
Abstract
The effect of filler addition and coupling agent content on the mechanical properties and morphology of wood plastic composites was examined. Using wood flour as the reinforcement filler and recycled expanded polystyrene as the thermoplastic matrix polymer, a particle-reinforced composite was prepared using a co-rotating twin-screw extruder. In the sample preparation, four levels of filler loading (10, 20, 30, and 40 wt%) and three levels of coupling agent content (1, 2, and 4 wt%) were used. The influence of particle size and particle morphology was also evaluated. The results showed that short fibers provide a higher specific surface area, enlarging the contact surface area with the polymer matrix. A wood flour loading of more than 20 wt% caused a decrease in the mechanical properties studied. The addition of 2 wt% of coupling agent improved the interfacial adhesion between the polymer matrix and wood flour and increased the flexural and impact strengths of the lignocellulosic composites. Addition of a coupling agent content greater than 2 wt% caused a reduction in the mechanical properties evaluated. A morphological study revealed that the positive effect of coupling agent on the interfacial adhesion of wood flour reinforced the expanded polystyrene composites.
Keywords
Introduction
The need for materials possessing particular characteristics for specific purposes, while at the same time being renewable and environment-friendly, is increasing, dueto a lack of resources and increasing levels of environmental pollution.1,2 Lignocellulosic plastic composites developed with recycled polymers and wood waste provide an alternative, leading to a reduction in the use of materials from non-renewable resources.3–7 These composites have several advantages over traditional mineral-filled plastic composites: low density, low cost, lower energy consumption during manufacturing, non-abrasive behavior during processing, renewability, and biodegradability.8–10
The use of lignocellulosic fibers shows some drawbacks such as degradation at relatively low temperatures (around 200°C)2,11 and low compatibility between the hydrophilic character of the polar lignocellulosic filler and hydrophobic character of the non-polar polymer matrix. Due to strong intermolecular hydrogen bonding between the lignocellulosic fibers, they tend to agglomerate during mixing with the polymer matrix in the compounding process. 12 The low compatibility and interfacial adhesion of composites lead to low mechanical and thermal properties of the final products.
Enhancement of the compatibility between the hydrophobic thermoplastic polymer and the hydrophilic lignocellulosic filler has attracted much attention from researchers as the interfacial adhesion plays an important role in determining the mechanical properties of the composites. 13 The addition of a coupling agent can represent a useful tool for achieving such adhesion. 14 Maleic anhydride-grafted thermoplastic polymers are the most common coupling agent used to improve the interfacial adhesion between lignocellulosic fillers and a thermoplastic polymer matrix.13–15
The objective of this study was to evaluate the effect of the wood flour loading and coupling agent content on the mechanical properties and morphology of composites developed with recycled expanded polystyrene (r-EPS) and wood flour. In addition, an investigation of the wood flour particle size, shape, and surface morphology was carried out.
Experimental
Materials
The expanded polystyrene waste was obtained from a sorting unit called Associação de Recicladores Serrano, Caxias do Sul, Brazil, and it had a melt flow index (MFI) of 20 g/10 min (200°C/5 kg). Commercial-grade virgin polystyrene N1921 supplied by Innova S/A with an MFI of 20 g/10 min (200°C/5 kg) was also used for comparison studies. Wood flour of Pinus elliottii was obtained from Madarco Co., Caxias do Sul, Brazil. The poly(styrene-co-maleic anhydride) oligomer, SMA, used as a coupling agent was supplied by Sartomer Company, Exton/USA. The coupling agent, SMA2000, contains 30 wt% of maleic anhydride groups and a weight average molecular weight of 7500 g/mol.
Composite preparation
Wood plastic composite formulations (percent by weight).
Wood flour particle size distribution
The wood flour particle size distribution was determined based on ASTM D1921 – Method A. A sample of 50 g of previously dried wood flour was placed on a mechanical sieving device with selected sieves. The measurements were carried out in triplicate.
Mechanical testing
The flexural tests were performed according to ASTM D790 at a flexural speed of 1.5 mm/min using an EMIC DL 3000 testing machine. Izod impact strength was measured with a CEAST Resil 25 pendulum using unnotched specimens according to ASTM D256. Each test value was calculated as the average of at least five independent measurements.
Morphological study
Studies on the morphology of wood flour and composites were carried out using a SHIMADZU Superscan SS-550, scanning electron microscope (SEM). The cryofracture surface specimens were sputter-coated with gold before the analysis in order to eliminate electron charging.
Results and discussion
Wood flour characterization
Fiber size and shape are among the most important factors related to composite materials.
17
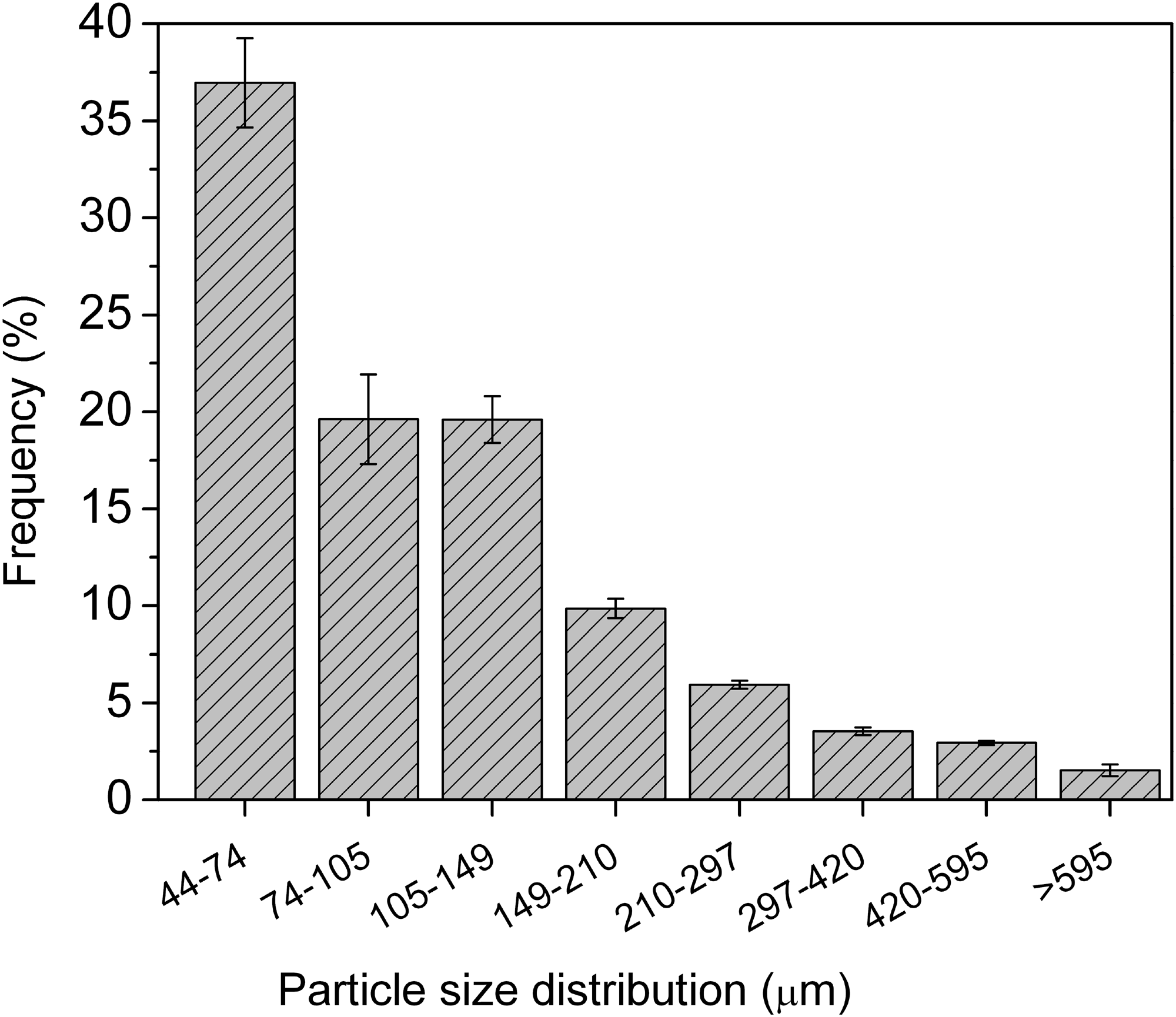
The effective surface area, which influences the mechanical properties inversely depends on particle size and shape. Its means that the same amount of smaller particles expose more effective surface area than the bigger particles if the particle has the same shape. Figure 1 shows the particle size and shape of the wood flour used in the composite formulations where different shapes can be observed. However, most of the particles are of longitudinal shape, characteristic of fibers. The particle size distribution is shown in Figure 2. It was observed that approximately 80% of all fibers were distributed in the range 40–150 µm, although the distribution varied. Also, the distribution was found to be almost bimodal. Short and tiny fibers are preferable for the development of composite formulations,
5
since these provide a higher specific surface area and a greater surface area of contact with the polymer matrix which usually produces better fiber–matrix adhesion when the coupling agent is used. Also, an increase in the mechanical properties is observed.18,19 Thus, the swelling decreases and breaks during processing are reduced.
5
SEM micrograph of fiber geometry. Particle size distribution.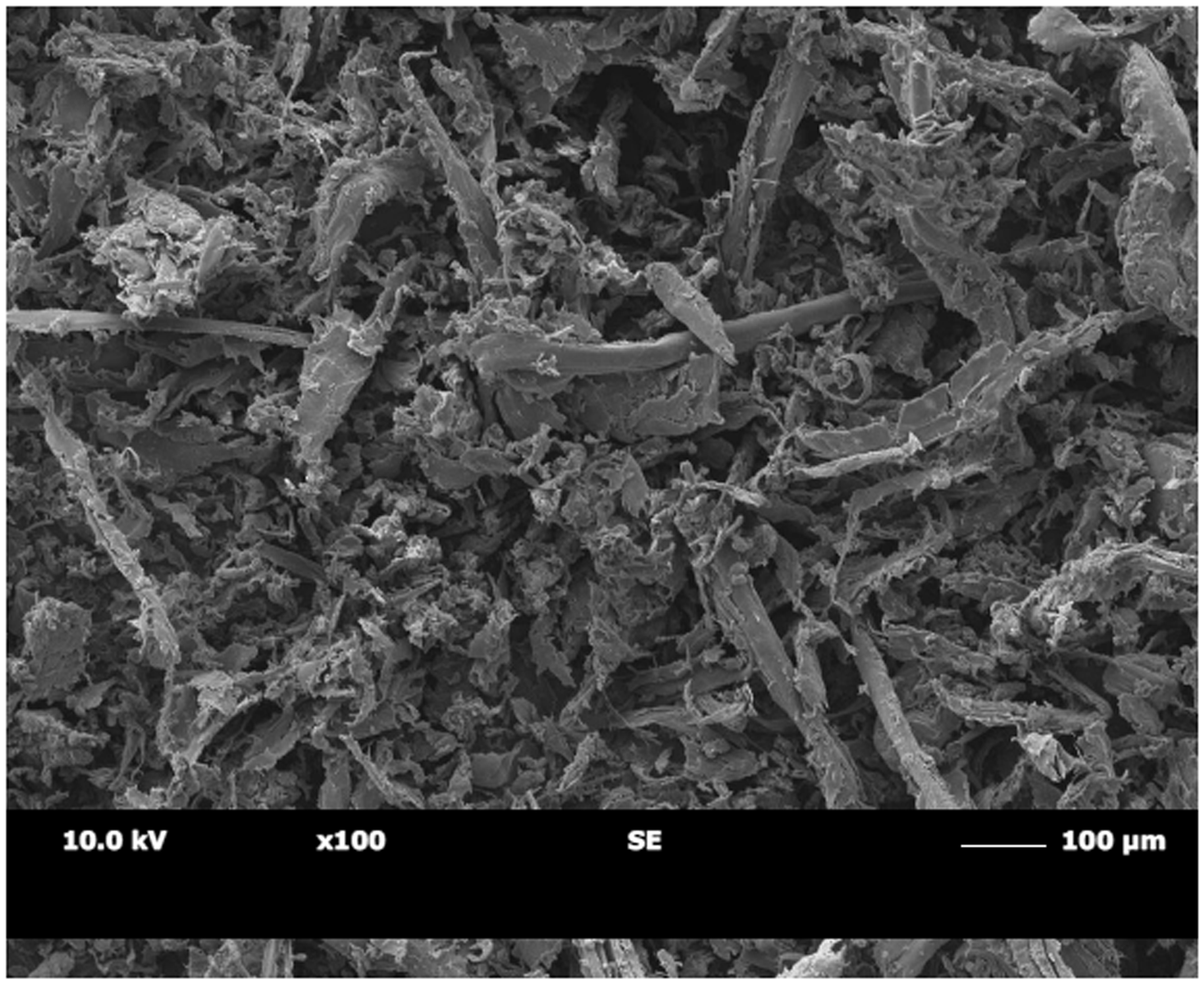
The fiber surface morphology plays a vital role in the case of composite materials.
17
The external surface features of the wood flour can be observed in Figure 3. The wood fiber surface is rough, which can provide mechanical anchoring to the polymer composite matrix and thus lead to improved mechanical properties compared to particles with smooth surfaces.
Surface morphology of wood flour.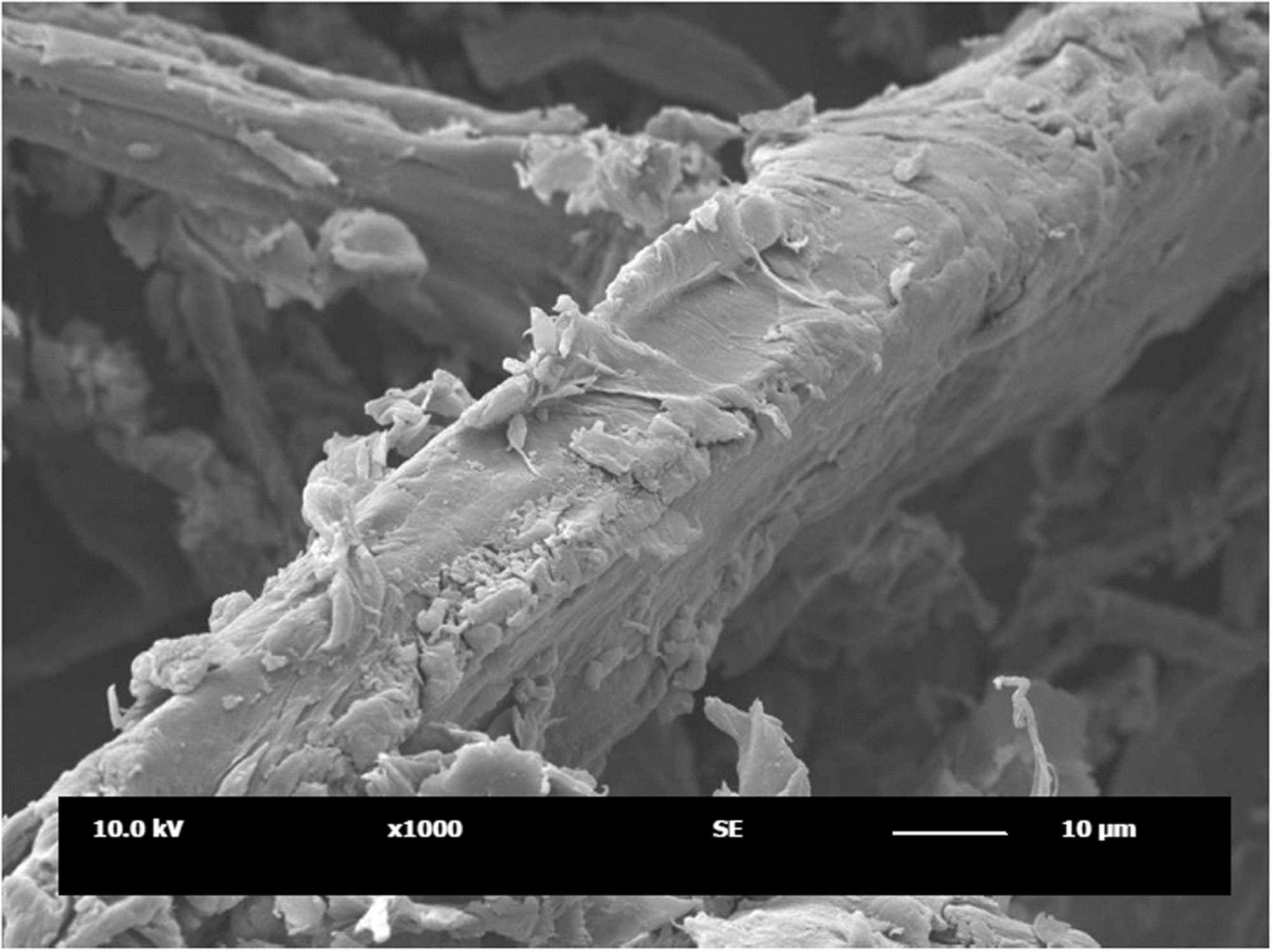
Effect of wood fiber loading
The typical flexural stress versus strain curves of wood flour/r-EPS composites are shown in Figure 4. As can be seen in the figure, the addition of wood flour increased the composite stiffness, but decreased the flexural strength.
Flexural stress–strain curves for composites with different wood flour contents.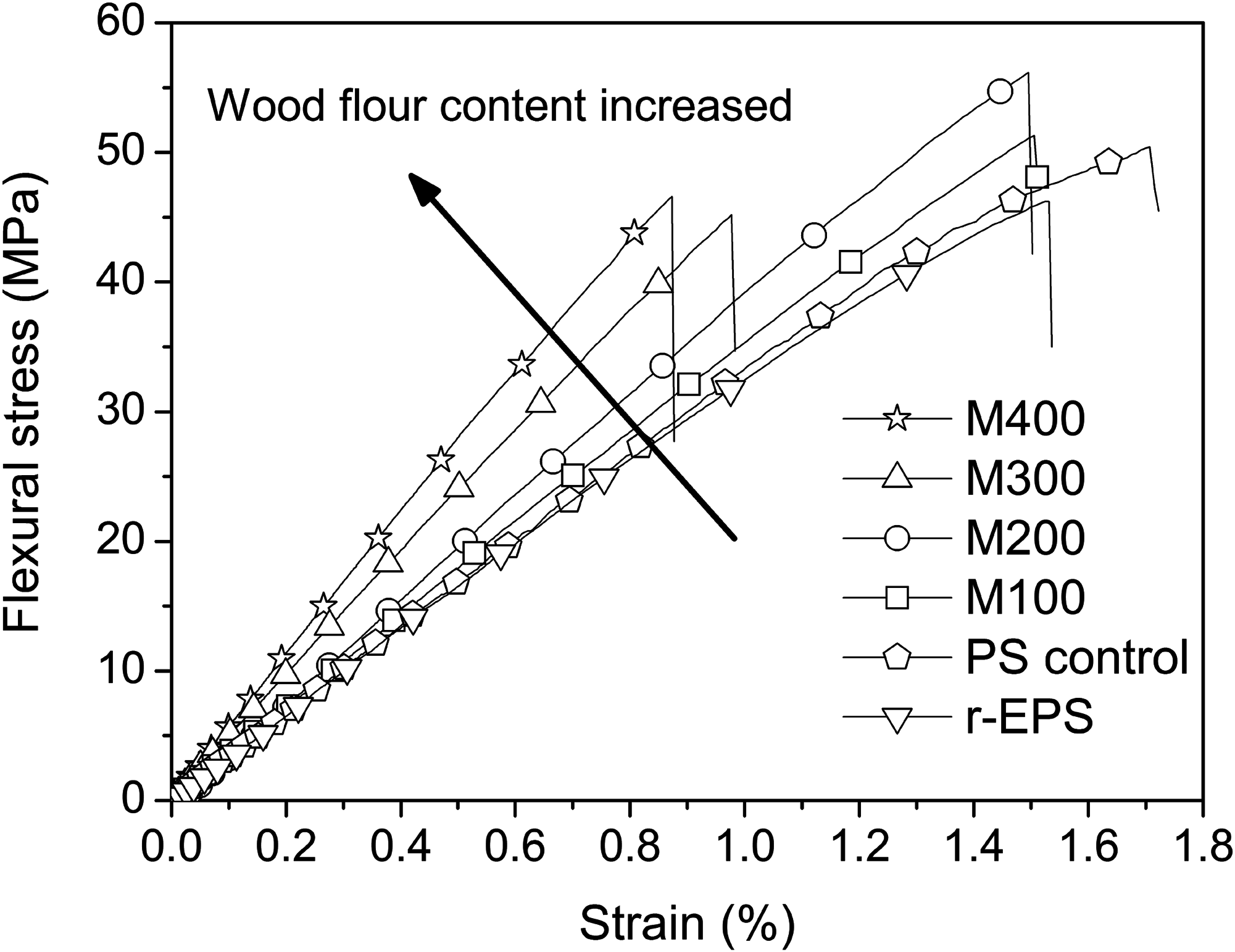
Flexural and impact properties of recycled polystyrene/wood flour composites without coupling agent.
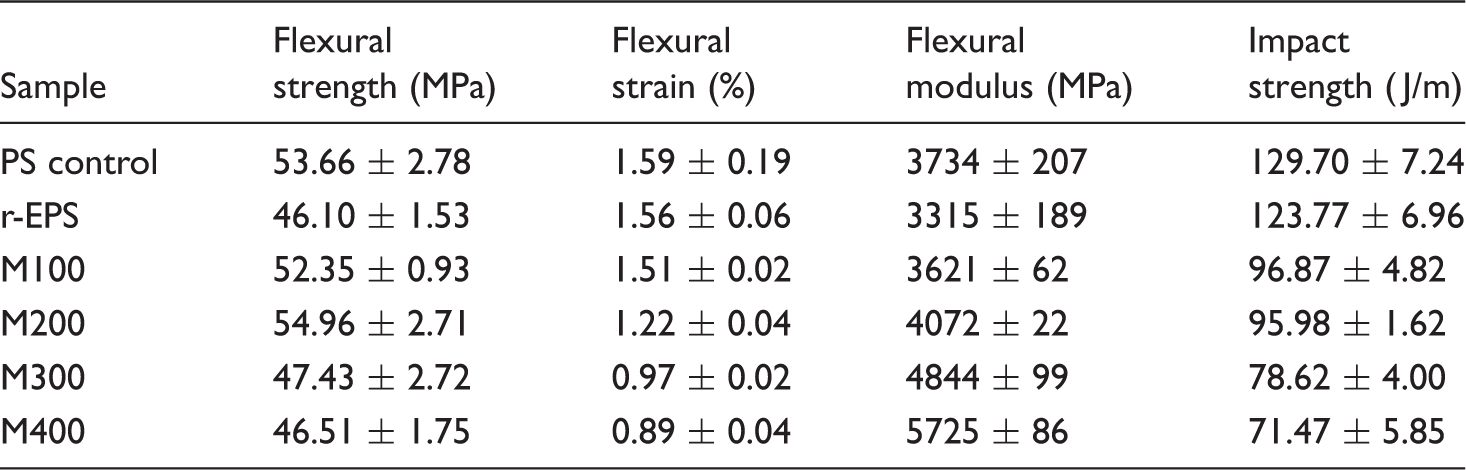
The Izod impact strength of the composites decreased as the filler content increased, as can be seen in Table 2. The introduction of reinforcements will introduce weak interfacial regions and the concentration of stress at the fiber ends, thereby decreasing the impact strength. 23 The wood filler reduced the polymer chain mobility and therefore its ability to absorb energy during fracture propagation. The poor interfacial bonding between the filler and matrix causes micro-cracks to occur at the point of impact, which cause cracks to easily propagate in the composite,24,25 reducing the impact strength of the composites with no improvement in the interfacial adhesion between the wood fiber and polystyrene matrix.
Effect of coupling agent content
Considering practical applications, the mechanical properties of composites are of major importance. For short fiber-reinforced thermoplastic composites, the adhesion between the fiber and the matrix plays a fundamental role in achieving good mechanical properties. 26
The effect of the use of a coupling agent on the composites was studied using 1, 2, and 4 wt% of SMA with a wood flour content of 20 wt%. Typical flexural stress–strain curves for composites with 20 wt% of wood flour and different coupling agent contents are shown in Figure 5. Some qualitative information on the nature of the fiber–matrix interface could be obtained by comparing the results from the stress–strain curves.
27
The curves showed that the addition of 1 and 2 wt% of coupling agent caused an increase in the flexural strength and flexural modulus compared to the composite without coupling agent. On the other hand, the addition of 4 wt% of coupling agent caused a more pronounced reduction in the flexural strength and flexural modulus.
Flexural stress–strain curves for composites with 20 wt% of wood flour with and without coupling agent.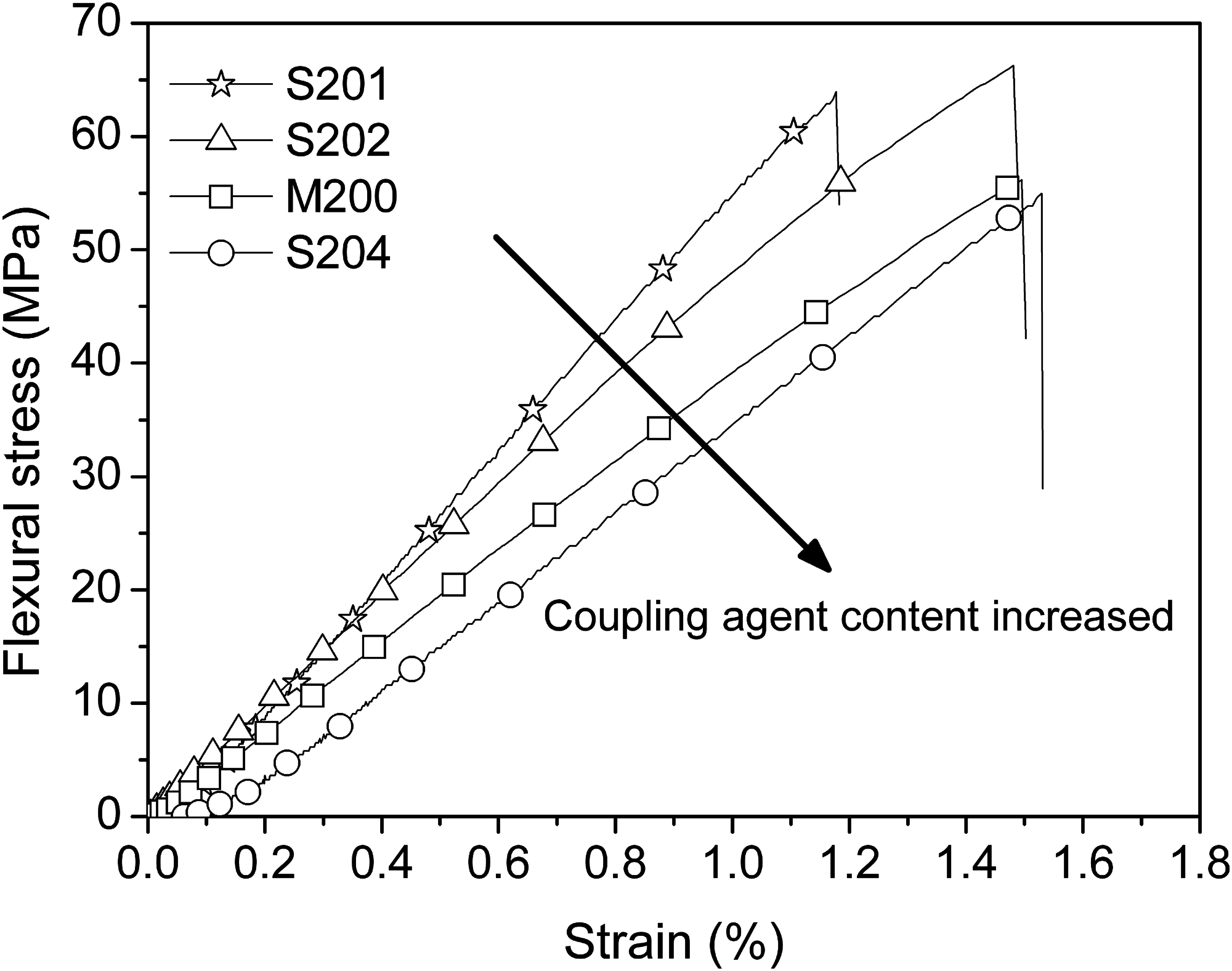
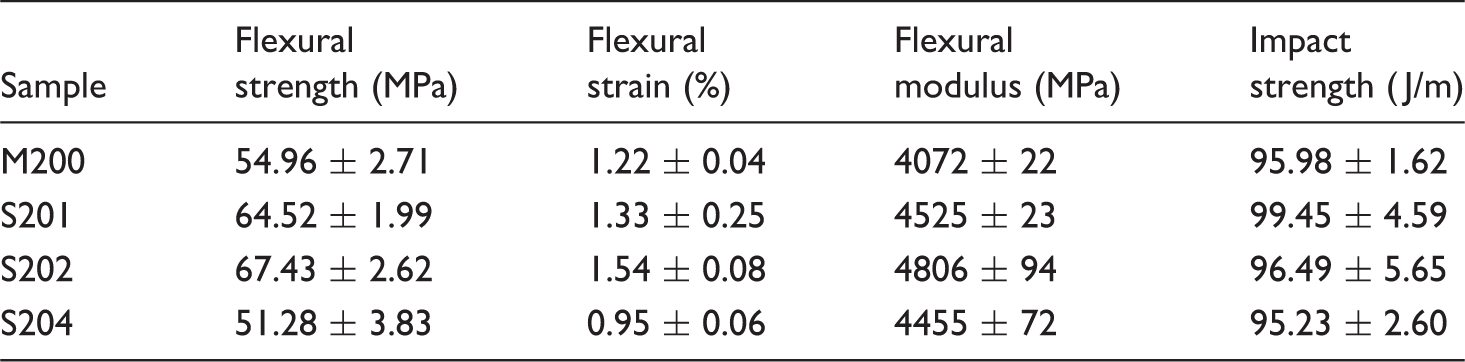
Flexural and impact properties of recycled polystyrene/wood flour composites with coupling agent.
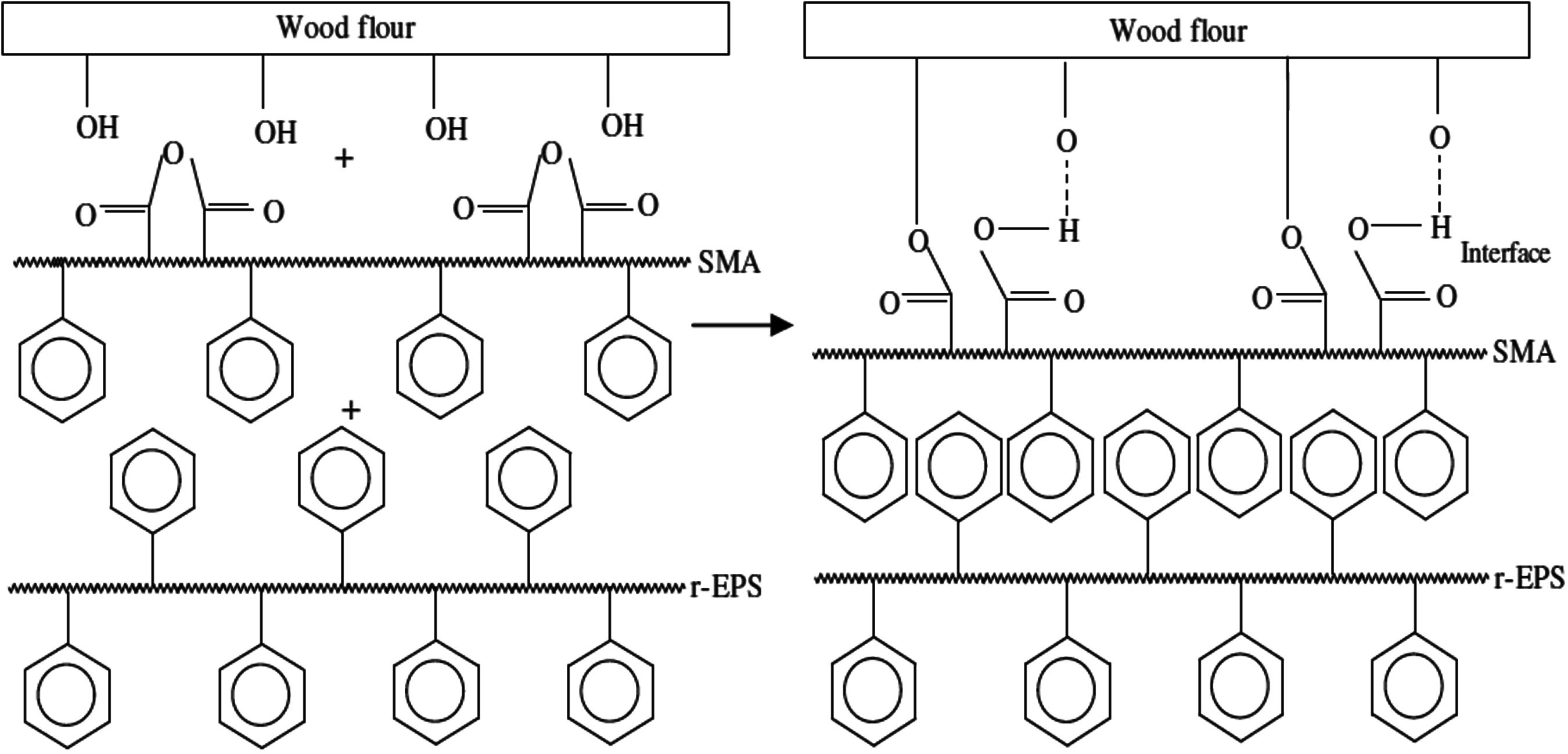
Hypothetical model of interactions at the interface of composites with SMA.
The impact strength was, in general, higher for composites with SMA than for the composite without coupling agent, as presented in Table 3. The presence of SMA improved the wood flour dispersion and led to a more uniform distribution of the applied stress. Therefore, more energy for debonding and fiber pullout is required22,30,31 and thus the impact strength increases. The composite with 2 wt% of SMA had higher impact strength than the composites with 1 or 4 wt% of SMA. This composite thus absorbs more energy before break than the other two compatibilized composites.
For composites with 4 wt% of SMA, the mechanical properties were inferior to those of the composites without coupling agent. This behavior may be attributed tothe migration of excess SMA around the fibers, causing self-entanglement amongthe coupling agent rather than the polymer matrix resulting in slippage.27,32 The same trend was observed by Rana et al. 33 in jute fiber composites reinforced by a polypropylene matrix where composites with 4 wt% of maleated polypropylene showed a slight decrease in the mechanical properties. Probably, it is due to the migration of a higher content of coupling agent around the fiber surfaces, that ocassionates slippage of the polymer matrix.32,33 On the other hand, it is possible that the SMA excess may be dispersed in the polymer matrix; thus, acting as a plasticizer because its molecular weight is lower in comparison with the matrix, and consequently there is a reduction in the mechanical properties.26,29,34 Nevertheless, satisfactory results were obtained with 2 wt% of SMA.
The morphology of the fracture surfaces of the r-EPS/wood composites without SMA showed that the surface of the wood flour is very smooth and gaps between the filler and matrix can be seen, Figure 7(a), which indicates poor bonding1,12 between the polystyrene and wood flour. On the other hand, the morphology of the fracture surfaces of the composites with 2 wt% of SMA showed that the surface of the wood flour is very rough with traces of polymer matrix attached to it, Figure 7(b). This indicates strong interfacial adhesion and good wetting12,23 between the wood flour and polystyrene.
SEM micrographs of composites with 20 wt% of wood flour (a) without and (b) with coupling agent.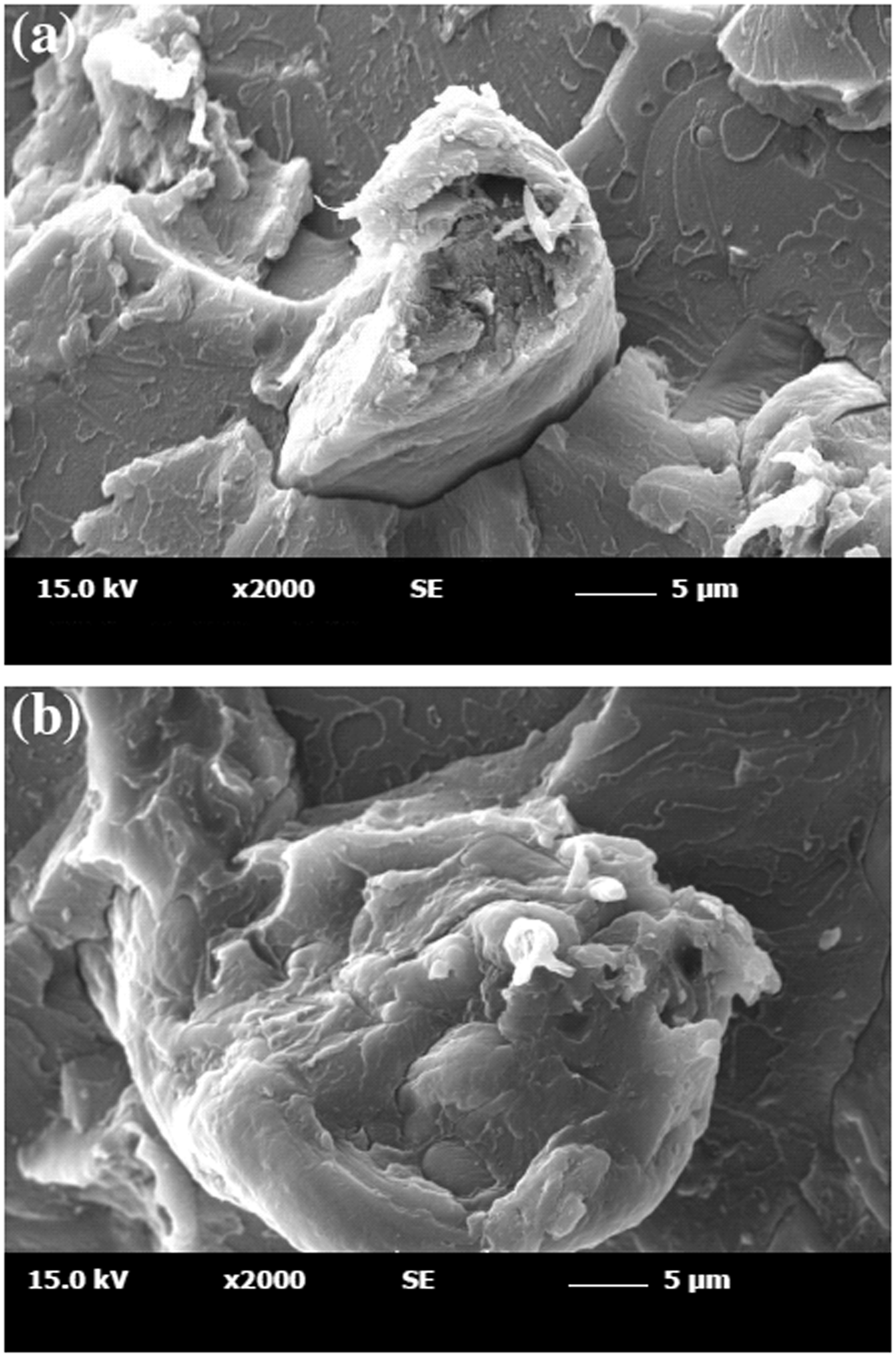
Conclusions
Based on the results of this investigation, wood flour with small particle size, between 40 and 150 µm, can provide a higher specific surface area and a larger effective surface area for wetting with the polymer matrix. The addition of more than 20 wt% of wood flour causes a decrease in the mechanical properties studied. This behavior may be associated with the formation of some particle agglomerates due the intermolecular hydrogen bonds, which reduces the mechanical properties. The addition of a coupling agent was shown to improve the interfacial adhesion and increase the flexural and impact strengths. Satisfactory results were obtained with 2 wt% of SMA. The SEM micrographs confirm better adhesion between the wood flour and recycled polystyrene. The addition of more than 2 wt% coupling agent content caused a reduction in the mechanical properties studied.
Footnotes
Acknowledgments
The authors thank CAPES (Coordenação de Aperfeiçoamento de Pessoal de Nível Superior) for financial support and Associação de Recicladores Serrano, Madarco S.A. and Sartomer Company for supplying materials. The authors also thank Ms. Heitor L. Ornaghi Jr. for their valuable suggestions given in this study.