
Abstract
Recycled polypropylene was reinforced with treated and non-treated wood flour with different natural oils. Four natural oils were used as coupling agents, namely hexanoic (C6), octanoic (C8), decanoic (C10) and dodecanoic (C12) acids. The mechanical, thermal and morphological properties of the resulting composites were evaluated. The usage of natural oils as coupling agents clearly improved the interfacial adhesion between wood flour and the polypropylene matrix while enhancing the mechanical and thermal properties. Better results were obtained when C8 was used. The improvement in the mechanical and thermal properties of the composites imparted by C8 is similar to that promoted by maleic anhydride-grafted polypropylene. The mechanical and thermal properties of the composites were affected by the boiling temperature and chain length of the natural oil used.
Introduction
During the last few years, both ecological and economic interests have resulted in a more intensive utilization of recycled and natural materials for the development of new composites. 1 -4 In addition, issues such as recyclability, renewability and environmental safety have become increasingly important for the introduction of new materials and products in several markets. 3,5 So, the recycled wastes and by-products can be made into specific useful products. 6 Of these useful products, wood-plastic composites (WPCs) are one of the most attractive composites because they enable to use recycled plastics associated with forest and agricultural by-products. 6 -8 WPC can be used as interior or exterior building materials, furniture and automotive products.
Recycling the post-consumed polymeric materials reduces both the environmental impact and the consumption of virgin plastic. 9 Waste thermoplastics are some of the major components of global municipal solid waste and present a promising raw material source for WPC, especially because of the large volume and low cost of these materials. 9 On the other hand, natural fibres derived from secondary wastes can be used to reinforce polymer composites. The wood flour derived from forest wastes is an important fibre that can be used as reinforcement in WPC; however, other natural fibres such as banana, ramie, sisal and coir among others can also be used.
The main problem related to the use of wood flour is their low compatibility with most thermoplastics. Wood flour is a lignocellulosic-based material and, consequently, highly hydrophilic, while most thermoplastics are intrinsically hydrophobic. This fact leads to low polymer–filler interactions, which ultimately results in poor mechanical properties and low thermal properties, 7 since the WPC properties strongly depend on the compatibility and interfacial adhesion between wood and polymer matrix. To overcome this drawback, surface treatment of fillers (i.e. silanization) and additives like compatibilizers and coupling agents are applied. 6,7
The utilization of compatibilizers such as graft copolymers was proved to be one of the most effective measures to improve the compatibility by chemically enhancing the interfacial interactions between the polymer matrix and lignocellulosic fibres.6 The use of graft copolymers as compatibilizers for WPC is a convenient and attractive method to produce WPC in that it can facilitate the preparation stages of WPC by directly melting the admixture of the untreated wood flour with the thermoplastic polymer and compatibilizers. Fernandes et al. prepared biodegradable composites based on poly(ethylene sebacate) composites reinforced by acylated cellulose fibres. The authors verified that the cellulose modification increased their hydrophobicity and therefore the compatibility with the matrix. As a result, the mechanical and thermal properties of the composite also increased. 5
Martins and Santana used myristic acid (C14), palmitic acid (C16) and stearic acid (C18) as compatibilizer agents in polypropylene/thermoplastic starch blends. The authors report that these natural compatibilizer agents improved the mechanical properties of the evaluated blends probably in view of the chemical reaction between the starch hydroxyl groups and the acid carboxyl groups besides the interaction between long hydrocarbon chains in acid and PP. 10 Castro et al. used castor and canola oils as coupling agents in biopolyethylene curauá fibre composites. The authors observed that the addition of these oils generally improves the mechanical properties of the treated composites when compared with the composites developed without the use of these natural oils. 11
In a previous work, the author evaluated how the natural oils influence on the thermal stability and degradation kinetics of WPC. 12 Therefore, the utilization of coupling agents from renewable sources and the effects of these coupling agents on the mechanical and thermal properties of WPC remain not fully explored. In this context, this work evaluates the effect of four different natural oils as coupling agents on the mechanical, morphological and thermal properties of recycled polypropylene wood flour composites.
Materials and methods
Materials
Post-consumer polypropylene (PPr) with melt flow index (MFI) = 4.6 ± 0.2 g 10 min−1 was supplied by the Associação de Recicladores Serrano (Caxias do Sul, Brazil), and maleic anhydride-grafted polypropylene (PPgMA; Polybond 3200) with MFI =115 g 10 min−1, density = 0.91 g cm−3 and maleic anhydride grafting ratio = 1 wt% was provided by Chemtura (São Paulo, Brazil). Hexanoic acid (C6), octanoic acid (C8), decanoic acid (C10) and dodecanoic acid (C12) were provided by Vetec Química (Rio de Janeiro, Brazil), and Pinus elliottii (PIE) wood flour with a particle size ranging from 53 µm to 105 µm was supplied by Madarco S.A. (Caxias do Sul, Brazil).
Composite preparation
PPr flakes were dried in an oven for 24 h at 80°C before the composite preparation. The wood flour was manually mixed at ambient temperature with 2 wt% of each natural oil (C6, C8, C10 and C12) before the extrusion process. The wood flour previously mixed with each natural oil was also manually mixed with recycled polypropylene. A composite formulation with 2 wt% of PPgMA manually mixed at ambient temperature with PPr and PIE before the extrusion process was developed for comparison. All composites were formulated with 30 wt% of wood flour. Composites were processed in an interpenetrating co-rotating twin-screw extruder (MH Equipment, model MH-COR-20-32, L/D = 32, D = 20 mm). The temperature profile used was 150–190°C from feed to die, respectively, 150°C, 170°C, 180°C, 185°C, 190°C, 170°C, 180°C, 190°C and 190°C. The components were fed at the main extruder hopper at a screw speed of 200 r min−1. The extruded composites were pelletized and dried in an oven for 24 h at 105°C.
Subsequently, the composites were injection-moulded in an injection machine (Himaco LH 150-80, Rio Grande do Sul, Brazil).The temperature profile used in each of the three zones during the injection process for all samples was 170°C, 170°C and 180°C with a mould temperature of 50 ± 2°C. The composites were denoted by the PPr/PIE/PPgMA, PPr/PIE/C6, PPr/PIE/C8 symbols and so on. In these notations, the first three letters denotes the polymer matrix, PPr, followed by the filler used, PIE and finally, the last symbols denote the coupling agent tested (C6, C8, C10, C12 or PPgMA).
Acid number determination
To determine the acid number of PPgMA and all natural oils used, about 1 g of the sample was dissolved in 50 mL of a solution of ethyl ether/ethanol (2:1 v/v) at 40°C. The sample was kept under stirring for 30 min and then 1 mL of phenolphthalein (1% alcohol) indicator solution was added. The solution was titrated with a 0.1 mol L−1 solution of alcoholic potassium hydroxide (KOH) until the appearance of a pink colour. The acid number 13,14 was determined according to the following equation:

where V denotes the volume of KOH solution consumed during titration, C is the concentration of the KOH solution used (0.1 mol L−1) and m is the sample weight (natural oil or PPgMA) used. Each sample was titrated in triplicate.
Mechanical properties
The flexural tests were performed according to ASTM D790 Method at a flexural speed of 1.5 mm min−1 using an EMIC DL 3000 testing machine (Paraná, Brazil). The specimens’ dimensions were 127 × 12.7 × 3.2 mm3. Izod impact strength was measured in accordance with the ASTM D256 Method in a CEAST Resil equipment (Paraná, Brazil) with a 1-J pendulum using notched specimens with dimensions of 63 × 12.7 × 3.2 mm3. Each mechanical test value was calculated as the average of at least five independent measurements. In addition, statistical analysis was performed. The significant differences between means were verified by the t-test (p < 0.05).
Thermogravimetric analysis
The samples submitted to thermogravimetric analysis (TGA) were previously dried in an oven for 1 h at 100°C. Approximately, 10 mg of each sample was used. The TGA equipment (TGA50 Shimadzu, Japan) was programmed for heating from 25°C to 600°C at a heating rate of 10°C min−1 under a nitrogen flow of 50 mL min−1. The analysis was carried out in duplicate.
Morphological analysis
Scanning electron microscopy (SEM) was used to evaluate the cryo-fracture surface of treated and non-treated composites using a SHIMADZU Superscan SS-550 scanning electron microscope with an acceleration tension equal to 15 kV. Prior to analysis, the specimens were coated with gold to eliminate electron charging.
Results and discussion
Mechanical properties
The flexural stress versus strain curves from the polymer matrix and composites are shown in Figure 1. As shown in Figure 1, the addition of natural oils increased the composites flexural strength when compared with the composite without coupling agent.

Flexural stress–strain curves for the samples studied.
The flexural strength, stiffness and impact strength data for the recycled polypropylene and its treated and non-treated wood flour-reinforced composites are shown in Table 1. The addition of wood flour to PPr/PIE increased the composite stiffness but decreased the flexural strength when compared with neat PPr. The flexural modulus increased because the wood flour was more rigid than the polymer matrix. 15 The decrease in flexural strength and flexural strain can be attributed to poor dispersion of the fibres in the matrix and also to the weak interfacial adhesion between the hydrophobic matrix and the hydrophilic filler. 15,16
Flexural and impact properties of PPr and PPr/wood flour composites.a

PPr: post-consumer polypropylene; PIE: Pinus elliottii; C6: hexanoic acid; C8: octanoic acid; C10: decanoic acid; C12: dodecanoic acid; PPgMA: maleic anhydride-grafted polypropylene.
a Results with the same superscript letter in their respective column are significantly the same (p < 0.05).
The natural oils caused an increase in flexural strength for all composites when compared with the non-treated composite. Better results were obtained when C6 and C8 were used. The addition of C6 and C8 caused an increase of 13% and 23% on the composite flexural strength, respectively. This enhancement may be associated with the formation of hydrogen bonds and ester bonds between the wood flour hydroxyl groups and the natural oils carboxylic groups. These bonds promotes the compatibility between filler and matrix, which may result in higher mechanical and thermal properties for treated composites, when compared with non-treated composite. A hypothetical reaction between matrix, filler and natural oils that occurs at the composite interface is shown in Figure 2.The composite treated with PPgMA exhibited the highest flexural strength. On the other hand, the flexural modulus value for the composite treated with C8 is similar to the value obtained using PPgMA. However, when the natural oil carbon chain rises from C10 to C12, both the flexural strength and the flexural modulus are reduced. Probably, the interactions between the hydroxyl groups in wood and the carboxyl groups in natural oils diminish because the natural oil becomes less polar as the carbon chain increases, which results in poorer intermolecular interactions, reducing the mechanical properties.
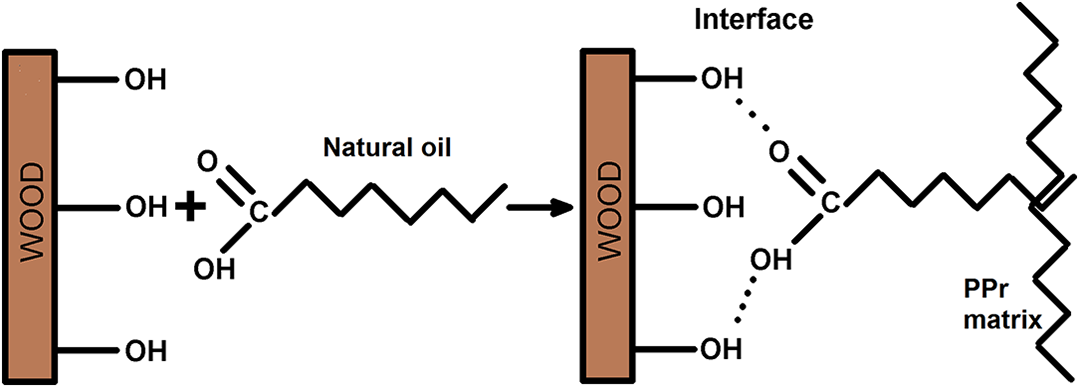
Hypothetical representation of the reaction that occurs between wood flour, natural oil and polymer matrix.
Table 2 presents the acid number of the natural oils studied. The acid number decreases with the increase in carbon chain, which indicates a reduction in the amount of carboxylic groups present in the natural oil. Thus, the lower the acid number, the lower the amount of carboxylic groups present in the natural oils that may interact with the hydroxyl groups present on the wood surface. Thus, the possible formation of hydrogen bonds is reduced, which in turn reduces adhesion between filler and matrix. On the other hand, the boiling temperature of C6 is 206°C, 17 which is close to the processing temperature of the composites, may cause partial evaporation during the processing steps, this possibly leading to the degradation of the composite. Such degradation process may explain the lower flexural strength of the PPr/PIE/C6 sample compared to the PPr/PIE/C8 specimen. On the other hand, C8 that has a boiling temperature of 237°C, 17 higher than the temperature used during the composite preparation, but of higher acid number when compared with C10 and C12, promotes the highest composite flexural strength and flexural modulus when compared with the composites developed with the other natural oils used. PPgMA presents the lowest acid number, probably because of the higher molecular weight of this oligomer, which can affect the number of reactive end groups based on the higher chain length of this coupling agent when compared with natural oils.
Acid number of the coupling agents studied.

KOH: potassium hydroxide; C6: hexanoic acid; C8: octanoic acid; C10: decanoic acid; C12: dodecanoic acid; PPgMA: maleic anhydride-grafted polypropylene.
Table 1 presents that the impact strength of the PPr/PIE composite decreased with the addition of wood flour when compared with the PPr matrix. This behaviour may be explained by the fact that the presence of wood flour ends within the polymer matrix can cause crack initiation leading to failure. 18 The ends of wood flour act as notches which generate considerable stress concentration when loaded which could initiate microcracks in the ductile polypropylene matrix. 18 The presence of wood flour also reduces polymer chain mobility, resulting in embrittlement of the matrix. 18,19 In addition, low interfacial adhesion and fibre agglomeration also contribute to initiate crack formation, thus reducing impact strength. 18 -20
The addition of natural oils generally improved the composite impact strength. This behaviour may be associated with the formation of intermolecular bonds between polymer matrix and wood flour. By improving interfacial adhesion between matrix and fibres, impact strength can thus be improved. 20 On the other hand, the composites treated with C8 and PPgMA exhibited lower impact strength. A strong interfacial adhesion will reduce polymer mobility and prevent fibre pull-out from the matrix leading to a decrease in impact strength. 20,21 A similar behaviour was also observed by Bengtsson and co-workers in polypropylene reinforced with cellulose fibres. 20
Thermogravimetric analysis
The derivative thermogravimetric curves for treated and non-treated composites are shown in Figure 3. The composites presented two main degradation steps. The first thermal degradation process occurs between 220°C and 370°C and could be associated with both the main degradation of hemicellulose, cellulose and lignin in wood 22 -24 and the natural oil degradation. The second thermal degradation step mainly involves the degradation of polypropylene and occurs between 370°C and 500°C. The composites treated with natural oils had higher thermal stability than the PPr/PIE composite, as shown in the insert of Figure 3.

Derivative thermogravimetric curves for the composites studied.
The initial weight loss temperature (T i), considered as the temperature at which the sample loses 5% of its weight for all samples, is listed in Table 3. The composite treated with C6 had the lowest T i value, while composites treated with C10 and C12 showed values similar to the composite without coupling agent when the standard deviation is considered. The boiling temperature of C6 is 206°C, 17 which may accelerate the composite degradation, since the degradation of the component with lower molecular weight may accelerate the degradation 25 of wood. However, the composite treated with C8 showed an increase of 12 ± 4°C in T i. This improvement is higher than that obtained when the most commonly used coupling agent, PPgMA, is added. T peak1 is mainly related to the degradation of the natural oil and the main degradation process of wood components, such as hemicellulose, cellulose and lignin, 23,24 and is higher for composites added of a coupling agent than for untreated ones. Probably, the treatment with natural oils promotes more interactions between filler and matrix, and thus, the matrix can better cover the fibre surface, which can result in higher thermal stability, since polypropylene is more stable than wood flour. 12 T peak2 is associated with PPr degradation. The thermal degradation of PPr probably occurs via random chain scission by means of a radical chain mechanism. 26 The temperature at which the higher rate of weight loss of PPr occurs, T peak2, is also higher for treated composites than for untreated ones. Possibly the higher thermal stability observed for the first degradation step (T peak1) may contribute to dislocate the main matrix weight loss to higher temperatures. The composites treated with C8 resulted in higher peak temperatures when compared with the composites treated with the other natural oils studied. These peak temperatures are similar to the composites treated with PPgMA, considering the experimental error. All samples studied had similar values for the residue at 600°C.
Temperature parameters evaluated and residue at 600°C for the composites studied.
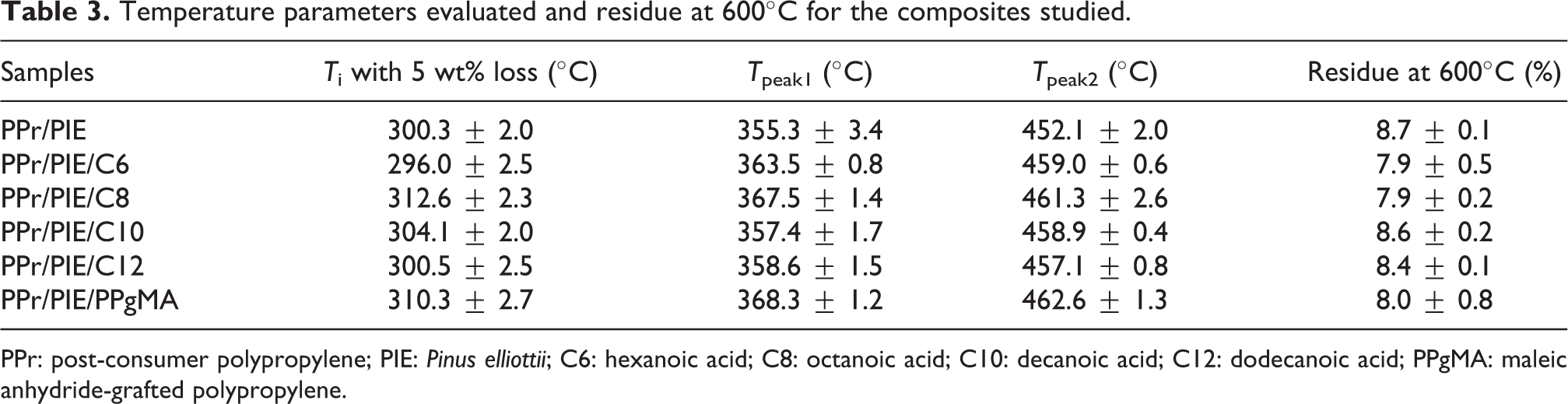
PPr: post-consumer polypropylene; PIE: Pinus elliottii; C6: hexanoic acid; C8: octanoic acid; C10: decanoic acid; C12: dodecanoic acid; PPgMA: maleic anhydride-grafted polypropylene.
The C8 improved the thermal stability of the composite by enhancing the interfacial adhesion between matrix and wood flour. This enhancement could be associated with the formation of intermolecular bonds, which produce hydrogen bonds, and a minor extension due to the esterification reaction between wood flour hydroxyl groups and natural oils carboxylic groups. Probably, when the natural oil main carbon chain length increases from C8 to C12, interactions between wood hydroxyl groups and natural oils carboxylic groups decrease because the natural oil becomes less polar which results in less hydrogen bonds as compared with bonds formed by adding C8. As a result, the adhesion between wood flour and matrix decreases, reducing the thermal stability and also the mechanical properties of the composites, as previously observed in Table 1.
Morphological characterization
Figure 4 shows the SEM micrographs of the fracture surface of non-treated and treated (C8) composites, respectively. In Figure 4(a), examination of the non-treated composite reveals the presence of pulled-out traces and bigger gaps between the wood flour and matrix, which evidences weak interfacial adhesion at the interface. 27 -29 Such weak interface leads to poorer mechanical properties, as listed in Table 1, since the load transfer between polymer matrix and wood flour occurs at the interface. 28,29 Weak interface adhesion easily leads to complete wood flour debonding from matrix at the fracture surface. 28 Composites treated with C6, C10 and C12 exhibited similar morphology, as exemplified in Figure 4(b) for PPr/PIE/C12. It is possible to observe a few interactions between PPr and wood flour; however, fibre pulled-out traces were also observed. These natural oils can promote interfacial adhesion between filler and matrix in some extension, which can be associated with the acid number. Higher acid number natural oil may contribute to increase the formation of intermolecular bonds between filler and matrix if the natural oil does not degrade during the composite preparation process, which can result in improved mechanical properties, as observed in Table 1.
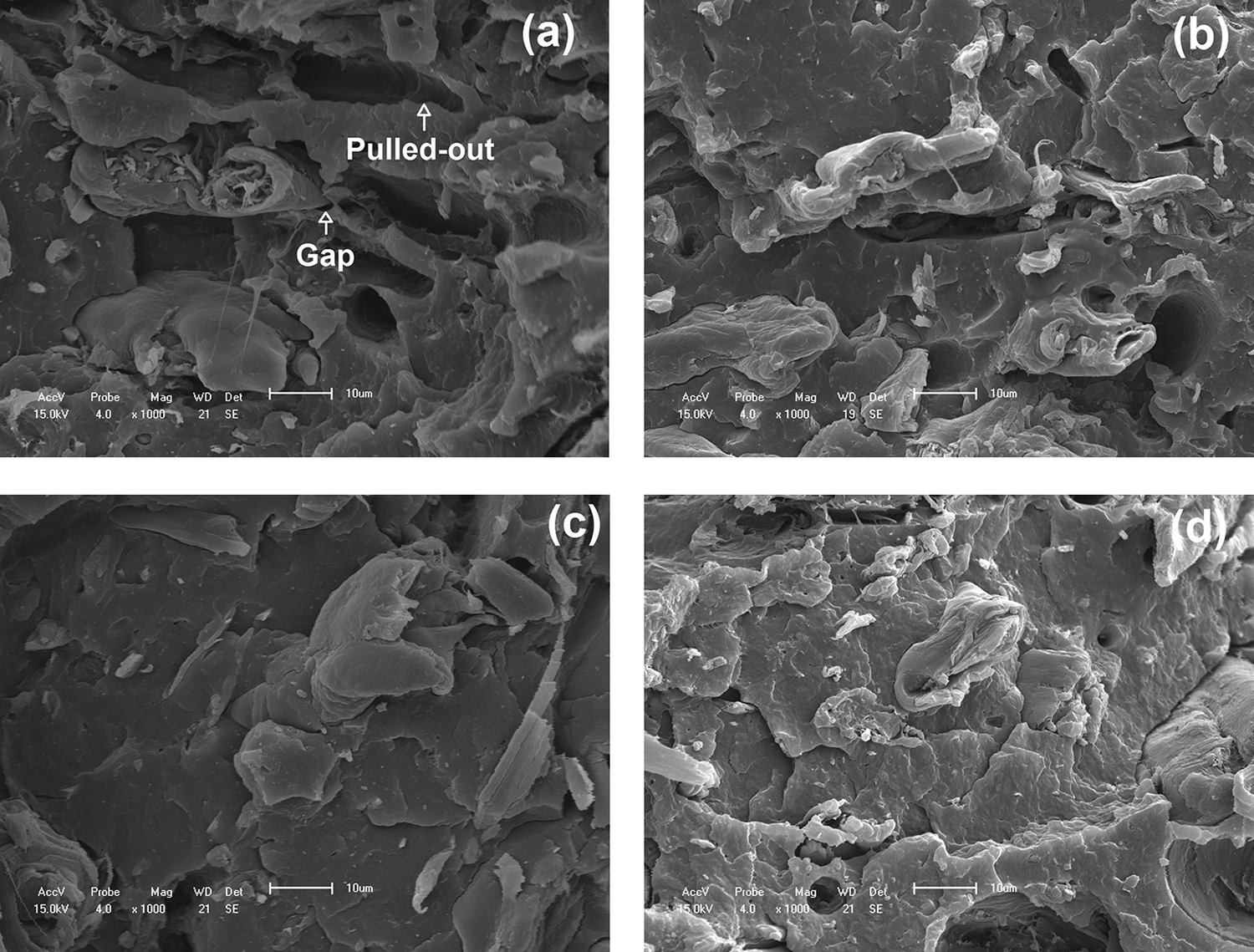
SEM micrographs for PPr/PIE (a), PPr/PIE/C12 (b), PPr/PIE/C8 (c) and PPr/PIE/PPgMA (d) composites (magnification ×1000, scale bar 10 μm).
The PPr/PIE/C8 composite SEM micrograph shown in Figure 4(c) clearly demonstrates the strong bonding and absence of pulled-out traces from the matrix. Also, it can be seen that for the PPr/PIE/C8 composite the fibre surface is better covered by the matrix. The good wetting between the wood flour and matrix for the composite treated with C8 corroborates the improved mechanical and thermal properties. When the polymer matrix covers the wood flour surface, the mechanical properties increase because better load transfer from the matrix to the fibre is obtained. 28,29 In addition, the composite thermal stability generally increases because the polymer matrix is more thermally stable than the wood flour, and the degradation process is shifted to higher temperatures in comparison with the non-treated composite. The PPr/PIE/PPgMA composite also showed higher fibre matrix adhesion, as shown in Figure 4(d).
Conclusions
Natural oils improve interfacial adhesion between wood flour and the polypropylene matrix. Consequently, utilization of natural oils as coupling agents improved the mechanical and thermal properties of the composites evaluated. The boiling temperature and chain length of the natural oils affect interfacial adhesion. Based on the results of this work, the usage of C8 result in the highest improvements in the mechanical and thermal properties of the composites when compared with the other natural oils used. The improvement promoted by C8 is similar to that imparted by PPgMA addition, which is the most widely used coupling agent in industrial applications. C8 promotes higher mechanical and thermal properties probably because of its higher boiling temperature, when compared with C6, which prevents degradation during processing. In addition, the intermediate acid number and chain length, when compared with others acids tested, can lead to the formation of hydrogen bonds with wood flour and entanglements with the matrix chains, respectively. Therefore, natural oils can serve as a cheaper alternative and renewable source of coupling agents, when compared to PPgMA, to improve the mechanical and thermal properties of natural fibres-reinforced composites.
Footnotes
Acknowledgements
The author would like to thank the Associação de Recicladores Serrano and Madarco S.A. for supplying materials.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.