
Abstract
This study investigated the effects of using egg and snail shells, along with sugarcane bagasse, on various properties of hybrid reinforced epoxy composites for structural applications. The particulate shells and sugarcane bagasse serve as reinforcements while the matrix consists of epoxy resin and hardener. The composites were produced using the hand lay-up technique, and the mechanical, wear and physical properties of the prepared samples were evaluated. The fractured surfaces of the samples were examined using a scanning electron microscope. The results revealed that the source of the shell had an impact on the properties of the composites as eggshell-sugarcane bagasse particulate reinforced epoxy composites exhibited improved strengths, while snail shell-sugarcane bagasse particulate reinforced epoxy composites showed improved moduli. Optimal values were obtained for flexural and tensile strengths at 15 and 18 wt%, respectively, while flexural and tensile moduli were optimal at 12 and 15 wt%, respectively. Eggshell-sugarcane bagasse particulate reinforced epoxy composites demonstrated an optimal impact strength value of 21.81 J/m2, while snail shell-sugarcane bagasse particulate reinforced epoxy composites showed optimal results in all other properties mostly at 20 wt%. Conclusively, the use of snail shell-sugarcane bagasse particles was found to be more effective than eggshell-sugarcane bagasse particles for enhancing the properties of epoxy-based composites for structural applications while particulate reinforcement content within the range of 12–20 wt% are responsible for optimum performances.
Introduction
Scientists and researchers were driven to look into new materials because of the depletion of natural resources, and rising pollution coupled with stringent environmental controls and regulations, which also drove them to replace expensive materials with less expensive alternatives. 1 A new age of study began with the invention of polymers at the start of the 19th century. Due to their better dimensions and other qualities, synthetic fibers gained popularity at the same time and prevented natural fibers from replacing them in some application sectors. 2 Natural fibers are increasingly being used due to their biodegradability, availability, affordable price, and low processing energy requirements.3,4 They are increasingly used as reinforcing agents in polymer composites, such as thermosets and thermoplastics, because of their exceptional qualities, such as high specific modulus, biodegradability, readily availability, low cost, low weight, and great resistance to wear and tear, 5 and found a variety of applications including bumpers, automobile structural parts such as doors, roofs, covers, machine components, medical equipment, packing, and storage materials.6,7 Natural fibers are generally classified as animal and plant fiber, with Fibers from various plants, including bamboo, sugar palm, bagasse, wood, kenaf, hemp, pineapple, and cotton, and animal fibers including human air, snail shell, eggshell, etc. 8 These fibers have been widely employed in various polymers to improve the qualities of the composites, notably in terms of the environment and biodegradability.8–10 The mismatch between the polymer matrix and reinforcements on the surface has been highlighted as a fundamental difficulty in the manufacturing of polymer composites comprising natural fiber/particulate reinforcements, despite the advantages given by these materials. 11 This has significant effects on the performance of the developed composites due to the wetting issue, weak interfacial adhesion, and restricted stress transmission between the two surfaces. However, several physical and chemical methods, such as the use of compatibilizers, coupling agents, and mercerization have been adopted to mitigate these issues. 12 Polymer matrix composites can be employed in combination (hybrid) form and enhanced with particulate or fibrous elements derived from synthetic or natural fiber. Talc, calcium carbonate, kaolin, and silica are some examples of commonly used particle fillers. While fibers typically supply unidirectional reinforcement, particle reinforcement materials often affect strength in all directions. However, the inclusion of particulates into polymers plays functional roles that include increasing stiffness, reducing mold shrinkage, and dimensional stability. 13 Agricultural crop residues used as natural fibers in the design of materials have a lot of advantages ranging from easy and safe disposal of agro-waste after end-life to creating lightweight sustainable materials with suitable properties, thus providing an eco-environment and adding value to agro-products. 14 Globally, sugarcane is cultivated as an agricultural crop; the byproduct left over after the juice is extracted is known as bagasse. More than 200 million tons of sugarcane bagasse are reportedly produced annually in India alone,15,16 and approximately 1500 Million tons of sugarcane are annually produced over the world which leaves about 40–45% bagasse after juice crushing for the sugar industry giving an average annual production of 675 Million tons of bagasse as a waste material. 17 Bagasse from sugarcane is around 50% cellulose, 25% hemicellulose, and 25% lignin. 18 Because there is a high concentration of cellulose present and this cellulose has a crystalline structure, sugarcane bagasse performs optimally as a composite reinforcement. 19 Several studies have affirmed the potential of using bagasse in the fabrication of materials, in a study by Prasad et al. 19 it was confirmed that the use of varying lengths of bagasse fiber do enhance the physical and mechanical properties sugarcane bagasse-reinformed epoxy composites, and the wear study shows that composites having smaller fiber length has more wear resistance. Moreso, it was concluded that chemically treated bagasse fiber-reinforced composites display better physical and mechanical properties. While alkaline treatment has been one of the most commonly used treatments for sugarcane bagasse to mitigate some of the deficiencies of natural fibers like hydrophobicity, swelling, and reduction in mechanical performance, other treatment also includes acetone, silane, potassium permanganate treatment, etc. 20 An improvement in the tensile strength of PVC composites reinforced with up to 5% nano cellulose made from bagasse. 21 In another study by 22 up to 60% and 35% improvement in tensile and flexural modulus was observed in the properties of polypropene at 20 wt% bagasse. Ibrahim et al. (2020) 23 reported that enhanced properties were achieved through the hybridization of bagasse fibers with corn starch and corn husk. Moreover, Snails and egg shells primarily consist of calcium carbonate (CaCO3) which makes them conventional mineral fillers for composites development and this in turn, presents pulverized snails and egg shells as suitable and low-cost bio particulate for the development of inexpensive and high-performance biocomposites. 24 Hence, in this research, we studied comparatively, the influence of particulate egg shells, snail shells, and sugarcane bagasse on the mechanical and physical properties of hybrid reinforced epoxy composites. This was carried out to investigate the influence of both organic-based cellulosic and calcium carbonate derivatives from plants and animals, respectively on the properties of epoxy being considered for ecofriendly materials that are suitable for structural applications. The blend of these reinforcements from plants and animals is necessary because they are both available, biodegradable and have not received much attention from many researchers. Hence, the work tends to advance the use of reinforcements from these sources in hybridized composite fabrication for structural applications thereby enhancing the availability of green materials.
Materials and methods
Materials
The materials used for this study are epoxy resin and hardener that were procured from Hysil Chemicals, Ojota, Lagos State, Nigeria, while snail shell, eggshell, and bagasse were procured from farmlands in Ondo State, Nigeria. The eggshell was obtained from the egg of layers hen of about 7–8 months old in Akure Ondo State.
Experimental procedures
Processing of snail and eggshells
The snail shells that were used in this work were washed and boiled at 100°C for 2 h to remove organic content from the shell. The shell was sun-dried in the open air within 5 days after which ground with a crusher. The ball mill was used to mill the ground snail shell into smooth powder while the sieve shaker was used to sieve the powder to below 90 µm particle size. The powder was placed inside a muffle furnace which was heated to 1000°C and maintained for 4 h to burn off all the remaining organic matter and protein, leaving only calcium carbonate. It was allowed to cool in the furnace and then brought out for use. The same methods were used for the production of the eggshell. The element constituents of the shells were as reported in Oladele et al. 24 and Agbeboh et al. 25
Extraction of sugarcane bagasse
Sugarcane bagasse was peeled and chewed to obtain the bagasse fiber that was sundried within 5 days. The sun-dried bagasse fiber was ground into powder and sieved to obtain less than 425 µm that was used. The sugarcane bagasse constituents were as stated in Oladele. 26
Preparation of composites
Formulation of the biocomposites.
Testing and characterization of samples
The prepared composites and control samples were subjected to mechanical, wear, and physical properties tests as well as optical scanning electron microscopes analysis.
Flexural test
Three points bending test was used to evaluate the flexural property of the samples. Universal testing machine series 3369 model was used to carry out the flexural test under ASTM D790-03 standard. A sample cut into 150 × 50 × 5 mm was placed in grip of the machine and was stretched at a test speed of 5 mm/min for 65.00 mm. Three samples were tested for each composition and the average value was used as the representative value.
Tensile test
The tensile tests were conducted according to ASTM D3039/D3039M-17 standard on a universal testing machine Instron series 3369 model. The specimens with dimensions 90 × 10 × 5 mm dumbbell shape were used. The test was conducted at a crosshead speed of 5 mm/min using a 10 kg load cell. To ensure the precision and reliability of tensile test results, three repeatability tests were performed for each of the developed samples.
Impact test
The notched Izod impact test was conducted per ASTM D 256-10 a standardized test method for determining the Izod Pendulum impact resistance of plastics. The test was carried out using a Hounsfield balanced impact testing machine, serial number 3915, model number h10-3. Impact test dimension of 64 × 11 × 3 mm was notched at the center. Samples were placed horizontally on the machine, maintaining a distance of 60 mm between lines of support. The test samples were placed in a cantilever position, clamped upright with a V- notch at the level of the top of the clamp. The machine pendulum hit the test piece and was allowed to fall freely to a fixed height.
Hardness test
A hardness test was conducted on the specimen using a Shore D hardness tester following ASTM D2240-00. The samples were placed on the flat surface of the tester stand and indented. Four values were obtained by indenting the samples in four different places and the average value was used for analysis.
Wear test
A wear test was performed to evaluate the wear property of a material to determine the suitability of the composite for specific wear applications. The samples were evaluated using the Taber abrasive tester model TSC-A016 by ASTM D 1044-13, a standardized test method for resistance of transparent plastics to surface abrasion. Before the test, the initial weight of the sample was measured. Each sample was mounted on the Taber abrasive tester operated at 150 rpm for 10 min, and then the weight post abrasion testing was taken. A mold of 100 mm diameter × 3 mm thickness was used to produce the wear samples. The wear index of each of the samples was determined using equation (1)
Thermal test
A thermal test was carried out using Lee’s disk apparatus to determine the thermal conductivity of the developed biocomposites per ASTM E1530-19. The thermal conductivity analysis was carried out at a temperature range of 50°C–80°C and as such, no temperature or thermal degradation was noticeable as the material developed was not tested at a temperature close to the activation of degradation.
To determine the thermal conductivity of these samples, the relationship in Equation (2) was used.
Water absorption test
Water absorption tests were carried out per ASTM D5229M-12. To carry out the test, 250 cm3 of water media was poured into clean plastic containers. The initial weight of each of the samples was taken using a chemical weighing balance (FA2104A model which has a precision of ±0.0001 g) and readings were taken every day for 30 days. To take the readings, the samples were brought out and cleaned with a clean cloth before being weighed. The data collected was used to determine the weight gained and % water absorption using the formula in Equations (3)
Scanning electron microscope analysis
Morphological features of the fractured surfaces of the prepared composites were examined using EVO MA 15, Carl Zeiss SMT scanning electron microscope. The samples were gold sputtered to improve electrical conductivity before the characterization.
Result and discussion
Flexural properties
Figure 1 shows the maximum flexural strength results of the prepared composites and control samples. From the results, the snail shell-sugarcane bagasse particulate reinforced epoxy composites has their optimum value at 9 wt% reinforced sample with a value of 31.41 MPa while egg shell-sugarcane bagasse particulate reinforced epoxy composites had their optimum at 12 wt% reinforced sample with a value of 33.45 MPa. The control sample was with a value of 26.92 MPa which culminated in about 24% enhancement for eggshell-sugarcane bagasse particulate reinforced epoxy composite compared to the control sample while the enhancement was 17% for snail shell-sugarcane bagasse particulate reinforced epoxy composite. After these optima values, the flexural strengths for both eggshell and snail shell reinforced composites continues to decrease with the increase in the eggshell and snail shell, and this in turn causes a reduction in the ductility of the composites. This could be attributed to the controlled movement of the matrix by the shell particulates. There is a reduction in the total surface area required for good matrix-filler interaction with an increase in the particulates.27,28 It was noticed that both shells influenced the enhancement in a similar mode with gradual increase and decrease but attained their optimum at the different reinforcement content which can be attributed to the interaction between the reinforcements and the matrix with respect to weight fractions. Variations in reinforcement contents have been discovered as one of the parameters that are influencing the performances of prepared composites and that is what was observed in this research. The low flexural strength at the peak that was achieved between 3 and 6 wt% may be due to the small quantity of the reinforcements that are present in the composites as revealed by the SEM images in Figure 10(a) and (b) which may prevent adequate load transfer from matrix to reinforcements. While for 18–20 wt% samples, the low flexural strength at peak may be due to overloading that can be seen in the SEM images in Figure 10(e) and (f) of the reinforcements within the epoxy leading to weak interfacial adhesion and poor load transfer from matrix to reinforcement. Variation of maximum flexural strength against reinforcement contents and the control.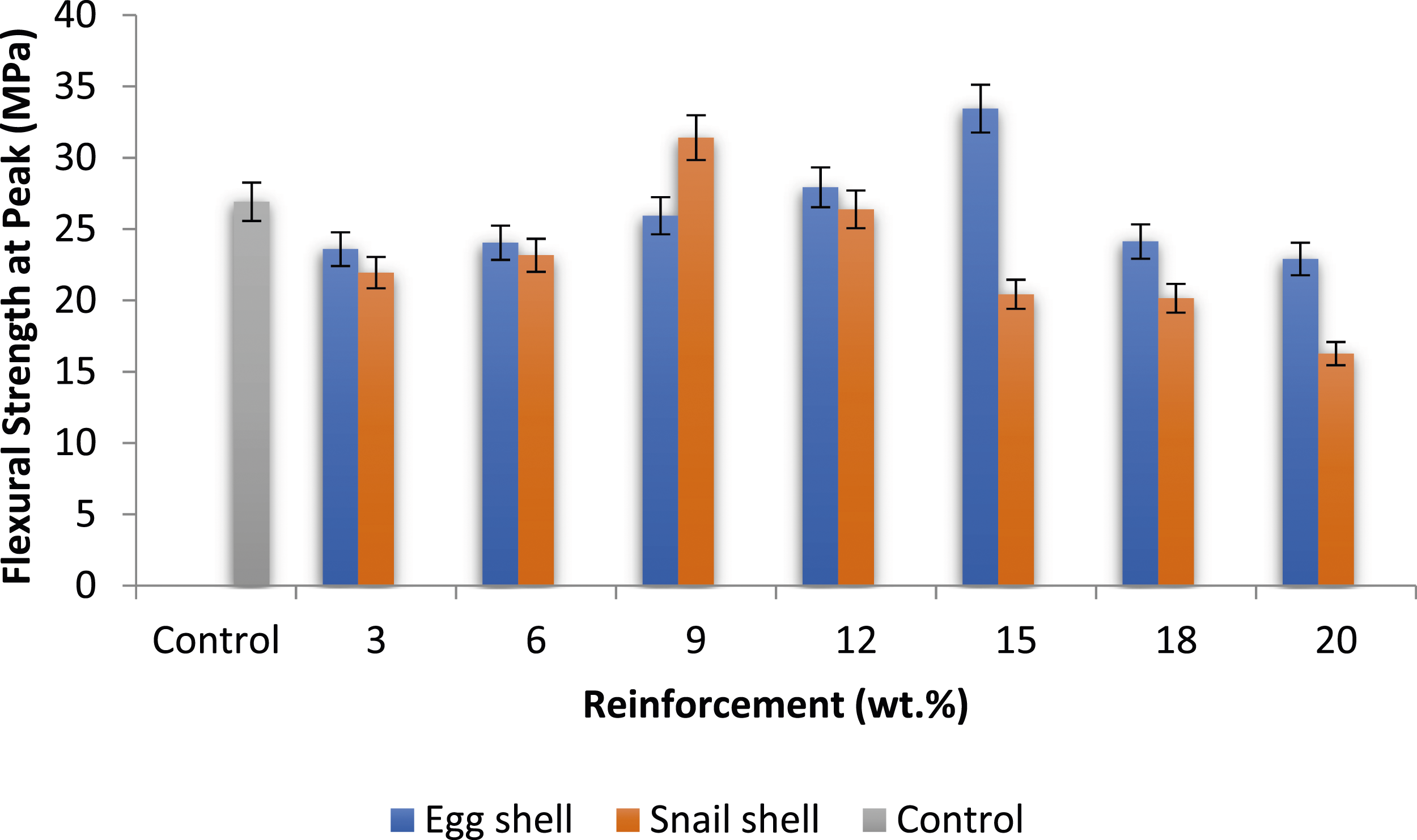
Flexural modulus
Flexural moduli of the samples were as shown in Figure 2 where a particular trend was observed for the prepared composites in comparison with the control sample. The snail shell-sugarcane bagasse particulate reinforced epoxy composites were highly enhanced compared to eggshell-sugarcane bagasse particulate reinforced epoxy composites and the control, only a slight increase was noticed in the egg shell-sugarcane bagasse particulate reinforced epoxy composites. The optimum value was attained at 12 wt% snail-shell reinforced composite with a value of about 371.47 MPa compared to the control sample having a value of about 150.18 MPa. It was deduced that about 147% enhancement has been achieved. It was discovered from the results that flexural modulus was more enhanced at low reinforcement content than at higher weight. This is caused by agglomeration formation at higher concentrations of the reinforcements as shown in the SEM images in Figure 10. The reasons for the observed trends in the results were similar to what was responsible for the trends in Figure 1 as discussed. Therefore, the observed responses of the prepared composites to the evaluated properties are most likely due to these stated reasons. Variation of the flexural modulus of the prepared composites with the control.
Tensile properties
Variation of ultimate tensile strength with reinforcement content was shown in Figure 3 where it was discovered that all the composites have higher strengths than the control. The strength was gradually enhanced within 9–18 wt% reinforcements of both eggshell-sugarcane bagasse and snailshell-sugarcane bagasse particles. However, the sample with 18 wt% egg shell-sugarcane bagasse particles hybrid reinforced epoxy composite was the best compared to snail shell-sugarcane bagasse particles hybrid epoxy composites. The optimum value of 32.50 MPa culminated in about 212% enhancement compared to the control sample. The gradual enhancement in tensile strengths of both composites could be because of the presence of baggage filler in their mix ratio because cellulosic-based materials possess good tensile strength potentials. However, there is a reduction at 20 wt% which can be attributed to the poor adhesion between these fillers and the polymer matrix.28,29 Variation of ultimate tensile strength against reinforcement contents and the control.
The tensile moduli of the prepared composites are shown in Figure 4 Variation of tensile modulus of the prepared composites and control.
Impact strength
The variation of impact strength with egg and snail shell-bagasse reinforced epoxy hybrid composites and the control sample was shown in Figure 5. The result showed that there was an enhancement in the impact strength for all the weight fractions of the hybrid composites. The enhancement potential was noticed to be higher in eggshell-sugarcane bagasse particulate-reinforced epoxy composites than in snail shell-sugarcane bagasse particulate-reinforced epoxy composites. In agreement with flexural and tensile strengths results obtained in Figures 1 and 3, egg shell-bagasse particulates tend to enhance epoxy composites strengths compared to snail shell-sugarcane bagasse particulate reinforced epoxy composites. The impact strength of samples within 3–18 wt% of eggshell particulates gradually increased with an increase in reinforcement contents whereas it decreases from 3 to 20 wt% reinforcements for snail shell-sugarcane bagasse particulate reinforced epoxy composites. Hence, the sample with 18 wt% eggshell-sugarcane bagasse particulate reinforced epoxy composite has the highest impact strength with a value of 21.81 J/m2 which culminated in about 97% enhancement compared to the control. The enhancement in the impact properties can be attributed to the uniform dispersion of the particles and the presence of cellulosic materials in the mix leading to the formation of good interfacial bonds between the filler and the polymer matrix thereby improving the energy-absorbing capacity of the composites. The sudden decrease in the impact properties at a higher fraction of these particles may be due to the formation of agglomeration resulting from the higher percentage of particles which could result in defects.
30
The gradual decrease in impact strength for snail shell-sugarcane bagasse particulate reinforced epoxy composites and the decrease in eggshell-sugarcane bagasse particulate reinforced epoxy composite at 20 wt% showed that higher reinforcement contents above 20 wt% may weaken the impact strength. However, since both composites possess improved impact strengths compared to the control sample, therefore, impact strengths of particulate reinforced epoxy composites can be enhanced within 3–20 wt%. Variation of impact strength with egg and snail shell-sugarcane bagasse reinforced epoxy hybrid composites and the control.
Hardness test
Figure 6 showed a regular trend of the composite from both egg and snail shell-bagasse hybrid reinforced epoxy composites. From the results, it was discovered that hardness increases as the reinforcement content increases, however, improved hardness was observed at 12 wt% and snail shell-bagasse hybrid reinforced epoxy composites were more enhanced compared to eggshell-sugarcane bagasse particulate reinforced epoxy composites. Snail shell-sugarcane bagasse particulate reinforced epoxy composite gave the optimum value of 36 HS at 20 wt% compared to control with a value of 25 HS culminating in 44% enhancement. Variation of hardness with egg and snail shell-sugarcane bagasse reinforced epoxy hybrid composites and control.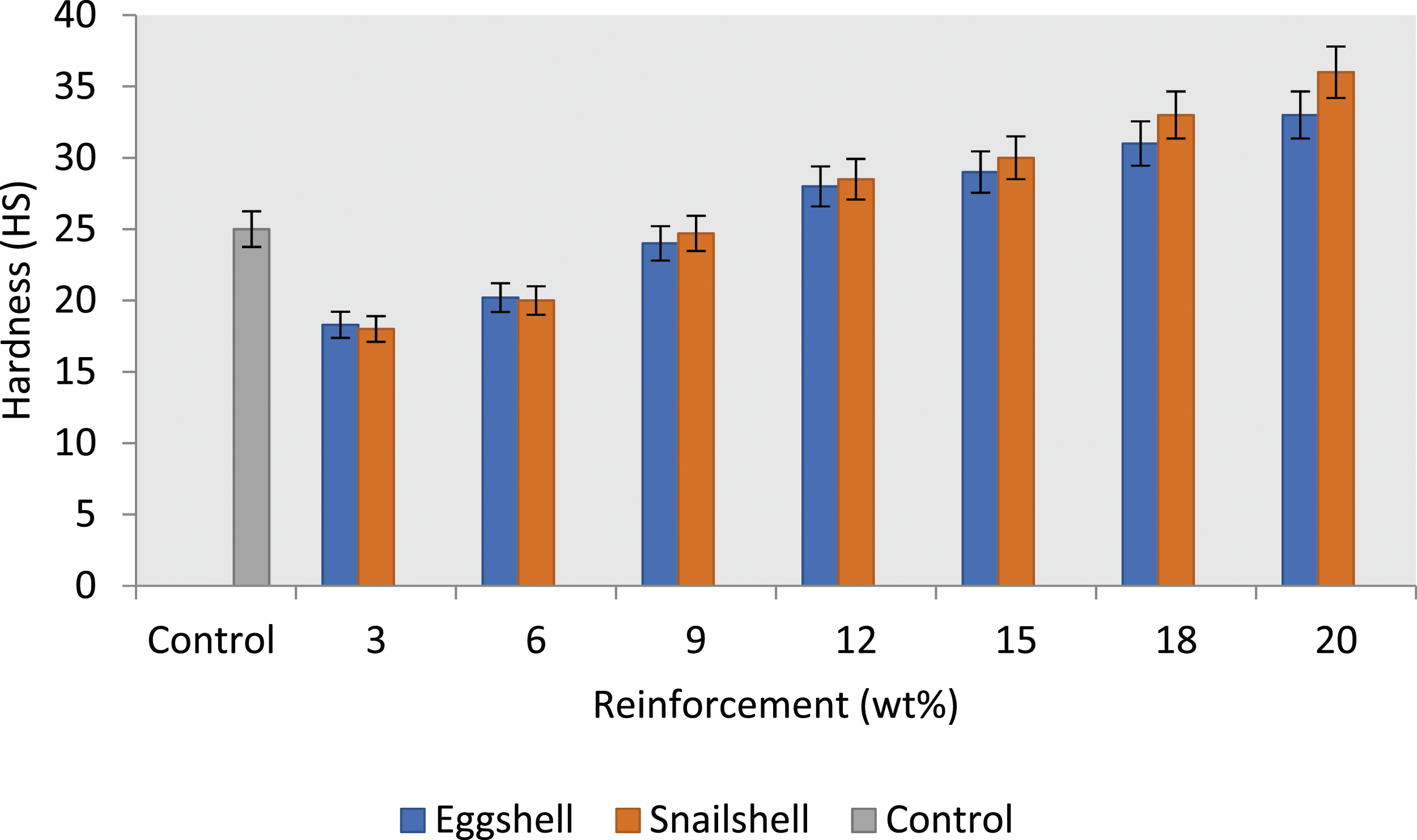
Wear properties
The result in Figure 7 Variation of the wear index with egg and snail shell-sugarcane bagasse reinforced epoxy hybrid composites and the control.
Thermal conductivity of the materials
Figure 8 showed the variation in thermal conductivity of prepared hybrid composites and control. The result revealed that there was an enhancement in thermal conductivity of the hybrid composites for all the weight proportions for both egg and snail shell-sugarcane bagasse particulate reinforced epoxy composites. But the enhancement potential was noticed to be higher in snail shell-sugarcane bagasse particulate-reinforced epoxy composites than in egg shell-sugarcane bagasse particulate-reinforced epoxy composites. Thermal conductivity was noticed to increase as the reinforcement content increased, with 20 wt% snail shell-sugarcane bagasse particulate reinforced epoxy composites having the optimum value of 6.7 × 10−3 W/mK. From the results, it was discovered that these two organic-based calcium carbonate sources from animal shells and plant-based cellulose reinforcement can improve the thermal conductivity of epoxy and can be used where a such low level of conductivity is essential. The thermal conductivity of the materials ranges between 2 x 10−3 - 4.2 x 10−3 W/mK and 2.8 x 10−3 - 6.7 x 10−3 W/mK for egg and snail shell-bagasse particles hybrid reinforced composites, respectively. Low thermal conductivity implies higher resistance to temperature changes. Consequently, egg shell-sugarcane bagasse particulate reinforced epoxy composites gave better insulating property enhancement than snail shell-sugarcane bagasse particulate reinforced epoxy composites. Evaluation of the thermal behavior of polymer-based composites is an essential property that needed to be determined in recent times due to the demand for more advanced materials for several applications.
33
Variation of thermal conductivity with egg and snail shell-sugarcane bagasse reinforced epoxy hybrid composites and the control.
Water absorption properties
Figure 9 revealed the variation of moisture absorption for control, egg, and snail shell-sugarcane bagasse particulate-reinforced epoxy composites. It was observed from the results that, almost all the composites have higher water absorption tendencies than the control. Moreover, there was a gradual increase in the weight gain of both the egg and snail shell-sugarcane bagasse particulate-reinforced epoxy composites as the reinforcement contents increased. However, it was discovered that eggshell-sugarcane bagasse particulate-reinforced epoxy composites absorbed more water than snail shell-sugarcane bagasse particulate-reinforced epoxy composites which may be due to the previously obtained results from hardness and wear resistance where snail shell-sugarcane bagasse particulate reinforced epoxy composites displayed more hardness properties. These results revealed that the source of derived calcium carbonate has a significant influence on the ensuing properties. This may be because they are natural materials that are been influenced by geographical location, feeding, age, species, and many more. These results have shown clearly that, the properties of organically derived compounds depend to some extent on the source. Moisture absorption ranges between 2%–12.2% and 4%–24.4% for snail and eggshell-bagasse-based composites from 3 to 20 wt%, respectively. The more filler content, the higher the rate of water absorption. That is why the control sample absorbed the least water because of the absence of reinforcement. The result was in agreement with the work of previous researchers that natural fibers are hydrophilic with many hydroxyl groups (–OH) in the fiber structure which attach to water molecules by a hydrogen bond.34,35 Variation of water absorption for control, egg, and snail shell-sugarcane bagasse hybrid reinforced epoxy composites.
Scanning electron microscopy images
Figure 10(a)–(f) Scanning electron microscope images of the fractured surfaces of samples varying wt.% reinforcement (a) eggshell-sugarcane bagasse particulate reinforced epoxy composite from 3 wt% (b) snail shell-sugarcane bagasse particulate reinforced epoxy composite from 3 wt% (c) eggshell-sugarcane bagasse particulate reinforced epoxy composite with 12 wt% (d) snail shell-sugarcane bagasse particulate reinforced epoxy composite from 12 wt% (e) eggshell-sugarcane bagasse particulate reinforced epoxy composite from 20 wt% (f) snail shell-sugarcane bagasse particulate reinforced epoxy composite from 20 wt%.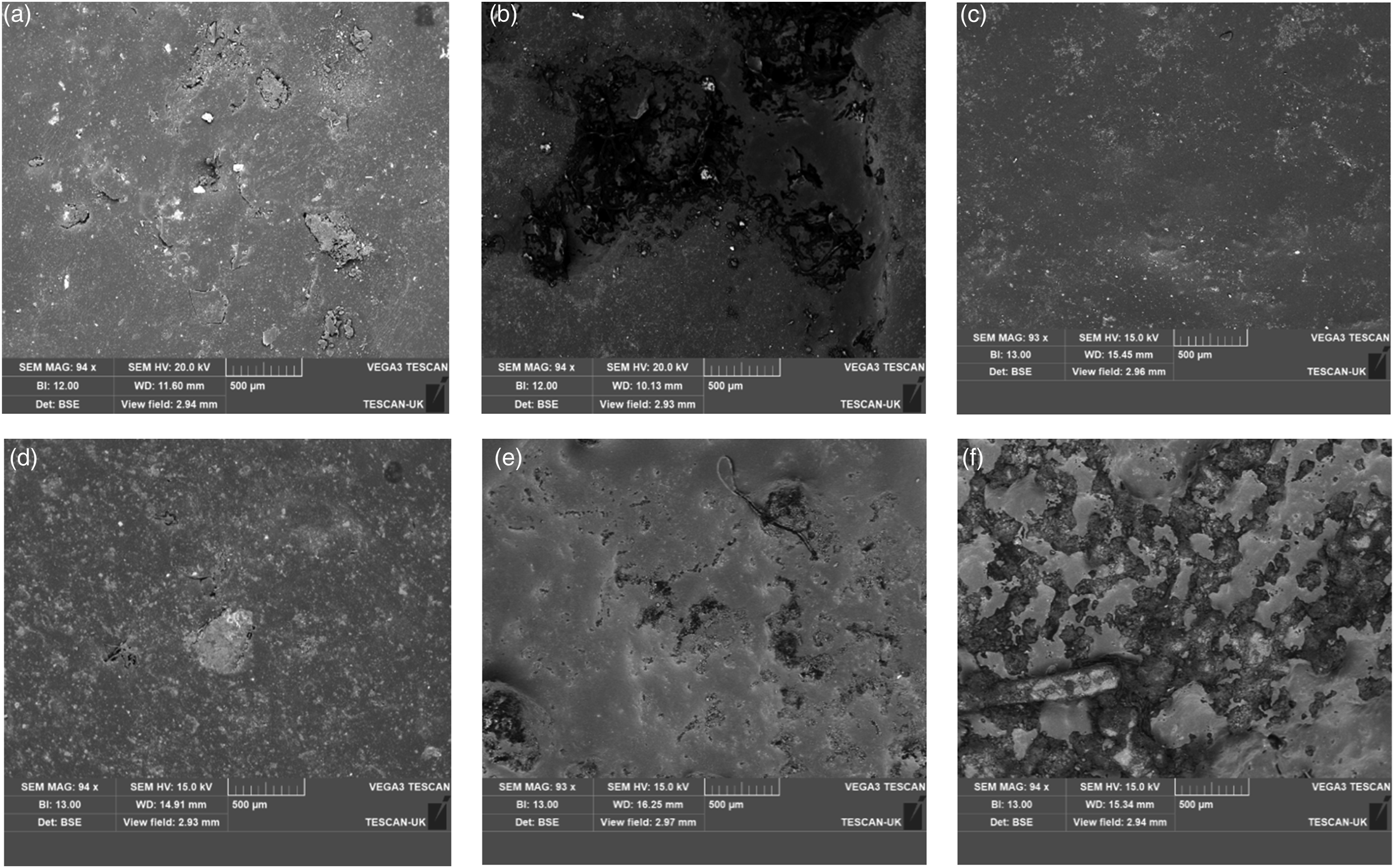
Figure 10(c) presents an eggshell-sugarcane bagasse particulate-reinforced epoxy composite with 12 wt% reinforcement. A smooth image was noticed with well-spread particles that blended properly with the matrix. Contrary to what was noticed at low content, there is a proper blend of the reinforcement within the matrix which may contribute to the reason why the strength of the material was improved at higher reinforcement content compared to other samples. Figure 10(d) presents the snail shell-sugarcane bagasse particulate-reinforced epoxy composite fractured surface image from 12 wt% reinforcement. At this reinforcement content, there is also proper bonding between the reinforcements and the matrix with some obvious boundaries. Most properties of snail shell-sugarcane bagasse particulate-reinforced epoxy composites improved with an increase in reinforcement content. This implies that the level of reinforcement loading at this stage is not detrimental to the properties of the developed composites. This sample was the one with the best flexural modulus.
From Figure 10(e), the eggshell-sugarcane bagasse particulate reinforced epoxy composite fractured surface image with 20 wt% reinforcements were shown. It was discovered that particle agglomeration was noticed with the non-uniform distribution of the reinforcement. While the bagasse particle seems to be more widely spread, eggshell particles tend to be agglomerated as the dark phases. However, proper bonding at the interface was evident from both particles which could be part of the reasons why some of the mechanical properties of the samples were enhanced compared to the control sample. Figure 10(f) presents the snail shell-sugarcane bagasse particulate reinforced epoxy composite fractured surface image from 20 wt%. The image showed well-dispersed particles within the matrix with a uniformly distributed structure. This could be part of the reason why the mechanical properties of the samples were highly enhanced compared to samples from eggshell-sugarcane bagasse particulate-reinforced epoxy and control samples. It was discovered from the results that, most of the enhanced properties from snail shell-sugarcane bagasse particulate-reinforced epoxy composites were achieved from this sample. This is one of the benefits of hybrid composites in recent times and the need to intensify more efforts as reported previously. 11 However, it was noticed that the effect of reinforcement loading was less pronounced in Figure 10(a) and (b) with 3 wt%, it was moderately noticed in Figure 10(c) and (d) with 12 wt% while it was well pronounced in Figure 10(e) and (f) with 20 wt% reinforcements. These observations contributed to the behavior of their respective composites in this work as stated in Figures 1 and 2.
Conclusion
This work was carried out to investigate the influence of organically derived calcium carbonate from eggshells and snail shell and their blend with cellulosic material from bagasse on the expected properties of hybrid reinforced epoxy composites suitable for structural applications where adequate strength and hardness are required. The work revealed that the addition of these two biologically derived calcium carbonate from different sources into epoxy composites strongly affect the properties of the ensuing materials. The strength of the material was strongly enhanced by the addition of eggshell-sugarcane bagasse particles into the epoxy matrix while the addition of snail shell-sugarcane bagasse particles into the epoxy matrix improved the stiffness and abrasive properties of the materials. The work revealed the significant roles of these constituents on the specific properties expected of a developed composite. It was discovered that the properties of naturally derived compounds are greatly influenced by the source which in turn depends on geographical location, species, feeding, and age.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.