
Abstract
In the current investigation, the mechanical behavior of watermelon (Citrullus vulgaris) peel nano debris (described as a fruit filler) with different weight composition (0 wt. %, 1 wt. %, 2 wt. %, 2.5 wt. %, 5 wt. %, 7.5 wt. % and 10 wt. %) is reinforced with jute fabric in an epoxy matrix. The effect of filler concentration on tensile, hardness, flexural and impact strength are investigated as per ASTM standards. The findings indicate that the addition of fruit filler improves the mechanical property of jute composite. It is found that the presence of 2.5 wt. % filler in the nanocomposite records the highest value of tensile strength, flexural strength, and hardness of the jute epoxy composite and the 10 wt. % filler nanocomposites achieve a noticeable projection in impact strength. The fracture surfaces are examined for the fiber alignment, fiber-matrix adhesion, voids, filler agglomeration, and fiber fracture. Furthermore, a glass visor was developed to show the best mechanical performing potential and analyzed for deformation behavior and modal analysis using ANSYS.
Introduction
A fiber-reinforced polymer (FRP) has been developed to replace metals in critical-weight components with structural parts in aerospace, automotive, and other industries.1-2 Interest in the use of natural fibers for the design and manufacture of composites has recently increased due to specific strength, substantial toughness, low density and cost. 3 Jute fibers can be used in polymer composites as reinforcement among the different natural fibers. Jute is cost-effective and commonly used in applications such as bags, ropes, chipboards, build panels, door frames. Due to its good wettability and adhesion with jute fibers, epoxy has been widely used in jute composites. 4
Fabric is built from fibers. It is formed by yarn using weaving and knitting process. Fabrics are highly durable and extremely stable and are used in many commercial and industrial applications such as medical, automotive, textile, electronics and sports. Many researchers have investigated the characterization of natural, synthetic fabric-reinforced composites and its hybridization, and they reveal that mechanical properties of tensile, flexural, impact strength has been improved. The improvement depends on the chemical modification of fibers, fiber extensibility, fiber volume fraction, fiber-matrix adhesion, etc.5-11 Fillers have recently been used in polymer to increase the composite value for mechanical properties. Many researchers have studied the mechanical properties of composites and their effect of various nanofillers.12-29
The epoxy composites prepared by hand layup method and using untreated, treated Portunus sanguinolentus shell powder (10 wt. %) along with jute was subjected to mechanical characterization. The results show that sodium hydroxide treated Portunus sanguinolentus shell powder-filled jute fabrics exhibit better mechanical properties due to bonding between the filler and fiber-matrix. 12 Jute/epoxy hybrid with reduced graphene oxide (rGO) and zirconium dioxide (ZrO2) fillers filled composites are fabricated. Mechanical behaviors are analyzed in various temperature conditions. The result showed that ZrO2 filled jute/epoxy composite exhibit better mechanical properties at all temperatures. 13
This study presents the development of a novel three-component composite based on glass fiber/epoxy resin/graphene nanoplatelets (GNPs) aiming to obtain radar absorbing material (RAM). The mechanical properties were not significantly affected by the incorporation of GNP nanofiller. However, the electrical conductivity of the three-component composites increased sharply and the percolation threshold was reached with around 3 wt. % GNP (surface conductivity) and 4 wt. % GNP (volumetric conductivity). 14 The E-glass fabric with epoxy and the addition of fly ash filler is used by different weight percentage of composite made by hand layup. The results found that 5 wt. % of fly ash composite achieved the highest tensile strength. 15 Treated/untreated jute fabric with various percentage of eggshell powder (ESP) and nano clay (NC) reinforced polyester composites were fabricated using compression molding. The sodium hydroxide treated jute composites with 3 wt. % (1.5 wt. % ESP, 1.5 wt. % NC) fillers achieve higher tensile, flexural, and impact strength. 16 The investigative results conducted on the cenosphere (0, 5 and 10 wt. %) filled jute epoxy composites show that the jute composites with 5 wt. % filler prepared using hand layup method exhibits better tensile strength, flexural strength, and hardness. 17 The effect of powders of bio fillers (Azadirachta indica seed, Spent Camellia sinensis) and their combinations with jute epoxy was studied and the results show that Azadirachta indica seed powder-filled composites recorded highest mechanical properties compared with the unfilled one. 18 The epoxy with 0, 0.5, 0.7 and 0.9 wt. % nano TiO2 along with flax reinforcement subjected to tensile, flexural and impact tests shows 0.7 wt. % reinforcement records 10.95%, 20.05%, and 10.45% improvement. 19 The comparative study made with alumina and molybdenum disulfide fillers in carbon epoxy composites prepared using hand layup followed by compression molding method. The results show that 10 wt. % molybdenum disulfide filler increased the flexural strength by 20%. 20 The basalt fabrics with the addition of Titanium Carbide (TiC) (2, 4 and 6 wt. %) in epoxy matrix laminated composites are fabricated by vacuum-assisted resin transfer molding. The test results recorded that 2 wt. % TiC filled composites has the highest tensile strength and impact strength than other TiC filled composites. 21 Micro-sized rice husk powder (RHP) and rice husk ash powder (RHA) reinforced carbon epoxy composites under flexural strength investigation reports of 0.3% RHP reinforcement achieves superior strength. 22 The carbon fabric and epoxy with incorporated metallic nanoparticles aluminum (Al) and zinc (Zn) of different wt. % (0.5 and 1.0) fillers filled composites prepared by hand layup method followed by compression molding. Experimental results observed that 0.5 wt. % Zn and Al showed higher tensile properties and 1 wt. % Zn filled composites showed higher impact strength compared with all other fabricated composites. 23
The studies on the effect of silicon dioxide weight concentration (0%, 5% & 10%) in jute epoxy composites presents that 5 wt. % filled jute epoxy composite shows the highest tensile strength and flexural strength compared to others. 24 Filler concentration reduces the voids and enhances the flexural properties in silicon carbide reinforced hybrid E-glass/sisal epoxy composites. 25 The tungsten carbide (WC) filler in jute/sisal/E-glass epoxy composites enhances the mechanical and wear performance. 26 The glass fabric/epoxy incorporated of graphene nanoplatelets (GNPs) up to 30 wt. % content nanocomposite produced by hand layup method. It was observed that 5 wt. % GNPs filled UD fabric composites exhibit superior tensile strength, and flexural strength. 27 Effect of silicon carbide and aluminum oxide filler concentration in woven jute reinforced epoxy composite is experimentally investigated. The results showed that the hand layup composites with 10 wt. % filler reinforcement records superior mechanical property compared to others. 28 The previous study investigated the mechanical properties of nano form pineapple and watermelon peel powder in the epoxy matrix reinforced with jute/carbon composites. Results show that the use of fruit fillers has contributed to better mechanical characteristics. 29
According to the comprehensive literature review, it is clear that both organic and inorganic fillers have an optimal weight percentage of fillers in the fiber-reinforced composites to enhance their mechanical properties. It is identified that there is no work carried out on filler and its combination with jute fiber-reinforced epoxy composites made from watermelon peel. Therefore, the present work proposes the development and study of jute fabric-reinforced epoxy composites with and without fruit powder with a varying weight percentage of filler material using hand layup accompanied by compression technique and characterizes them both analytically and experimentally. Field Emission Scanning Electron microscopy (FESEM) was used to analyze the fractured surfaces. This paper also provides a comparative study of the current composite system with other selected natural and synthetic fiber composites from the available literature. Furthermore, a glass visor was manufactured to prove the best mechanical performance and analyzed for deformation behavior and modal analysis using ANSYS software.
Materials and methods
The jute epoxy with watermelon peel nanofiller composites and their compositions were used during this investigation has been tabulated below:
Materials
The examination was completed by utilizing a 200 GSM jute woven fabric with bidirectional (0/90) acquired from Anakaputhur Weavers Association, Chennai. The above fabric was used as fibrous reinforcements along with filler watermelon peel nanoparticles. The epoxy resin (Lapox L12) was employed as matrix along with K6 (hardener), were procured from Yuje enterprises, Bangalore. The physical and mechanical properties of jute fabric and epoxy resin have been described in Table 1.
Properties of fibers and matrix. 29

Development of filler material
The production of agro wasted watermelon peel and its extraction of nanoparticles have been prepared. 29 Figure 1a indicates the watermelon peel, drying, and nanopowder particles. Figure 1b shows that FESEM images of waste watermelon peel particles extraction and the density, uniform size distribution of watermelon peel particles that were used.

(a) Watermelon peel particles, (b) size distribution of watermelon peel particles. 29
Fabrication procedure
A steel die of 300 × 300 × 3 mm3 was employed for the seven composite specimens with different levels of reinforcement of jute, and watermelon peel nanoparticles compositions that were manufactured using hand layup and a compression molding technique. The jute fabrics were cut and laid in the ratio of 10:1 by weight as epoxy according to the above measurements with Lapox L12 combined with K6 hardener. The uniform blending of epoxy and nanofiller was prepared using a sonication method to achieve uniform distribution within the matrix. The epoxy was added to the fabric surface accompanied by compression molding for 24 hours at 80°C at a pressure of 5 kg cm−2. The laminated composite specimens were separated from the steel die and healed under ambient conditions for an additional 24 hours. The resulting composite plates were cut using a water jet machine (WJM) to test the tensile strength, hardness, impact strength, and flexural strength according to ASTM specifications. In a hot air oven, the samples were post-cured at 60°C for 4 hours that removed the moisture absorbed during the WJM process. Table 2 shows a weight fraction of jute, epoxy, and watermelon peel nanofiller with composite density (shows different compositions that were used to create the composites).
The density of a fiber-reinforced composite was determined by utilizing the accompanying relations 30 :

Various compositions of composites.

Void fraction (VF) of a composite in percentages has been calculated using the formula, 30

where, Wf and Wm were the weight fraction of fiber and matrix respectively and ρct was the density of the composite, ρf was the density of the fiber and ρm was the density of matrix used for the fabrication of composite. ρct and ρex were the theoretical density and experimental density of composites respectively.
Mechanical tests
Tensile strength
The tensile strength of woven jute reinforced with watermelon peel (WP) nanofiller laminated composites were obtained according to the ASTM D638-10 test method. The tensile test of laminated composites was determined at a cross speed of 1 mm/min by using the Universal Testing Machine (UTM). For each mechanical property, five specimens were tested, and the average values have been taken for discussion.
Flexural test
The three-point bending test of the laminated composite was measured on the Universal Testing Machine (UTM) under ASTM D790 with a cross speed of 2 mm/min. For each flexural strength, five specimens were tested, and the average values have been taken for discussion.
Impact test
The Charpy impact test was performed using the swinging pendulum-type impact tester. The Charpy impact tester measured the impact strength as per ASTM D256 standard. The energy that was measured by the rupture test specimen and read on the digital screen.
Hardness test
The hardness test was conducted using Shore D hardness tester. As per ASTM D2240, five experiments were conducted randomly on the surfaces in each case, and the average values have been taken for discussion.
Study of morphology
The morphological analysis was performed using the ZEISS field emission scanning electron microscope on the ruptured specimen to examine the interaction mechanism between fiber and matrix.
Results and discussion
Tensile strength
The influence of WP nano fillers on the tensile strength jute epoxy are shown in Figure 2. The tensile strength values of the samples A, B, C, D, E, F, and G are found to be 38.32 MPa, 39.2 MPa, 42.85 MPa, 68.2 MPa, 55.5 MPa, 59.1 MPa, and 47.7 MPa respectively. It is identified that tensile strength of composites jute epoxy composites increases with the incorporation of watermelon peel fillers (B, C, D, E, F and G). In particular the 2.5 wt. % WP nano filler reinforcement shows the highest improvement in the tensile strength. On further addition there records a drop in tensile strength thereafter. There is 77.97% increase of tensile strength in 2.5 wt. % reinforced composites when compared to the jute epoxy composites. The interesting thing to point here is that there is a 2.29% increase in the tensile strength when there is 1 wt. % reinforcement. The addition of WP nanofiller in the jute epoxy composites makes the resulting composites tougher and stiffer. The increase in the tensile strength is associated with the combined effect of the uniform spread of WP nanofillers in the epoxy matrix and the selected curing temperature. The proper selection of sonication parameter achieves the uniform spread of WP nanofillers.
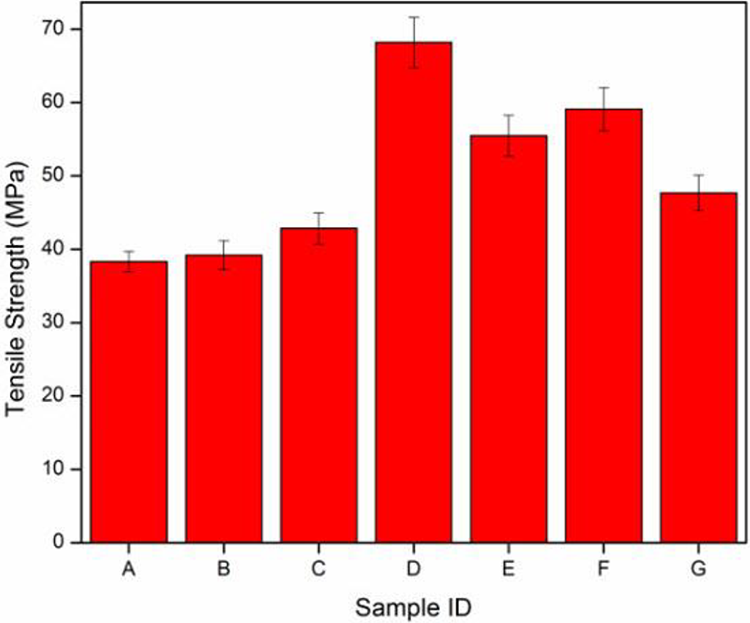
Effect of WP nanofillers on the tensile strength of the JE composites.
The curing temperature increases the bonding between the matrix and the reinforcements. Similar results of increased tensile strength by the addition of nano fillers through proper dispersion in the epoxy matrix are revealed by Saravanan et al. 31 where the addition of nano boron carbide in the glass epoxy matrix increases the tensile strength of the composites examined. Raajeshkrishna et al. 32 also demonstrated an increase in tensile strength of epoxy composites by the dual effect of surface treatment and hybridization of glass/basalt. Reducing tensile strength is due to the higher loading of nanofillers has a propensity of cohesion between them, thus forming agglomerated WP nanofillers bundles in the epoxy matrix. These bundles hinder the uniform dispersion of nanofillers thereby reducing the tensile strength of the composites. 29 It is concluded finally that WP nanofillers are compatible with jute and epoxy in improving the tensile strength of the composites.
Flexural strength
The influences of WP nanofillers on the flexural strength of jute epoxy composites are shown in Figure 3. The Flexural strength values of the samples A, B, C, D, E, F, and G are 53.64 MPa, 56.84 MPa, 62.13 MPa, 149.84 MPa, 74.92 MPa, 99.89 MPa and 74.92 MPa respectively. Flexural failure was indicated on all the samples subjected to investigation after attaining the peak load. The crack was observed on the upper tensile side of the samples. It is noted that the flexural strength of jute epoxy composites (B, C and D) increases with the addition of WP nanofillers. The increase in the flexural strength values of the jute epoxy composites is attributed toward the effective bonding of fillers on the surface of jute fibers. Adhesion between the reinforcements and effective dispersion of nanoparticles in the epoxy matrix which in turn offers improved rigidity and stiffness of the WP nanofillers reinforced jute epoxy composites.
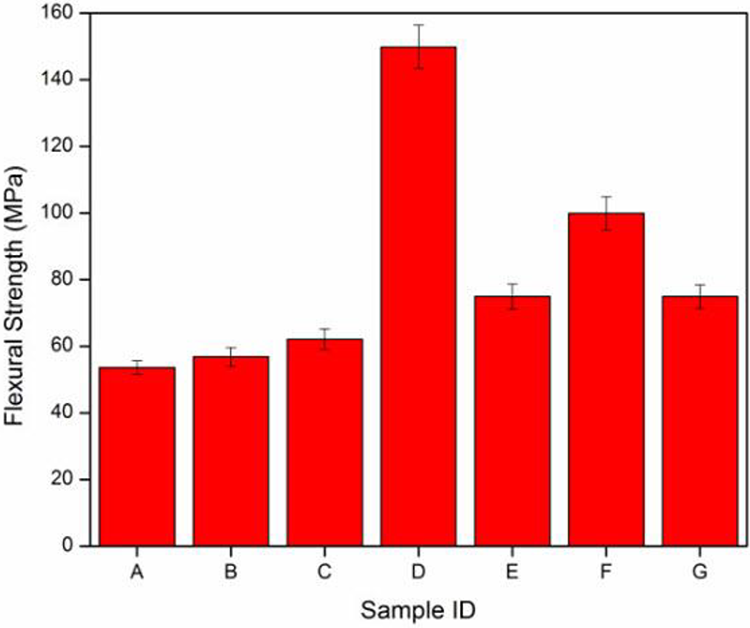
Effect of WP nanofillers on the flexural strength of the JE composites.
The bending load applied is transferred to the epoxy matrix through the fiber/filler interface which suspends the propagation of crack thereby increases the flexural strength. Noha Ramadan et al. 33 also confirmed the same trend in the flexural behavior up to 4 vol. % reinforcement of SiC ceramic filler in jute epoxy composites prepared using vacuum-assisted resin infusion method. The optimum level of the WP nanofiller to achieve maximum flexural strength of the jute epoxy composites is identified as 2.5 wt. %. On further addition of WP nanofillers reduces the flexural strength of the resulting composites (E, F and G). The interesting observation to spotlight is the similar flexural performance of the jute epoxy composites (E and G) by recording 74.92 MPa. The decrease in the flexural strength of the WP nanofiller reinforced jute epoxy composites is attributed toward the void formation and identified agglomerations.
Hardness
Hardness is the ability of the material to resist plastic deformation under indentation load. The influence of WP nanofillers on the Shore D hardness of jute epoxy composites are shown in Figure 4. The Shore D hardness values of the samples A, B, C, D, E, F, and G are 79, 80, 82, 93, 87, 88 and 82 SD respectively. The hardness behavior with respect to the addition of WP nanofillers is similar to the trend observed in the tensile strength examinations. The addition of WP nanofillers increases the hardness of the jute epoxy composites up to 2.5 wt. % reinforcement. On further addition the hardness of the composites reduces proportionately.
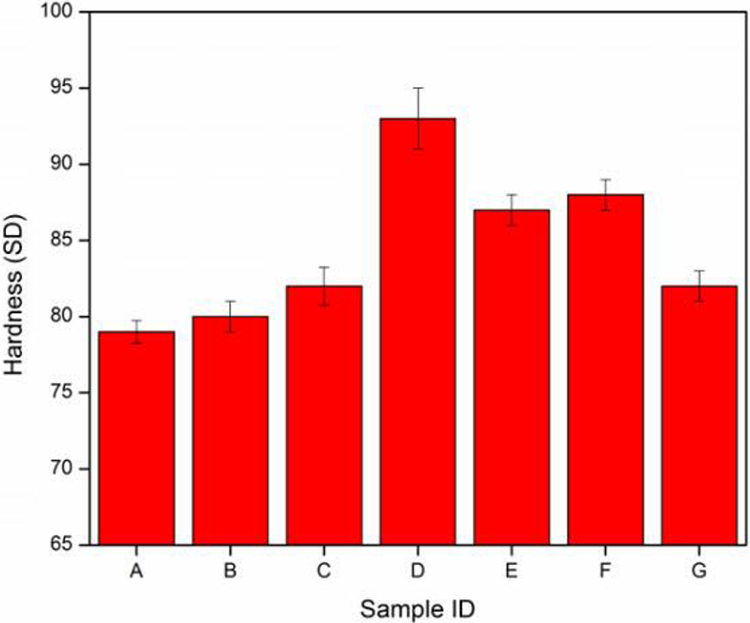
Effect of WP nanofillers on the hardness of the JE composites.
The hardness of pure jute epoxy composites is 79 HRD. The addition of 1 wt. % WP nanofiller increases the hardness to 80 HRD which increases 1.265% compared to the reference. On further addition (2 wt. % and 2.5 wt. %) elevates the hardness by 3.79% and 17.72% respectively. Figure 4 shows the peak hardness lies in the filler loading at 2.5 wt. %. The increase in hardness of the WP nanofiller reinforced jute epoxy composites under investigation is attributed to the effective dispersion of the WP nanofiller in the epoxy matrix and the effective curing temperature and span. The resulting composites resist the penetrating load thereby increasing the hardness of the composites. Divya et al. 23 results also confirmed that hardness of nano composites is marginally higher than that of mono composites.
Impact energy
The influences of WP nanofillers on the impact energy jute epoxy are shown in Figure 5. The impact energy values of the samples A, B, C, D, E, F, and G are found to be 8 J, 8 J, 10 J, 10 J, 7 J, 9 J, and 11 J respectively. The impact energy values contrast to tensile properties whereas similar to flexural properties it can be depicted that there is a continuous increase in impact energy with increasing WP filler content. It is identified that impact strength of composites jute epoxy composites increases with the incorporation of watermelon peel fillers (B, C, D, E, F and G). On further addition linearly increase with increasing WP nanofiller content. In particular the 10 wt. % WP nanofiller reinforcement shows the highest improvement in the impact energy. There is 37.5% increase of impact energy in 10 wt. % reinforced composites when compared to the jute epoxy composites. The addition of WP nanofiller in the jute epoxy composites makes the resulting composites tougher and stiffer. A similar result was found Noha Ramadan et al. 33
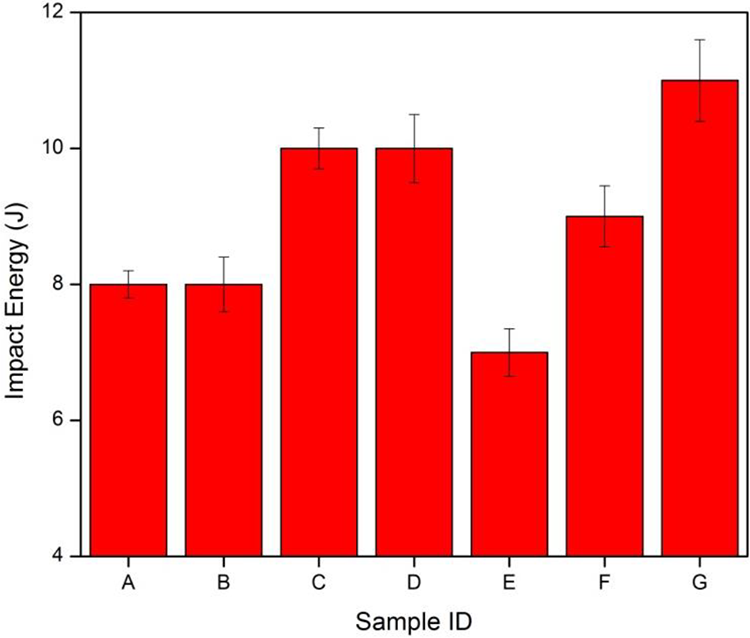
Effect of WP nanofillers on the impact energy of the JE composites.
The increase in the impact energy is associated with the combined effect of the uniform spread of WP nanofillers in the epoxy matrix. This composite reveals excellent bonding characteristics and promotes the occurrence of the crack front pinning mechanism. 34 ,– 35 The other composites recorded low values because particulate reinforced composites are affected by particles size, particle-matrix interface and weak bonding. 36 It is concluded finally that WP nanofillers are compatible with jute and epoxy in improving the toughness of the composites.
FESEM study
Figure 6 shows the modes of failure as the result of the microscopic image analysis of the specimen after impact testing. The fiber cluster 37 and voids as a result of de-bonding (Mode-III) are identified from the sample A (Figure 6 (a)). From sample D (Figure 6 (b)), it is determined that the impact load is shared by the fiber, thereby undergoing fiber shear (Mode I).The traces of watermelon particles are also detected. Smooth surfaces are also identified (Figure 6 (c)) along with embedded jute fibers in the impact direction indicates Mode IV failure, a common type of brittle fracture in epoxy resin composites. From Figure 6 (a), the adhesion between the fiber and the epoxy resin is noted. Fiber pull out is indicated Figure 6 (d), a common form of Mode III failure. From Figure 6 (e), the fiber-matrix adhesion 37 along with the scattered watermelon particles is also noted.

FESEM of composites (a) sample A, (b) sample D, (c) sample E, (d) sample F, (e) sample G.
Comparison analyses
The comparative study of jute epoxy with watermelon peel nanofiller composites and it is compared with other selected fabric composite and fillers addition composites from the available literature. The studies using the fillers mentioned above are not being carried out by any researchers during author study. Table 3 shows the various mechanical properties of the hybrid composites.
Various mechanical properties from the literature.

TS = Tensile Strength, FS = Flexural Strength, IS = Impact Strength.
From Table 3, carbon fabric with rice husk, rice husk ash powder composite 22 shows higher mechanical properties than the current study because these fibers are synthetic and high mechanical properties. Jute fabric with nano silicon dioxide composite 24 shows an improvement of 2.63% in tensile strength than current research because these fillers are synthetic, high cost, and it’s harmful. Compared to natural fibers (Jute fabric) with watermelon peel, nanofiller composites showed better mechanical properties. Hence, Composite-D is suitable for designed lightweight automobile part, glass visor. Real glass visor is developed for D-composite based on the results.
Glass visor development using D composites
The glass visor is the essential component to increase the aeromechanical properties in a two-wheeler. The glass visor is made of thermoplastic i.e. acrylonitrile butadiene styrene (ABS) and has a weak mechanical strength. This is shown in Figure 7 (a). So as to improve the mechanical strength during this current study, glass visor was fabricated with 2.5 wt. % of watermelon peel nanofiller filled composites as a result of higher mechanical properties compared to the other composites. Before making a glass visor, the general tendency to prepare the glass visor mold by using pattern method with the assistance of glass fiber, epoxy, and tooling gel coat. After that, glass visor has fabricated using the vacuum resin infusion process with the aid of molding, and the final product of composite visor was taken extracted from the molding. This is shown in Figure 7 (b) & 7 (c). To determine the deformation of the glass visor and the modal analysis is carried out using ANSYS R15.0.

Fabrication of D composite (a) original glass visor, (b) manufacturing of glass visor using vacuum resin infusion method, (c) final product of glass visor.
ANSYS analysis of the developed composites
In order for predicting static structural and modal analysis of composites, the finite element analysis (FEA) was carried out using the program ANSYS R15. Due to the complex profiles of the glass visor, the design was performed using reverse engineering process with 3D Scanning and output script, which is a triangular mesh (STL) that is imported into Autodesk fusion 360 software and converted to a solid to a shell model. This was shown in Figure 8 (a) to 8 (c). This surface model in STEP file format was imported to ANSYS and quad mesh discretization was applied to the model. The meshing is done and shown in Figure 8 (d) are 6713 nodes and 6523 elements. In Figure 8 (e), shows ANSYS Composite Prep Post (ACP) module can perform processing techniques of the layered section, ply, and stacking sequence. The static analysis of deformation was conducted and the deformation, stress value in Figure 8 (f) to 8 (h) shows 0.8936 mm and 34.407 MPa at 1000 N. The modal analysis has performed, and the natural frequency occurring 414.21 Hz are shown in Figure 8 (h). Therefore, it is very evident that the composites were less deformed under 1000 N load and with the highest frequency stand.
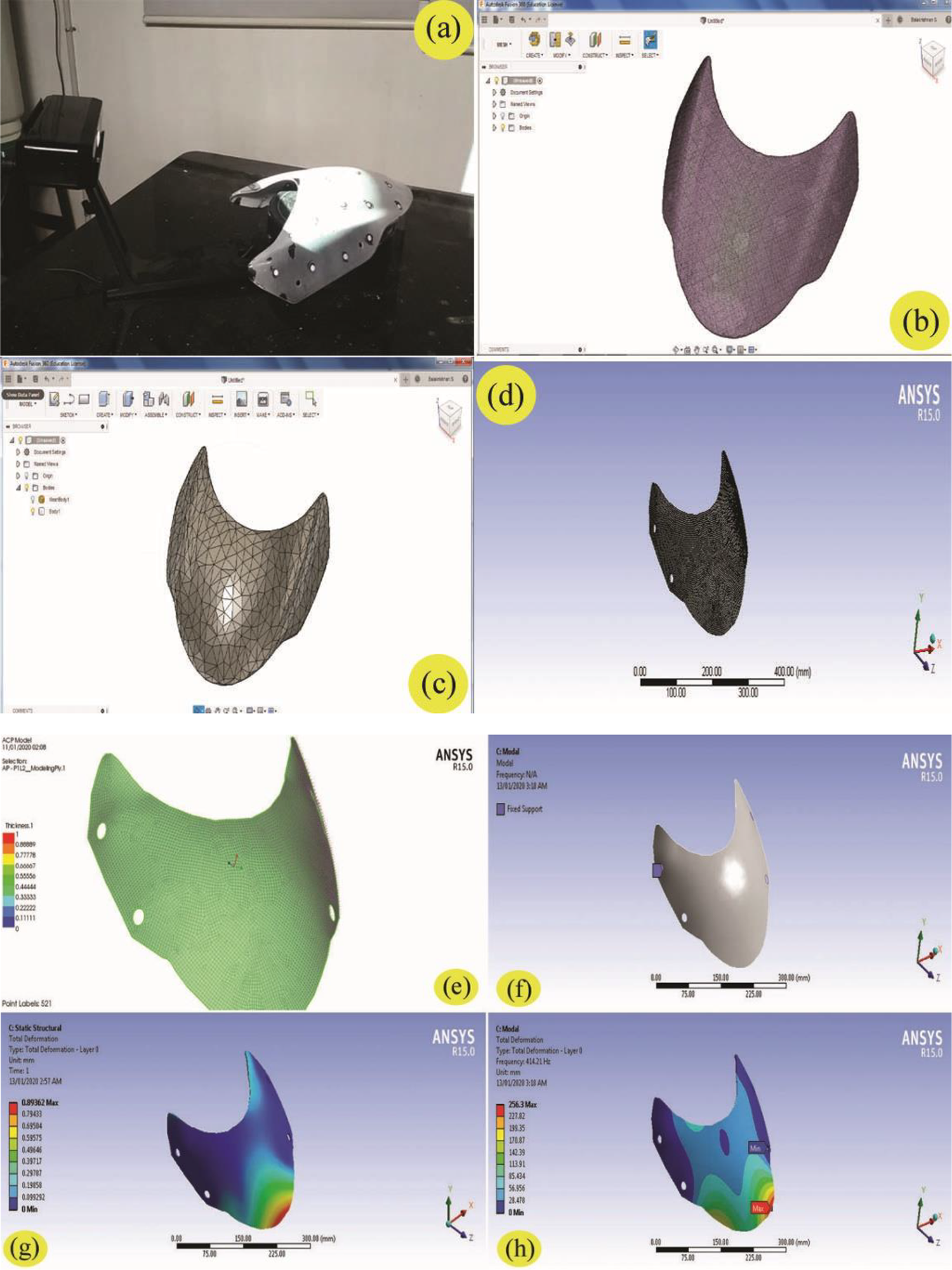
Reverse engineering—(a) 3D scanning, (b) STL file imported into Fusion 360, (c) converting of STL to solid by fusion 360, (d) meshed model using ANSYS 15. FEA analysis—(e) fabric layup using ACP module, (f) applying boundary condition, (g) static structural deformation, (h) modal analysis.
Conclusions
The conclusion reached from the mechanical characterization of seven different composites with the addition of 0–10 wt. % watermelon (Bio) nanofiller to form hybrid composites is as follows. The bio-waste filler causes significant changes in the matrix and the interfacial adhesion of the fiber and matrix. The optimum weight percentage was achieved at 2.5 wt. % for maximum performance. Epoxy composites of 2.5 wt. % nanofiller jute fabrics exhibited maximum tensile strength, flexural strength, and hardness. Relative to jute composite, the percentage increase in tensile, flexural, and hardness nanofiller added jute composites was 77.97%, 179.34%, and 17.72%. The impact energy of the epoxy jute composite nanofiller records the maximum value at 10 wt. % SEM analysis shows aligned fiber and the adherence of the fiber-matrix results in enhancing the mechanical strength. The glass visor developed with the best mechanical strength of the composite showed less deformation to prove its superior strength in nature.
In addition, the study concluded that
In various structural applications, it can replace the thermoplastic-based composite which helps to reduce plastics, wood requirements. As a result, the current environment scenario is increasing and composites of fiber-filled with natural fillers can be a positive solution for versatile applications.
Footnotes
Acknowledgment
The authors gratefully acknowledge M/S. VectraFORM Engineering Solutions, Coimbatore, for facilitating the reverse engineering technique in this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.