
Abstract
The present work investigates the effect of epoxy resin (EP) modification with polyurethanes (PURs) based on polyethylene glycol and two different diisocyanates: 4,4′-diphenylmethane diisocyanate (MDI) and 2,4-toluene diisocyanate (TDI). The impact strength of the material based on 15 wt% PUR with TDI was enhanced by 130%, while the critical stress intensity factor and the flexural strength of epoxy composition based on 5 wt% PUR with MDI increased by approximately 140% in comparison with unmodified EP. Fourier transform infrared spectroscopy confirmed the occurrence of chemical reaction between the hydroxyl groups of EP and isocyanate groups of PUR, explaining the improvement in the mechanical properties of EP. Moreover, scanning electron micrographs showed a rough surface with plastic yielding and several microcracks in the compositions containing TDI-based PUR and deformed leaf-like morphology with more elongated structure for the EP modified with MDI-based PUR.
Introduction
Epoxy resins (EP) are widely used as matrices for high-performance composite materials, surface coatings and adhesives for metals. However, due to their low impact strength (IS), poor resistance to crack propagation and low elongation at break, cured EPs have limited range of applications.1,2 Several methods, including the formation of interpenetrating polymer networks (IPNs), were used to toughen EP.1,3 –17 In this respect, polyurethanes (PURs) proved to be successful, mainly due to their high flexibility and versatile structure. 18
PUR/EP grafted IPN with combined advantages of both the polymers were first reported by Frisch et al. 6 It was demonstrated that PUR can be linked to EP through physical entanglements and chemical bonding to form graft IPN. Li and Mao 7 prepared semi-IPN EP/PUR and evaluated their thermal and mechanical properties, demonstrating that the two polymers are compatible at weight ratio of EP/PUR equating 70/30. Moreover, scanning electron micrograph (SEM) indicated that this semi-IPN has a two-phase continuous structure that changes with different weight compositions. Also, the occurrence of the glass transition temperature (T g) between those of EP and PUR was related to the EP/PUR interface.
Park and Jin 8 found that the polar components of the surface free energy of the EP/PUR composition is largely influenced by the addition of PUR resulting in an increase in critical stress intensity factor value as well as IS at low temperatures. The improvement in the mechanical properties was explained as a result of the increase in the strength of the hydrogen bonds between the hydroxyl groups of EP and the isocyanate groups of PUR.
Cristea et al. 9 synthesized and studied the damping properties of semi-IPNs based on EP and PUR, which was prepared using poly(ethyleneadipate) diol, 4,4′-diphenylmethane diisocyanate (MDI) and butylene glycol. They found that the heat treatment conditions affect significantly the blend’s viscoelastic properties. Moreover, a weak softening and a completion of the cross-linking were observed upon temperature increase.
Wang et al. 10 studied the damping, thermal and mechanical properties of EP/PUR IPNs. PURs with various isocyanate indexes were synthesized using poly(tetramethylene glycol) and 2,4-toluene diisocyanate (TDI). They found that the tensile strengths of the IPNs decreased, while their ISs increased with increasing PUR content. Furthermore, the formation of EP/PUR IPN might improve not only the damping capacity but also the thermal stability.
Recently, the effect of isocyanate index of TDI-based PUR on the mechanical and thermal properties of diglycidyl ether of bisphenol A cured with triethylenetetramine was investigated, 11 and the positive effect of the reactive groups was confirmed.
Furthermore, it was shown that the PUR can be linked to the epoxy network through physical entanglements as well as chemical bonding resulting in graft-IPN structures with enhanced mechanical properties. Hsieh and Han 12 evaluated the mechanical properties of graft-IPN based on EP and PURs based on polyols with different chain lengths. They concluded that the significant improvement in the tensile strength was due to the grafted structure and simultaneously the shortness of PUR chains. However, Raymond and Bui 13 prepared IPNs from EP, TDI-based PUR and castor oil and confirmed the occurrence of chemical reactions between isocyanate groups of PUR with hydroxyl groups of the epoxy matrix leading to the enhancement of thermal resistance and tensile properties. However, the article did not report an increase in the impact resistance.
In a separate work, Harani et al. 14 confirmed that isocyanate-terminated PUR reacts with EP leading to a significant fracture toughness improvement. Moreover, the use of chain extender with PUR prepolymer caused a sevenfold increase in IS and almost twofold increase in critical stress intensity factor in comparison with the unmodified EP. The improvement in the EP fracture toughness was attributed to the grafting reactions between the polymer matrix and the modifier.
Wang and Chen 15 modified EP using PUR prepolymer synthesized from polyether diol and MDI with the support of a coupling agent. PUR modifiers were terminated with hydroxyl, amine and anhydride functional groups. They found that the addition of PUR improves the fracture energy of EP, and the most pronounced enhancement in the mechanical properties is obtained with hydroxyl terminated PUR. Furthermore, the analysis of SEM and transmission electron micrograph scans depicted phase separation, which might influence toughening mechanism.
Chern et al. 16 prepared IPNs from PUR based on poly(oxypropylene)triol grafted with polyacrylonitrile and EP. The investigation of mechanical properties and morphology of the networks has shown that the tensile strength increased with increasing amount of EP and that some grafting reactions have taken place between PUR and hydroxyl group of epoxy.
The aim of the present work is to compare the modification of EP with PURs based on TDI and MDI. Reactions are to be expected between the isocyanate (NCO) groups of PUR and the OH groups of the polymer matrix, enhancing the mechanical properties of the latter.
Experimental
Materials
The following components were used in the present work:
Epoxy resin—diglycidyl ether of bisphenol A (Epidian 5, Organika Sarzyna, Poland) with a molecular weight of 400 g/mol, viscosity at 25°C around 30 Pa s and epoxy number of 0.49–0.52 mol/100 g;
Triethylenetetramine hardener (trade name Z1, Organika Sarzyna, Poland);
Polyethylene glycol with molecular weight of 400 g/mol (PEG 400) and 277 mg/g hydroxyl number (Merck, Germany);
2,4-Toluene diisocyanate (TDI) for the synthesis produced by Merck;
4,4′-Diphenylmethane diisocyanate (MDI) for the synthesis produced by Merck;
Dibutyltin dilaurate catalyst (Merck);
Acetone (Merck).
Samples preparation
Preparation of PURs
Two types of PURs were prepared: based on polyethylene glycol (PEG 400) and TDI (PUR 400T) and PEG 400 and diphenylmethane diisocyanate (PUR 400M).
The TDI-based PUR was prepared as follows: 50 g of polyol and 0.25 ml of dibutyltin dilaurate were mixed mechanically for 15 min under vacuum and then heated to 40°C. Then, one half of the TDI amount (22.55 g) was added dropwise over 15 min and the reaction was carried in a nitrogen atmosphere for 30 min while the temperature is maintained below 60°C. The mixture was cooled to 25°C before adding 50 ml of acetone to reduce the viscosity. Finally, the rest of TDI was added dropwise for another 15 min and the temperature is maintained below 40°C.
For MDI-based PUR, 50 g of polyol and 0.25 ml of dibutyltin dilaurate were stirred for 5 min under vacuum and cooled down to below 10°C to slow down the exothermic reaction between isocyanate and hydroxyl groups. Then, 27 g of MDI was added rapidly and the reaction was carried under nitrogen atmosphere with vigorous mixing for 10 min while the temperature is still maintained below 15°C until the increase in reaction mixture viscosity. All prepared PURs had the isocyanate index equal to 1.05.
Preparation of PUR-modified Eps
PUR was mixed with EP in amounts of 5, 10, 15 and 20 wt% for 20 min at a rotational speed of 2400 r/min at room temperature. The mixtures were then placed in a vacuum oven to remove air bubbles. Subsequently, the curing agent was added and the mixing continued for 5 min before pouring the obtained compositions into the cavities of a mold to produce specimens for mechanical tests. The curing reactions were carried out at room temperature for 48 hours followed by post-curing for 3 hours at 80°C.
Mechanical properties measurements
Impact strength was measured according to Charpy method using a Zwick 5012 apparatus (ISO 179) on the samples of 80 × 10 × 4 mm3 and 1 mm notch.
Three-point bending tests (ISO 178) were carried out at room temperature on the specimens of same dimensions as for impact tests using Instron 5566 at a deformation rate of 5 mm/min. The distance between the spans was 60 mm.
The critical stress intensity factor (K C) was evaluated by means of three-point bending tests on the notched (1 mm) specimens having the same dimensions as impact test samples. The test was carried out using Instron 5566 with a deformation rate of 5 mm/min and a distance between the spans of 60 mm using the following equation 19 :

where P stands for load at break; L: distance between the spans; a: crack length; w: sample width; B: sample thickness and Y: geometrical factor, which is given by the following formula 19 :

Five samples were used for each data point.
Characterization
Fourier transform infrared (FTIR) spectroscopy was performed on Perkin-Elmer spectrophotometer (1000 PC) recording the IR spectra from 400 to 4000 cm−1. KBr pastilles (10 mg) containing 1.0 ± 0.1 mg of tested composition were used for the precise characterization of peak intensity. Scanning electron microscope (Hitachi S-2460 N) was employed to examine the fracture surfaces of specimens obtained from the impact tests. Differential scanning calorimetric (DSC) tests were carried out on a Perkin-Elmer (Pyris 1) apparatus with the scan rate of 10°C/min within a temperature range from –25 to 200°C under nitrogen atmosphere. The T g was recorded at the median point in the range of glass transition.
Results and discussion
Mechanical properties
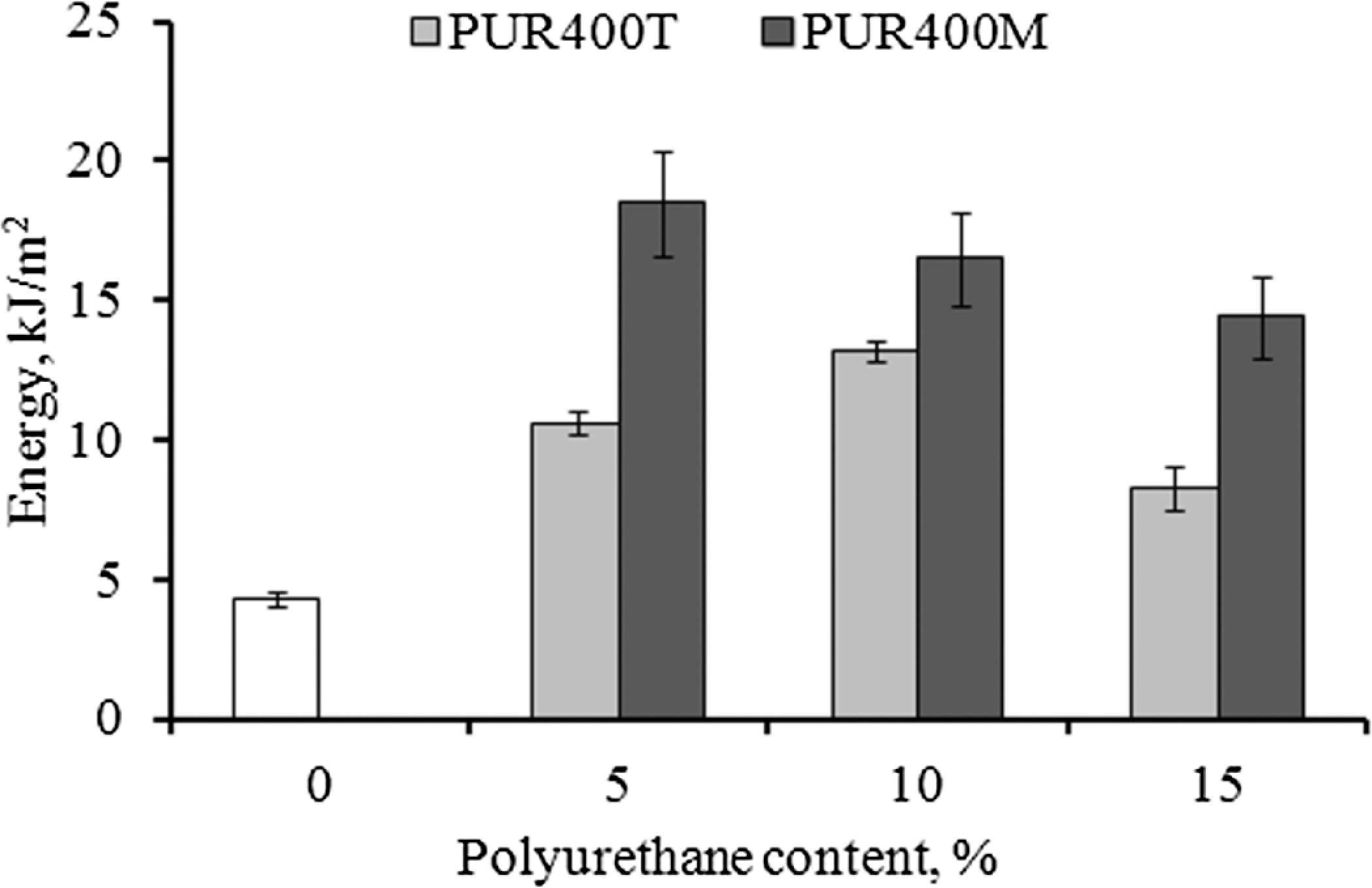
The IS, the K C and the flexural properties (stress at break, strain at break and energy at break) were measured for EP containing various amounts of PUR 400T and PUR 400M. It can be noted from Figure 1 that all epoxy-modified compositions exhibited higher IS values in comparison with neat EP; maximum IS improvement (about 130%) was obtained with epoxy sample with 15 wt% PUR 400T and 50% with only 5 wt% MDI-based PUR. The difference in EP IS with same amounts of added PUR 400T and PUR 400M may arise from different structure of diisocyanates involved in the modifier preparation.
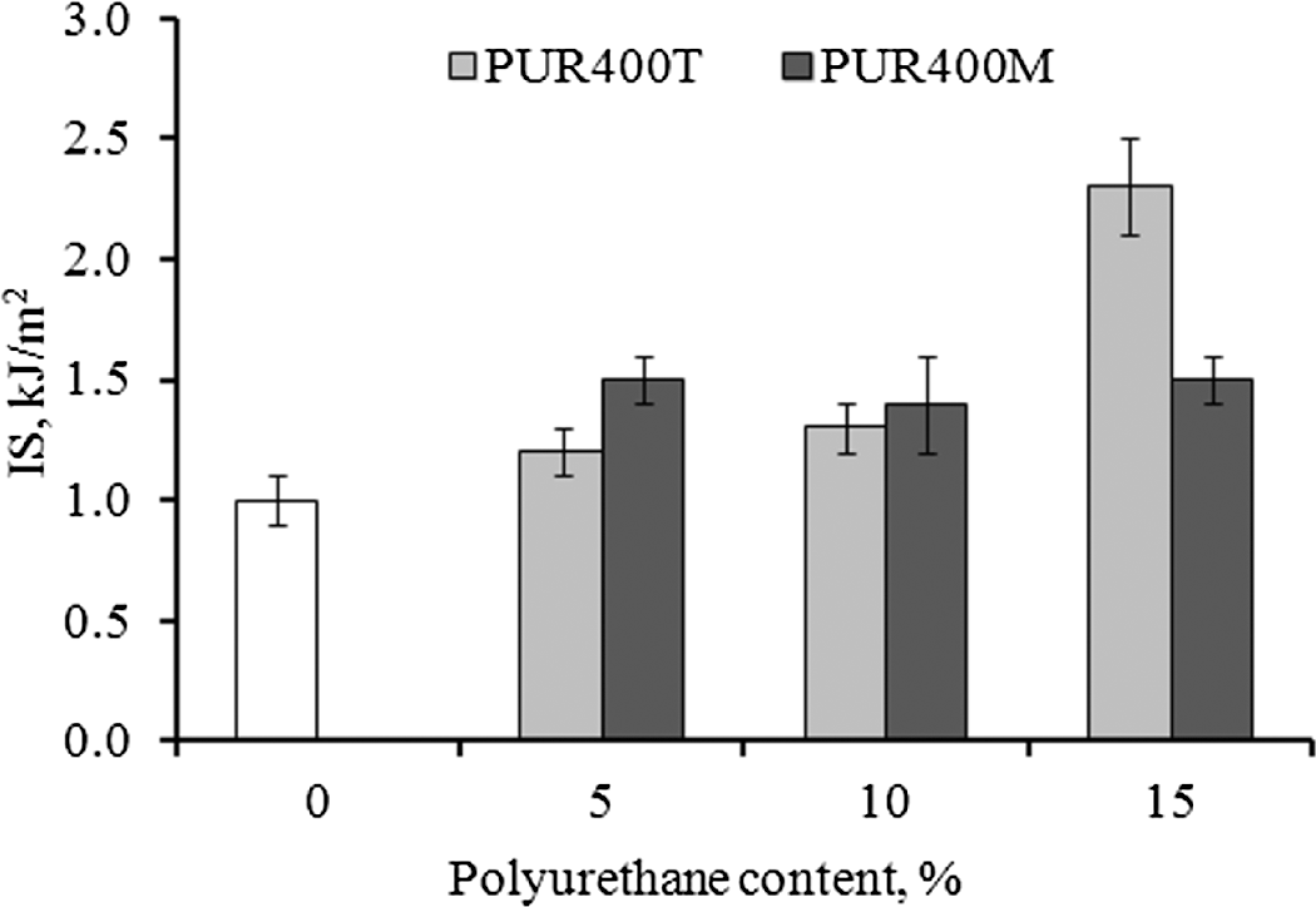
Effect of polyurethanes prepared from TDI (PUR 400T) and MDI (PUR 400M) on the impact strength (IS) of epoxy resin. MDI: 4,4′-diphenylmethane diisocyanate; TDI: 2,4-toluene diisocyanate; PUR: polyurethane.
The improvement in impact behavior may be explained by the presence of flexible PUR chains, which tend to decelerate the crack propagation process.
However, K C values (Figure 2) point to higher resistance to crack the propagation of modified compositions in relation to the pristine sample. Maximum K C value, representing approximately 140% improvement, was obtained for the material based on 5 wt% PUR 400M. The improvement in the resistance to slow crack propagation expressed by K C or fast crack propagation represented by IS values might be attributed to the formation of IPN structure induced by PUR modifier within epoxy matrix. The presence of flexible PUR segments provided more free volume, which in turn facilitates the movement in EP chains. Consequently, the resistance of EP/PUR system to crack propagation was enhanced in relation to unmodified EP.
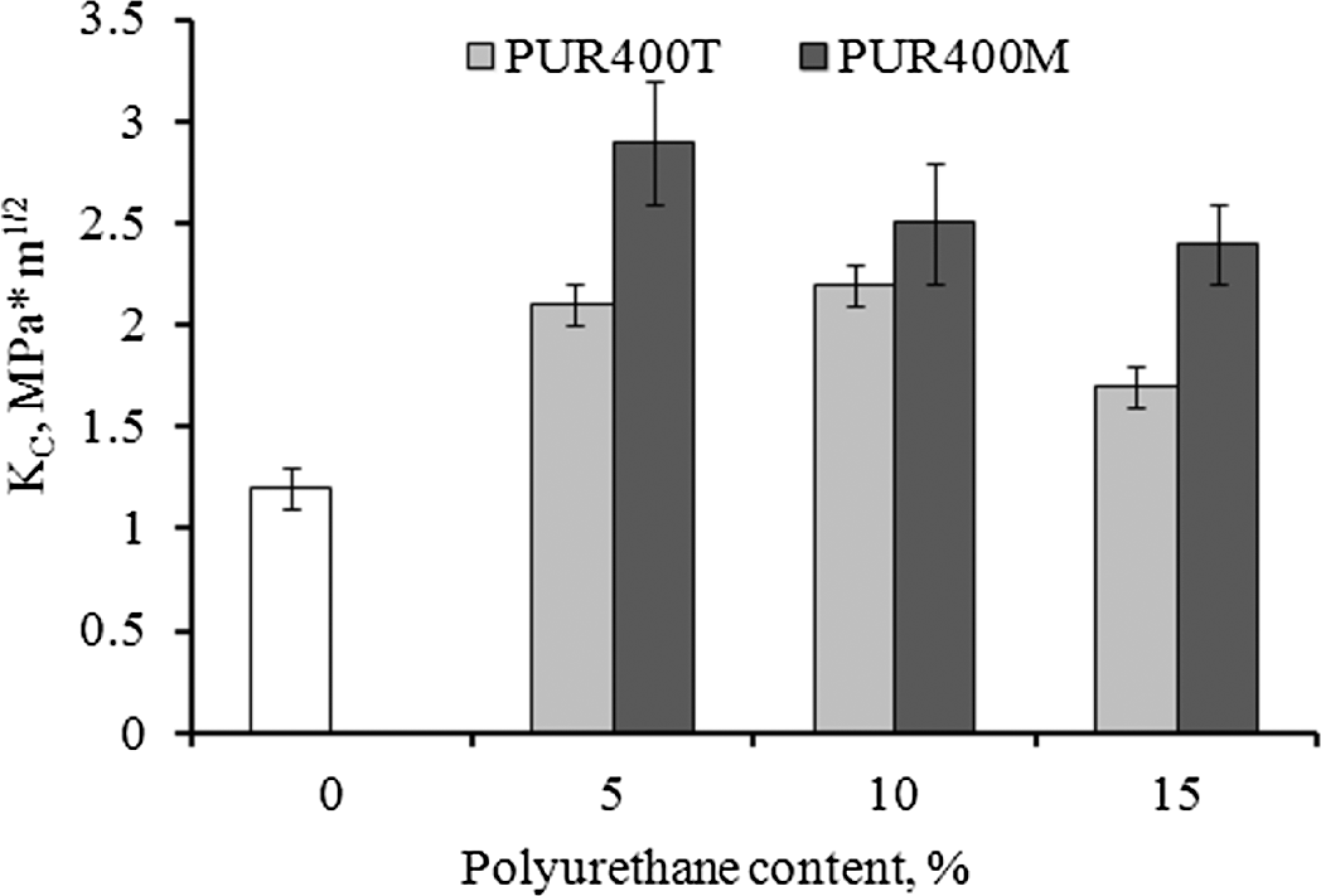
Effect of polyurethane based on TDI (PUR 400T) and MDI (PUR 400M) on the critical stress intensity factor (K C) of epoxy resin. MDI: 4,4′-diphenylmethane diisocyanate; TDI: 2,4-toluene diisocyanate; PUR: polyurethane.
The effect of PUR on flexural properties of EP in terms of flexural strength, strain at break and energy at break is demonstrated in Figures 3 to 5.
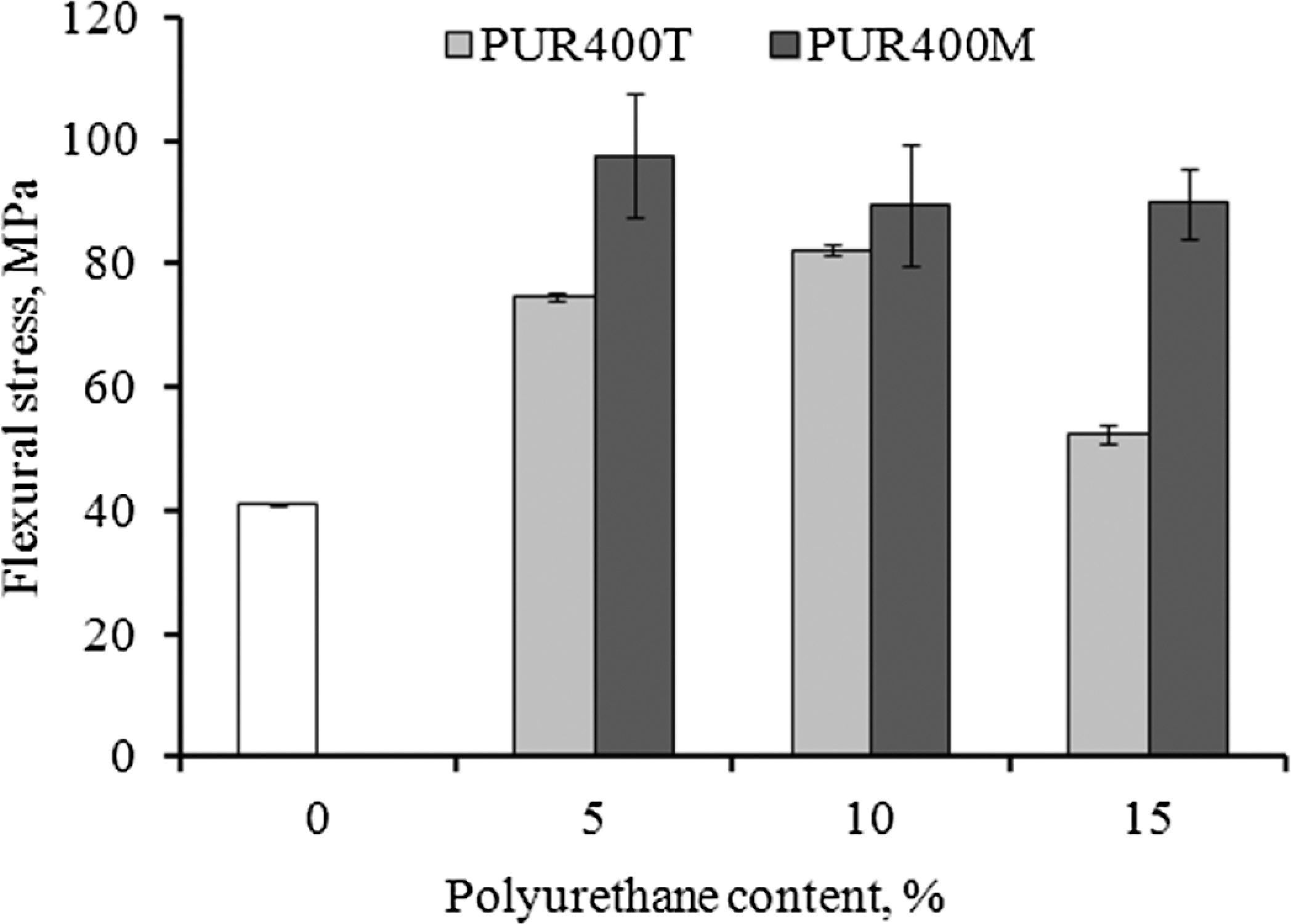
Effect of polyurethane based on TDI (PUR 400T) and MDI (PUR 400M) on the flexural stress at break of epoxy resin. MDI: 4,4′-diphenylmethane diisocyanate; TDI: 2,4-toluene diisocyanate; PUR: polyurethane.
Similar to IS and K C results, the modified epoxy compositions exhibited higher flexural strength than virgin polymer matrix. The addition of 5 wt% PUR 400M to EP resulted in about 140% increase in its flexural strength and is attributed to the formation of an IPN structure combined with grafting reactions between EP and the polymeric modifier confirmed by FTIR analysis.
Figures 4 and 5 show the evolution of flexural strain at break and energy at break of EP as function of PUR 400 TDI and PUR 400M content. The improvement in these two parameters was more pronounced than the flexural strength most probably due to the high elasticity of PUR modifier and the significant strain at break of PUR modified EP. The addition of flexible segments was found to contribute to the improvement in tensile properties (strain at break and energy to break) through better EP/PUR compatibility, and similar findings were reported in the literature for liquid rubbers in EP toughening.20,21 It is well accepted that flexible chains provide more free volume to the systems and thus lead to increase in elongation at break and consequently the increase in energy to break of the tested samples.
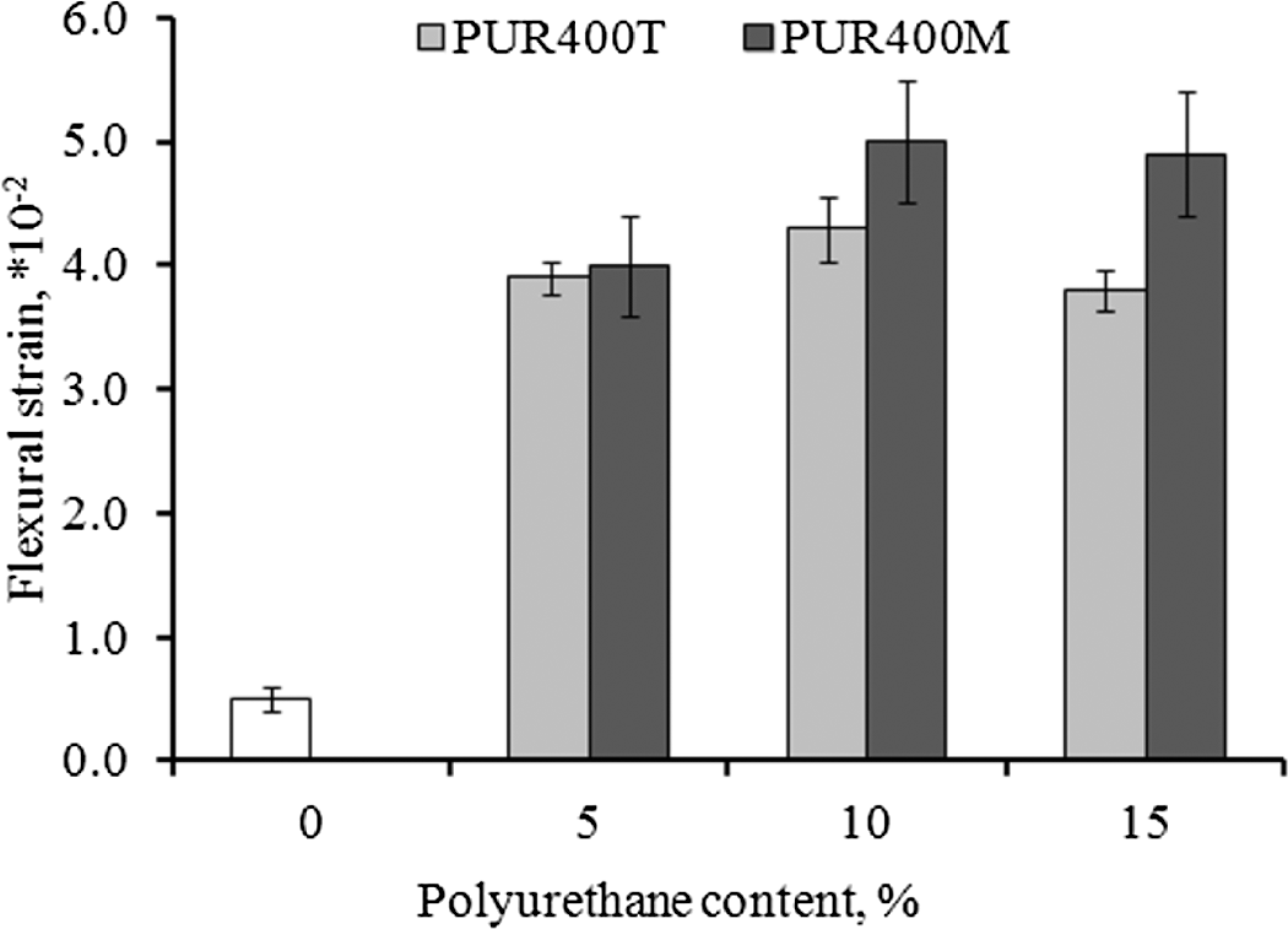
Effect of polyurethane based on TDI (PUR 400T) and MDI (PUR 400M) on the flexural strain at break of epoxy resin. MDI: 4,4′-diphenylmethane diisocyanate; TDI: 2,4-toluene diisocyanate; PUR: polyurethane.
Effect of polyurethane based on TDI (PUR 400T) and MDI (PUR 400M) on flexural energy at the break of epoxy resin. MDI: 4,4′-diphenylmethane diisocyanate; TDI: 2,4-toluene diisocyanate; PUR: polyurethane.
On the contrary, other researchers reported opposite results when different liquid rubbers were used to toughen diglycidyl ether of bisphenol A. 22,23 Ben Saleh et al. 22 attributed the reduction in the mechanical properties of EP to the presence of low modulus rubber, which was well distributed in the polymer matrix.
Materials based on MDI showed higher values of strain and energy to break (obtained from the area under the load–displacement curve during flexural testing) when compared with TDI composites. With only 5 wt% of PUR 400M, more than threefold improvement in energy at break and sevenfold increase in strain at break in comparison with virgin EP is achieved. This might be explained by the quite linear structure of MDI with the presence of two NCO groups in para position with respect to −CH2 groups as compared with the bulky structure of TDI. Generally, the formation of linear chains within polymer matrix leads to flexibility increase in the matrix/modifier system.
High values of elongation at the break of EP/PUR 400M can result from the flexibility of PUR chains giving rise to more free volume and consequently more chain movement leading to high elongation before fracture occurrence. Similar results were already reported for a plasticized brittle thermoset. 24
It is seen that epoxy hydroxyl groups react with PUR isocyanate groups to yield more reticulate structure, which may explain the improvement in EP mechanical properties. These findings were also reported by other researchers on similar systems. 14
Structure characterization
FTIR spectra presented in Figure 6 were obtained for the structure characterization of virgin EP and compositions modified with PUR 400T and PUR 400M. We can observe characteristic peaks connected with functional groups of EP appearing at 3300 cm−1 for hydroxyl group and 920 cm−1 for epoxy groups. The series of peaks within the wavelength range of 1000–1600 cm−1 are connected with aromatic rings.
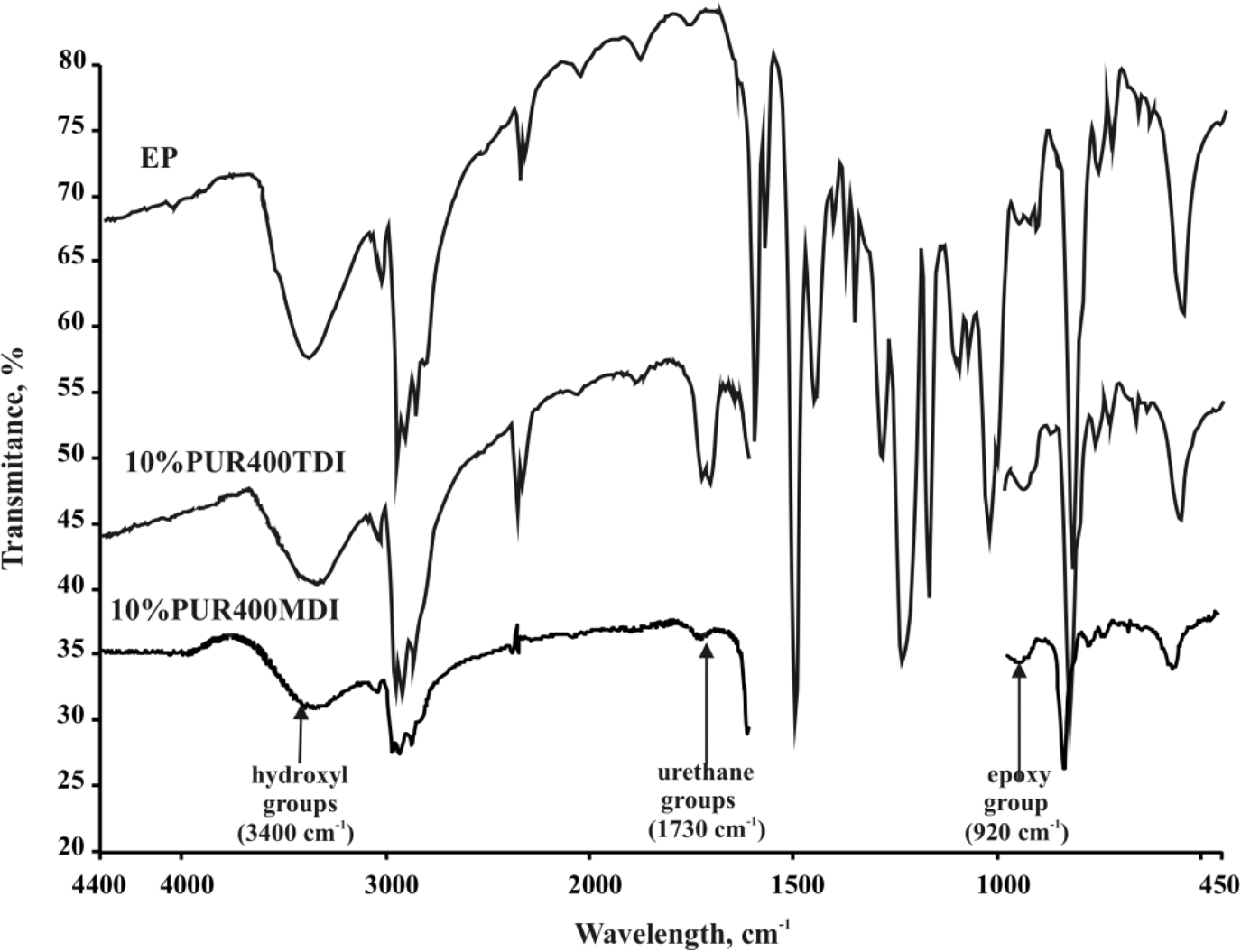
FTIR spectra of unmodified epoxy resin (EP) and composites modified with 10% PUR 400T and 10% PUR 400M. FTIR: Fourier transform infrared; PUR: polyurethane.
Allophonate and urethane groups from the PUR modifier are represented by the peak at 1700 cm−1. Moreover, the addition of TDI and MDI-based PURs resulted in the decrease in hydroxyl peak height by 52% and 74%, respectively. This finding proves the occurrence of grafting reaction between hydroxyl groups of EP and isocyanate groups of PURs. The grafting reaction is shown in Figure 7.
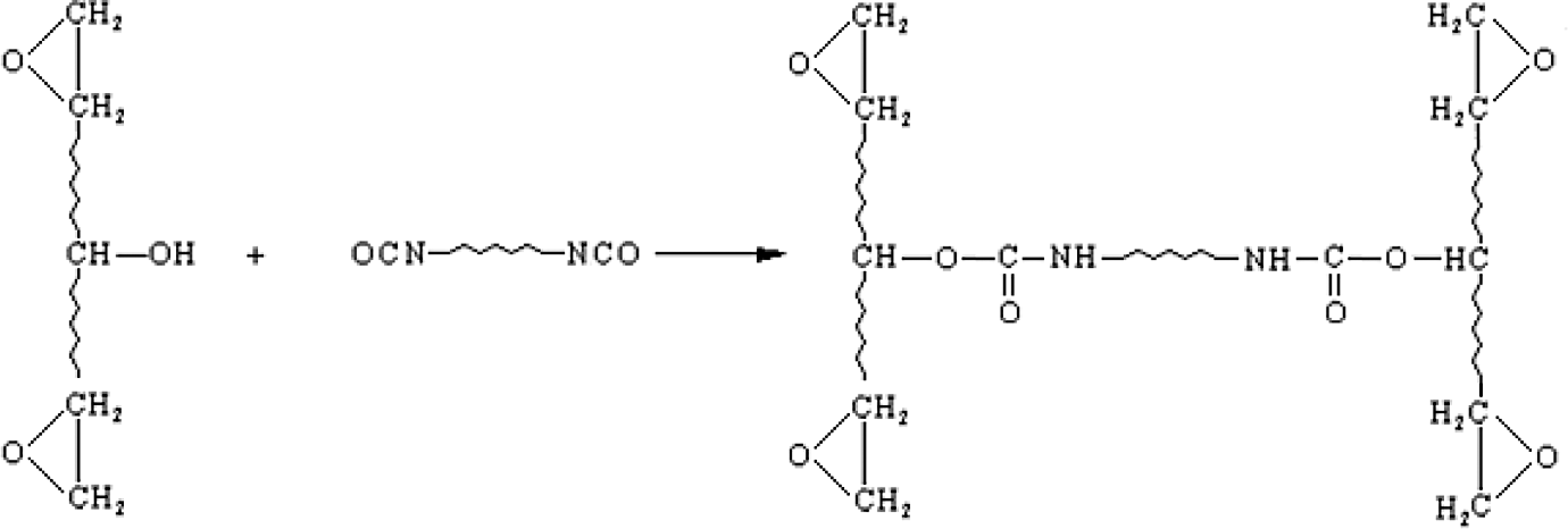
Grafted structure of the epoxy/polyurethane composite.
The formation of an IPN structure between the PUR and epoxy matrix chains accompanied by the occurrence of grafting reactions as mentioned above could explain the mechanical property enhancement of the polymer matrix.
Fracture surface analysis
SEMs were obtained from fractured surfaces of samples after impact tests near the crack tip and are employed to explain the toughening mechanism induced by PUR incorporation. The micrograph of the unmodified epoxy composition fracture surface is flat and glassy (Figure 8), indicating the occurrence of regular crack propagation path and low fracture energies of the tested samples. The lack of specific features or significant plastic deformation associated with the smooth surface indicates that the specimen fractured in a brittle manner.
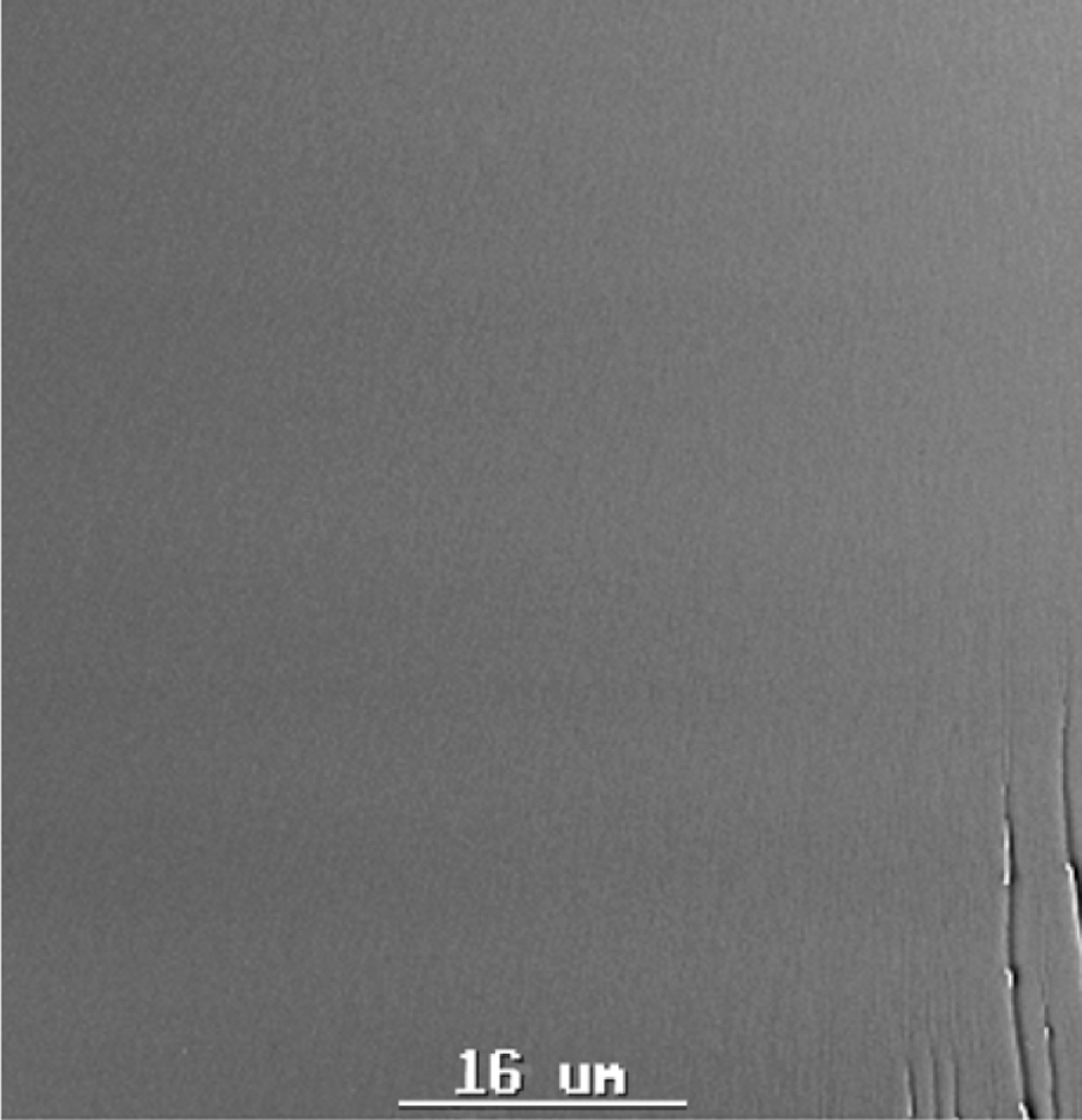
Scanning electron micrograph of unmodified epoxy resin.
Figure 9 shows the micrographs of EP containing 15 wt% of PUR prepared from TDI (PUR 400T) and 15 wt% PUR 400 based on MDI (PUR 400M). It can be noted that the addition of PUR to the polymer matrix had resulted in an obvious change in the morphology of the neat polymer matrix. The fracture surface of composition containing 15 wt% PUR 400T (Figure 9(a)) is rougher with significant plastic deformations and several microcracks.
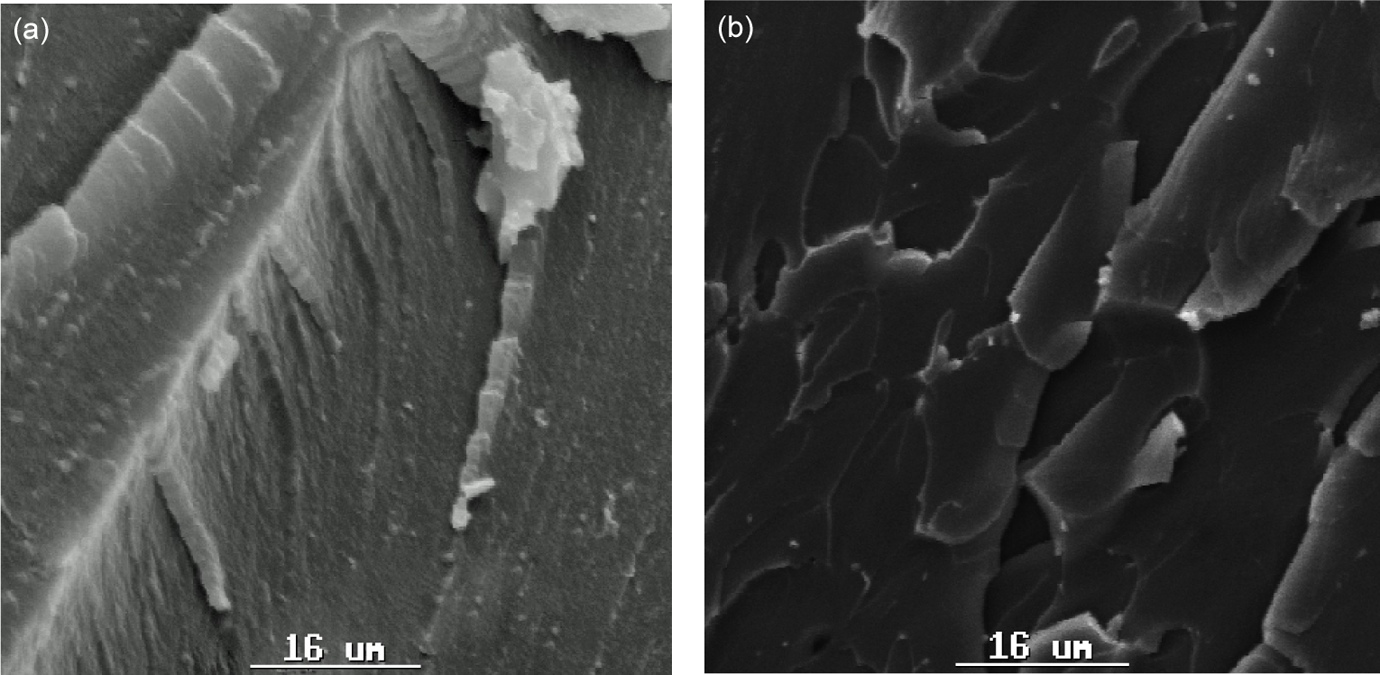
(a) SEM image of the epoxy composite containing 15% PUR 400T. (b) SEM image of the epoxy composite containing 15% PUR 400M. SEM: scanning electron micrograph; PUR: polyurethane.
However, the micrograph of sample containing 15 wt% of MDI-based PUR (Figure 9(b)) presents a deformed leaf-like morphology and a more elongated structure. The observed significant structure deformation might be responsible for IS improvement due to considerable absorbed energy during the crack propagation process.
Differential scanning calorimetry was employed for characterization of thermal behavior of the compositions containing 10 wt% of PUR based on TDI or MDI. Only one peak of each composition is obtained within the applied temperature range (from −100°C to +200°C), confirming the existence of one T g for all tested compositions (Table 1). Such obtained result might be attributed to the good compatibility between the EP and incorporated PUR modifier as well as the absence of two-phase system.
Tg of selected EP/PUR compositions.
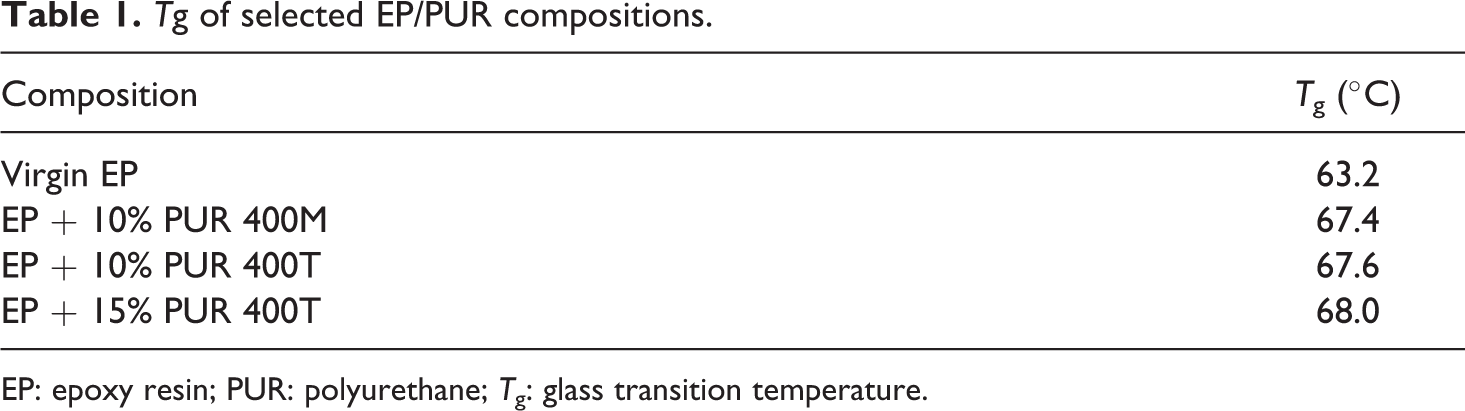
EP: epoxy resin; PUR: polyurethane; T g: glass transition temperature.
Furthermore, DSC analysis revealed that the T g increased from 63°C to 68°C, with the addition of 15 wt% PUR (Table 1), which can be—with the support of FTIR—explained as the result of the formation of large amount of interchain bonding. The increase in EP T g due to PUR incorporation was attributed to grafting reaction by other authors.20,25
Conclusions
The addition of PURs based on toluene diisocyanate (PUR 400T) or diphenylmethane diisocyanate (PUR 400M) resulted in the improvement of mechanical properties of EP. All epoxy-modified compositions exhibited higher IS and the critical stress intensity factor (K C) values in comparison with neat EP. Maximum IS improvement, representing about 130% in comparison with pristine epoxy samples, was obtained for EP modified with 15 wt% PUR 400T, while the K C and the flexural strength were most enhanced (140%) for 5% PUR 400M-based composition.
The structure characterization by means of FTIR spectra indicated the occurrence of grafting reaction between hydroxyl groups of the polymer matrix and isocyanate groups of the modifier. Moreover, SEM analysis of the fractured surfaces revealed the formation of elongated domains and regular parallel microcraks brought by the incorporation of MDI-based PUR, while the addition of TDI-based PUR led to the formation of a homogenous elongated structure with significantly plastic deformations. DSC results indicated the presence of a single T g due to the good compatibility between the epoxy matrix and the modifier. The addition of the latter led to an increase in the T g.
Footnotes
Funding
This work was supported by Operational Program Research and Development for Innovations cofunded by the European Regional Development Fund (ERDF) and national budget of Czech Republic, within the framework of project Centre of Polymer Systems (reg. number: CZ.1.05/2.1.00/03.0111).