
Abstract
The sizing of pineapple leaf fiber (PALF) using cornstarch, polyvinyl acetate (PVA), and carboxymethyl cellulose (CMC) was analyzed, incorporating glycerol and urea as a plasticizer and stabilizer, respectively. The impact of various sizing agents on the physical properties of PALF was evaluated. A comparison between treated and untreated PALF was conducted using FTIR, thermogravimetric analysis (TGA), and tenacity testing. The thermal stability of PALF improved with PVA treatment, showing decomposition temperatures of 363.831°C after modification compared to 343.163°C before modification. Conversely, CMC and cornstarch did not affect PALF's thermal stability. The tenacity test revealed that untreated PALF had the highest breaking force, while the elongation at break increased after sizing. The drying rate of PALF decreased post-sizing, whereas water absorption increased with CMC, PVA, and cornstarch treatments. Overall, sizing agents enhanced the handling and physical properties of PALF, indicating its potential as an alternative material source for textile applications.
Introduction
Since the opening up of international trade, textile business has taken new dimensions and textile field become one of the prime industries in the world. One of the major problems in this industry is a related environmental problem. Textile industry is facing great pressure to reduce pollutant emission by finding new method to produce environmentally friendly products, such as recyclable and biodegradable textile materials.1–3 Economic and other related factors in many developing countries where natural fibers are abundant demand that scientists and engineers apply appropriate technology to utilize these natural fibers as effectively and economically as possible to produce good quality fiber for various needs. Sisal, jute, kenaf, flax and ramie fibers are example of renewable materials that have been explored for many applications. In recent years, researchers are interested to investigate the use of pineapple leaf fiber (PALF) in various industries such as pulp and textile due to low cost, low density and low energy consumption of PALF.4,5 However, the properties of pineapple leaf fiber (PALF) require more improvement for making high quality apparel. PALF composed of cellulose, hemicellulose and lignin. The natural polymer of cellulose represents about one-third of plant tissues and it can be restocked by photosynthesis. The mechanical properties of natural fibers are largely depending on the type and percentage of cellulose present. The fiber can be classified as a textile fiber, if it has a length at least 1000 times than the diameter with adequate tensile strength and elongation. For practical purposes, fiber length is required to be at least 1.0 cm and possess strength greater than 1 g per denier. The final fiber performance is contingent on the origin of the fibers, seed quality, weather conditions during growth and harvesting, fiber retting, and treatment procedures. The process of fiber sizing is an applying of thin homogenous coating on the surface of the fiber during production which can protect the fiber throughout processing and post-processing operations including spreading, handling, compounding, weaving and molding. In addition, fiber sizing improves the interface properties between the fiber surface and the polymer matrix to produce high quality polymer composites. Usually, the fiber manufacturer produces the final sizing formulation, including some ingredients such as film formers, coupling agents, lubricants, film formers and other additives. Sizing is desirable for maintaining high processing speed that is not reduced by stopping the units because of damaged fibers and yarns. Equally important, sizing can prevent processing damage during weaving that could subsequently lead to a uniform fabric for dyeing and finishing operations.6,7 Chemical treatments, procedures during the production of woven fabrics also affect the performance of textile. The production of woven fabrics includes several technological steps, which are yarn preparation for weaving. In general, the weaving properties of the yarn are greatly improved by sizing. In sizing, the warp ends are coated with a suitable chemical substance to make the projecting fibers stick to the yarn body and leave the yarn surface perfectly smooth. This research attempts to investigate the effects of using polyvinyl alcohol (PVA), cornstarch and carboxymethyl cellulose (CMC) as sizing agents on PALF. The goal of this study is to synthesize, characterize and determine the effects of sizing treatment on the performance of PALF as textile material.
Experimental
Materials
Pineapple leaf was collected from pineapple farm at Pontian, Johor, Malaysia during the harvest process. Cornstarch, polyvinyl alcohol (PVA) and carboxymethyl cellulose (CMC) were used as sizing agents. PVA was obtained from TEXCHEM Sdn Bhd and CMC was from ACROS ORGANICS. Cornstarch used is the commercial food grade. In addition to sizing agent, the size formulations contain plasticizer (glycerol) and stabilizer (urea). Glycerol was purchased from Fisher Scientific, while urea was purchased from Scharlau Chime.
Preparation of PALF
Pineapple leaves were pressed using two-roll mill to remove about 90 % of the water content. Then, fibers were extracted manually from these semi-dried leaves using knife. The fibers were then cleaned by washing thoroughly in 2 % detergent solution at 70°C followed by tape water. Basically, this removed most of the foreign objects and impurities inside the fibers. The fibers were later sun drying for 24 h before chemical treatment and further processing. The solution of sizing agent was prepared by adding glycerol and urea into CMC, PVA and cornstarch in different beakers of the same quantity. The sizes then were stirred and warmed up to 70°C using heating plate. Defatted PALF were then immersed in these hot solutions of sizing agents for 1 h. The yarns were dried in an oven at 70°C to ensure adsorption of sizes into the PALF surface and waved manually to form a piece of fabric.
Testing
Perkin-Elmer Model of FTIR was used in this study. The sample was directly analyzed on the FTIR. Scanning was carried out from 4000 to 370 cm−1. The main structure and functional group were determined according to ASTM E 2105-00.
Thermal stability of the samples was examined by Perkin-Elmer Thermogravimetric Analyzer TGA 7 instrument. The analysis was carried out in N2 atmosphere from 30°C to 950°C and heating rate of 10°C min−1 with an N2 flow rate of 20 mL−1. Thermograms were obtained by plotting percent residual weight against temperature according to ASTM E 2105-00.
Yarn-breaking load was measured using Textechno Dynamometer, Lloyd LR5K, according to ASTM D 3822-07. Five tests were performed for each sample and the mean yarn tenacity in grams of force per denier was then calculated.
Specimen having ±0.8 g PALF was used for water absorption test. Five samples were used for each treated and untreated PALF and the average value was reported. The samples were dried first in an oven at 60°C to a constant weight and immersed in distilled water at room temperature. Then, the specimens were taken out of the water and weight with an analytical balance. Percentage (%) of water absorption was calculated using equation (1).8,9

The drying rate was measured by completely immersing the sample in distilled water for 24 h in 65 % RH at 25°C. Water absorb after 24 h immersion was taken as the total weight holding capacity of the fibers. Loss of weight of water (g/g Fibers) for sequential time interval was measured and defined as the drying rates according to equation (2).
8

Results and discussion
FTIR analysis
FTIR spectra of untreated PALF and treated PALF are shown in Figure 1. The FTIR absorption of untreated PALF shows bands at 3739 cm−1 due to –OH groups, 1072 cm−1 due to C-O group. The PVA, CMC and cornstarch sized PALF also have the same FTIR absorption pattern with band at 1674 cm−1 until 1682 cm−1 for C = O group. The same FTIR spectra for untreated PALF, and treated PALF with PVA, CMC and cornstarch indicated that the sizing agents did not change the yarn chemical specifications. There are no additional bands that show the existence of chemical reaction between CMC, PVA, cornstarch with PALF, which means that all three sizing agents used did not react chemically with PALF. Therefore, sizing agents just coated the surface of the yarn and does not affect the chemical structure of PALF. Infrared Spectra of untreated PALF and treated PALF with PVA, CMC and CS.
Thermogravimetric analysis
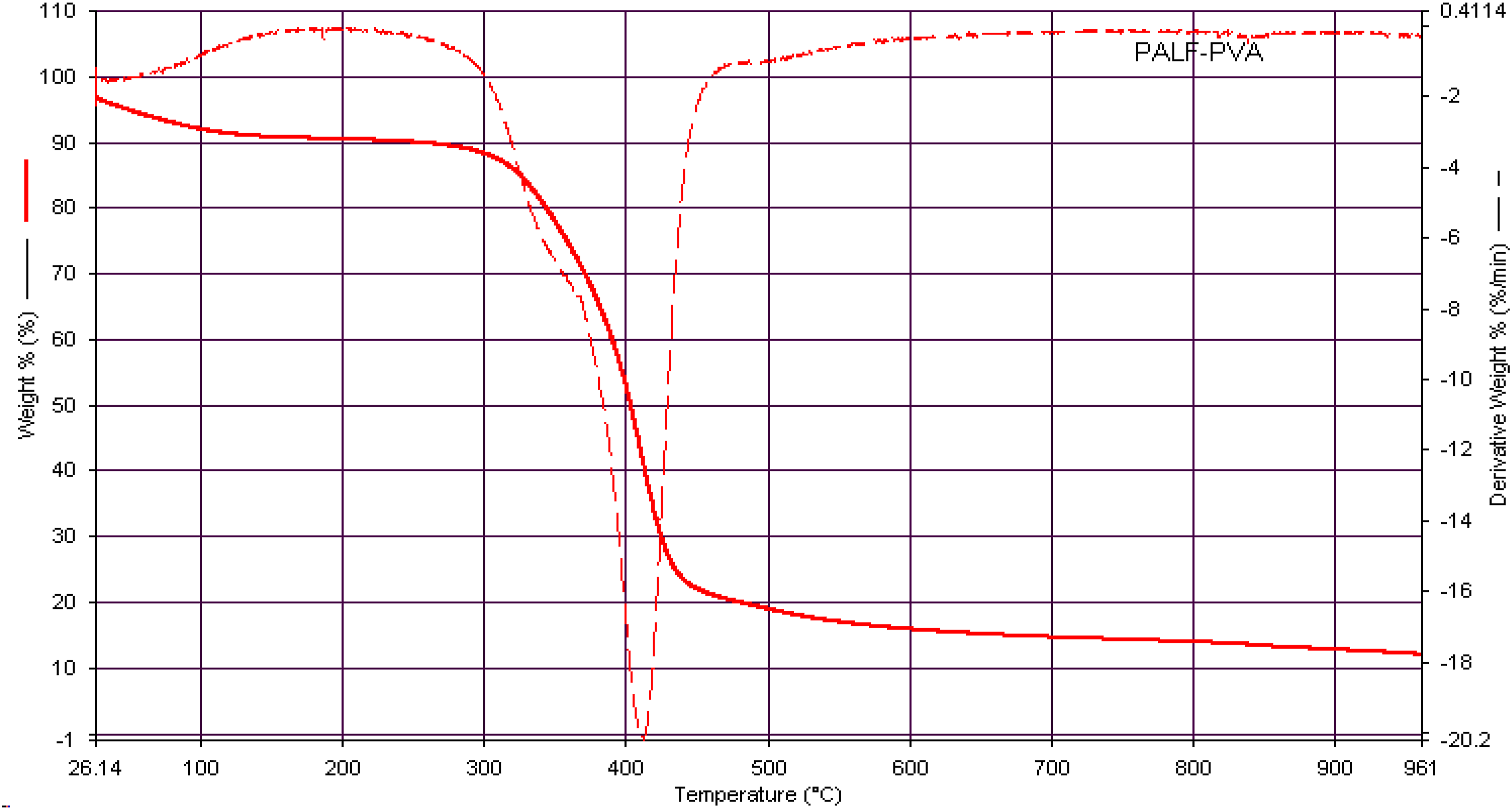
The TGA curve of untreated PALF is shown in Figure 2 indicates that there are three steps for untreated PALF designated for water evaporation, cellulose and high molecular weight cellulose decomposition at a maximum degradation temperature of 384.759°C. The weight loss of 10 % at 100°C indicated the evaporation of water (water loss). The degradation of 65% at 215°C to 410°C indicated the loss of cellulose and finally from at 410°C to 900°C is belong to 25% weight loss of high molecular weight cellulose. Figure 3 shows the thermogram curve of PVA-treated PALF and indicated three decomposition steps. Similar to the cure of untreated PALF the first decomposition step at 160°C with 10% weight loss is belong to water lost. The high weight loss percentage of second decomposition step of 70%, at 215°C to 440°C is belong to the thermal degradation of cellulose-PVA, while final decomposition at 440°C to 960°C of 20% weight loss indicative of high molecular weight cellulose-PVA. However, for PALF sized with cornstarch, there are four steps of decomposition as shown in Figure 4 which at first the decomposed in the range of 100°C with 15% weight loss, indicating water decomposition. The second decomposition occurs at range of 100°C until 225°C amounting 40% weight loss showing the decomposition of cornstarch. While the decomposition of cellulose which amounting 35% occur at range of 225°C to 400°C and final decomposition at range of 400°C to 960°C, amounting 10% is indication of decomposition of high molecular weight cellulose. Similar thermograph pattern was reported by CMC-treated PALF in Figure 5 where four step decomposition ranges were shown. At 100°C, amounting 20% weight loss is the decomposition of water and second decomposition of 35% occur at 100°C to 250°C belong to CMC thermal degradation. The decomposition range at 250°C to 400°C and 400°C to 960°C, amounting 25% and 20% weight loss respectively indicating a thermal degradation of cellulose and high molecular weight cellulose. The two decomposition stages indicating the presence of different components those decompose at different temperatures. Comparing Figure 2 with Figure 4, the onset temperature at 341.109°C is for cellulose of PALF, while at 176.863°C is onset for cornstarch. Onset temperature of PALF in cornstarch-treated PALF is similar to the onset temperature of untreated PALF at 343.103°C. The same result showed for CMC-treated PALF where the onset temperature of PALF is at 343.001°C. This result is an indication of unaffected thermal stability of PALF after treating with cornstarch and CMC. However, PVA- treated PALF showed one degradation range which indicates the well absorption of PVA onto the surface of PALF with onset temperature of 368.831°C which is higher than onset temperature of untreated PALF. The result shows higher thermal stability of PVA- treated PALF in contrast to untreated PALF. Thus, coating of sizing agent such as PVA onto PALF affects the thermal stability of PALF due to the high interaction and affinity of PVA with surface of PALF and that kind of interaction is less pronounced with cornstarch and CMC. TGA curve of untreated PALF. TGA curve of PVA-treated PALF. TGA curve of Cornstarch-sized PALF. TGA curve of CMC- sized PALF.


Tenacity performance
Figure 6 shows tensile testing results for tenacity of each yarn type which summarized the breaking strength and elongation at break of the treated PALF. The results indicated that untreated PALF has highest breaking strength then treated PALF. Generally, the treatment of PALF with PVA, CMC and cornstarch led to decreased in breaking strength of the yarn. However, the result shows the increased in elongation of PALF after treatment where CMC has the highest elongation followed by PVA and cornstarch. The well absorbed and interaction of PVA with PALF led to reduce the strength of the fiber and vies versa for CMC and cornstarch. This result is contradicted with another study on surface treatment of cotton fiber by CMC, PVA and starch as sizing agent. The study reported an enhancement in breaking strength and reduce elongation of treated cotton due to high binding force between the surface of the cotton and the sizing agent which led to equal distribution of load during deformation and consequently increase the fiber strength.
10
However, sized PALF shows a decrement in its tensile strength due to the low interaction and absorption ability compared to cotton, while the increment in extensibility of PALF is due to the presence of plasticizer agent. Furthermore, the sizing agent used act as plasticizer agent which led to variation in extensibility of PALF with different sizing agent due to the plasticization quality of CMS, PVA and cornstarch. Therefore, the high elongation of CMC –PALF is due high plasticization quality of CMS compared to PVA and cornstarch.11–13 Tensile properties of the yarn.
Water absorption and drying rate performance
Water absorption of untreated and treated PALF.

The immersion of treated and in treated of PALF in water for 24 h gave a complete water saturation of the yarns. Within 70 min, treated PALF recorded 1.37% to 3.9% drying rate, while untreated PALF had a drying rate of 0.5% as shown in Figure 7. Nevertheless, treated PALF having high hydrophilic environments which increase the effectiveness to retain water, the results of Figure 7 showed a low drying rate compare to untreated PALF. In addition, the result showed that PALF treated with PVA has the highest drying rate, followed by cornstarch and CMC due to the variation in polarity. Polarity of PVA is mainly controlled by the presence of hydroxyl group (OH), whereas cornstarch and CMC have OH and carbonyls (C=O) groups.14,17,18 Drying rate performance of sized and unsized PALF.
Conclusion
Based on the results, it can be concluded that PALF yarn was not chemically affected by treatment agents of CMC, PVA and cornstarch. The thermal stability of PALF was increased by the treatment with sizing agents. The textile properties of PALF such as drying rate water absorption were decrease after sizing with PVA, CMC and cornstarch. PALF treated with PVA had the highest drying rate and absorption capacity. Tenacity strength of PALF was decreased after treatment due to the absence of chemical interaction with sizing agents. The sizing agents act as plasticizer and increase the elongation at break of PALF yarn.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.