
Abstract
In this work, both glass fabric and jute fabric reinforced nanoclay modified soy matrix-based composites were developed and characterized. Glass fabric (60 wt.%) reinforced composite showed maximum tensile strength of 70.2 MPa and thermal stability up to 202°C, which are 82.8% and 12.2% higher than those observed with corresponding jute composite. Water absorption and contact angle values of glass-soy specimens were tested, and found composites are water stable. Biodegradation study of composites under soil burial condition revealed that glass-soy composite with 40 wt.% glass fabric lost maximum 32.6% of its original weight after 60 days of degradation. The developed glass fabric-soy hybrid composites with reasonable mechanical, thermal, and hydrolytic stability can be used in different sectors as an alternative to the nondegradable thermoplastic reinforced glass fabric composites.
Introduction
Now-a-days synthetic fibers have been reported as better reinforcement with thermoplastic or thermoset matrix than natural fiber to fabricate mechanically stronger fiber reinforced polymer (FRP) composites.1–5 Research on FRP has been progressed more rapidly as compared to metallic material due to wide applications of former in various sectors including building/tunnel constructions, structural ceiling, automobile industry, furniture and sports equipment. 1 Thermoplastics such as poly (ethylene terephthalate) (PET), poly(amide) (PA), and epoxy resins are being used mostly for fabrication of FRP.1,2 Due to good chemical resistance, thermal insulation and high tensile strength, glass fiber is highly acknowledged and adopted in the area of construction. Silica sand, soda ash and limestone are used as the major ingredients while magnesite, borax, calcined alumina, feldspar, and kaolin clay are used as the minor ingredients for production of fiberglass.3,4
Kim et al. have demonstrated the adhesion property in between glass fiber and acrylate matrixes (fluorene acrylate and urethane acrylate) by modifying the surface of glass fiber with γ-aminopropyl triethoxy silane (APS) and γ-glycidoxypropyl trimethoxy silane (GPS). 5 Improvement in mechanical properties of the concerned composite was ascribed to hydrogen bonding between silane treated fiber and matrix. Treating polybutadiene (PB), γ-methacryloxy propyl triethoxysilane (γ-MPS) and mixture of both (PB/γ-MPS) on the glass fiber surface, Park and Jang, have fabricated and characterized a series of glass fiber reinforced vinyl ester composites. Flexural strength (FS) and inter layer shear strength (ILSS) of PB treated composites were found lowest among all composites due to poor chemical interaction between hydrophobic fiber and matrix. But PB/γ-MPS treated composites showed the maximum FS and ILSS due to better crosslinking. 6 Taking alkali treated glass fiber and kapok fiber as reinforcements in polyester matrix, Reddy et al. have compared the mechanical properties of their concerned composites. Glass fiber reinforced composite exhibited increase in flexural, compressive and ILSS due to better compatibility between fibers and the matrix. 7 Thulasiraman et al. have developed different sets of glass fiber reinforced composites using chlorinated soy oil-based epoxy resin; the developed composites showed tensile strength in the range of 248–299 MPa, tensile modulus of 2.4–3.4 GPa, flexural strength of 346–379 MPa, and flexural modulus of 6.3 to 7.8 GPa respectively owing to better bonding between fiber and matrix. 8 Divakar et al., fabricated acrylonitrile butadiene styrene (ABS)-glass fabric composites and reported on increment of tensile properties with increase in fabric content. 9 Wazery et al. have developed glass fiber-polyester composites and found that the mechanical properties of composites enhanced proportionally with the increase in fiber weight percentages. 10
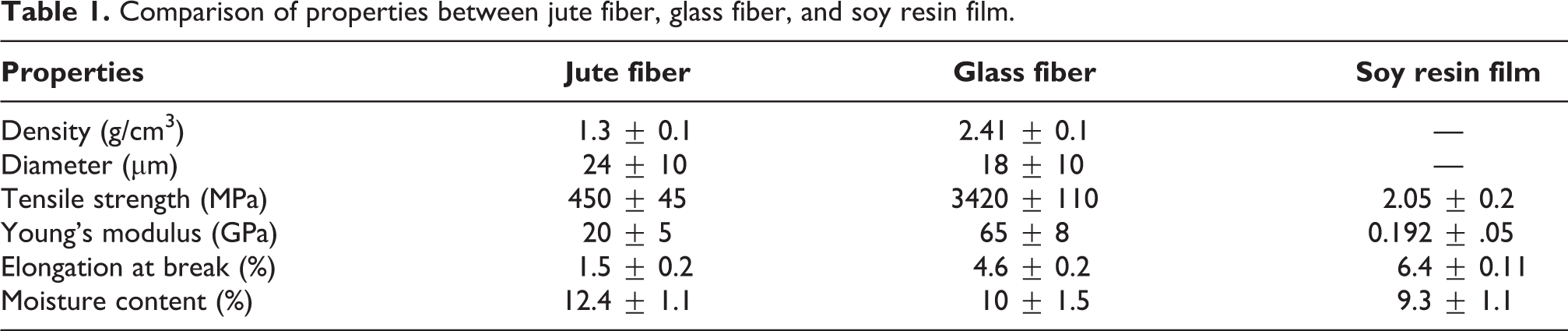
Although many important works have already been reported on synthetic glass fiber reinforced thermoplastic matrix-based composites,5–10 there is no report on development of synthetic glass fabric reinforced composite using modified natural water-based soy resin so far. In the present work woven glass fabric reinforced composites were fabricated using water-based soy resin and their properties were evaluated with respect to mechanical strength, thermal stability and biodegradation properties. For comparison, jute fabric reinforced composites were also developed using the same matrix, and their properties were compared with that of the developed glass fabric reinforced composites. Jute and glass fabrics are two different fibers having different physical and mechanical properties. Some properties of jute, glass fiber (drawn from their respective fabrics) and soy matrix (evaluated in laboratory) are reported in Table 1. Moreover, the present work will shed further light on the effect of bio-resin on the surface of synthetic glass and natural jute fabric.
Comparison of properties between jute fiber, glass fiber, and soy resin film.
Experimental
Materials
Woven glass fabric (size 15 cm × 15 cm), woven jute fabric (size 15 cm × 15 cm), and soybean seeds were obtained from local market of Bhubaneswar, India. γ-aminopropyl triethoxy silane (γ-APS) (Sigma Aldrich), was used as silane coupling agent. All other chemicals such as ammonium hydroxide, methanol, sodium hydroxide, acetic acid, and glyoxal were obtained from Merck, India, Cloisite® 20A (from southern clay product, USA) and Poly (vinyl alcohol) (PVA, M.W.: 1,25,000, SD fine chemicals, India) were used for fabrication of composites.
Preparation of modified soy resin
About 250 g of soy seeds were thoroughly washed with water and then soaked in distilled water (1:4, w/v) for 4 h. The soaked soy seeds were crushed seeds in a mixer grinder and then squeezed by a nylon cloth to get the soymilk. The solid content of soymilk was measured and found 20% (w/w). The protein and carbohydrate contents in soy milk, estimated by Lowry’s and Anthrone-sulphuric acid methods, were found 300–340 mg/g and 290–320 mg/g, respectively. 11 Poly(vinyl alcohol) (PVA) (5 wt.%, w/w solid wt. of soy resin) was added in hot water (70°C, 20 ml) and stirred well mechanically for complete mixing. Glyoxal (10 wt%, w/w solid wt. of soy resin), Cloisite 20A (5 wt.%, w/w solid wt. of soy resin was dispersed and stirred in 25 ml acetone for 30 min.) and the above PVA solution were added to 60 ml of soymilk with continuous stirring in 30 min. The PVA was employed as a component of adhesives and emulsifiers which makes fiber more resistant to oils. Cloisite 20A was used for forming synergic bonding with functional groups of soy protein, which helps to increase the mechanical and other properties of soy matrix. Cloisite 20A was used due to its bigger d-spacing, hydrophobic surface, and better interactions with polymers than natural nanoclay (MMT). The interaction between nanoclay and glyoxal crosslinked soy protein was shown in Figure 1(a). Developed nanoclay modified soy resin was preserved for composite fabrication.

A schematic representation of chemical interaction between (a) nanoclay and glyoxal crosslinked soy resin and (b) γ-APS and glass fabric.
Surface modification of woven glass and woven jute fabric
The woven glass fabric was heated at 300°C in an air oven for 3 h to burn out the surface organic coating. Silane coupling agent solution was prepared by adding 1 wt% of γ-APS to 100 ml of methanol and deionized water solution (methanol/water of 80/20 v/v %)).5,6,12 The glass fabrics were soaked in the silane solution for 30 min. After that, glass fabrics were kept at 90°C for 10 min (in an oven) followed by room temperature drying for 24 h. 3 A schematic representation of γ-APS interaction with glass fiber is shown in Figure 1(b). Hydrolysis of silane has also been reported even at temperature in between 100°C and 120°C.5,12 Woven jute fabrics were treated with 2% sodium hydroxide solution for 2 h at ambient temperature to free the intermolecular cellulosic bonding. Jute felts were then neutralized with dilute acetic acid (0.01 M) and washed with distilled water followed by oven drying at 60°C for 2 h.8,11
Preparation of glass and jute fabric reinforced nanoclay modified soy composites
Silane treated woven glass fabrics of different wt% (40, 50, 60, 70 and 80) were taken with modified soy resin to develop glass fabric-nanoclay modified soy (GS) composites. Three to four pieces of above fabrics were soaked in different sets of above modified soy resin by dipping for 30 min and dried partially in an oven at 60°C for 30 min. Partially dried soy matrix-soaked glass fabrics were then compressed by a hydraulic press at 125°C under a pressure of 10 ton for 20 min to obtain the glass fabric-soy (GS) composites. The prepared composites were coded as GS1–GS5, respectively and composite formulations were reported in Table 2. Digital photographs of raw materials and fabricated composites were shown in Figure 2. Alkali treated above jute fabrics (60 wt.%) were impregnated in the modified soy resin and jute-soy composite (JS) were fabricated following the above process.

Digital photographs of (a) glass fabric, (b) jute fabric, (c) glass fabric-soy composite, and (d) jute fabric-soy composite.
Glass fabric-soy (GS) and jute fabric-soy (JS) composite formulations.

Composite characterizations
Mechanical properties analysis
Tensile strength, modulus and flexural strength, modulus of JS and GS composites were measured as per ASTM D638-03 and ASTM D790-05 respectively. Test samples of size 64 × 12.7 × 3.2 mm3 were used for tensile testing. Tensile properties were examined with gauge length of 50 mm, at a crosshead speed of 5 mm/min and flexural properties were at a crosshead speed of 2 mm/min using Universal Testing Machine (HOUNSFIELD H10KS UTM instrument). Five specimens of each sample were tested, and mean values of each property were reported.
FTIR analysis
FTIR spectra of γ-APS treated glass fabric (GF), soy resin films, and optimized GS composite were recorded in the wavenumber range 4000 cm−1 to 400 cm−1 using a Thermo Nicolet, Nexus 870 IR spectrometer.
Differential scanning calorimetry (DSC) analysis
Differential Scanning Calorimetry was performed using NETZSCH DSC PC200 instrument. Soy resin, optimized GS and JS were first heated over the temperature from –50°C to 500°C; then cooled down to room temperature (RT) (35°C) and again heated from RT to 500°C at a heating rate of 10°C/min in nitrogen atmosphere. Second heating cycle results were taken and plotted in a graph.
Contact angle measurement
The hydrophilic/hydrophobic properties of glass fabric, soy resin film, GS composites and JS were examined using a SEO Contact angle meter. Through a micro-syringe, a drop of water (1–2 µl) was dropped on sample surface and a photograph was taken by CCD camera. Six measurements were taken from different surface areas on a sample and mean contact angle value was reported.
Water absorption study
Glass fabric, soy resin film, GS and JS composites were tested for water sorption and thickness swelling in distilled water at RT according to ASTM D570-05. Five specimens of each composite were emerged in water for 24 h then removed and gently wiped with tissue paper. Water absorption (%) of the composites was calculated by weighing initial weight (W1) and final weight (W2) and using the equation 1.

XRD analysis
XRD analysis of optimized composites and Cloisite 20A were performed using X-ray diffractometer (WAXD, ULTIMA-III, Rigaku, Japan) with Cu-Kα radiation (λ = 0.154 nm) operated at 40 kV and 100 mA and at a scanning rate of 1°/min.
TEM analysis
TEM micrographs of optimized composites were taken using a HRTEM (JEM-2100, JEOL, Japan) with an acceleration voltage of 100 kV. Powder samples were dispersed in acetone and a drop of solution was taken on carbon coated copper foil for TEM analysis.
Soil burial degradation analysis
Comparative soil burial biodegradation tests of GS and JS composites were carried out as per BIS-1623/92. The soil bed was arranged by combining garden soil, manure and sand in 2:1:1 ratio (by solid weight) and moisture content was maintained at 30%. Different samples of size 15 cm × 5 cm were buried within a glass jar and the glass jar was then covered and incubated at 35°C for maximum 60 days. Weight of composites prior to degradation were taken (Wi). The samples were removed after 7, 15, 30, and 60 days, washed with distilled water and dried at 105°C in an oven for 6 h, and weighed (Wf). Weight loss percentage of composites was calculated by using equation 2.

Field emission scanning electron microscopic analysis
Field emission scanning electron microscopy (FE-SEM) micrographs of GF, silane treated GF, tensile fractured GS3, JS and degraded composites were recorded on a SUPRA-40, Germany FE-SEM instrument at an accelerating voltage of 5 kV. Different specimens were mounted on aluminum stubs and gold coated to avoid electrical charging during the recording of micrographs.
Results and discussion
Tensile and flexural behavior of composites
Mechanical behavior of GS composites with the variation of glass fabric content was presented in Figure 3. As evident the mechanical (tensile & flexural) properties were enhanced with increase in glass fabric wt.% from 40 to 60. The tensile strength of GS composites was enhanced from 55.2 MPa (for GS1) to 70.2 MPa (for GS3). Chemical treatment on glass fiber helped for better absorption of soy resin which ultimately improved the fiber-matrix bonding. Further increase in glass fabric loading (above 60 wt.%), the tensile properties were reduced which might be due to improper adhesion between higher amount of glass fabric and lower amount of soy resin. Inadequate wetting of soy resin made the composite more fragile as well as formed more voids, which led to the breaking of composite early as compared to other composite. 12 Accordingly, GS5 composite showed lower values of tensile strength (59.5 MPa) and tensile modulus (1262 MPa). In comparison, the JS composite showed tensile strength of 38.4 MPa, flexural strength of 36.1 MPa, tensile modulus of 984 MPa and flexural modulus of 1032 MPa.

Mechanical properties of glass fabric-soy (GS) composites.
It is also evident from Figure 3 that flexural strength and modulus of the GS composites improved gradually with increase in fiber content from 40 wt.% to 60 wt.%. Highest flexural strength was obtained for GS3 (24.7 MPa), which is 59% higher than that of GS1 composite. The lower flexural strength for GS composite as compared to JS composite is most likely due to re-alignment of the glass fibers which made the composite resilient to sustain the stress. Water-based soy matrix may be another possible reason, which inadequately binds the woven glass fabric and causes voids on the composite surface. GS3 composite showed flexural and tensile modulus of 2646 MPa and 1467 MPa, respectively. Elongation at break values of GS3 and JS were found to be 13.1% and 7.3%, respectively indicating more ductile nature of GS3 composite. 13 The observed tensile and flexural values of glass fabric-soy composites are, however, lower than those reported for glass fiber-soy oil-based epoxy composites 8 presumably due to poor fiber-to-fiber interaction, poor interatomic forces between soy resin to glass fabric, and low tensile yield of soy matrix. As GS3 showed highest tensile properties among other samples in the series, the composition used for development of the composite was considered as the optimum.
Morphology assessment of composites
In order to examine adhesion between the glass, jute fabric and soy matrix, SEM micrographs of tensile fractured surface were investigated and shown in Figure 4. In Figure 4(a) and (d), a number of cylindrical unbroken glass and jute fiber fragments are observed respectively (at lower magnification), which are rod like structure with clean and smooth surfaces. When glass fiber was treated with silane, the surface changed into rough (Figure 4(b)), providing opportunity for better adherence with soy resin. Soy resin coated glass fiber surfaces are observed in Figure 4(c) and found homogeneous. After alkali treatment, the jute surface also widened (Figure 4(e)) due to removal of pectin and other alkali soluble chemicals to make the functional groups of jute active for coupling with that of the soy resin. Figure 4(f) shows the fiber surfaces of Jute-Soy composite have completely covered by the matrix, suggesting consistent coating of soy on jute. 12

FE-SEM micrographs of (a) glass fiber, (b) silane treated glass fiber, (c) GS3, (d) jute fiber, (e) alkali treated jute fiber, and (f) JS.
FTIR analysis of composite
FT IR spectra of resin, fabric and composite were recorded and compared to predict the possible interactions in the formation of composite. FTIR spectra of silane treated glass fiber, soy resin, and GS3 are presented in Figure 5. The broad band observed in between 3200 and 3600 cm−1 (Figure 4(a)) is assigned to N-H stretching and -OH stretching of hydroxyl groups of soy resin while peak at around 1239 cm−1 is assigned to C-N stretching of proteins and amino sugars. Further the sharp peaks, appeared at ∼2926/2856 cm−1 and 1464 cm−1, correspond to the C–H (-CH3) stretching and bending respectively, while the band at 1626 cm−1 is assigned to the -OH bending. For glass fiber, the broad band in between 3200 and 3500 cm−1 is assigned for N-H stretching due to presence of APS as coupling agent. 14 The intensity of this broad band of both fiber and resin was reduced and shifted to a lower frequency for GS3 (∼3432 cm−1) primarily due to the formation of new bond in between functional groups of soy resin and silane treated glass fiber during composite fabrication. The other characteristics peaks of glass fiber, observed in between 2921 cm−1 and 2849 cm−1, is attributed to stretching in C-H of CH, CH2 and CH3 groups while the bands at 1240 cm−1 and ∼1162 cm−1 are attributed to –CN stretching and Si-O stretching, respectively. Interaction in between functional groups of fiber and matrix in the form of bonding is reflected by shifting of the characteristic peak position in the IR spectra of the composite. 15

FTIR spectra of (a) soy matrix, (b) glass fabric, and (c) glass-soy composite (GS3).
DSC analysis of composite
DSC thermograms of GS3, JS and soy resin are shown in Figure 6. Broad endothermic peaks, observed in the range of 50–100°C, for all samples correspond to the heat of vaporization of trapped moisture. In the case of soy resin (Figure 6(a)), the protein degradation started at around 80–90°C. Two more endothermic peaks, observed at 200 and 250°C, are ascribed to the degradation of carbohydrates/glycoside linkage and cellulose, respectively. For JS composite, endothermic peak at 180°C corresponds to lignin degradation (Figure 6(b)) while the peaks at around 300 and 320°C are attributed to degradation of hemicellulose and cellulose, respectively. In addition, the endothermic peak at 390°C corresponds to the oxidation of rest of the mass. 16 The endothermic peaks, observed at around 202 and 305°C, for GS3 correspond to the degradation of carbohydrates (in soy matrix) and fiber constituents, respectively (Figure 6(c)). From DSC curve, it is evident that the developed GS3 and JS composites are thermally stable up to 202°C and 180°C, respectively.

DSC thermograph of (a) soy matrix, (b) jute-soy composite (JS), and (c) glass-soy composite (GS3).
Water absorption and contact angle measurement of composites
The values of contact angle, water absorption and thickness swelling of GS and JS composites are shown in Figure 7. Contact angle values of glass-nanoclay modified soy composites are less than that of glass fiber due to the engulfment of soy resin on the fiber surface, which enhanced hydrophilic character as well as the thickness swelling property. Glass fiber is highly hydrophobic as compared to jute fiber, hence showed higher contact angle value (95.2°) while being more hydrophilic, the jute fiber showed only 42°. Higher the contact angle value, lower will be water penetrating capacity, for which glass fiber absorbed less water after 24 h as compared to other specimens. In contrast, the soy resin with lowest contact angle value (40.6°) absorbed 81.7% of water after 24 h. 17
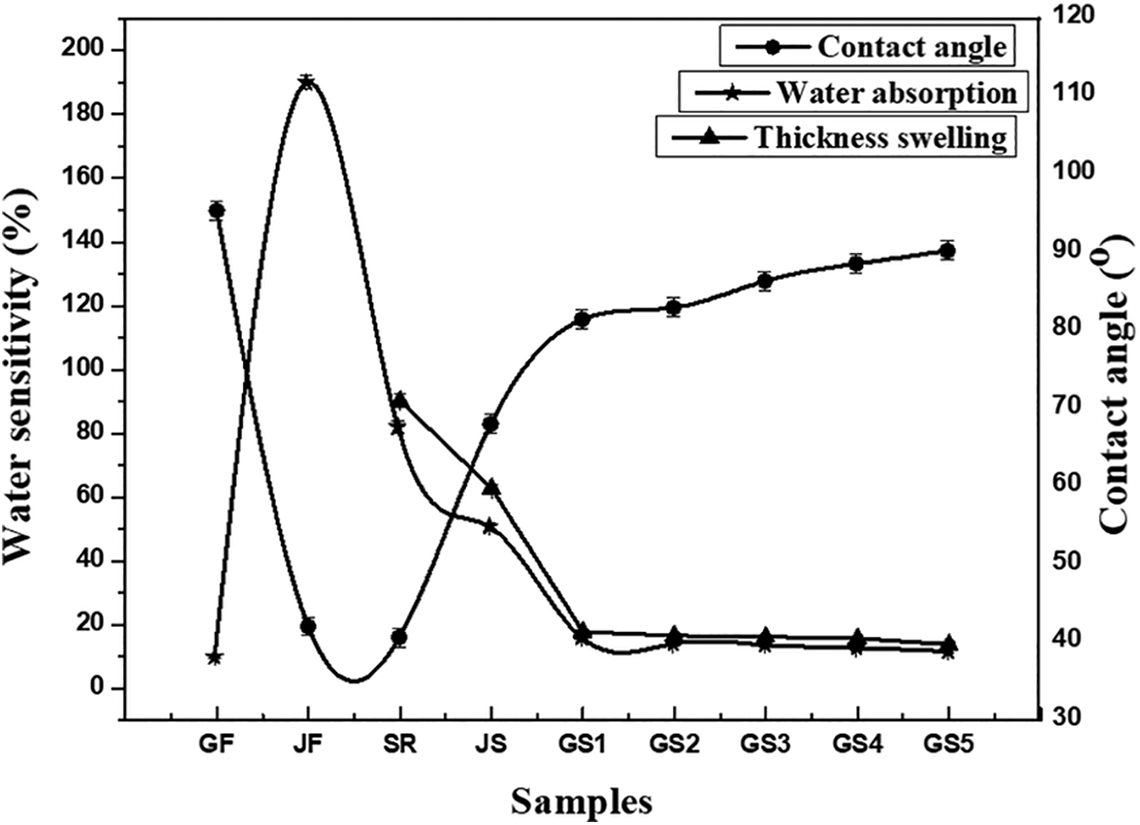
Water sensitivity of glass fabric (GF), jute fabric (JF), soy resin film (SR), JS and GS composites.
With decrease in soy resin content from GS1 to GS5, the contact angle values increased from 81.3° to 90° that may be due to the less available functional sites of amino acids and carbohydrate (in soy resin) for bonding with water molecule. So, water absorption of GS composites was reduced from 15.6% (for GS1) to 11.2% (for GS5). But JS composite showed water absorption of 50.3% after 24 h. Thickness swelling (TS) is another important parameter for practical uses of composites. Interestingly, the TS of GS3 was increased by 16.2% as compared to 62.8% of jute-soy composite after water absorption. Addition of more amount of glass fabric did not affect much on reducing the water absorption capacity GS composites. Contact angle, and water absorption test revealed that glass fiber composites are water stable. Optimized GS3 absorbed nearly 73% less water as compared to JS composite. So, developed glass fabric-soy composites can find both inside and outside of the house applications. 18
XRD and TEM analysis
XRD of Cloisite 20A, GS3, and JS was carried out and their diffractograms are shown in Figure 8(a). For Cloisite 20A, a characteristic peak was obtained at around 3.72° with 2.46 nm basal spacing numerically equal to that of the reported value. 19 In case of GS3 and JS, the diffraction peaks are absent indicating the formation of exfoliated morphology inside nano-biocomposites. The absence of peak indicates that nanoclay platelets were separated during composite fabrication. TEM analysis of composites was carried out and micrographs of GS3 (optimized), and JS are given in Figure 8(b) and (c), respectively. GS3 composite shows exfoliation of nanoclay inside the soy matrix by splitting clay layers (Figure 8(b)). In Figure 8(c), different clay platelets are well separated and dispersed randomly in the soy matrix (marked by circle). That leads to formation of an exfoliated nanocomposite structure. 20

(a) XRD analysis of (i) Cloisite 20A, (ii) JS, and (iii) GS3 composite and TEM micrographs of (b) GS3, and (c) JS.
Soil burial degradation of composites
Weight loss of GS composites with respect to glass fabric (GF), after different intervals of time is reported in Table 3. GS1 composite was degraded by 25.3% of its original weight after 7 days due to presence of 60 wt.% of soy resin on the glass fiber as compared to only 1.4% of glass fabric. Synthetic glass fabric resists the soil microbe attack and slower the fiber breaking process, for which the mass loss is minimum. Loss of mass in the case of JS composite was 26.2% and 66.8% of original weight after 7 and 60 days of biodegradation, respectively due to quick attack of microbial to break the interlocking. The tensile strength of glass fabric and GS3 composite was decreased by 20.4% and 75.7%, respectively after 7 days. Reduction in mechanical properties in the case of composite is most likely due to rapid microbial attack on soy matrix, which loosened the interlocking. 21 On the other hand, glass fabric lost only 20.4% of TS during soil degradation due to its strong hydrophobic nature, which retains much of its strength during exposure to the soil. Tensile testing of degraded composites could not be carried out after 30 days due to fragile composite nature. After 60 days of degradation, composites lost almost 20–30% of their original weight. From biodegradation analysis, it was found GS composites are less biodegradable compared to JS composite.
Weight and tensile loss of composites after biodegradation.
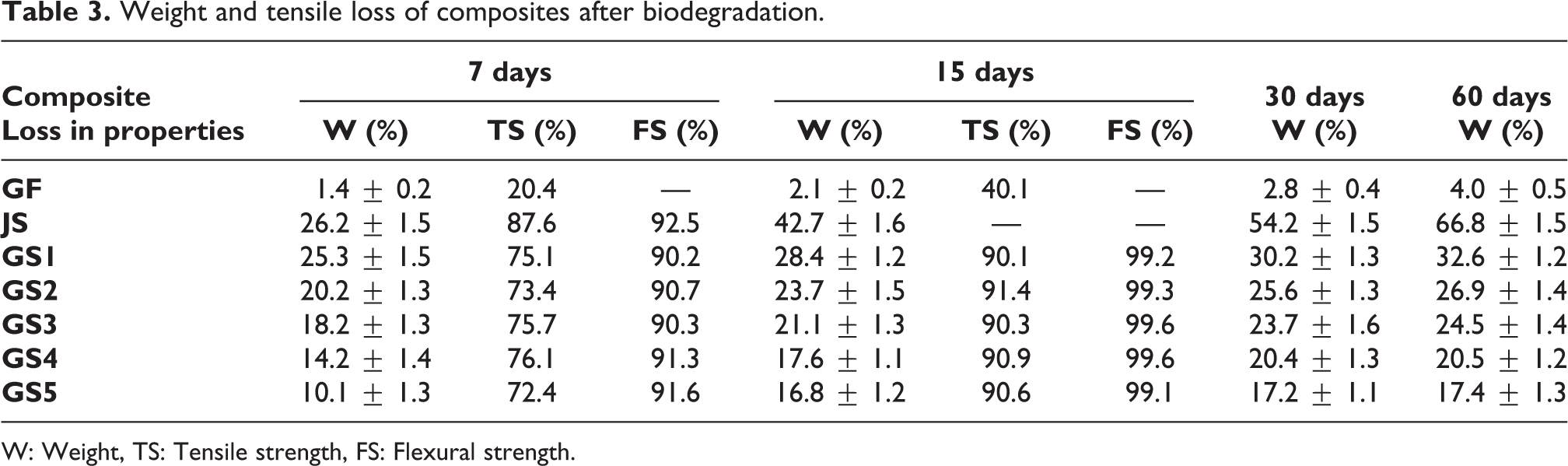
W: Weight, TS: Tensile strength, FS: Flexural strength.
Post soil burial FE-SEM analysis
Scanning electron micrographs of GS3, degraded GS3 (after 60 days), individual glass fiber, and degraded JS (after 60 days) are shown in Figure 9. GS3, before degradation showed smooth surface (Figure 9(a)), the surface topography was changed and found irregular with grooves and breaking of long glass fiber after 60 days (Figure 9(b)) under soil burial. The smooth surface of glass fiber was also changed into rough after biodegradation (Figure 9(c)) as a result of removal of soy resin from composite surface. In the case of JS, the composite surface was completely demolished and soy matrix was completely uprooted from the jute surface. 22

FE-SEM micrographs of (a) GS3, (b) GS3 after 60 days of degradation, (c) glass fiber, and (c) JS after 60 days of degradation.
Conclusions
Synthetic glass fiber reinforced soy composites with varying compositions were fabricated, which showed incremental increase in tensile properties with increase in fiber loading up to 60 wt.%. Composite with 60 wt.% fiber (GS3) showed highest tensile strength (70.2 MPa), which is 82.8% higher than JS composite. GS3 absorbed only 13.7% of water, which is 73% less than that of the JS composite. Contact angle study of composites demonstrated that GS composites are more hydrophobic in nature as compared to JS. DSC analysis revealed that GS3 is thermally stable up to 202°C in comparison to 150°C for JS. Soil burial analysis showed that GS composites lost only 20–30% of their original weight after 60 days of degradation. The developed composite is hydrophobic and somehow biocompatible in nature. These composites can be utilized in furniture and packaging sectors to replace nondegradable thermoplastic reinforced glass fiber composite.
Footnotes
Acknowledgment
We gratefully acknowledge the support of Utkal University to carry out some part of this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.