
Abstract
In this study, composites with interesting mechanical and thermal properties were prepared using chemically modified vegetable oil as coupling agent in wood-fibers-reinforced recycled polypropylene. Soybean oil was reacted with maleic anhydride to produce maleated soybean oil (MASO). The mechanical, thermal, and morphological properties of the composite were evaluated. The usage of MASO as a coupling agent clearly improved the interfacial adhesion between wood fibers and the polypropylene matrix and increased the mechanical and thermal properties evaluated. Based on the obtained results, it is concluded that MASO can act as an alternative source of coupling agent dispensing with the addition of petroleum-based compatibilizers to improve the mechanical and thermal properties of composites reinforced with natural fibers.
Introduction
During the last years, materials derived from renewable resources are receiving more attention because they are viable alternatives to petroleum-based materials. 1 –3 The rising concerns about water shortage, higher energy consumption, soil pollution, and environment degradation are the driving forces responsible for the development of bio-based materials. 4 –6
The most extensively used renewable feedstocks are cellulosic and lignocellulosic materials (cellulose, wood, and natural fibers), polysaccharides (starch and sugars), and natural oils. 7 Based on these materials, triglyceride oils, such as soybean oil (SO), are a very interesting option because they are readily available, have chemical functionality, and also are of relatively low cost. 7 –9 Several research efforts are being devoted to developing chemical processes capable to transform these natural oils into monomers and polymers the mechanical, thermal, and physical properties of which are similar or better than those of materials synthesized from petrochemical resources. 7,8
Chemical modification of triglyceride oils is currently under extensive development. 6,7,10 The chemical modification mainly comprises epoxidation and maleinization of SO and other vegetable oils to be used as high-temperature lubricants, plasticizers or stabilizers for food packaging, green polymer resins, and monomers for ring opening polymerization. 6 Green composites based on biopolymer matrices obtained from chemical modification of different triglyceride oils reinforced with natural fibers were also produced to obtain biodegradable and sustainable materials for application in agriculture, construction, automotive, and furniture industries. 11,12
Åkesson et al. (2009) 11 prepared composites reinforced with several types of natural fibers such as flax and hemp, and various SO-based monomers as matrices (acrylated epoxidized SO, methacrylated SO, methacrylic anhydride-modified SO, and acetic anhydride-modified SO) using spray impregnation followed by compression molding. These authors observed that composites with a very high content of renewable constituents can be produced from SO resins and lignocellulosic fibers. Mistri et al. 12 used maleated castor oil (MACO) to develop composites with jute fibers. The impact strength of MACO/jute composites was 42% higher than the unsaturated polyester resin/jute composite. However, a few works explore the use of maleated vegetable oils as more environmentally friendly coupling agents in lignocellulosic polymer composites when compared to maleic anhydride-grafted polyolefin, such as maleic anhydride-grafted polypropylene (MAPP).
Therefore, the utilization of modified triglyceride oils as coupling agents in wood plastic composites remains not fully explored. In this context, this work evaluates the effect of using SO and maleated soybean oil (MASO) as coupling agents on the mechanical, thermal, and morphological properties of recycled polypropylene(rPP)/wood flour composites.
Materials and methods
Materials
Postconsumer polypropylene (melt flow index (MFI) = 4.6 ± 0.2 g 10 min–1) was supplied by the Associação de Recicladores Serrano (Caxias do Sul, Brazil). Pinus elliottii (PIE) wood flour, with a particle size range of 53–105 μm, was supplied by Madarco S.A. (Caxias do Sul, Brazil). MAPP (Polybond 3200) was provided by Chemtura (São Paulo, Brazil). SO from Bunge Limited (São Paulo, Brazil) was obtained from the market. Maleic anhydride was supplied by Mogi das Cruzes S.A (São Paulo, Brazil) petrochemical. Dicumyl peroxide (analytical grade) from Sigma-Aldrich (Missouri, EUA) was also used.
Maleinization of SO
Six hundred grams of SO were placed in a flask fitted with a condenser, thermometer, and magnetic stirrer. One hundred and thirty-five gram of maleic anhydride and 0.394 g of dicumyl peroxide (0.01% of the total mass) were added and the mixture was heated at 130 ± 10°C for 90 min with vigorous agitation at 1600 r min–1. The method used for maleinization of SO was based on the methodology proposed by Eren et al. and Tran et al. 13,14
Composite preparation
Postconsumer polypropylene flakes were oven-dried at 80°C for 24 h before the composite preparation. The wood flour was manually mixed with 2 wt% of each oil (SO and MASO) before the extrusion process. A composite formulation with 2 wt% of MAPP was also developed for comparison. All composites were formulated with 30 wt% of wood flour.
Composites were processed in an interpenetrating corotating twin-screw extruder (MH Equipment, model MH-COR-20-32, L/D = 32, D = 20 mm, Brazil). The temperature profile used was 150–190°C from feed to die, respectively, 150°C, 170°C, 180°C, 185°C, 190°C, 170°C, 180°C, 190°C, and 190°C. The components were fed at the main hopper with a screw speed of 200 r min–1. The extruded composites were pelletized and oven-dried at 105°C for 8 h. Subsequently, the composites were injection molded in an injection machine (Himaco LH 150-80, Novo Hamburgo, Brazil). The temperature used varied between 170°C and 180°C with a mold temperature of 50 ± 2°C.
Acid number determination
To determine the acid number of SO, MASO, and MAPP, about 1 g of the sample was dissolved in 50 mL of a solution of ethyl ether/ethanol (2:1 v/v) at 40°C. The sample was kept under stirring for 30 min and then 1 mL of phenolphthalein (1% alcohol) indicator solution was added. The solution was titrated with a 0.1 mol L–1 solution of alcoholic potassium hydroxide (KOH) until the appearance of a pink color. The acid number 15 was determined according to equation (1)

where V denotes the volume of the consumed KOH solution, C is the concentration of the KOH solution used, and m is the sample weight.
Fourier transform infrared spectroscopy
Fourier transform infrared (FTIR) spectra of SO and MASO were obtained by means of a Nicolet iS10 spectrometer (Thermo Fisher Scientific, Massachusetts, United States) using ATR mode. Sample collection was obtained by means of 32 scans in the range of 4000–400 cm–1 at a resolution of 4 cm–1.
Mechanical properties
Flexural tests were performed according to ASTM D790 at a flexural speed of 1.5 mm min–1 using an EMIC DL 3000 testing machine (EMIC, Brazil. Izod impact strength was measured in accordance with the ASTM D256 method in a CEAST Resil (CEAST, Italy) equipment with a 1J pendulum using notched specimens.
Each test value was calculated as the average of at least five independent measurements. In addition, statistical analysis was performed. The significant differences between means were verified by the t-test (p < 0.005).
MFI measurement
The composites’ MFI was carried out in an MFI Kayeness model D4001HV in accordance with the ASTM D1238 method. Studies were done at 230°C with a 2.16 kg load. Five measurements were done for each composite sample. A statistical analysis was performed. The significant differences between means were verified by the t-test (p < 0.005).
Thermogravimetric analysis
The samples used for thermogravimetric analysis (TGA) were previously dried in an oven for 1 h at 100°C. Approximately, 10 mg of each sample was used. The TGA equipment (TGA50 Shimadzu, Japan) was programmed for heating from 25°C to 600°C at a heating rate of 10°C min−1 under a nitrogen flow of 50 mL min−1. The analysis was carried out in duplicate.
Morphological analysis
Scanning electron microscopy (SEM) was used to evaluate the cryo-fracture surface of treated and non-treated composites using a SHIMADZU Superscan SS-550 scanning electron microscope with an acceleration tension of 15 kV. Prior to the analysis, the specimens were coated with gold to eliminate electron charging.
Results and discussion
FTIR spectroscopy
FTIR spectra of SO and MASO are compared in Figure 1. When SO reacts with maleic anhydride, the formation of new ester bonds occurs so that the FTIR spectrum of MASO showed a broadening of the peak at 1740 cm−1 assigned to the carbonyl group C=O present in maleic anhydride. 16,17 A new carbonyl band is also observed for MASO at 1710 cm−1. Furthermore, no absorption bands assigned to –OH stretching due to the opening of the anhydride were observed, which indicates that the anhydride ring remained intact in the modified vegetable oil. 16
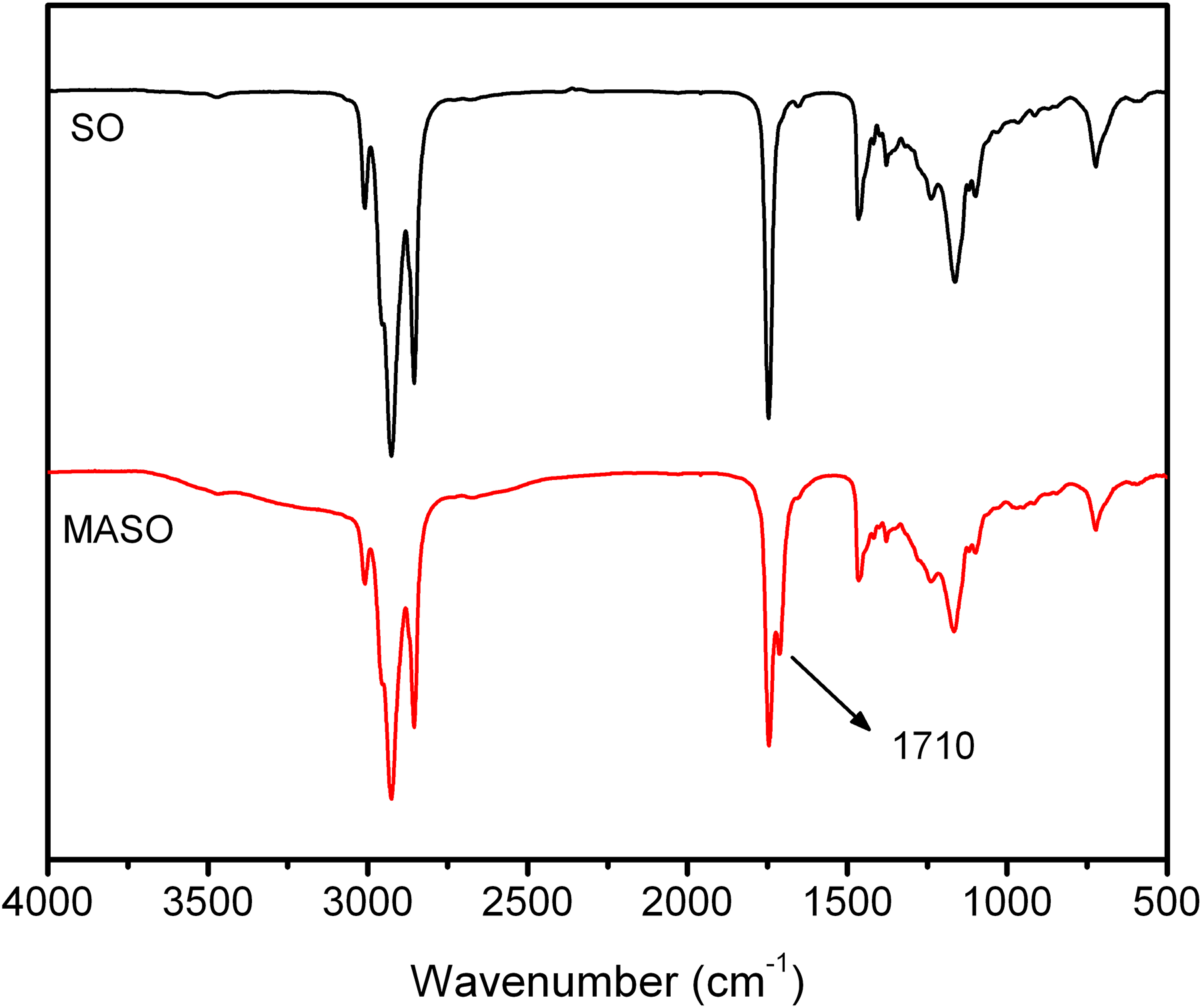
FTIR spectra of SO and MASO. FTIR: Fourier transform infrared; SO: soybean oil; MASO: maleated soybean oil.
Mechanical properties
Some qualitative information on the nature of fiber–matrix interactions could be obtained by comparing the results from the stress–strain curves. 18 The stress–strain curves for rPP/wood flour composites are shown in Figure 2. The ductile behavior of the SO-treated composite was more accentuated, while the addition of MASO and MAPP increased stiffness and brittleness, when compared with the composite without coupling agent.
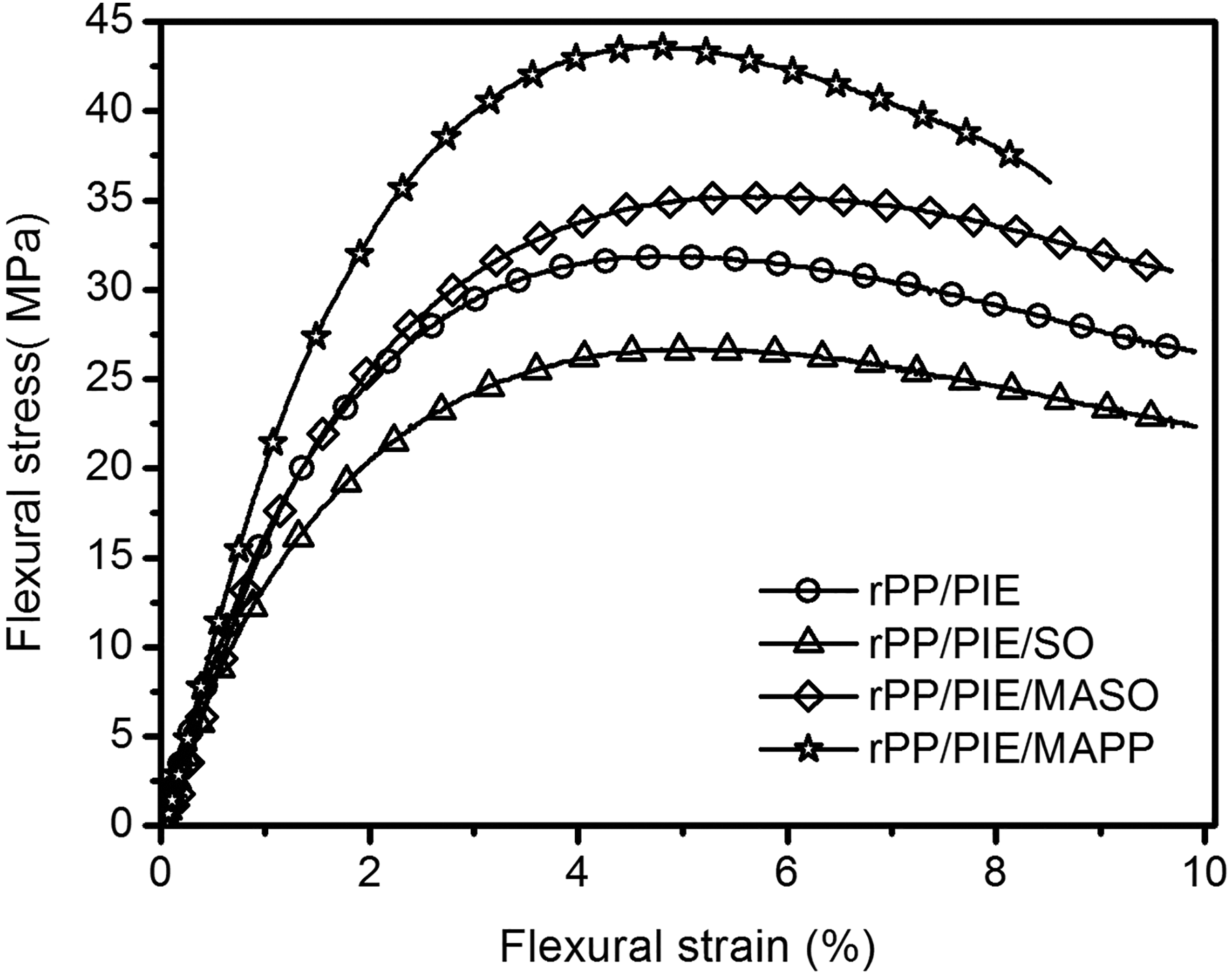
Stress–strain curves of the composites studied.
The flexural strength, stiffness, and impact strength of the rPP/wood flour composites with and without coupling agents are shown in Table 1.
Flexural and impact properties of rPP/wood flour composites.a
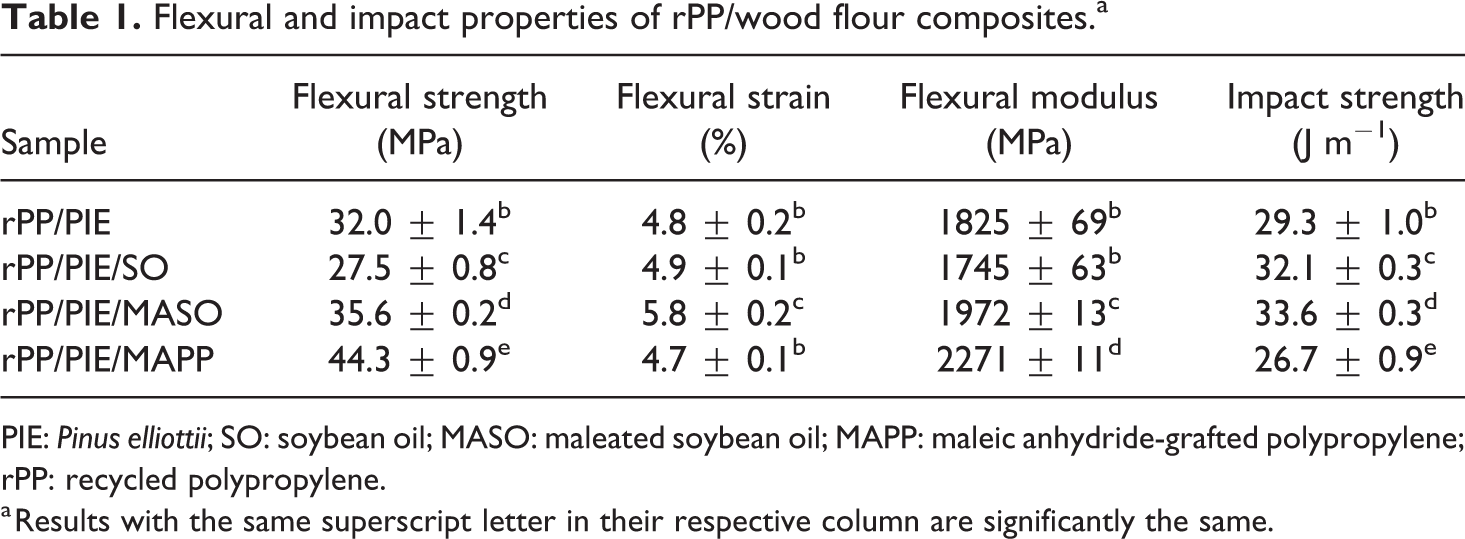
PIE: Pinus elliottii; SO: soybean oil; MASO: maleated soybean oil; MAPP: maleic anhydride-grafted polypropylene; rPP: recycled polypropylene.
a Results with the same superscript letter in their respective column are significantly the same.
SO addition resulted in decreased flexural strength and flexural modulus of the composite when compared with the rPP/PIE sample. The vegetable oil may increase the free volume between the matrix polymer chains as a function of its molecular structure, as shown in Figure 3. In this way, the triglyceride oil due to its low molecular weight probably acts as a plasticizer or a lubricant promoting the slippage of the matrix polymer chains, 18 which leads to the reduction in the composite mechanical strength. However, the presence of SO renders the composite more ductile and the impact strength increases by approximately 10% when compared with the composite without coupling agent.
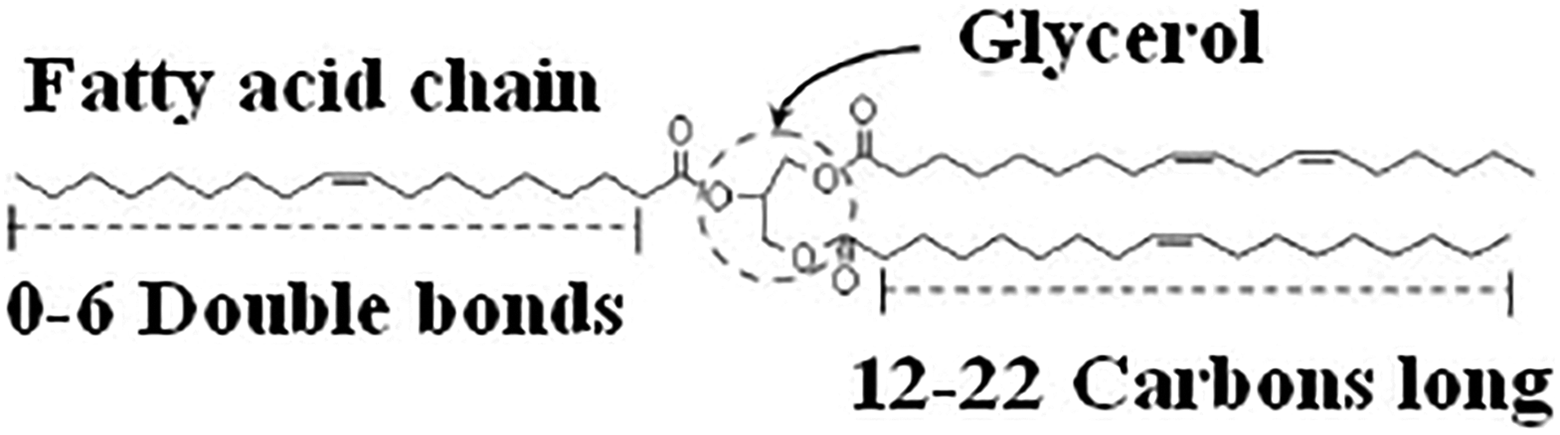
Typical chemical structure of triglyceride oil (adapted from O’Donnell et al. 19 ).
The usage of MASO caused an increase of approximately 10% in the composite flexural strength and flexural modulus. This enhancement may be associated with the formation of hydrogen bonds between wood fiber hydroxyl groups and anhydride groups present in the modified vegetable oil and also by formation of entanglements between the vegetable oil carbon fatty acid chains and the polypropylene chains. However, the composite treated with MAPP presented the highest flexural strength and flexural modulus.
The composites treated with MAPP exhibited the lowest impact strength. A strong interfacial adhesion will reduce polymer mobility and prevent fiber pull-out from the matrix leading to a decrease in impact strength. 20,21 On the other hand, the rPP/PIE/MASO had the highest impact strength. This behavior could be associated with the chemical structure of the MASO as illustrated in Figure 4. This coupling agent has long fatty acid carbon chains which can absorb energy from the impact and besides transfer such energy from the wood fibers through the formation of intermolecular bonds between polymer matrix and filler.
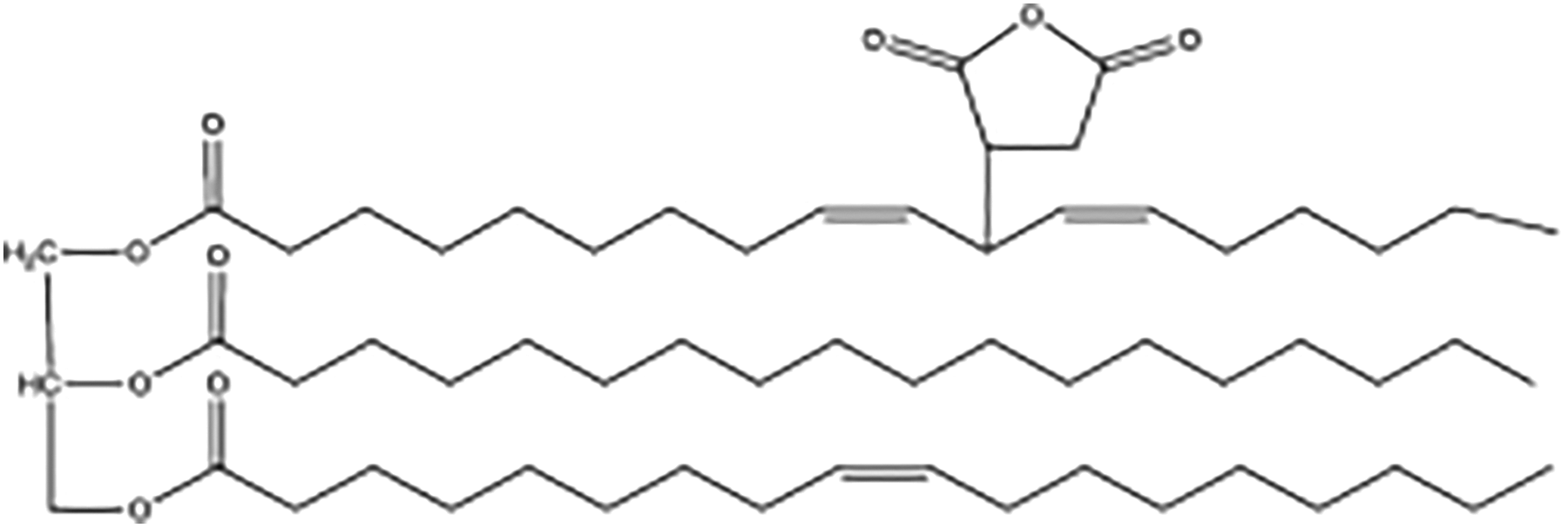
Possible chemical structure of MASO. MASO: maleated soybean oil.
Interactions between wood hydroxyl groups and anhydride groups present in the modified vegetable oil play an important role in fiber–matrix adhesion. The vegetable oil becomes less polar than the MASO due to the absence of anhydride groups, which result in the formation of less intermolecular interactions, reducing the composite mechanical properties.
Table 2 presents the acid number of the vegetable oils studied. SO has the lowest acid number, while MASO exhibits the highest value. The addition of maleic anhydride groups into the structure of SO increases the acid number of MASO by approximately 100 times. Thus, the higher the acid number, the higher the amount of polar groups, such as anhydride groups present in the modified vegetable oil that may interact with wood surface hydroxyl groups. Thus, the possible formation of hydrogen bonds is increased, which in turn increases the adhesion between filler and matrix, which corroborates the higher flexural properties observed for composites treated with MASO, when compared with the usage of SO. The MAPP acid number is low, probably because of the higher quantity of polymer chains of this coupling agent.
Acid number of the coupling agents studied.
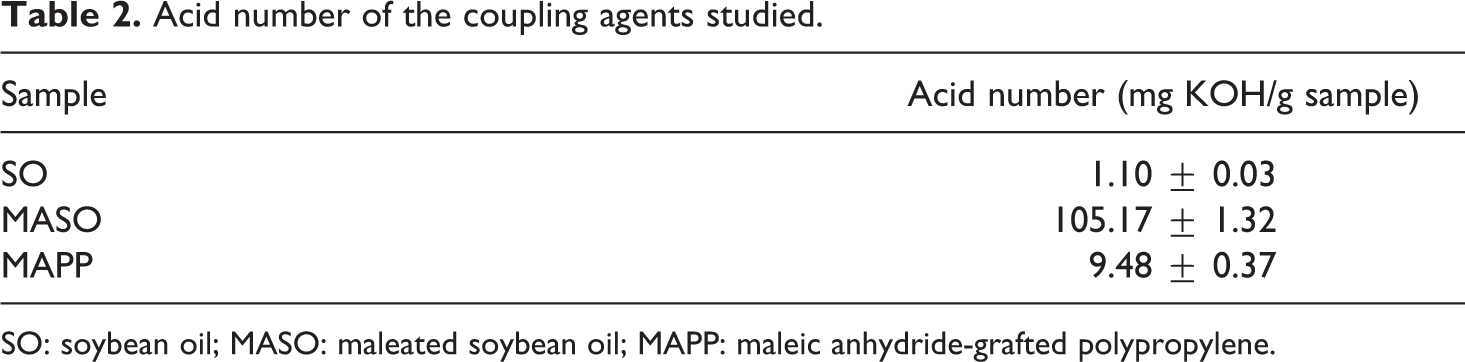
SO: soybean oil; MASO: maleated soybean oil; MAPP: maleic anhydride-grafted polypropylene.
The effect of the coupling agent on the composites’ MFI is listed in Table 3. The use of SO in the composite increases the MFI value when compared with a coupling agent-free composite. The vegetable oil seems to be acting as a lubricant. The SO may tend to increase the intermolecular free volume between polymer chains and act as an internal lubricant, reducing the composite viscosity. MASO addition results in the lowest MFI value for the composites studied. However, no significant differences were observed between MASO and MAPP. Both coupling agents probably caused an improvement in interfacial adhesion, which results in more entanglements between polymer matrix and filler so that the melt viscosity is increased. These results are in agreement with the mechanical behavior observed for treated composites presented in Table 1.
MFI of the composites studied.a
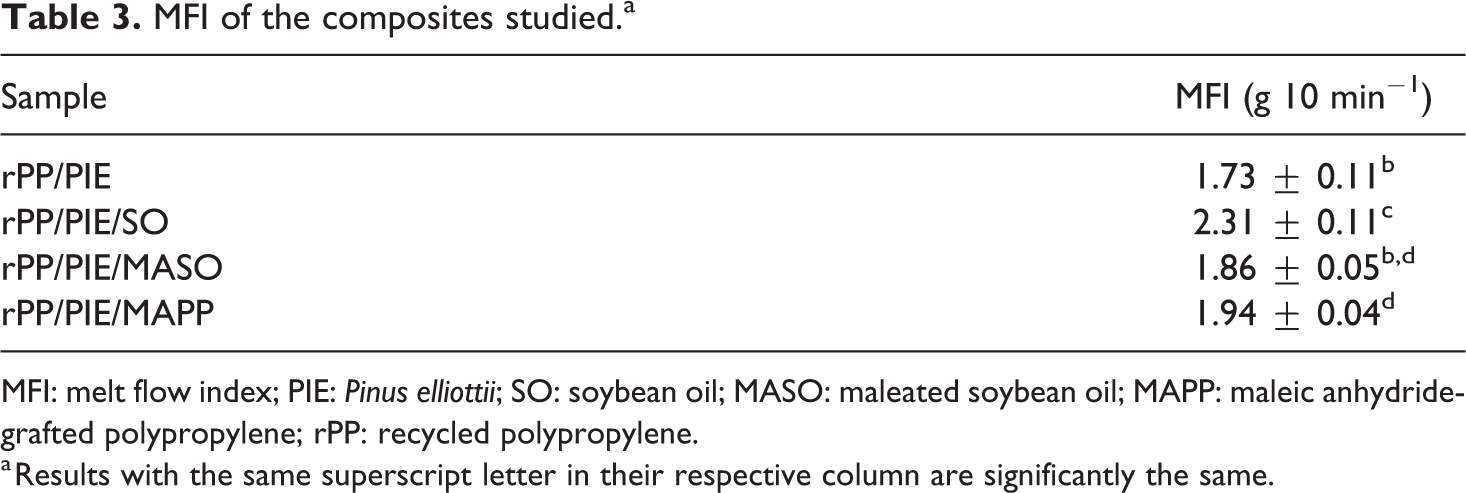
MFI: melt flow index; PIE: Pinus elliottii; SO: soybean oil; MASO: maleated soybean oil; MAPP: maleic anhydride-grafted polypropylene; rPP: recycled polypropylene.
a Results with the same superscript letter in their respective column are significantly the same.
Thermogravimetric analysis
The thermogravimetric curves for treated and non-treated composites are shown in Figure 5. The composites displayed two main degradation steps. The first thermal degradation process, occurring between 220°C and 380°C, could be mainly associated with the degradation of hemicellulose, cellulose, and lignin in wood. 22,23 The second thermal degradation step that mainly involves the degradation of polypropylene occurs between 380°C and 500°C. The composites treated with MAPP exhibited the highest thermal stability, while rPP/PIE/SO composites showed the lowest, as can be seen in the insert of Figure 5.
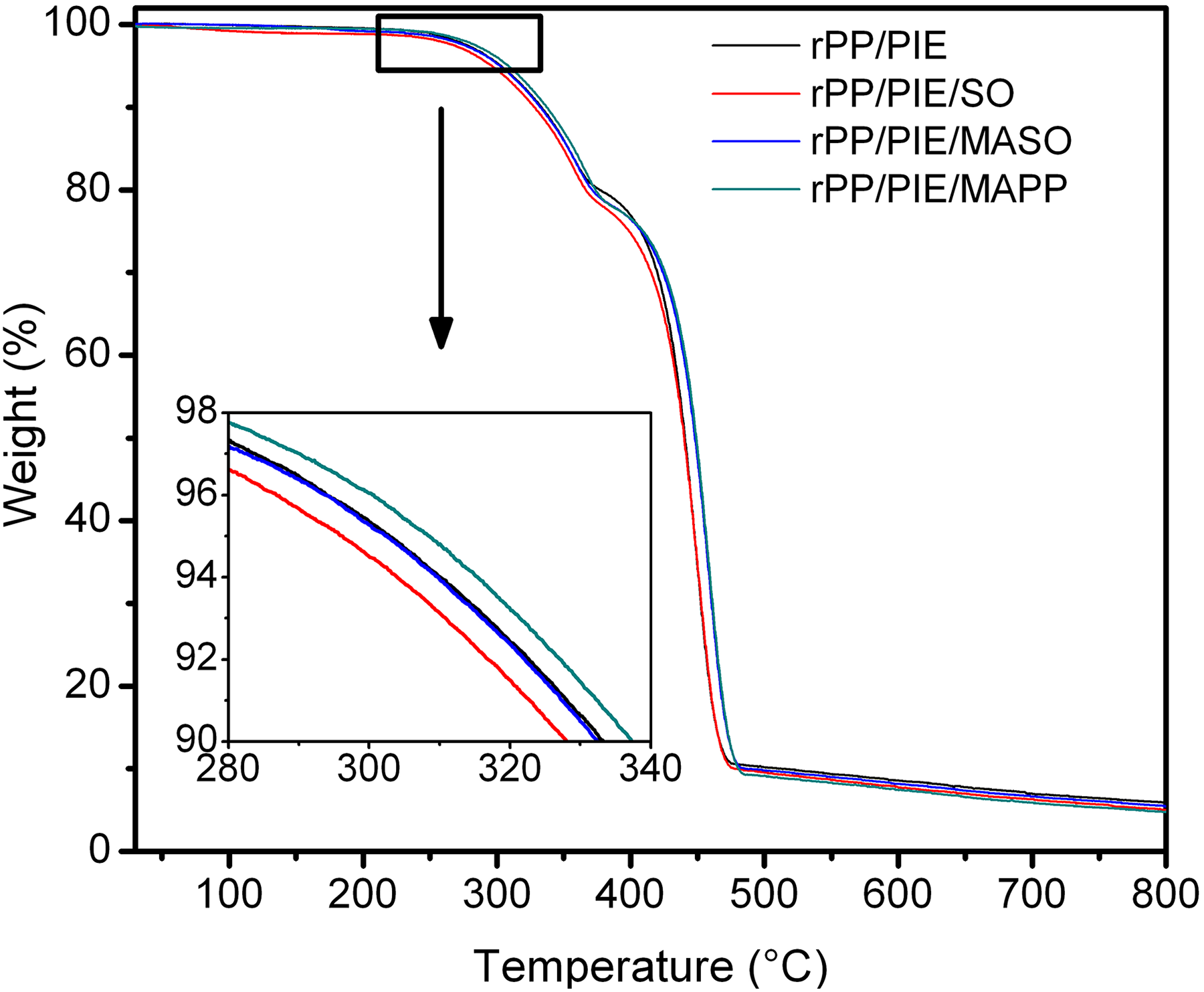
Thermogravimetric curves for the composites studied.
The initial weight loss temperature (T i) (considered as the temperature at which the sample loses 3% of its weight) 24 of all samples is listed in Table 4. The composite treated with SO had the lowest T i value and also the lowest temperature at which weight was lost at the higher rate (T peak1 and T peak2). This behavior may be associated with the SO lower molecular weight, which may accelerate the composite degradation, since the degradation of the lower molecular weight component may accelerate wood degradation. 25,26 However, the MASO-treated composite showed an increase of approximately 7°C in T i, when compared with the rPP/PIE/SO sample. The temperature at which the higher weight loss (T peak1 and T peak2) rate occurs is also higher for MASO- and MAPP-treated composites than it is for untreated ones. The residue at 800°C had similar values for all samples studied.
Evaluated temperature parameters and residue at 800°C for the composites studied.
PIE: Pinus elliottii; SO: soybean oil; MASO: maleated soybean oil; MAPP: maleic anhydride-grafted polypropylene; rPP: recycled polypropylene.
The addition of MASO improved the thermal stability of the composites by enhancing the interfacial adhesion between matrix and wood fibers. The observed enhancement could be associated with the formation of intermolecular bonds. Probably, SO modification with maleic anhydride generates more polar sites in the vegetable oil structure that can possibly interact with the hydroxyl groups present on the wood surface forming hydrogen bonds. As a result, adhesion between wood flour and matrix increases, enhancing the thermal stability and also the mechanical properties of the composites, as previously observed in Table 1.
Morphological characterization
Figure 6 shows the SEM micrographs of the fracture surface of non-treated and treated (MASO) composites, respectively. In Figure 6(a), the examination of a non-treated composite reveals the presence of pulled-out traces and bigger gaps between the wood fiber and matrix, which evidences weak interfacial adhesion. 27 –29 SO-treated composites exhibited the same morphological aspect. Such weak interface leads to lower mechanical properties, as presented in Table 1, since the load transfer between polymer matrix and wood fiber occurs at the interface. Weak interface adhesion easily leads to complete wood fiber debonding from matrix at the fracture surface. 30
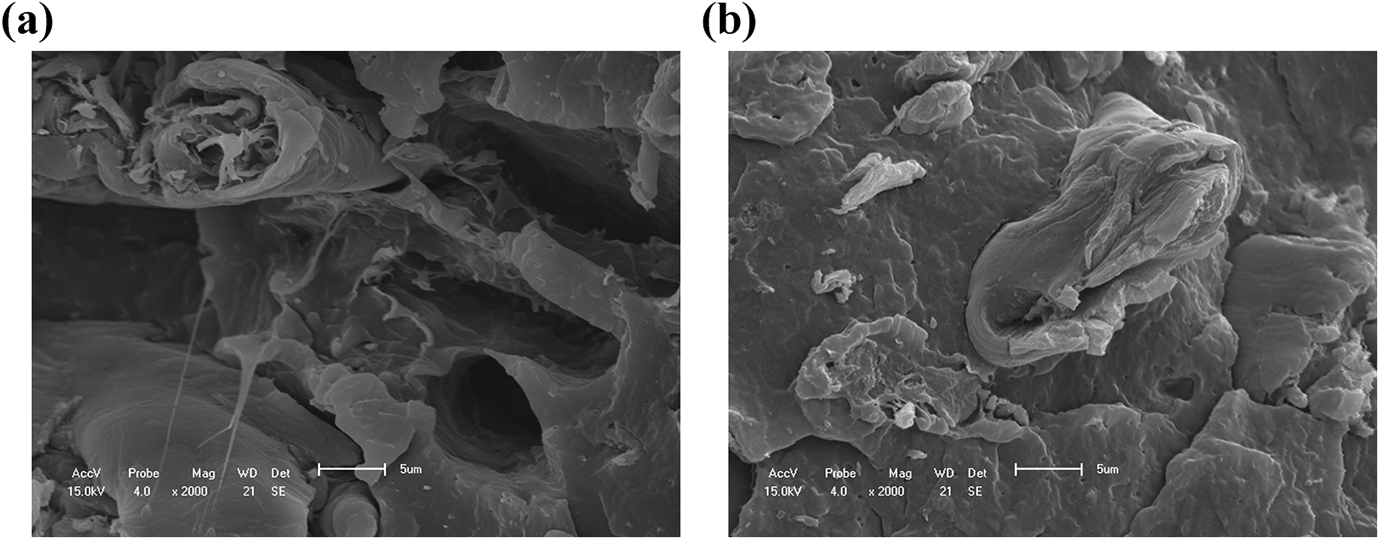
SEM micrographs of rPP/PIE (a) and rPP/PIE/MASO composites (b). PIE: Pinus elliottii; rPP: recycled polypropylene.
The SEM micrograph of the rPP/PIE/MASO composite shown in Figure 6(b) clearly demonstrates the strong bonding and absence of pulled-out traces from the matrix. Composites treated with MAPP had the same morphological aspect. It can also be seen that for the composite treated with MASO the fibers were involved by the polymer matrix. The fair wetting between the wood fiber and matrix for a composite treated with MASO corroborates the higher mechanical and thermal properties observed. When the polymer matrix covers the wood fiber surface, the mechanical properties increase because better load transfer occurs from the matrix to the fiber. 27,30 In addition, the composite thermal stability generally increases because the polymer matrix is more thermally stable than the wood fibers and the degradation process is shifted to higher temperatures in comparison with the non-treated composite.
Conclusions
Modified vegetable oil was used as a coupling agent in wood plastic composites. The usage of MASO as a coupling agent increased the mechanical and thermal properties of the composites evaluated, while SO only acts as a plasticizer or lubricant. In general, composites treated with MASO exhibited higher impact strength and better adhesion than composites treated with MAPP, besides demonstrating improvement in flexural strength and flexural modulus when compared with the composite without treatment. Based on the results of this work, the addition of anhydride groups into the SO structure affects the interfacial adhesion of the composites studied. Based on the morphological, mechanical, and thermal properties evaluated in this work, the maleated vegetable oil tested is an attractive industrial alternative to replace the usage of petrochemical-based coupling agents. Nowadays, concerns remain about the long-term availability of petroleum sources, and the usage of bio-renewable feedstock offers both protection against disruptions in oil supplies and an eco-friendly and biodegradable material.
Footnotes
Acknowledgments
The author wishes to thank Associação de Recicladores Serrano and Madarco S.A. for supplying materials.
Declaration of Conflicting Interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author received no financial support for the research, authorship, and/or publication of this article.