledgments
This research was supported by: the Czech Science Foundation (GAČR) under Grant № GA25-18154S; the EU NextGenerationEU through the Recovery and Resilience Plan for Slovakia under Grant № 09I03-03-V01-00124; the Slovak Research and Development Agency (APVV) under Grant № APVV-18-0378, APVV-22-0238, VEGA 1/0450/25 and VEGA 1/0077/24.
Consent to participate
All authors consent to the publication of this manuscript.
Author contributions
Author contributions Conceptualization: Pavlo Bekhta; Methodology: Pavlo Bekhta, Iryna Kusniak; Formal analysis and investigation: Pavlo Bekhta, Iryna Kusniak, Nataliya Bekhta, Ján Sedliačik; Writing - original draft preparation: Pavlo Bekhta; Writing - review and editing: Pavlo Bekhta, Iryna Kusniak, Nataliya Bekhta, Ján Sedliačik; Resources: Iryna Kusniak; Supervision: Pavlo Bekhta.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The corresponding author will provide raw data upon request. Data will be made available on request.