
Abstract
The present research venture focuses on utilization of food and agricultural waste Citrus limetta (musambi) peel by using it as a filler material to develop novel epoxy (EP) composites. Experimental investigation has been performed to analyse the influence of C limetta (musambi) peel particles (CLPP) on mechanical properties (tensile, flexural and impact strength) of the developed composites. Different loadings by weight percentages (0, 5, 10 and 15 wt%) of filler have been used to explain the variation in mechanical properties. Along with effect of different filler percentages, failure characteristics of the prepared samples have also been studied. The results indicate that higher CLPP content in EP matrix has a detrimental effect on mechanical properties of manufactured biocomposites. Thermal characterization was performed to analyse the degradation behaviour and the onset temperature. Morphological analysis of the fractured surfaces was also conducted with the help of a scanning electron microscope. The current experimental investigation has revealed that CLPP can be used as a potential filler for manufacturing biocomposites with applications in general purpose interior fitments in addition to various non-structural components.
Introduction
In the past decade and half, the efforts to utilize natural filler materials for developing composite materials have gained a significant interest worldwide. Taking into account the cost and strength-to-weight, the competitiveness of biofiller-based composites with traditional composites cannot be undermined 1,2 The ever-growing awareness in world regarding the environmental concerns, besides an escalation of the worldwide energy crux, has generated an interest in utilization of natural fibres in industries. 3 The addition of fillers improve the wear resistance as well as mechanical properties of E-glass fibre significantly. 4 The mechanical properties of lignocellulosic flour/epoxy (EP) composites prepared using coconut shell, rice husk and teakwood as fillers were compared, and it was concluded that increased filler content results in an increase in stiffness of the composite and the volume content of fillers also affected the elasticity. 5 The effect of rice husk on the wear properties of rice husk–filled glass–EP composites was studied, and it was concluded that when there is an increase in normal load applied on the specimen, the specific wear rate of rice husk–filled glass–EP composites decreased. 6 The agricultural wastes like bagasse, palm fronds, mango’s dry leaves, oil palm shell, castor plant stem and chicken feather have been used to develop composites using either EP or polyester. 7 –10 The biodegradability aspect of natural fibres is giving them a certain advantage over synthetic fibres like glass, carbon and so on. Even though there is a certain compromise with respect to the properties, the low processing cost of most of the natural fibre materials cannot be ignored and hence research is going on to identify possible natural fibre materials which can be used as possible reinforcements in various polymer matrix composites.
Most of the agricultural and food wastes (FWs) are generally burned for energy production with other domestic wastes that are combustible in nature. This process though supports the energy production but embraces various hazards too. One of the main hazards associated is the production of dioxins because of reaction between high energy content wastes and highly moist FWs. 11 During the food life cycle, around 1.3 billion tons of food is globally wasted per year including fruits, fresh vegetables, dairy products, bakery and so on and the entire food supply chain, right from agricultural stage, to industrial processing, to supply and even domestic handling produces FW or is a source of the FW. 12 –14 In the next 25 years, the volume of FW is expected to increase due to increase in global population. 13 One of such FW is the Citrus limetta peel (CLP).The CLP contains crude fibre in high amount (17.6%), in addition to oil-holding capacity and water-holding capacity (6.82 and 2.26 ml g−1, respectively). 15 The C limetta fruit accounts for citrus juice, which is hardly 40–50% of the total weight of the fruit and large amount of by-products such as seeds, peel and pulp, which constitutes around 50% of the weight of total fruit goes as FW. 16 Table 1 lists the studies reported on various natural/waste fillers with different matrix materials.
Studies reported on various natural/waste fillers used in different matrix materials.
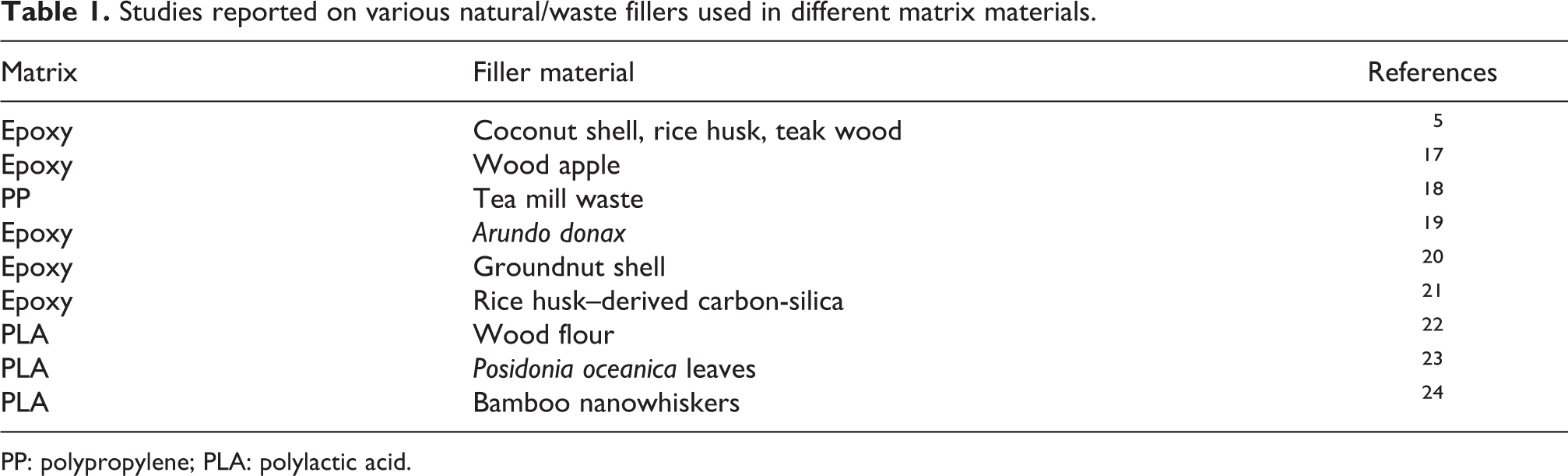
PP: polypropylene; PLA: polylactic acid.
Even though there are numerous studies on thermoplastic polymer filled with particles, 18,19,22 –24 limited research work concerning thermosetting resins can be found in the literature. The literature study also exposes that CLPP is not applied as a filler in EP composites reinforced with natural fibres. Moreover, the mechanical and thermal properties of CLP are still unidentified. In the present experimental investigation, FW CLP in different proportions (by wt%) was used as a filler material for fabricating EP matrix composites. The prime objective of this analysis is to utilize FWs from fruits and use them to develop EP composites which can be utilized for various non-structural applications. In addition to the above objective, the focus is also to reduce plastic consumption and reduce overdependence on petroleum-based products. The mechanical, thermal and morphological characterization of CLP-based EP composite was done and effects on different samples (by wt% of CLPP) were also studied.
Materials and methods
Preparation of CLP powder
CLP was collected from the Negi Juice Corner, Srinagar Garhwal, India. The CLP was washed under tap water to remove any superfluous matter. The cleaned CLP was then dried in natural sunlight for 4 days to get rid of the moisture present in it. To ensure better bonding between the fibre and the matrix, fibre treatment is necessary as it increases mechanical interlocking. The increase in mechanical interlocking is due to increase in surface roughness in addition to increase in the number of reaction sites by increasing cellulose on fibre surface. 25 The ionization of hydroxyl group to the alkoxide is encouraged by the addition of aqueous sodium hydroxide (NaOH) to natural fibre. 26

But there is a loss in the biomass of the CLP after treatment. It has been reported that a loss of around 84.4% in biomass occurs when CLP is treated with 0.1 M NaOH at 80°C for 30 min. 27 Therefore, treatment with NaOH was avoided to prevent the loss of biomass. CLP was washed with distilled water to get rid of any dirt and impurities. It was again dried at 60°C for 10 h in an oven. It was established that there is a loss of around 68.4% in the weight of CLP during completion of the drying process. The weight of CLP placed in oven was measured after every 2 h. But the weight of CLP becomes constant after 10 h. The thoroughly dried CLP was then crushed in a grinder (Signora Care, Ambala, India, Eco plus) to obtain the powdered form of CLP. The C limetta peel particles (CLPP) were then passed through 710 µm sieve to get CLPP of uniform size (Figure 1).

CLP from procurement to final particulate form. (a) Waste CLP (b) Dried CLP (c) CLP after grinding.
Feasibility study of CLPP as filler in EP
To propose the use of CLP particles as fillers, and based on the thermogravimaetic analysis/derivative thermogravimetry (TGA/DTG) results, it was decided to investigate the feasibility of incorporating the CLP fillers in the EP matrix. It is anticipated that the curing process of the EP resin will not have a damaging effect on the properties of the CLP particles.
Sample preparation using EP resin
Araldite LY 556 (having specific gravity of 1.18 and flash point >200°C) which is a bisphenol-A diglycidyl ether EP and hardener HY951 (having specific gravity of 0.98 and flash point >180°C) was procured from Singhal Chemical Corporation (Meerut, India) and used in a 10:1 ratio to prepare samples. The powdered CLP was mixed vigorously in the EP resin for at least 8–10 min to get uniform mixing of the two. The hardener was then added in appropriate proportion to initiate the curing process. The mixture of EP and hardener was again mixed for 3 min. The final mixture was then poured into the glass mould and left for 24 h to cure. The CLPP/EP composites were prepared in three different ranges using 5%, 10%, 15% weight of CLPP. The CLPP/EP composites were successfully fabricated using the casting method for polymer-based fibrous composites. The optical micrographs with varying CLPP percentages are shown in Figure 2. On visual examination of the samples, it was clearly evident that no filler damage has taken place during the curing of EP. The colour of the samples prepared using CLPP fillers was also retained.

Optical images of developed bio composites with different filler percentages, that is, (a) 5%, (b) 10% and (c) 15% (by weight).
To compare the mechanical properties of EP/CLPP composites, tensile and flexural tests were carried out on different samples with varying wt% of CLPP. The formulations used for preparing various composite samples were based on percentage of CLPP used. EP/CLPP 5 depicts that the percentage of CLPP in EP matrix is 5%. The same implies for EP/CLPP 10 and EP/CLPP 15. The neat epoxy was denoted as NE.
Characterization
The fabricated specimens with varying wt% were subjected to tensile tests as per ASTM D 3039. The specimens were cut to proportions of 150 × 15 × 4 mm3. The tests were performed on the universal testing machine (Instron, Norwood, USA, model 5982) with a gauge length of 50 mm and crosshead speed of 1 mm min−1. The principle of calculating strains remains the same, that is, by measuring crosshead displacements. A total of five specimens of each composition were tested to obtain the mean value. Flexural tests were carried out as per ASTM D790(100 × 15 × 4 mm3). A three-point bending test was carried out to evaluate the flexural properties of the EP/CLPP composites with varying CLPP percentage. The crosshead speed was kept at 2 mm min−1 with a span length of 60 mm. The (Izod) impact tests were carried out using a low energy impact tester (Tinius Olsen-IT 504, Noida, India). All the mechanical testing was carried out at a controlled temperature (25°C) and humidity (55%). The specimens were fabricated with varying percentages of CLPP. Samples of 55 × 10 × 4 mm3 dimensions, as per ASTM-D 256, were used for the impact testing. A total of five specimens were tested, and the average value is presented for each sample with varying CLPP percentages. Thermal characterization of developed samples as well as the filler material used has been performed using a thermogravimetry/differential thermal analysis (TG/DTA) technique. Various peaks of weight mass and temperature onset of degradation for samples with varying CLPP% have been recorded using EXSTAR TG/DTA 6300. Samples of 10 mg were placed in an aluminium pan and heated from 35° C to 600° C at 5° C min−1 under nitrogen gas atmosphere. To analyse the specimen and the fractured surfaces, scanning electron microscope (SEM) was used (LEO, England; model: 435VP). Before analysis, the specimens were cut to a size of 10 × 10 mm2 and then given a gold coating with the help of a sputter coater (BALTEC-SCD-005). The purpose of gold coating is to augment the conductivity before micrographs were taken.
Results and discussion
Tensile properties
Figure 3 shows various tensile strength values against different filler contents. The maximum tensile stress was found for NE, and Figure 4 clearly shows that with increase in CLPP content in the EP matrix, the value of tensile stress keeps on decreasing. The tensile strength value falls to 19.92 MPa from 26.68 MPa when the percentage of filler is 5% but the drop in tensile strength is not that significant when the percentage of CLPP is increased to 10% and 15%. It is well stated in the literature that tensile strength of polymer composites depends on interfacial adhesion. The increased interfacial adhesion will result in achieving a greater tensile strength. 28 The poor interfacial adhesion can be due to the fact that CLP was not given any kind of treatment, as treatment results in improving the properties. 27

Tensile strength and tensile modulus plot with varying CLPP contents.

(a) and (b) Micrographs showing poor adhesion between filler and matrix at filler matrix interphase and agglomeration of CLP particles. (c) SEM images depicting air bubbles/voids in EP/CLPP5; (d) EP/CLPP10; and (e) EP/CLPP15.
Tensile modulus is a vital factor for illustrating the stiffness of the materials under tensile loading. Figure 3 also shows the variation of the Young’s modulus of the EP/CLPP composites with the CLPP weight percentage. There is a decrease in Young’s modulus (19.92 ± 1.7 MPa) for EP/CLPP 5, but for EP/CLPP10, the value of modulus (18.59 ± 1.5 MPa) is more than that at EP/CLPP 15(18.33 ± 1.8 MPa). The variation in Young’s modulus of developed biocomposites with CLPP content between 5% and 15% is approximately 2–5%.
There can be three probable reasons for the decrease in tensile properties. Firstly, it can be because of the filler’s size which though is small and uniform but is still of micro size. It has already been reported that increase in size of micro fillers results in decrease in the tensile strength. 29 Further, mechanical properties are enhanced by adding nanofillers. 30 Secondly, the reason for decrease in tensile strength and modulus can be the fact that during curing of EP, there is cross-linking of polymeric chains. This crosslinking of polymeric chains is usually hindered due to addition of the filler material. This holds true with the literature 31 as addition of microfillers affects the desired crosslinking needed. Thirdly, the filler particles in the EP matrix may act as sites for stress concentration, thereby leading to the failure of the biocomposites. 32
Figure 4(a) and (b) provides evidence of a weak filler matrix adhesion that leads to poor properties as discussed in ‘Tensile properties’ section. This lower affinity between the hydrophobic matrix and the hydrophilic filler leads to decrease in strength properties of EP/CLPP composites. The agglomeration of CLPP particles can also be a reason for poor mechanical properties. It is to be noted that all the composite specimens manufactured showed brittle failure. The EP has got brittle nature and further addition of microfillers resulted in decreasing the mechanical properties of the developed composites. However, the nature of EP remained brittle. The fractured surfaces after tensile testing were observed under SEM, and it was found out that the voids due to air entrapment are minimum in NE, whereas the number of voids kept on increasing with the increase in content of CLPP (Figure 4(c) to (e)). This may be due to the more entrapment of air during mixing.
Flexural properties
Similar trends as discussed for tensile behaviour were observed and the same are depicted in Figure 5. The NE showed flexural strength and flexural modulus equal to 59.29 MPa and 3.95 GPa, respectively. The flexural strength decreased with increase in CLPP content. Between 5% and 15% CLPP variation, the flexural strength varies between 32.27 MPa and 36.46 MPa. It is confirmed that the addition of CLPP in EP has a detrimental effect on flexural properties. The decrease in flexural properties may happen due to increase in air bubbles in the matrix composite with an increase in the filler content, poor filler–matrix adhesion strength and agglomeration of CLPP particles in developed composites which is evident from Figure 4(b). All the specimen showed lower flexural strengths in comparison to NE. Maximum flexural strength was observed for NE composites (59.29 MPa) and minimum flexural strength was observed for EP/CLPP15 composites (32.27 MPa). As deliberated in the previous section, the decrease in the strength properties is due to the inadequate adhesion between the hydrophobic EP resin and the hydrophilic filler that, vice versa, does not have any impact on the stiffness of the composites. 19

Flexural strength and modulus variation with CLPP content.
Impact test results
The impact strength of the developed EP composites shows an increasing trend with an increase in the CLPP percentage (Figure 6). The maximum impact strength among the different EP composites was recorded for the composite having 15% CLPP. The reason for increased impact strength with increased filler percentage can be the rigidity of CLPP particles which aids them in absorbing more energy. 19 However, compared to the NE, there is a decrease of 36% in the impact strength of the EP composite with 15% CLPP. This decrease in the impact strength can be attributed to the poor bonding between the filler and the matrix. Also, the hindrance in the cross-linking of polymeric chains may result in such a behaviour. 31 The addition of CLPP as fillers may also have resulted in decreasing the stiffness of EP material, which can also be the probable reason for reduction in mechanical properties as compared to NE. 29 All the mechanical properties of the developed EP composites are listed in Table 2
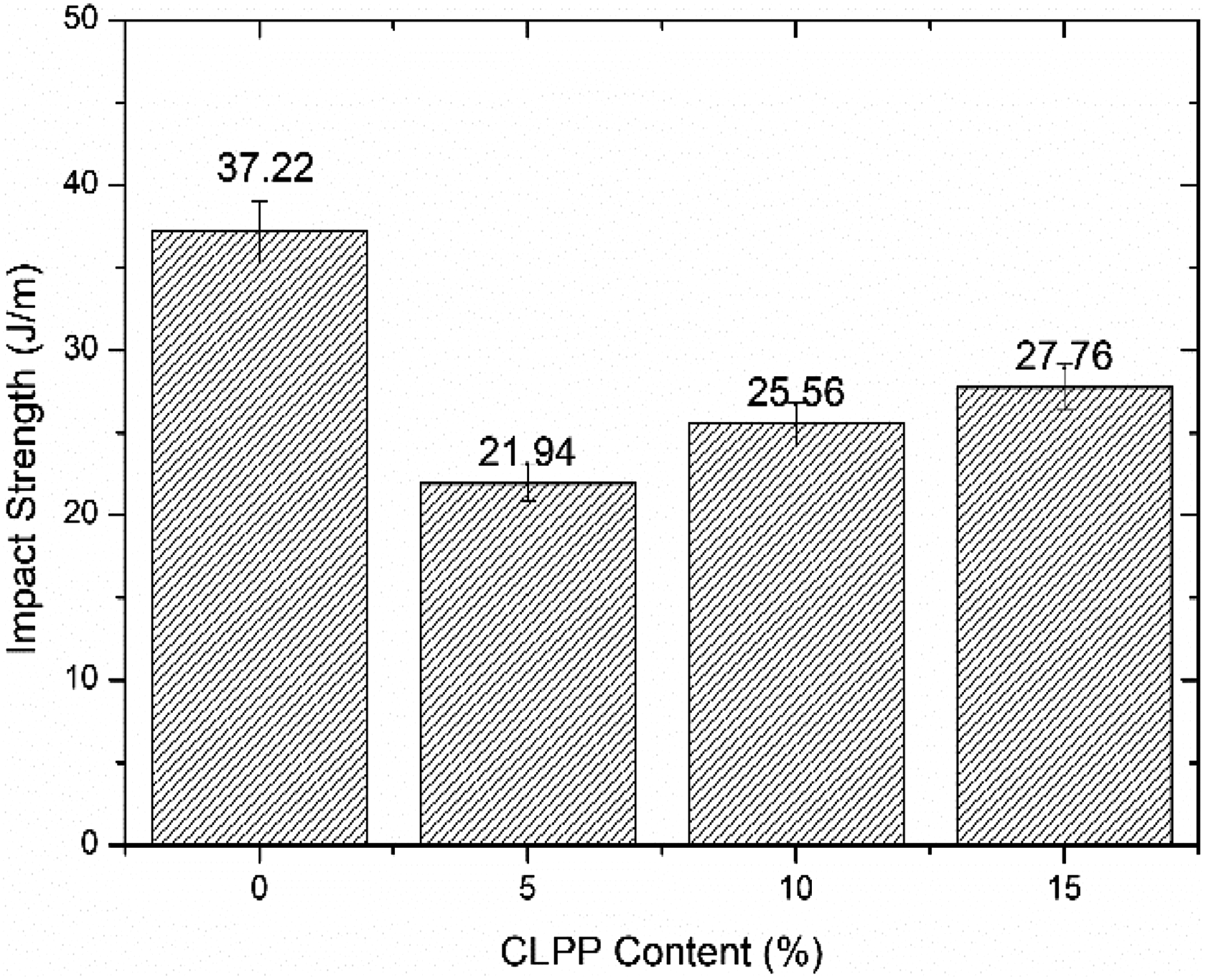
Impact strength with varying CLPP percentages.
Mechanical properties of developed composites.
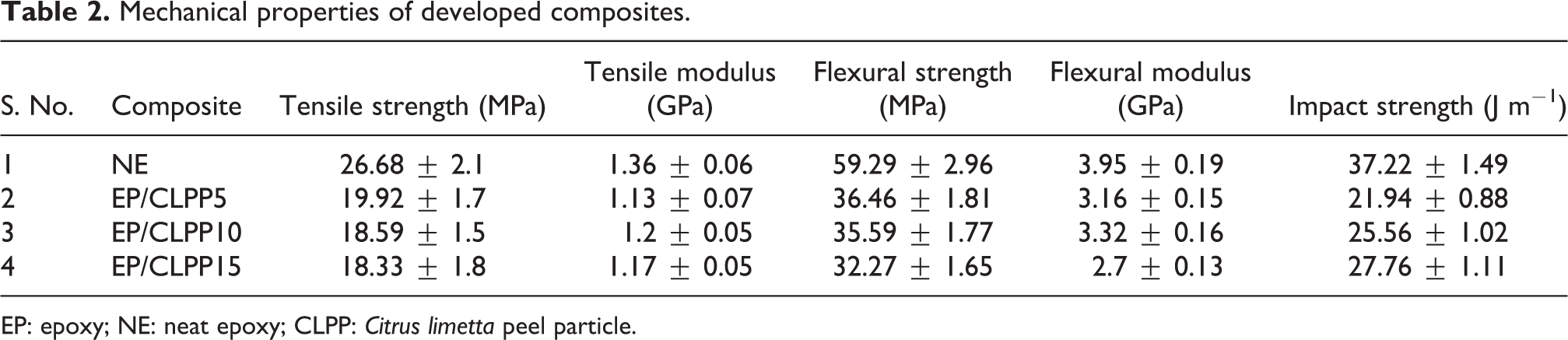
EP: epoxy; NE: neat epoxy; CLPP: Citrus limetta peel particle.
Thermogravimetric analysis
In Figure 7(a) and (b), TG curves for developed composites with varying CLPP percentages show that there is a minor loss in weight initially due to loss in moisture and thermal degradation does not start before 300°C. The maximum loss in weight up to 100°C is around 0.5% only. The loss in weight from 100°C to 200°C is 1% to 3%. At 300°C, the loss in weight is minimum for NE and it increases with the increase in the filler content. The decomposition temperature of each constituent of the composites is interrelated with DTA curves. There are two endothermic peaks observed at 340°C–381°C and 450°C–550°C for the developed composites. The first peak can be attributed to loss of moisture. Also, the debonding between the fibre and the matrix takes place at this temperature. Whereas, the second peak corresponds to the thermal decomposition of hemicellulose and lignin along with the degradation of samples. 32 The increase in filler content lowers the degradation temperature, which is evident from Figure 7(a).The decrease in degradation temperature can be due to reduction in the weight fraction of the EP matrix and increase in the amount of natural fillers. The change in enthalpy (ΔH) can be related to temperature change of thermocouple and voltage thus induced, which results in the formation of these peaks. 33

(a) TG and (b) DTA curves showing weight loss and degradation with temperature.
The cost analysis revealed that by substituting EP with 15% CLP fillers, we can achieve a saving of Rs 130 kg−1 or 1.81 US$ kg−1 in the developed EP composites. This amount can be more when CLPP is utilized in more quantity for developing CLP filler–based EP composites for non-structural applications. The detailed cost analysis is shown in Table 3:
Cost analysis of developing CLPP-based epoxy composites.a

CLP: Citrus limetta peel; CLPP: Citrus limetta peel particle.
aThe CLP to CLPP cost includes drying cost as well as grinding cost. It also includes labour cost (Rs. 335/non-skilled) for 1 day as per labour commission of India in addition to electricity charges.
If we consider the standards EN 312-2 and 312-3, 19 for general purpose and interior fitments, the minimum criteria for flexural strength and modulus are 11.5 MPa and 1.6 GPa, respectively. 20,34,35 The developed CLPP-based biocomposites satisfy that criteria with ease. Moreover, EP is made out of petroleum-based product which are non-renewable sources of energy and are getting depleted with each passing year. By reducing the use of EP and utilizing FW such as CLP as replacement, we are somehow preventing the non-renewable resources from getting exhausted.
Conclusions
The decisive choice of the present research endeavour was to fabricate EP composites by utilizing inexpensive FW material (CLP) and using it as a filler to develop EP composites. In particular, the effect of the content of CLPP on mechanical and thermal behaviours of the composites was studied. Three different types of composite materials were successfully fabricated using CLPP (5%, 10%, and 15% weight content of fillers) of average size of 710 µm as filler in the EP matrix. – The mechanical characterization established that the addition of CLPP as a filler in EP matrix has a detrimental effect on tensile as well as flexural properties of the developed composites as compared to NE. All the tensile and flexural properties decreased with increase in filler content for the same size of filler, that is, 710 µm. SEM analysis was performed to analyse the fractured surfaces after mechanical testing of the developed FW filler-based EP composites. The micro-voids and agglomeration of the CLPP particles was evident from the SEM micrographs. The reduction in the mechanical properties may be attributed to the poor interfacial adhesion between the filler particles and EP matrix. The reason for poor interfacial adhesion may be the use of untreated fillers, void content present in the composites and also the particle agglomeration which act as sites for stress concentration. Moreover, the addition of CLPP does not have a positive effect in defining the thermal behaviour of the developed FW filler-based EP composites. – It can be concluded that even though the properties obtained are lower than the NE but they are well within the limits of flexural strength (11.5 MPa) and modulus (1.6 GPa) of products used for general purpose and interior fitments as per European committee for standardization.
19
The use of waste material like CLPP in the manufacturing of FW filler-based EP composites also reduces the usage percentage of petroleum-based EP products. Furthermore, the use of CLP as raw material in developing EP composites will also improve the prospect of disposal of this fruit leftover there by contributing towards green manufacturing.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.