
Abstract
The scratch resistance behaviour of alumina-graphene nanoplatelet (GNP) (0.5, 2 and 5 vol.-%) composites was investigated using a Rockwell indenter with normal applied loads ranging from 1 to 200 N. The alumina-GNP composites behaved differently during scratch testing depending on the normal applied load. The coefficient of friction of the composites did not change much at low normal loads but increased with increasing amount of GNP in the alumina matrix for high normal loads. The addition of GNP contributed to improved scratch resistance of alumina nanocomposites only for low loads below ∼97 N. This correlates with the mechanical properties of the composites. As the applied load increased, the scratch resistance of the GNP composites decreased due to the presence of weakly bonded grain boundaries in the alumina matrix, which enhanced chipping of material.
Introduction
In order to overcome the intrinsic limitations of monolithic ceramics (e.g. low fracture toughness and limited functionality), ceramic matrix composites are being developed.1–4 In the past decade, research on ceramic composites has focussed mainly on carbon nanotubes (CNTs) and graphene reinforced composites.5–10 Carbon nanomaterials including nanotubes and graphene are of great interest because of their unique combination of mechanical, electrical and thermal properties.11–15 Authors have fabricated metal,16–18 polymer19–21 and ceramic7,22,23 matrix composites using these nanofillers and reported improvements in both functional and structural properties.6,24 In the case of ceramic matrix composites, little attention has been paid to investigating their tribological properties. Lim et al. 25 prepared alumina-CNT (up to 12 wt-%) composites and compared the effect of fabrication technique on their tribological behaviour. They suggested that composites made using tape casting followed by hot pressing showed better tribological properties compared to materials produced using hot pressing of powders. This was attributed to the better dispersion of CNTs in the alumina matrix. Ahmad et al. 26 reported a reduction in the coefficient of friction (COF) by 80% for alumina multiwalled carbon nanotubes (MWCNTs) composites containing 10 wt-% MWCNTs. They suggested that MWCNTs affect the tribological properties of alumina composites indirectly by influencing their mechanical properties and directly by acting as a lubricating medium. Hvizdos et al. 27 reported an improvement in the tribological properties of silicon nitride, zirconia and alumina composites with the addition of MWCNTs. In the works reported on graphene nanoplatelet (GNP) composites, Hvizdos et al. 28 and Belmonte et al. 29 reported an improvement of ∼60 and 56% respectively in the wear resistance of silicon nitride with the addition of GNP. Porwal et al. reported an improvement of ∼5.5 times in wear resistance for silica-GNP (5 vol.-%) composites. 30 The research so far has shown promising improvements in tribological properties with the addition of carbon nanofillers. It should be noted that there is little reported literature on the scratch resistance of ceramic nanocomposites, despite their promising tribological properties. Scratch resistance is an important property in many applications.31–33 In the present work, the effect of GNP concentration on the scratch resistance of alumina was investigated by fabricating alumina-GNP (0.5, 2 and 5 vol.-%) composites using spark plasma sintering. The fabricated composites were tested using single pass scratch testing. The mechanisms for microdamage were investigated at increasing load. Different scratch resistance mechanisms were observed for different composites depending on the loading of GNP.
Experimental
Graphene nanoplatelets were prepared using a liquid phase exfoliation method.
34
Graphene nanoplatelet and alumina suspensions with different GNP loadings (0.5, 2 and 5 vol.-%) were used to prepare alumina-GNP composite powders using a powder processing route.
34
A pure alumina sample was also fabricated using the same processing route to enable a comparison of the mechanical and scratch resistance properties. Alumina and alumina-GNP (0.5, 2 and 5 vol.-%) composites were sintered using spark plasma sintering (HPD 25/1, FCT systems, Germany, Furnace) at 1350°C with a simultaneous application of 50 MPa pressure and a dwell time of 5 min.
34
The sintered samples were ground and polished using SiC paper down to 4000 grit and then diamond suspensions. Bulk densities of the prepared composites were measured using Archimedes’ method, and theoretical densities were calculated using the rule of mixtures and taking the densities of GNP and alumina to be 2.1
35
and 3.98 g cm− 3 respectively. The prepared composites were characterised for mechanical properties. The fracture toughness and hardness values were measured using the standard Vickers indentation method with a load of 9.8 N. The elastic modulus was determined using an ultrasonic method with a GrindoSonic Mk5i (J.W. Lemmens N.V., Belgium). Samples for grain size study were prepared by thermal etching at 1200°C for 30 min dwell time with a heating and cooling rate of 5°C min− 1 using a Carbolite furnace HTF-1800. The grain size was determined using the line intercept method. Details about the graphene synthesis, materials used, processing method, composites fabrication, composites characterisation and mechanical properties measurements are provided in reference.
34
The brittleness index of the composites prepared was calculated using equation (1).

The scratch test parameters reported in ISO 20502 for ceramic coating were adopted for the bulk ceramic composites. To perform progressive load scratch testing, a Scratch tester UMT-2 (Bruker, USA) was used. The scratch tests were conducted with a standard Rockwell diamond indenter (200 μm tip radius). The normal load started at 1 N and increased linearly during the scratch test up to a predefined maximum load of 200 N (with an accuracy of 10 mN) over a displacement of 10 mm. A constant speed of the indenter displacement of 0.01 mm s− 1 was used. The sample surfaces for the scratch testing were polished with a final diamond suspension of 1 μm. The normal (penetration) force, coefficient of friction, indenter displacement and acoustic emission signal were continuously recorded during the testing. The sample surface roughness (initial and final) and the scratch grooves were examined using a confocal microscope (PLuneox, Sensofar-Tech, S.L., Spain) in order to assess both the profile and optical appearance of the scratch grooves. Detailed analysis of the scratch grooves was performed using scanning electron microscopy (SEM, JEOL 7000F, Japan) in order to investigate the microdamage mechanisms. The lengths at which radial cracks and chipping initiated were measured by analysing the SEM images using ImageJ software.
Results and discussion
All of the prepared composites were nearly fully dense (>98%). The microstructural characterisation of the prepared composites using X-ray diffraction and Raman spectroscopy has been reported in Ref. 34. Figure 1 shows SEM images of the distribution of GNP in the alumina-GNP (2 and 5 vol.-%) composites. The GNP (marked with white arrows) were found to be located at the alumina grain boundaries and uniformly distributed throughout the alumina matrix (Fig. 1a). As the concentration of GNP increased in the alumina matrix, there was some overlapping of the GNP around alumina grains, which weakened the grain boundaries (marked with red arrows Fig. 1b). It should be noted that the GNP prepared using liquid phase exfoliation were thinner compared to the GNP observed in the fractured surfaces, which suggests that there was some overlapping of the GNP during processing. This was also confirmed by Raman spectroscopy. 34
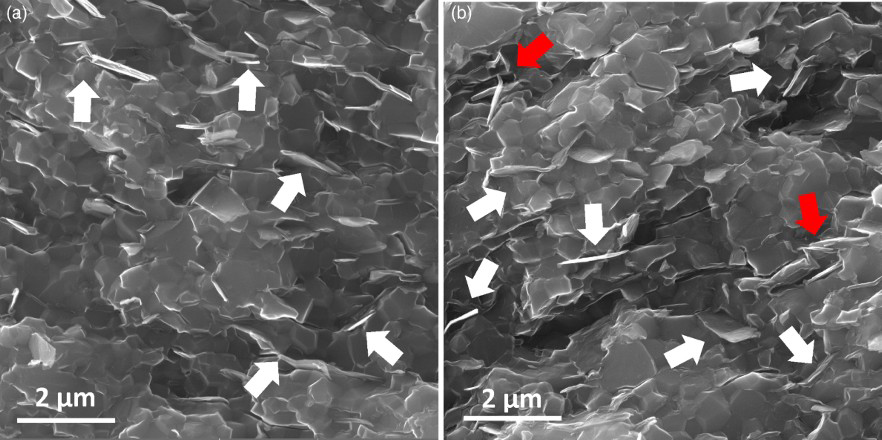
Images (SEM) of fracture surfaces of a alumina-GNP (2 vol.-%) and b alumina-GNP (5 vol.-%) composites showing distribution of GNP in alumina matrix
Figure 2 shows the scratch test data recorded for alumina-GNP (5 vol.-%) composite over a distance of 10 mm with an increasing applied load of 1 to 200 N. The COF and acoustic emission (AE) signals were recorded during the scratch test for all of the samples. The COF increases with increasing scratch distance and increasing applied load. The peaks in the AE corresponded to cracking and chipping events. The AE signal helped us to identify when (distance and/or load) the first cracks occurred (marked with arrow in Fig. 2); it was also directly related to the chipping of the material at higher loads.
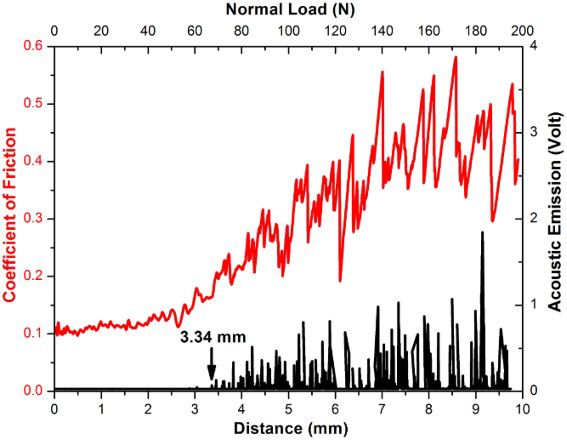
Scratch test data recorded for alumina-GNP (5 vol.-%) composite
Figure 3 shows the change of the COF values of the alumina-GNP composites with applied normal load and distance. There was no significant change in the COF of the composites compared to pure alumina at low loads ( < 65 N). As the applied load increased, the COF of the composites increased with increasing concentration of GNP. The starting surface roughness of the alumina and alumina-GNP (5 vol.-%) composite was ∼55 and ∼92 nm respectively, which increased to ∼1.93 μm for pure alumina and ∼8.9 μm for alumina-GNP (5 vol.-%) composite after the scratch test. The increased COF at high loads can be attributed to more chipping and increased surface roughness (Table 1) of alumina-GNP composites. The average COF of the alumina-GNP (5 vol.-%) composite was ∼60% higher compared to the pure alumina sample. Interestingly, the COF values for pure alumina and alumina-GNP (0.5 vol.-%) composite were very similar up to a load of 150 N, because the roughness of the scratch grooves of alumina-GNP (0.5 vol.-%) composite was less compared to alumina-GNP composites with high GNP loading (Table 1).
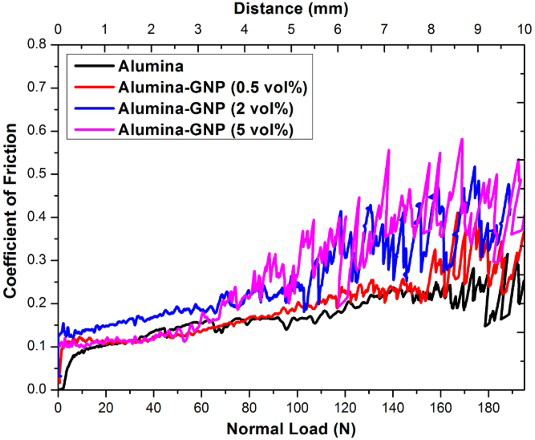
Coefficient of friction values with respect to normal load and distance for pure alumina and alumina-GNP composites with different GNP contents
Scratch resistance data for alumina-GNP composites.
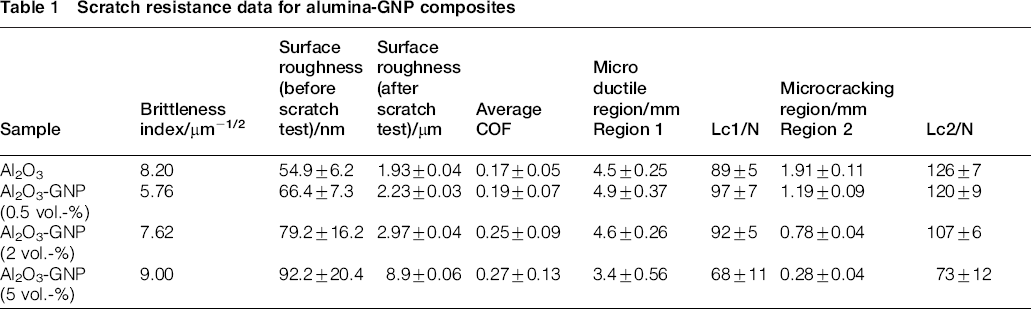
Figure 4 shows confocal microscopy images of scratch grooves obtained after scratch testing the alumina and alumina-GNP (0.5, 2 and 5 vol.-%) composites. The scratch grooves obtained for various materials are mainly divided into three regions. Region 1 corresponds to so called microductile behaviour at low loading, where the scratch test did not generate any cracks and the material deformed in a plastic manner (marked by black lines in Fig. 4). The microductile region can be considered as the region before cracking is initiated. As the load increases with scratching distance, radial microcracks start to form around the scratch grooves, corresponding to microcracking region (region 2) (marked by red line in Fig. 4). When the load is increased further, subsurface lateral cracking leads to chipping, corresponding to chipping region (region 3) (dark region in Fig. 4). The critical loads corresponding to the start of the formation of the radial cracks and chipping are defined as Lc1 and Lc2 respetively.
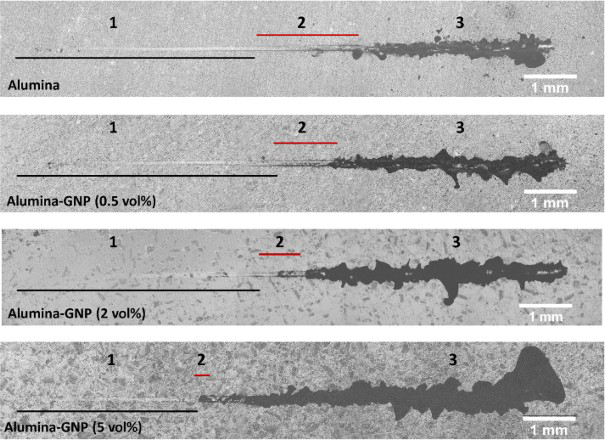
Confocal microscopy images showing scratch damage generated on polished surfaces of composites containing different vol.-% loading of GNP. The lengths of the regions 1, 2 and 3 were analysed using AE signal, SEM and confocal microscopy.
The mechanical properties and toughening mechanism of alumina-GNP composites are discussed in detail in Ref. 34. It has been shown that brittleness index is a better parameter for quantifying the wear properties of the materials compared to hardness and fracture toughness taken separately. 36 Table 1 summarises the brittleness index and scratch resistance response for pure alumina and alumina-GNP composites. The brittleness index of alumina-GNP (0.5 vol.-%) composite was ∼30% lower compared to pure alumina, which was mainly due to the improved fracture toughness of the material. The hardness and chevron notch fracture toughness of alumina-GNP (2 vol.-%) composites did not change much; therefore, no significant change in the brittleness index was observed for the composite. As the concentration of GNP (5 vol.-%) increased, the indentation fracture toughness of the composite decreased by ∼15%, resulting in ∼10% increase in the brittleness index of the material. It should be noted that indentation fracture toughness values are considered in the present work compared to chevron notch fracture toughness because scratch resistance is a surface property and the indentation method measures the toughness values on the surface of the material, which is more appropriate in this case. The lengths of the regions 1, 2 and 3 during the scratch tests were analysed using AE signal, SEM and confocal microscopy. The data obtained using all of these techniques are in good accordance with each other. The average COF of the composites increased with increasing concentration of GNP in the alumina matrix.
As seen in Fig. 4, the length of region 1 for pure alumina was 4.5 mm. At this point, radial cracks were observed, which is in good correlation with the AE signal (4.25 mm). The length of region 1 increased to 4.9 mm for alumina-GNP (0.5 vol.-%) composite. This was mainly because of the improved fracture toughness (∼35%) and decreased brittleness index of the alumina-GNP (0.5 vol.-%) composite. The increase in toughness can be attributed to various toughening mechanisms including crack bridging, crack branching, crack deflection and GNP pullout. 34 No significant change in the length of region 1 was observed for the alumina-GNP (2 vol.-%) composite compared to pure alumina, corresponding to similar brittleness index and elastic modulus values of alumina and alumina-GNP (2 vol.-%) composite. 34 When the concentration of GNP was further increased, there was a significant change in the length of region 1. First, small chipping in the case of alumina-GNP (5 vol.-%) composite was observed at 3.4 mm of the scratch test length. It should be noted that no radial cracks were observed in the case of alumina-GNP (5 vol.-%) composite (Fig. 5). The reason for the decrease in the length of region 1 was the increased brittleness index of the composite. Moreover, overlapping of GNP at the grain boundaries leads to the formation of weakly bonded grain (WBG), which resulted in a decreased elastic modulus (∼15%) of the alumina-GNP (5 vol.-%) composite. 34 Interestingly, region 2 for all of the composites decreased in length with increasing concentration of GNP in the alumina matrix. Chipping in GNP composites started earlier compared to pure alumina sample. Since the decrease in the length of region 2 was directly related to GNP concentration, it is believed that the addition of high concentrations of GNP resulted in the formation WBG in the alumina matrix. Moreover, since GNP has a high aspect ratio and the GNP are bonded by weak Vander Waals forces, there are weak bonded interfaces inside the multilayered platelet, which might also contribute to the formation of WBGs in the composites. High loads during the scratch test, because of the presence of WBGs in alumina-GNP composites, produced more extensive chipping compared to pure alumina, which does not contain any weakly bonded alumina grains. These observations suggest that at low concentrations, GNP (0.5 vol.-%) is beneficial for improving the scratch resistance of alumina-GNP composites at low loads, whereas high loads resulted in poor scratch resistance for all of the composites. Pure alumina was more resistant to chipping compared to alumina-GNP composites at higher loads. There was a significant increase in the length of the region 3, with increasing concentration of GNP for all the composites as can be seen in Fig. 4.
Figure 5 shows SEM images of the initiation of cracks at the start of region 2 for alumina (Fig. 5a), alumina-GNP (0.5 vol.-%) (Fig. 5b), alumina-GNP (2 vol.-%) (Fig. 5c) and alumina-GNP (5 vol.-%) (Fig. 5d ) composites. As discussed earlier, region 1 for alumina-GNP (0.5 vol.-%) composite was longer in length than for the other materials due to the improved mechanical properties of the composite. Cracks in the case of pure alumina initiated at a load of 89 ± 5 N (Lc1), while in the case of alumina-GNP (0.5 vol.-%) composites, the crack initiation load was 97 ± 7 N (Lc1). Similar to region 1, no significant difference was observed for the crack initiation loads for alumina and alumina-GNP (2 vol.-%) composite (Lc1 = 92 ± 5 N). The composite with 5 vol.-% loading of GNP changed from region 1 (Lc1 = 68 ± 11 N) to region 3 (Lc2 = 73 ± 12 N) with a very narrow region 2. This region 2 was a bit different compared to the other materials. Instead of radial cracking, only small chipping was observed. A high concentration of GNP led to the formation of WBG in alumina-GNP (5 vol.-%) composites. The length of region 3 in the case of alumina-GNP composites increased with increasing concentration of GNP. In fact, the value of Lc2 changed from 126 ± 7 to 73 ± 12 N for alumina and alumina-GNP (5 vol.-%) composite respectively (Table 1).
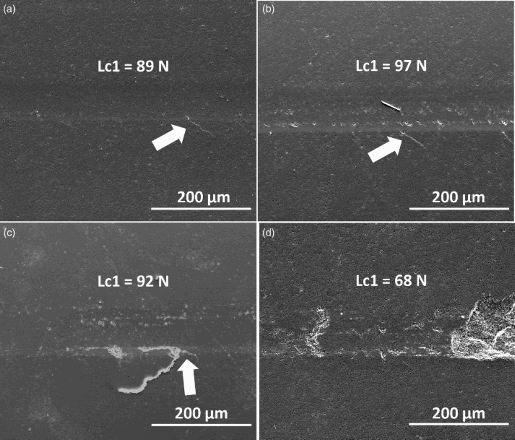
Images (SEM) showing initiation of cracks at start of region 2 for a alumina, b alumina-GNP (0.5 vol.-%), c alumina-GNP (2 vol.-%) and d alumina-GNP (5 vol.-%) composites
Figure 6 shows SEM images of the fractured surfaces in region 3 of the scratch grooves for alumina (Fig. 6a), alumina-GNP (0.5 vol.-%) (Fig. 6b), alumina-GNP (2 vol.-%) (Fig. 6c) and alumina-GNP (5 vol.-%) (Fig. 6d) composites. Graphene nanoplatelet can be seen in the fractured surface after chipping (marked with white arrows). As the concentration of GNP increased in the alumina composites, more GNP and interconnected alumina grains were pulled out at high normal loads, which resulted in an increased surface roughness of the alumina-GNP composites during the scratch testing (Table 1). This can also be related to the increased COF in region 3.
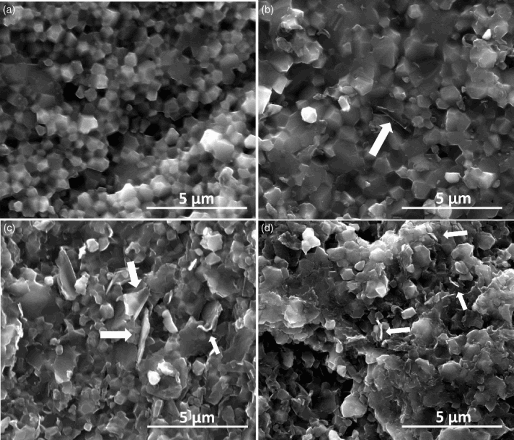
Images (SEM) showing fractured surface after scratch test for a alumina, b alumina-GNP (0.5 vol.-%), c alumina-GNP (2 vol.-%) and d alumina-GNP (5 vol.-%) composites
Figure 7 illustrates the behaviour of alumina and alumina-GNP composites during the scratch testing. In the case of alumina-GNP composites, GNPs were located at the grain boundaries of the alumina grains. An improved scratch resistance in the case of alumina-GNP (0.5 vol.-%) composites was only observed at low loads because of the improved mechanical properties of the composites. 34 With increasing load, the cracks interact directly with the GNP at the grain boundaries. The GNP acts as reinforcement resisting the propagation of cracks, and there is some improvement in the scratch resistance of alumina composites. However, with increasing applied load, increasing microcracking leads to chipping and grain pullout. When the concentration of GNP is high, there is overlapping of GNP at the grain boundaries. This overlapping and high concentration of GNP lead to the formation of an interconnected network of GNP around the alumina grains (shown with white arrows in Fig. 7b), which results in WBG in the alumina matrix. Thus, during the scratch testing when a grain is pulled out in the alumina-GNP composites, other interconnected grains in the GNP network are also removed, resulting in more extensive chipping in the alumina-GNP composites. This results in decreased scratch resistance of the alumina-GNP composites at high loads.
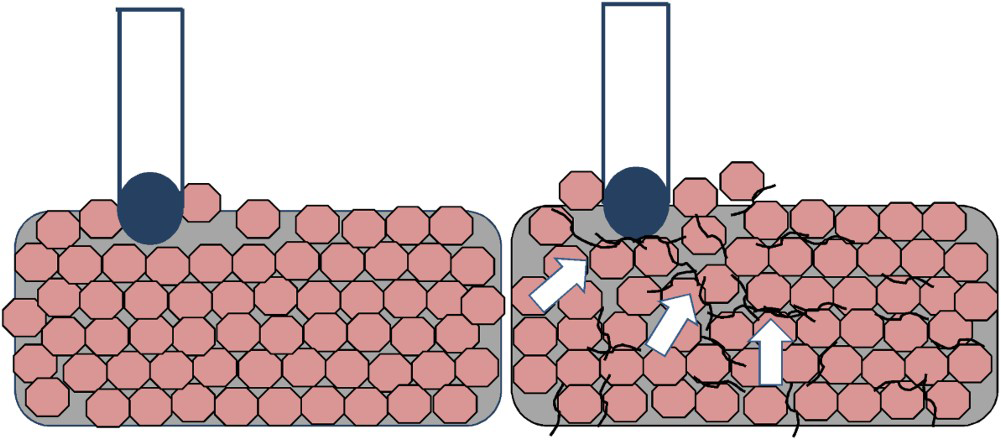
Illustration of mechanisms involved during scratch test (region 3) for a alumina and b alumina-GNP composites
It should be noted that other authors have reported an improvement in the wear resistance of glass/ceramic nanocomposites with the addition of GNP.30,37 Most of the works reported have used a ball on disc method to measure the wear resistance of these material for long sliding distances (>300 m) and various loads (1–200 N). In the case of tribological properties measured using ball on disc methods, authors reported the formation of a tribofilm on surface of composites. The GNP removed during tribology testing acts as a lubricant and forms a tribofilm because of the repeated movement of the counterpart material on the nanocomposite surfaces. This avoids further removal of material, resulting in improved wear resistance. In fact, Belmonte et al. 29 saw more of an improvement in the wear resistance of silicon nitride-GNP composites at high loads compared to low loads because more GNP was removed during the tribology testing, which resulted in the formation of a tribofilm on the material surface. In the case of scratch testing, the normal applied load increases linearly with distance, and there is no repeated movement of the counterpart on the nanocomposite surfaces, thus avoiding any tribofilm formation. Even though a significant amount of GNP is removed from the material that contains a higher loading of GNP, it cannot have a beneficial effect on the scratch resistance of the composites due to the fact that no tribofilm forms. Instead, it results in more grain removal from alumina-GNP composites because of the interconnected network formation of GNP around alumina grains, which contributes to extensive chipping.
Conclusion
The scratch resistance of the alumina-GNP (0.5, 2 and 5 vol.-%) composites was investigated using single pass scratch testing. The COF of the composites did not change much for low loads but increased at high loads with increasing concentration of GNP in the alumina matrix. The COF of alumina-GNP (5 vol.-%) composite was ∼60% higher compared to pure alumina sample. Similarly, the scratch resistance of the alumina-GNP (0.5 vol.-%) composites increased for low normal applied loads compared to pure alumina. The first radial cracks in the case of alumina-GNP (0.5 vol.-%) composites were observed at a normal applied load of 97 N compared to 89 N in the case of pure alumina. The improved scratch resistance of alumina-GNP (0.5 vol.-%) composite was attributed to increased fracture toughness and decreased brittleness index. As the applied load was increased, the scratch resistance of the alumina-GNP composite decreased mainly due to the formation of WBG in the alumina matrix. The formation of WBGs was also confirmed by a decrease in the elastic modulus (∼15%) of alumina-GNP composites (5 vol.-%). The scratch resistance properties obtained were in good agreement with the mechanical properties of the composites. The results and observation of this work suggest that low concentrations of GNP produce good reinforcement and improved scratch resistance of the alumina nanocomposites up to a critical load.
Footnotes
Acknowledgements
The authors would like to thank the European Union's Seventh Framework Programme managed by REA-Research Executive Agency (![]() ) (Marie Curie Action, GlaCERCo GA 264526) for their support and funding for this research. Professor M. J. Reece would like to acknowledge the support of Sunchon National University, South Korea, through the BK21+ programme.
) (Marie Curie Action, GlaCERCo GA 264526) for their support and funding for this research. Professor M. J. Reece would like to acknowledge the support of Sunchon National University, South Korea, through the BK21+ programme.