
Abstract
Substitution of synthetic polymers by polymers prepared from renewable resources as well as synthetic fibers by natural fibers is a current research topic. They target various sectors of application such as the automotive industry, transport, packaging, building, and so on, that can offer a solution of lightness, great performance, and a minimum impact on the environment. In the present study, biocomposites based on linear low-density polyethylene (LLDPE) reinforced with nonchemically treated and noncompatibilized almond shell powder (ASP) particles were prepared by an elaboration process based on mixing polymer powder with ASP particles having similar density in solid state. For consolidation, thermocompression technique has been used. The mass ratio of ASP in the LLDPE/ASP composites varied from 10 wt% to 40 wt%. Effects of ASP wt% on the mechanical and structural properties of biocomposites have been explored through tensile and shore D hardness tests as well as microscopic observations. Homogenous repartition of ASP particles in the polymer matrix was observed for less than 20 wt% ASP. For more than 20 wt% ASP, agglomeration of fillers particles has been observed. Also, it has been found that elastic modulus of the biocomposites increases with ASP particles wt%, while tensile strength and ductility decrease when the ASP wt% increases.
Keywords
Introduction
In recent years, face to new global environmental regulations and legislations, the demand and the need for the development of new generations of ecological materials are growing strongly. 1,2 Among these promising and respectful materials, we mention the composites based on polymer matrices reinforced by natural fillers from agricultural biomass (bio-fillers), which offer an alternative to the replacement of conventional fillers such as synthetic, mineral, and/or organic fillers. Unlike conventional fillers (glass fibers, carbon fibers, aramid fibers, talc, and calcium carbonate) that cause environmental and human health problems, bio-fillers offer countless advantages because of their low cost, low density, and ease of implementation as well as their continued availability and short-term biodegradability. However, they also have certain drawbacks mainly when they are used as reinforcement in the composite materials because their hydrophilicities make them incompatible with most polymer matrices known by their hydrophobicities. These two reciprocal characters constitute limits for their use as reinforcement in polymers. In this context, the industry of natural fiber composites (coco, doum, sugar palm, bagasse, hemp, bamboo, banana, etc.) is developing rapidly. The automotive industry is the main driver of these biocomposites. 3,4 Indeed, it faces problems for which these materials offer a solution such as lightness, high performance, reduction in the cost of the material, recycling possibilities, and minimum impact on the environment. In this subject, several studies have been conducted to characterize the mechanical and structural properties of biocomposites. Obiukwu et al. 5 studied high-density polyethylene reinforced with coconut shell powder with a powder content ranging from 5% to 25% by volume. The results obtained show that the hardness of biocomposites increases with the increase in the powder content, while the resistance impact and the ductility of the composite decrease. Belhassen et al. 6 conducted studies on the effects of incorporating soda-treated Alfa fibers into a polyester matrix. The authors found that the incorporation of fibers into this type of polymer resulted in a large increase in the modulus of elasticity and maximum tensile strength of biocomposites when the fiber content increases from 10% to 30%. In addition, an increase in the impact resistance of biocomposites with the increase in fiber content was also noticed. In order to study the effect of the filler content on the mechanical and morphological properties, Tasdemir 7 developed a polypropylene (PP) matrix biocomposites loaded with olive core powder and almond shell ranging from 0% to 40% by weight. The results obtained showed an improvement in the mechanical properties in terms of modulus of elasticity and hardness with the increase in the percentages of the olive core powder and the almond shell powder (ASP) in the PP matrix, and, on the other hand, the tensile strength decreases with the increase in the rate of the loads. Naghmouchi et al. 8 examined the effect of biofuel size on the mechanical properties of biocomposites. The results found have shown that the use of a coupling agent, polypropylene grafted maleic anhydride (PP-g-AM) makes it possible to have a marked improvement in the flexural strength. Essabir et al. 9 used almond shell particles as a reinforcement in a PP matrix with and without a compatibilizer for different particle contents (5%, 10%, 15%, 20%, 25%, and 30% by weight). They found a great improvement in mechanical and rheological properties with and without a compatibilizer. Our study fits in this context and it is interested in the influence of the powders of almond shells because of their fragile character on the mechanical and structural behavior of the biocomposites. The idea of integrating these bio-fillers as reinforcements in thermoplastic matrices was not only intended to minimize the impact on the environment but also to make them more efficient and functional by enhancing them especially as they are agricultural residues widely available in large quantities, renewable, abandoned, and poorly exploited in Tunisia. For this purpose, linear low-density polyethylene (LLDPE) matrix biocomposites loaded with different mass fractions (5%, 10%, 20%, 30%, and 40%) of untreated ASP were developed using the thermocompression molding process. The effects of ASP content on the mechanical and structural properties of biocomposites were analyzed. The originality of this research work is to develop a production process based on mixing polymer powder with ASP particles having similar density in solid state.
Material and experimental details
Biocomposite development
LLDPE powder (Kimpas, Kocaeli, Turkey) was used for the thermoplastic matrix of the elaborated biocomposite. LLDPE has a density of 0.938 g/cm, 3 an average particle size of 300 μm, and a melting temperature of 135°C. ASP with different wt% was used as fillers. The different stages of the production process for the LLDPE/ASP biocomposite are schematically described in Figure 1. Almond shells were harvested from the region of Sfax (Tunisia), dried, and then crushed using a small grinding machine. The collected powder was air-dried and then sieved with a set of metal sieves to obtain particles with an average size of 125 µm. For each filler ratio, the LLDPE powder and the ASP were mixed in the solid state for 15 min using a food mixer. The mixture was then poured into a mold of dimensions 110 × 110 × 30 mm3. The biocomposites were made using hydraulic heating press for 11 min under controlled pressure of 50 bars and a temperature of 173°C. The composite plate was cooled to room temperature under constant pressure before being removed from the mold.

Stages of the elaboration process for the LLDPE/ASP biocomposite: (a) almond shells, (b) almond shell powder, (c) LLDPE powder, (d) mixing, (e) thermocompession molding process, and (f) sheet of biocomposite.
The ASP content in the biocomposite varied from 0 wt% to 40 wt%. Six different wt% of ASP are considered: 0, 5, 10, 20, 30, and 40 wt%.
Microstructural and mechanical characterizations
An optical microscope (Leica DM 2700M, Leica Microsystems) equipped with a digital camera was used for the analyses of the morphology and state of distribution/dispersion of ASP particles in the different biocomposites.
Tensile tests were carried out on an LLYOD/LR5K Plus (AMETEK Test & Calibration Instruments) universal tensile machine. The crosshead speed for the tensile test was set at 10 mm/min. All tests were conducted at room temperature (23 ± 2°C). For each ASP wt%, five samples were tested, and for each mechanical property, an average value was reported. The geometry of the samples was according to International Organization for Standardization (ISO) 527-2. 10 Accordingly, Figure 2 shows the most important geometrical dimensions of the samples used for this study.

Dimensions in millimeter of tensile test specimen.
Results and discussion
Mechanical results
Figure 3 shows the stress–strain curves of biocomposites in comparison with the LLDPE curve. It is clearly remarkable that a sharp decrease in plastic deformation (ductility) occurs when ASP is added to the LLDPE matrix. This decrease results from the rigid character of ASP particles that limits the plastic behavior of biocomposites compared to the virgin matrix. The biocomposite passes from a ductile material to a fragile material when the ASP wt% increases. Tensile strength and Young’s modulus were extracted from stress–strain curves. Figure 4 illustrates the evolution of the maximum stress at break as a function of the ASP wt%. It appears that the addition of the ASP particles decreases the maximum stress at break. In fact, the particles create zones of stress concentration around them, and in this case, the particles act as defects or points of weakness which reduces the biocomposite resistance. 9,11 -13
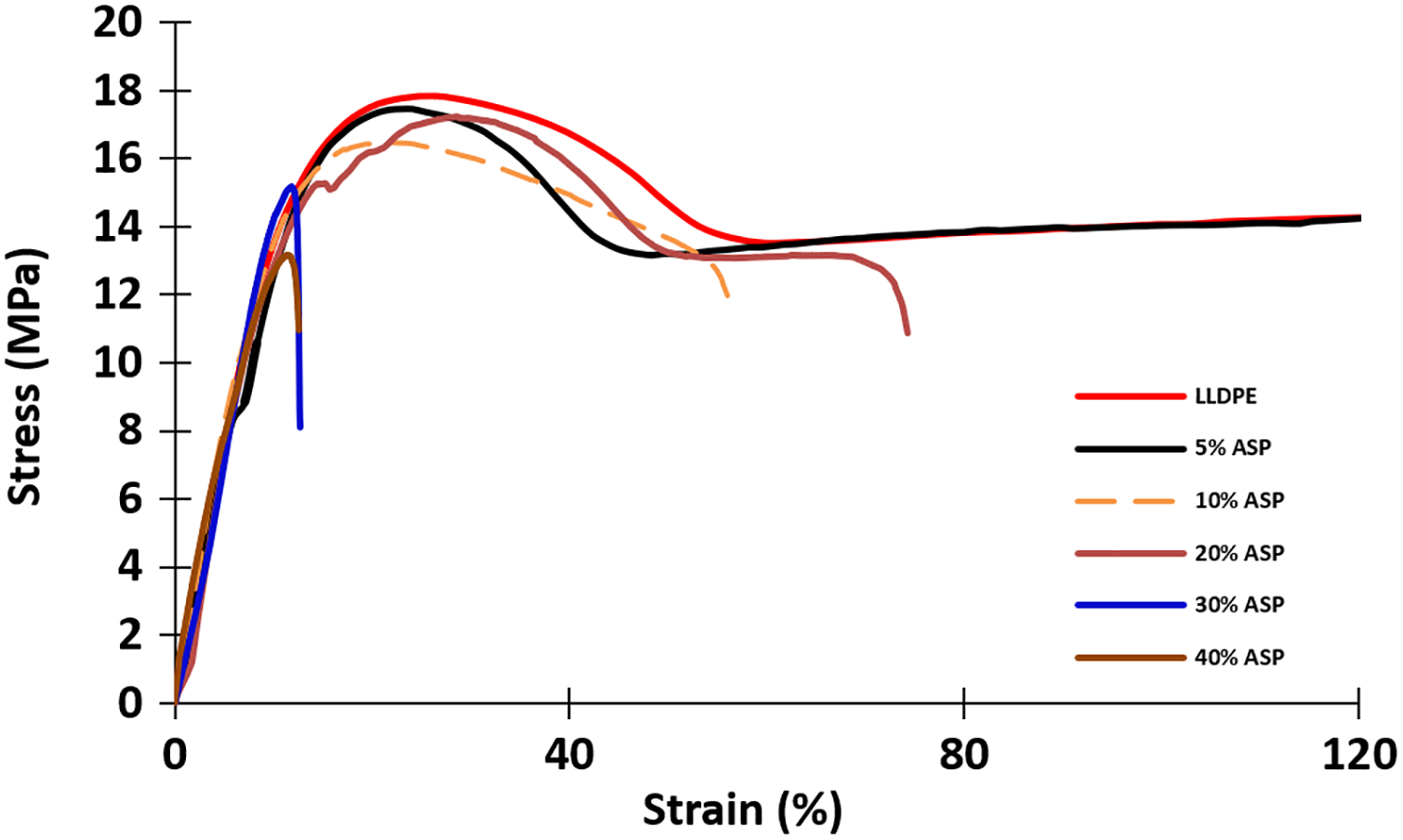
Typical stress–strain curves for the considered LLDPE/ASP biocomposite.

Effect of ASP wt% on the tensile strength.
The Young’s modulus of biocomposite materials is evaluated by the slope of the curve in the linear zone between the deformation 0.005 and 0.025 according to the ISO 527-2 standard. Results of the considered biocomposite are reported in Figure 5. All the biocomposites have an elastic modulus superior to that of the pure LLDPE (165 MPa), which shows that the ASP plays the role of reinforcement. 14 On the other hand, the Young’s modulus increases progressively with increasing ASP wt%. When ASP are inserted into the matrix, stiffness increases and the rigid nature of ASP influences the behavior of biocomposites. 15,16 The tensile strength decreases, while Young’s modulus and hardness increase significantly from 20 wt% ASP when compared with 0 wt% ASP (p < 0.001 using analysis of variance test). For the hardness test, the stress is applied to the bulk material, whereas in the case of tensile test, the tensile strength is highly affected by the adhesion between fillers and matrix. The measured values of the shore D hardness for the considered biocomposites are plotted in Figure 6. It can be observed that hardness increased with increasing percentage of ASP in the LLDPE matrix. This is due to the increase in the percentage of the hard and brittle phase of the ASP in the soft polymer matrix. A maximum hardness value of 92 shore D was obtained for the composite containing the maximum wt% (40%) of ASP. The mechanical properties obtained for biocomposites elaborated with our simplified technique process, at room temperature, are in good agreement with those of the literature 7 -9 elaborated in the molten state.

Effect of ASP wt% on the modulus of elasticity.

Effect of ASP wt% on the hardness.
Structural results
For biocomposites reinforced with 5, 10, 20, 30, and 40 wt% ASP, micrographs were taken on polished sections (Figure 7). For biocomposites containing 5, 10, and 20 wt% ASP (Figure 7(a) to (c)), the filler particles are homogeneously dispersed in the LLDPE matrix with no agglomeration. The ASP particles are completely covered by the matrix material, which allows us to say that at low concentration (less than 20 wt%), the ASP particles are randomly dispersed in the matrix and there is a good wettability between the matrix and the ASP. For biocomposites containing 30 wt% and 40 wt% ASP (Figure 7(d) and (e)), the micrographs show the existence of voids and zones of decohesion between the particles and the matrix. In fact, for high ASP wt%, particles tend to agglomerates, which favors particle–particle interactions to the detriment of matrix–particle interactions. The weak particle/particle interactions are responsible for the development of structural defects.
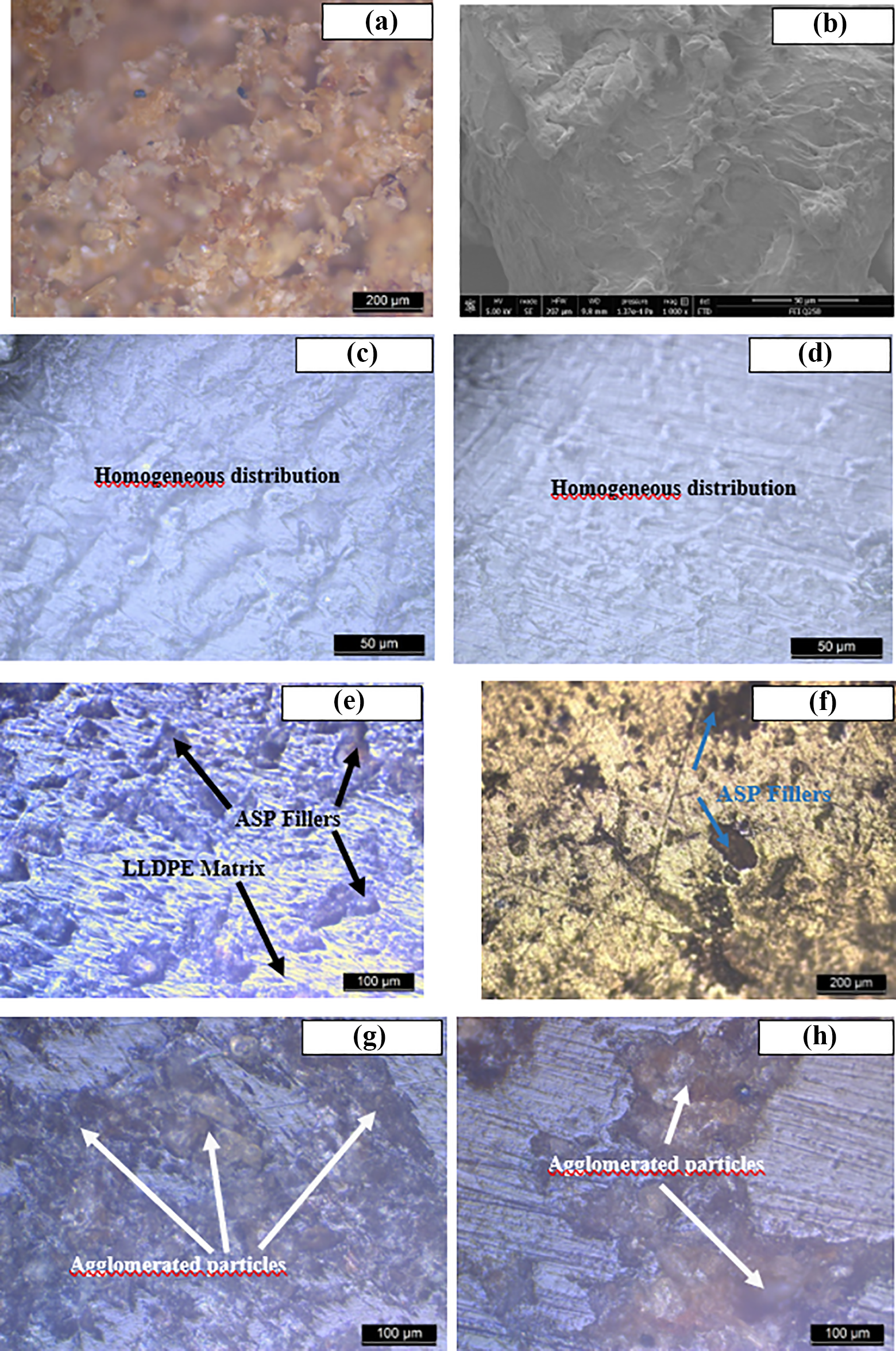
(a) Pure ASP and (b) Pure LLDPE. Microstructure of LLDPE reinforced with different wt% of ASP: (c) 5%, (d) 10%, (e) 20%, (f) 30%, and (g and h) 40%.
Conclusions
In the present study, we aimed the exploitation and valorization of almond shells (natural resource existing in Tunisia) and this by their use as reinforcements at micrometric scale in thermoplastic matrices to obtain biocomposites with improved properties.
The biocomposites studied are based on a thermoplastic matrix (LLDPE) reinforced with ASP. We conducted a systematic study of the influence of weight ratio of filler particles on the mechanical and microstructural properties of biocomposites.
The addition of ASP to polymeric materials is a promising avenue as it improves the overall mechanical properties of the material. The increase in mechanical properties comes from the high properties of ASP particles (stiffness, hardness, etc.). It was also found that low ASP wt% provides biocomposites with homogeneous microstructure and strong particle–matrix interface. However, high ASP wt% generates microstructural defects. With our simplified technique process, the production of biocomposites LLDPE/ASP at the industrial scale can be low cost.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.