
Abstract
This research studies the effect of the addition of graphene nanoplatelets (GnPs) on the mechanical behaviour of composite pipe materials exposed to hydrothermal ageing, aiming to increase their service life. For this reason, 0.25 wt.% GnPs reinforced and unreinforced filament wound basalt fibre reinforced epoxy composite pipes (BFRPs) were produced. BFRPs were exposed to a hydrothermal ageing process in order to examine the effects of water absorption behaviour on mechanical properties. Hydrothermal ageing processes were carried out by immersing the samples in distilled water at 80°C for different periods such as 15, 30, 45 and 60 days. Following the ASTM standards, the tensile, density and hardness properties of water-exposed GnPs reinforced and unreinforced BFRPs were examined and compared with unexposed specimens. As a result, while water absorption caused a remarkable loss in the mechanical properties of BFRPs, the adverse effects of water absorption on mechanical properties were minimized by the presence of GnPs.
Introduction
Fibre reinforced epoxy resin composite pipes have been widely used for underground transportation of fluid materials such as drinking water, wastewater, thermal water, oil and natural gas. They are usually exposed to various fluids that may have adverse effects on the material’s performance. However, these pipes have significant advantages due to their high strength to weight ratio, high corrosion and heat resistance.1-4
Basalt fibre is a natural fibre obtained from volcanic rocks melting at a temperature above 1500°C. 5 Basalt-based materials are environment friendly and non-toxic and have a chemical composition similar to that of glass. 6 Thus, the properties of basalt fibres, such as tensile strength and deformation, can be better than glass fibres. 7 Basalt fibres exhibit high stiffness and tensile strength properties at high temperatures, considerable heat and sound insulation properties and good chemical resistance.8,9 Basalt fibres form a good interface with polymer matrices; thus, providing a good adhesion strength between the fibre and the matrix. Due to the roughness of the surface of basalt fibres, good adhesion is obtained compared to other fibres, resulting in its higher viability. Another advantage is that the elongation percentage of basalt fibres is higher than that exhibited by carbon and glass fibres. 10 Besides, other key features include a natural long service life, fire safety, thermal and electrical insulation and recyclability with an addition of various fillers.11-13
Epoxy resins are widely used as a matrix for polymer composites owing to their excellent chemical and heat resistance, low shrinkage during curing and relatively high strength; however, they have a brittle structure.14-16 In order to improve the mechanical properties of epoxy resin, researchers have tried to add nano-size filling to the matrix. In this context, carbon-based nano-sized reinforcements, such as fullerene, carbon nanotubes, carbon nanofibres and graphene, are generally used for this purpose. Graphene provides high impact resistance, fracture toughness and fatigue strength to polymer matrix materials due to its excellent adhesion properties. Furthermore, a small amount of graphene could greatly improve the performance of epoxy resin nanocomposites due to its outstanding mechanical, thermal and electrical properties.17,18 It has been found that nano-sized graphene reinforcement in the pure epoxy matrix composite material increased fracture toughness,19-24 tensile strength,19-26 bending strength26,27 and corrosion resistance.28-30 Besides, graphene reinforcement improves the fatigue properties of composite materials.19,21,26,27,31 Bulut 5 showed the changes in mechanical properties, such as impact strength, bending and tensile stress, while adding GnPs to basalt/epoxy composite materials. They used 0.1, 0.2 and 0.3% by weight of GnPs into the epoxy while preparing samples and observed that an addition of 0.1 wt.% additive increased the bond strength in the interface zone between the epoxy and the fibre, resulting in a significant increase in mechanical properties.
To determine the strength of composite materials in their usage areas, change in mechanical properties of materials under environmental conditions such as humidity, temperature, pure water and saltwater exposure should be well understood. The most important effects of water absorption in composite materials are matrix plasticization with a decrease in glass transition temperature (Tg), softening and weakening the matrix. Besides, non-uniform swelling of the matrix may even cause stress.32,33
Hydrothermal environments have a direct influence on the physical properties of composites, such as density, whereas epoxy resins used in the production of composite materials can readily absorb moisture in such conditions. Hence, water molecules can rapidly penetrate between polymer chains and form hydrogen bonds. These bonds are formed by hydrophilic polar hydroxyl groups in the epoxy matrix. As composite materials are exposed to hydrothermal fluids, the mechanical strength will decrease greatly, thus reducing the efficiency of composite structures. It has been reported in many studies that nano-additives reduce both gas and water vapour permeability of polymer materials.34-37 Besides, functional groups in polymer chains of resins can attract water molecules. Ray and Okamoto 34 showed that activity of internal surfaces (functional groups on the surfaces) of nano-oxides, such as Al2O3 and SiO2 dispersed in an epoxy matrix, attracted polar functional groups in the epoxy resin; gradually decreasing the functional groups and consequently reducing the water absorption in resin. Due to the high aspect ratio and high electronic density of carbon rings, graphene has poor gas solubility. Graphene is also impermeable to the diffusion of water molecules.38,39
Many studies in the literature show changes in mechanical properties, such as impact behaviour,2,40 failure behaviour and33,41 tensile41-46 and stiffness33,47-49 properties of hydrothermal ageing in other fibre composites.
Liu et al. 50 examined the ageing behaviour of basalt fibre reinforced epoxy and vinyl ester matrix composites. The results in hydrothermal ageing showed that the interfacial zone of basalt composites could be affected more by this damage than glass fibre composites. However, at the end of the experiments, they found that tensile strength was relatively stable, while Young’s modulus decreased. Kim et al. 51 studied the effect of ageing on the mechanical properties of basalt fibre reinforced (BFR) composites. After the hydrothermal ageing, they found that the mechanical property deterioration of the BFR composites was less than glass fibre reinforced composites by about 20%. BFR plates were exposed to distilled water at 23, 40, 60 and 80°C by studies performed by Xiao et al., 52 wherein tensile strength properties were monitored as a function of ageing time. As a result, BFR samples showed a notable decrease in tensile strength after hydrothermal ageing for a month.
Extensive literature reviews did not find any studies related to the mechanical properties of GnPs reinforced BFRPs subjected to hydrothermal ageing. In this study, BFRPs were manufactured with a filament winding process. 0.25 wt.% by weight of GnPs was added into the epoxy resin during the manufacturing of BFRPs. They were immersed in a hydrothermal ageing device at 80°C for 15, 30, 45 and 60 days. Both hoop tensile strength and hardness tests have been performed on GnPs reinforced and unreinforced BFRPs, whereas mechanical properties of aged and non-aged BFRPs were compared.
Material and methods
Production of composite pipes
In this study, Epikote™ 828 Lvel, the bisphenol-A epoxy resin type was used as the matrix, and Epikure™ 866 anhydride hardener was used as a hardener. For producing pipe, Kamenny Vek monofilament 400 tex basalt fibre with an average diameter of 13 µm was used. Table 1 shows the mechanical properties of the matrix and fibre.
Properties of resin and fibre used in the production of BFRPs. 53

In order to reinforce the epoxy matrix, the GnPs reinforcement was purchased from the Nanografi Company. The properties of GnPs used in the production are shown in Table 2. The pipe had eight layers. Ignition loss tests of the pipes were carried out in accordance with the ASTM D2584 standard 54 and the fibre volume ratio was found to be 0.59.
Properties of GnPs.

Figure 1 shows the process of reinforcing GnPs into epoxy. Primarily GnPs were arranged to the desired weight ratio and added with epoxy resin (I). In order to achieve a homogeneous mixture, GnPs were mixed first by a mechanical stirrer (II) and then by an ultrasonic probe sonicator (III) for 15 min each. Temperature of the mixture was kept constant by a thermometer, while ultrasonic mixing was performed. At the end of ultrasonic mixing, vacuum degassing was used to remove air bubbles formed in the mixture (IV). The hardener was then added to the epoxy resin (V) and mixed with a mechanical stirrer (VI). As soon as the GnPs reinforced epoxy resin was prepared, the filament winding processing was immediately carried out with a winding angle of ±55° (Figure 2). After the filament winding process was accomplished, the curing process was implemented at 120°C for 3 h and then at 140°C for 3 h, as directed by the manufacturer. Figure 2 presents the dimensions of specimens used in the experiments.

The process of reinforcing GnPs into epoxy. 55
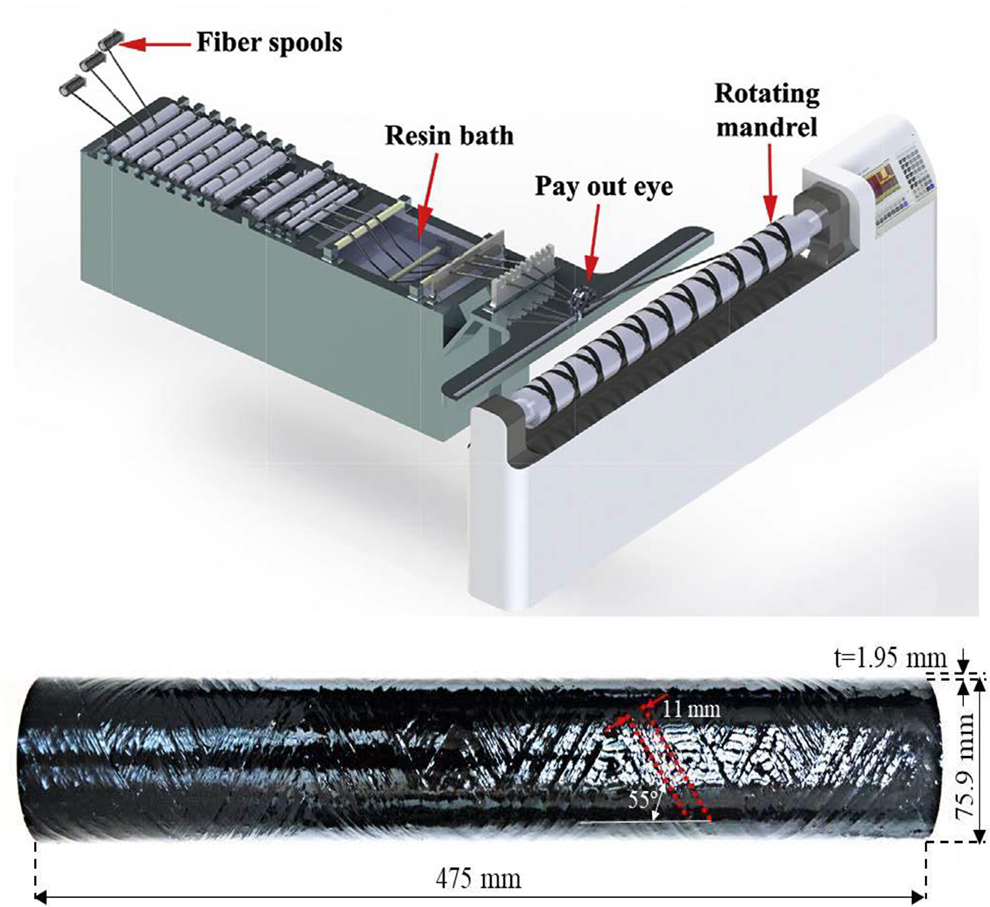
Filament winding process 55 and BFRP in configurations [±55°]4 produced by filament winding method.
Hydrothermal ageing
For the hydrothermal ageing process in Figure 3, an ageing unit with a volume of 40 l and a glass thickness of 5 mm was used. The ageing temperature was selected to be 80°C, close to epoxy resin’s glass transition temperature, and it was used in hydrothermal ageing of the epoxy resin composites found in the literature. 2 Ageing times were 15, 30, 45 and 60 days, whereas the weight of samples was measured with precision at the same time every day.

The hydrothermal ageing process.
The water gain was determined by weighing the samples daily from the hydrothermal ageing unit. The surfaces of the samples were then dried, and weights were measured using an electronic scale with an accuracy up to 0.1 mg. The amount of water absorbed by time-dependent hydrothermal ageing of GnPs reinforced and unreinforced BFRPs were obtained experimentally. The amount of water absorbed by the pipes subjected to ageing was determined using the formula in Equation 1, considering the ASTM D’5229 standard. 56 The percentage of water content (Mt) was determined using the following equation:

where Wt is the weight of the sample at time t; W0 is the initial weight of the sample.
Hardness test
The hardness of the samples was measured using the Rockwell hardness testing machine, as shown in Figure 4, and test specimens were made according to ASTM D 785. 57 Based on the Rockwell tester’s standard L-scale, a steel ball indenter with a diameter of 6.35 mm was used, and the preload and the test loads applied were 10 kg and 60 kg, respectively. The testing was done at 25°C for all samples, and readings were taken 15 s after the steel ball indenter made a distinct contact with the samples. Three different samples were taken for each ageing situation. The hardness values were measured at five different sample locations for each sample, and the average values were calculated.

Digital Rockwell hardness tester.
Hoop tensile strength test
Hoop tensile strength test is a good alternative for burst strength determination of composite pipes. 58 It was implemented based on ASTM D 2290 Procedure A. 59 Each experiment was repeated at least three times from which average values were taken. The test method in this standard covers the comparative tensile strength of many plastic products under specific prerequisites, such as temperature, humidity and test speed, using a split disk or a ring part. Test samples were prepared from eight-layered BFRPs in accordance with the measurements shown in Figure 5. According to Procedure A, 59 specimens must have a minimum overall width of 22.86 mm (0.90 in.) and a minimum width of 13.97 mm (0.55 in.) in the reduced sections. Furthermore, notching on both sides of the sample must be left up to user preference. In the hoop tensile test, conditions such as tensile speed, humidity, temperature and sample thickness of the test machine jaw have been taken into consideration. Standard laboratory ambient temperature was 25 ± 0.5°C, humidity, 50 ± 5% and a test speed of 5 mm/min. The hoop tensile test is shown in Figure 5.

Hoop tensile test instrument and reduced section samples according to Procedure A. 59
In this test, strength values of the composite pipe were determined using Equation 2. In this equation, σT, Pb, Am present hoop tensile strength value (MPa) of the sample, maximum load value (N), and minimum cross-sectional area (mm2), respectively.

Density measurement method
The density of the samples was calculated based on Archimedes principle as presented in Equation 3. In this equation, ρ is the density (g/cm3) of BFRP sample, ρwater is the density (g/cm3) of water, Wair is the weight (g) of the sample in air and Wwater is the weight (g) of the sample in water. At first, the sample was weighed in air and then weighed in water with a temperature of 25 ± 4°C.

Results and discussion
Water absorption behaviour of BFRPs
Figure 6 presents the water absorption results for GnPs reinforced and unreinforced BFRPs exposed to distilled water at 80°C. The water absorption of pipes increased depending on the time. The weight gain percent curves increased linearly for approximately 50 days and remained constant afterward, although ageing time increased. This is because the composite sample reached its saturation limit (Figure 6). Besides, unreinforced BFRPs had a higher tendency to absorb water than GnPs reinforced BFRPs, due to the hydrophobicity of GnPs. 60 Besides, GnPs are present in small amounts by weight in the composite; however, they have a huge surface area (800 m2/g). Therefore, the hydrophobic effect is an important factor that causes reinforced composite samples to absorb less water. Another possible reason for the low water absorption in reinforced composite samples could be the interaction between GnPs and polymer epoxy. Because pure epoxy can prevent crack formation and development, especially when modified with nano-reinforcements. Prevention of crack formation also contributes to the reduction of water absorption.19,61-63 In studies investigating the mechanical properties of GnPs added composites, it has been shown that adhesion between fibres and resin has significantly improved, thereby reinforcing the adhesion properties between the composite layers.5,26,64 Therefore, the improved interface adhesion promoted by the GnPs reinforcement contributed with the reduce in water absorption. At a strongly bonded interface, water advance is much more difficult. Since unreinforced BFRPs absorbed more water than GnPs reinforced BFRPs, their mechanical properties decreased more was than those of GnPs reinforced BFRPs.
Water absorption of composite materials immersed in water causes plasticization, thereby reducing their mechanical strength and rigidity. 65 The absorbed water chemically interacts with the epoxy matrix via van der Waals force and hydrogen bonds, leading to molecular chain mobility. Water in this state is called Type I bound water, causing plasticization of materials, decreasing glass transition temperature, mechanical strength and elastic modulus. As ageing continues, while a maximum absorption capacity of the material has been reached, gradual transformation occurs from Type I bound water to Type II bound water. Thus, water molecules adjust the way they bind single hydrogen bond (Type I) to multiple chemical bonds (Type II). Hence, Type II bound water does not act as a plasticizer, however, it supports secondary cross-linking with hydrophilic epoxy resin groups such as hydroxyls and amines. 66

Water absorption of GnPs reinforced and unreinforced BFRPs.
Hardness test results of composite pipes
There was a slight change in the hardness values depending on the distilled water molecules entering the sample. As a result of the Rockwell hardness tests, the average hardness values of GnPs reinforced and unreinforced BFRPs that were not exposed to hydrothermal ageing was found to be 119.3 and 116.9 HRL, respectively. Furthermore, the average hardness values continued to decrease as the ageing time increases. After 60 days of ageing, hardness values of BFRPs decreased by 17% compared to the hardness values of non–aged BFRPs. At the same time, the hardness values of GnPs reinforced BFRPs decreased by 12% compared to the hardness values of non–aged GnPs reinforced BFRPs. Thus, GnPs reinforcement minimizes the decrease in hardness of composite pipes depending on the ageing time. Figure 7 depicts the hardness values of GnPs reinforced and unreinforced BFRPs.
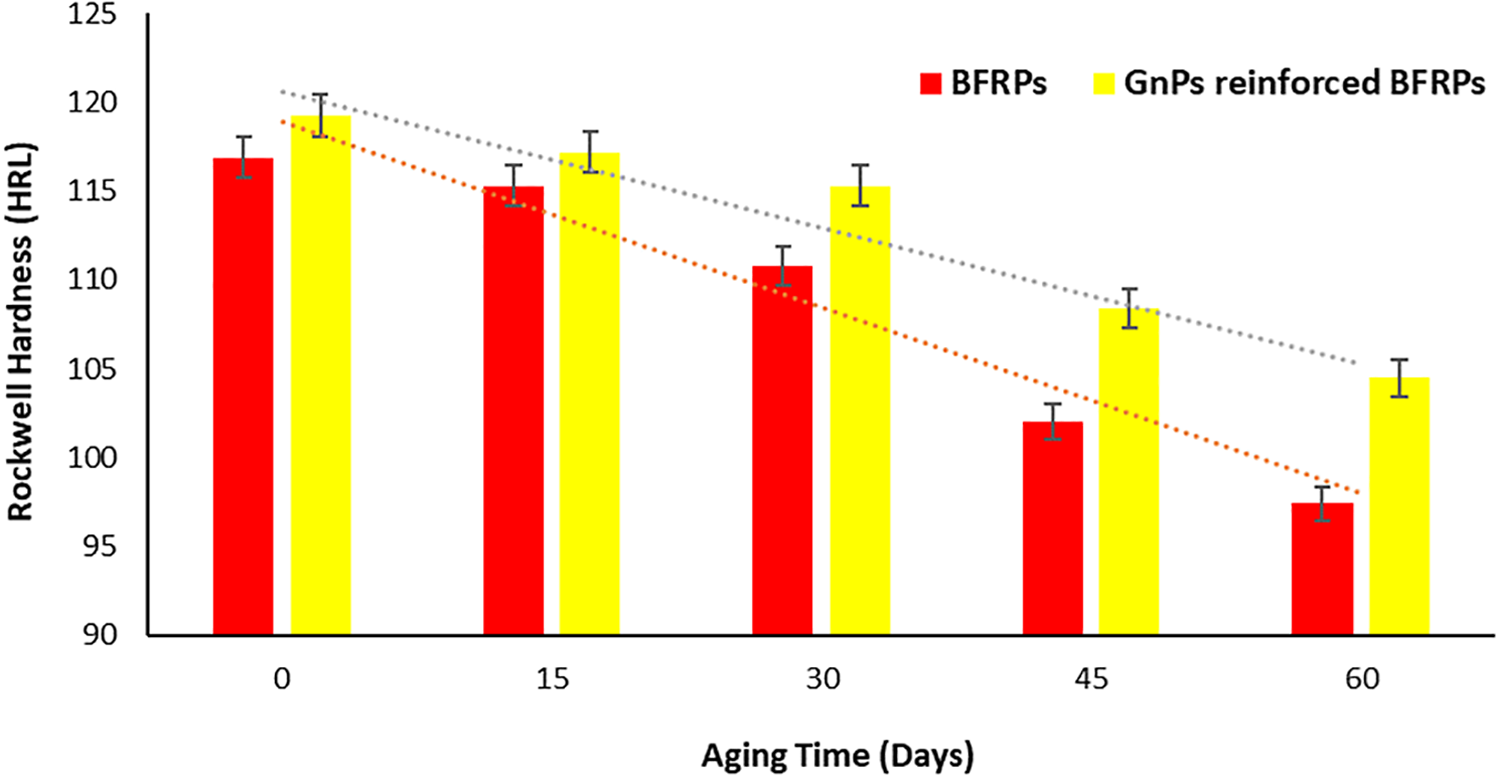
Average Rockwell hardness of BFRPs unexposed and exposed to a hydrothermal ageing process.
Hoop tensile strength test results
Hoop tensile tests were carried out to determine the strength change of test samples exposed to the ageing process for different periods. The experiments were repeated at least three times, according to the results obtained and the hoop tensile strength of the samples was calculated using the average values. Figure 8 presents comparative values of average hoop tensile strength for unreinforced and GnPs reinforced samples along with their standard deviations. GnPs reinforced samples were seen to have higher strength values. The addition of GnPs to the composite structure strengthens the fibre–matrix interface bonds. According to a loading situation, the damage first observed in composite materials is typically the debonding of fibre–matrix interface. 55 Strengthening the interfacial bonds with GnPs reinforcement resulted in debonding damage of the fibre–matrix interface at higher strength values. Accordingly, it has been observed that reinforced samples have higher strength values. When looking at the standard deviation values, it is not seen that there is a very high difference. However, the occurrence of the first debonding damage at higher loading values in composite structures creates an advantage for composite materials. The addition of nanoparticles to composite structures contributed to obtaining higher strength values.

Average hoop tensile strength of BFRPs unexposed and exposed to a hydrothermal ageing process.
Figure 8 shows that a decrease in strength values of all composite samples depending on ageing periods. When the composite material was exposed to an ageing process in hot water, an expansion occurred due to the temperature effect. However, the thermal expansion coefficients of the fibre and matrix materials that make up the composite structure are different; thus, tensile and shear stresses also occur at the fibre–matrix interfaces. Besides, samples absorb water depending on time, whereas stresses caused by temperature negatively affect the mechanical properties of the composite structure and lead to a loss in strength. The strength loss was less for GnPs reinforced samples than unreinforced samples. Furthermore, GnPs reinforcement strengthened the fibre–matrix interface bonds and the strength values of samples aged 45 days and samples aged 60 days were approximately equal. In about 50 days, samples reached saturation in terms of water absorption, and the effects of the stresses on the interfaces decreased, resulting in almost the same strength value.
Figure 9 shows the damage in GnPs reinforced and unreinforced samples obtained from hoop tensile strength tests. When the hoop tensile strength value reached the threshold in composite samples, the fibres ruptured, and the samples were split from the notch region at a winding angle of ±55°. During the hoop tensile test, shear stress occurred at fibre–matrix interfaces depending on loading. As this shear stress value increases, the interfacial bond weakens, and the fibres begin to separate from the matrix. The strength value continues to increase, and most of the fibres are separated from the matrix. At this point, the entire load starts to be carried by the fibres. When the force exceeds an absolute value, the fibres will be unable to support the load, and all fibres will rupture, as seen in the figure.

(a) Non-aged BFRP, (b) 15 days, (c) 30 days, (d) 45 days, and (e) 60 days aged BFRPs; (f) non-aged GnPs reinforced BFRP, (g) 15 days, (h) 30 days, (i) 45 days, and (j) 60 days aged GnPs reinforced BFRPs.
Density measurement results
Density values of composite samples exposed and unexposed to distilled water at 80°C are shown in Figure 10. Average density values of GnPs reinforced and unreinforced BFRPs that were not exposed to hydrothermal ageing were found to be 2.029 and 2.015 g/cm3, respectively. The average density values have continued to decrease as the ageing time increases.

Average density values of BFRPs unexposed and exposed to a hydrothermal ageing process.
Conclusions
In this study, when GnPs were reinforced to BFRPs, variations in mechanical properties such as hardness, hoop tensile strength, and density values of BFRPs were investigated. Besides, the influence of the hydrothermal ageing process and ageing time on the mechanical properties of GnPs reinforced and unreinforced BFRPs have been studied. GnPs reinforced and unreinforced BFRPs were exposed to hydrothermal ageing for different periods (15, 30, 45 and 60 days) in distilled water at 80ºC, and the mechanical properties of GnPs reinforced and unreinforced BFRPs were examined.
The composite pipes used in this study were produced by the filament winding method, with two different winding angles of 55° and −55°, respectively. During hydrothermal ageing, the composite pipe expanded with temperature. Shear stress occurred between layers in different fibre directions due to expansion. Besides, thermal expansion coefficients of basalt fibre and polymer matrix material that made up the composite structure are different; thus, shear stress also occurred at the fibre–matrix interfaces. Furthermore, GnPs reinforcement was applied to strengthen the fibre–matrix interface adhesion in order to reduce the effects of shear and tensile stresses. In contrast, the composite material was exposed to hydrothermal ageing by absorbing water at specific rates. Since GnPs had a huge surface area and hydrophobic properties, it reduced the water absorption, whereas stresses caused by temperature and water absorption during the hydrothermal ageing process damaged the mechanical properties of composites. In this process, the Rockwell hardness value, hoop tensile strength and density decreased depending on the hydrothermal ageing period. These decreases have been observed more in unreinforced composite samples rather than GnPs reinforced samples. GnPs significantly affect water absorption due to its huge surface area and hydrophobic properties. Water absorption is one of the most critical factors causing the change in the hardness and density values of composite samples. Hence, reinforced samples with less water absorption had higher hardness and density values than unreinforced samples for the same ageing periods. The adhesion at the fibre–matrix interface is directly related to the hoop tensile strength. Reinforced samples have higher strength values because GnPs reinforcement strengthens the adhesion at the fibre–matrix interface. For example, the hoop tensile strength of unreinforced composite samples, which were not exposed to ageing, decreased from 677.9 MPa to 430.6 MPa after 60 days of ageing, whereas the hoop tensile strength of the GnPs reinforced samples decreased from 694.7 MPa to 449.1 MPa after 60 days of ageing. In both cases, the reinforced sample showed higher strength values.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.