
Abstract
The pigeon pea stalk (PS) is an agricultural by-product. In this article, we have studied its potential as natural fibers to be utilized in polypropylene (PP) composite preparation. The mechanical, thermal, and morphological properties of the PP/PS composites with and without compatibilizer have been investigated. The maleic anhydride grafted PP was used as the compatibilizer. The morphological study showed a better dispersion of stalk fibers in the matrix with the addition of compatibilizer. An increase in the mechanical properties and thermal stability of the composites was observed with the addition of PS fiber to PP. The X-ray diffraction results confirmed the beta crystalline phase in the composites.
Introduction
The natural fibers have always found attention as a source of reinforcement in polymer composites due to its advantages like easy availability in abundance, low cost, biodegradability, lightweight, and so on. 1 –5 The source of natural fibers are plants and animals in which the plant sources mainly comprise of agricultural by-products like stalks, fibrous materials, peels, and so on that go as a waste to the landfills. 6,7 The proper utilization of these agricultural wastes is required to avoid environmental issues. The application of plant waste as natural fillers in the preparation of composites serves the dual purpose, first reducing the amount of synthetic polymer in the composite and second decreasing the carbon footprints by not burning them. 5
Several works have been done on many natural fibers to be used in plastic/fiber composites. 8 –12 This type of composites has several industrial applications. 12,13 Some of the applications include industrial sectors like automotive (cotton fibers as soundproofing materials, coconut fibers for cars interior and seat cushioning, etc.) and biomedical (repair, reconstruction, and replacement of human hard tissues). 13,14 Although these natural fibers possess the reinforcing properties, they have a limitation of being hydrophilic, incompatible with hydrophobic matrix and limited processing window resulting in poor properties. 15 –17 In order to overcome these limitations, various kinds of surface modifications like alkylation, acylation, mercerization, and peroxide treatment have been reported. 18,19 The use of compatibilizers such as maleic anhydride-grafted polypropylene (PP-g-MA), and silane have been another mode of providing better interfacial adhesion. 20 –23 Maleic anhydride polypropylene (MAPP) is most widely used as a compatibilizer, as it improves the filler and matrix interaction or bonding due to the formation of covalent linkages and hydrogen bonds between the maleic anhydride and the hydroxyl group of the fiber. 24 –26 This helps natural fibers to act as a source of reinforcement in polymer composites.
The pigeon pea (Cajanus cajan) is a perennial legume which belongs to the family Fabaceae and is the sixth most important legume crop in the world. 6 India is one of the major pigeon pea-producing countries in the world (90% of world production) where this plant is more popularly known as Arhar or Red gram. 6,27 The stalks are the waste after harvesting the food grains, and hence its value addition is vital for sustainability. The pigeon pea stalk (PS) has been studied in the preparation of cement-bonded composite boards. 28 The abundant availability of these stalks has led the authors to explore the prospective use of this fiber as a source of reinforcement in the polymer area. To the best of our knowledge, this agricultural waste usage in the preparation of the polymer composites has not been reported among the basket of natural fibers available.
In this article, the evaluation of the potential of PS fiber as filler in composites using PP as a matrix and also alternatives such as the use of PP-g-MA as the coupling agent has been studied. The study has been carried out in two parts: Preparation and characterization of PP/PS composites without compatibilizer by varying the fiber content in PP matrix. Preparation and characterization of PP/PS composites with the compatibilizer. The content of compatibilizer (MAPP) is varied in order to study the effect of compatibilizer on the properties of the composites prepared.
The mechanical, thermal, and morphological properties of the composites with and without compatibilizer have also been studied.
Experimental work
Materials
For the matrix, isotactic PP powder manufactured by Indian Oil Corporation Ltd was used having a melt flow index (MFI) of 11 g/10 min at 230°C under load of 2.16 kg. The PP-g-MA known as polybond 3200 having MFI 115 g/10 min at 190°C under load of 2.16 kg was used as compatibilizer and purchased from M/s Addivant, Danbury, Connecticut, USA. PS was collected from Agra, India, as biowaste after cultivation of pigeon pea gram. The stalk was cut manually into small pieces (10–15 cm length) and was further grounded to obtain a fibrous powder with maximum particle size of 2 mm by using Retsch cutting mill SM 200 (M/s Vertec Scientific, Germany). The untreated fibers were used for the preparation of the composites after drying in an oven at 80–90°C for 8 h.
Preparation of PP/PS composites
Process I: Without compatibilizer
The PP and PS fiber were mixed in a high-speed mixer at 600 r min−1 for 3 min for homogenous mixing. The PS content was varied from 0, 10, 20, 30, and 40 wt% (Table 1) in PP matrix. Melt blending of PP was used for the preparation of composites using Lab Tech (M/s Labtech Engineering Company Limited, Samutprakarn, Thailand), corotating twin-screw extruder. The extruder had L/D of 40 and screw diameter 25 mm. The barrel temperature was kept 220, 210, 205, 200, 195, 190, 180, 175, and 165°C from die to feed zone. The details of sample preparation along with designation have been given in Table 1. The extrudates were then pelletized and dried again before injection molding. Injection molding of test samples was done using L&T-Demag PFY-40 (M/s Toshiba Machine Company Limited, Tokyo, Japan) for the evaluation of mechanical properties.
Sample preparation details.a

PP-g-MA: maleic anhydride grafted polypropylene.
aNumerals represent weight percentage of PS fiber and compatibilizer, and the letters PP, PS, and C represent polypropylene, pigeon pea stalk fiber, and compatibilizer, respectively.
Process II: With compatibilizer (varying content)
To study the effect of compatibilizer, the PS fiber content was kept constant at 30 wt% and the compatibilizer was varied as 1, 2, and 4 wt%. The PP, PS fiber, and PP-g-MA were mixed in high speed mixer at 600 r min−1 for 3 min for homogenous mixing. Further process remains same as process I.
Characterization of PP/PS composites
The morphological studies were done on EVO-50 (M/s Zeiss, Germany) scanning electron microscope (SEM). PP/PS fiber composites were cryogenically fractured, and then the coating of thin layer of gold was done on fractured surface.
The TIRA 2710 machine was used for tensile and flexural characterization of injection molded dumbbell-shaped samples. ASTM D 638 procedure was followed with a crosshead speed of 5 mm min−1, for tensile sample dimensions (type I), and ASTM D 790 was used for flexural characterization using three-point loading system for PP/PS fiber composites. The tensile and flexural testing were done for each composition by taking five samples of each composition and the average value was reported. ASTM D 256 was referred for Notched Izod impact (J m−1) test of the notched specimens using CEAST impact tester and the results are average of 10 samples tested for each composition.
The viscoelastic properties of PP/PS fiber composites were determined by Q 800 (M/s TA Instruments, Lukens Drive, New Castle, Delaware) in the three-point bending mode at a frequency of 1.0 Hz. The strain amplitude was 15 µm, the static force was 0.01 N, and the temperature sweep was in the range of −50 to 120° at a heating rate of 5°C min−1.
The thermogravimetric analysis (TGA)/derivative thermogravimetric analysis was recorded at a heating rate of 10°C min−1 under N2 atmosphere in the temperature ranging from room temperature to 800°C using TA Instrument TGA Q 500 to study the thermal behavior.
Wide-angle X-ray diffraction (XRD) analysis was conducted using a Rigaku Rint 2000 PC (M/s Rigaku, The Woodlands, Texas, USA), Rotating anode–18 KW X-ray diffractometer at room temperature. The XRD patterns of PP and PP/PS composites were obtained at the 2θ range of 5–60° at a scan rate of 0.3° min−1. Injection molded samples were used for recording XRD pattern.
Results and discussion
Morphological properties of PP/PS composites
From the SEM observation, PS fiber in Figure 1 has been observed as bundles of the fibril, and it is bound together by hemicelluloses and lignin. The presence of hemicelluloses and lignin in PS has been reported by Samanta et al. 27 In their work, the authors have worked on the application of PS as raw material for xylooligosaccharides production for which raw material compositional analysis of the stalk has been carried out as the initial part of the study. 27 The SEM micrograph confirms the layer of substances like oils, waxes, and extractives on the PS fiber, which has also been supported by literature. 29
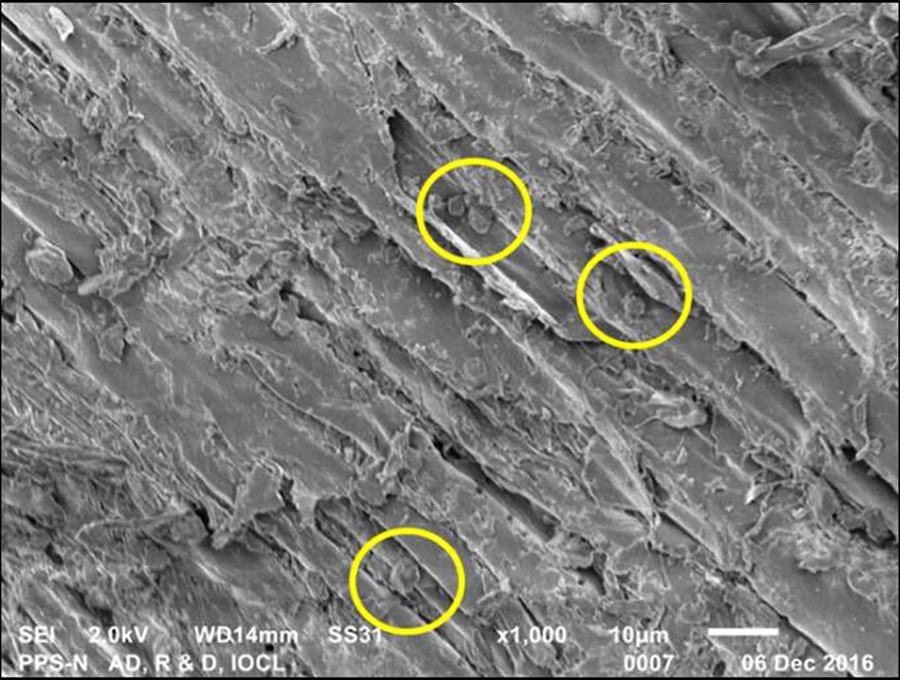
SEM micrograph PS fiber.
Figure 2(a) to (d) depicts the distribution of PS fiber (10–40 wt%) in PP matrix without any compatibilizer where the presence of holes/voids is the result of fiber pull out due to weak interfacial adhesion. Poor wetting of fibers could be the reason for the increase in fiber pull out. According to Balakrishna et al., 30 the fiber pulls out is observed with the increase in the content of fiber in the matrix which is due to the poor interfacial adhesion between fiber and the matrix, thus leading to the gap and the poor bond between the fiber and matrix and leading to easy pull out of fiber. Figure 3(a) to (c) shows the variation of compatibilizer percentage from 1, 2, and 4 wt% keeping the fiber percentage (PS) constant, that is, 30 wt%. Increase in interfacial adhesion between fiber and matrix is confirmed as less fiber pulls out and voids observed in Figure 3(a) and (c).
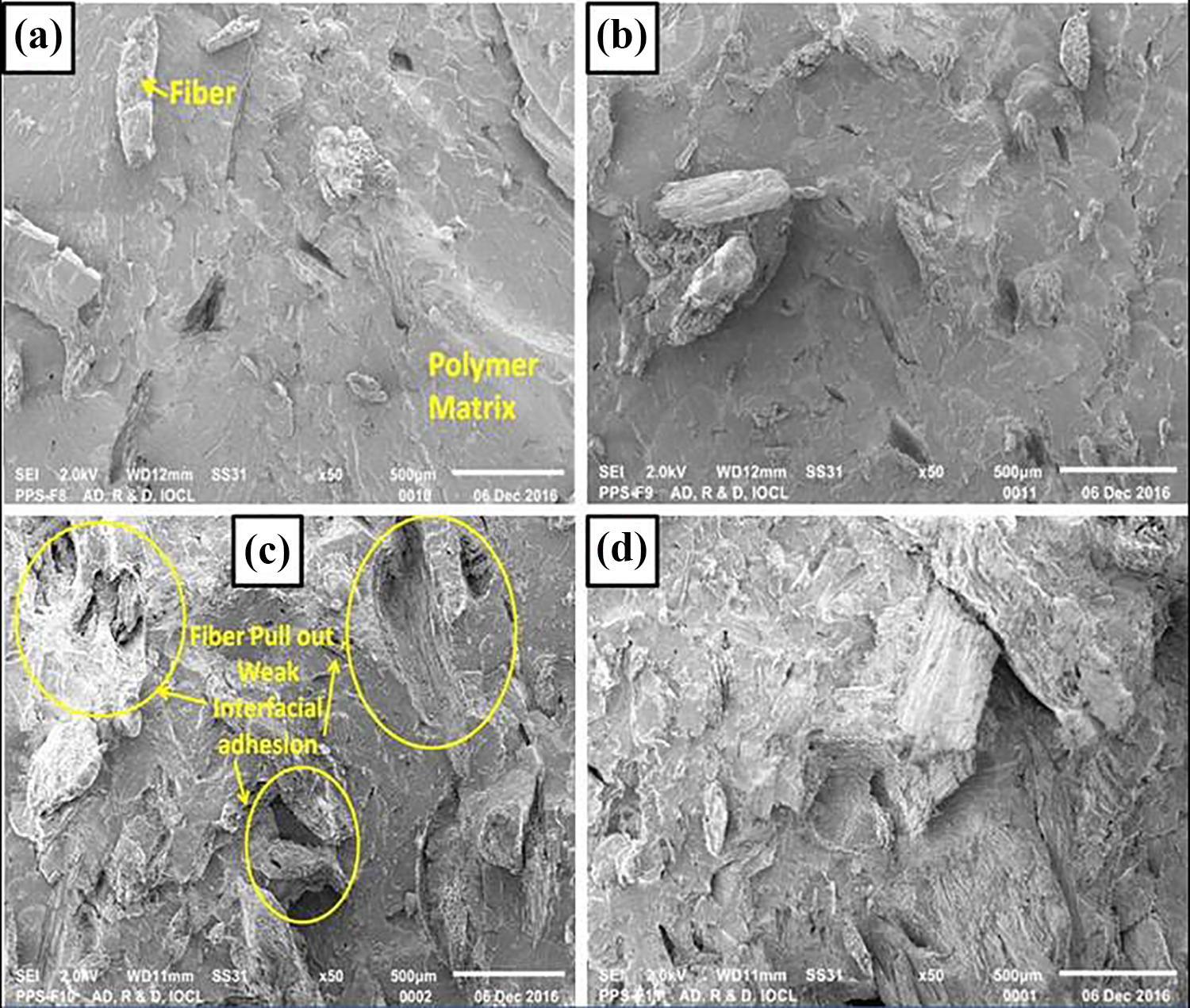
SEM micrographs: (a) PP10PS, (b) PP20PS, (c) PP30PS, and (d) PP40PS composites.

SEM micrographs: (a) PP30PS1C, (b) PP30PS2C, and (c) PP30PS4C composites.
Mechanical properties of PP/PS fiber composites
Tensile properties
The results of tensile modulus and tensile strength for PP/PS composites as a function of PS fiber content with and without PP-g-MA as compatibilizer have been presented in Table 2. Incorporation of PS fiber with and without PP-g-MA results in improvement of tensile modulus. The tensile modulus increased approximately 41% as the fiber content was increased in PP, which further confirms PS fiber as a source of reinforcement in the development of composites. The tensile strength of PP/PS fiber composites is observed to decrease with increasing weight percentage of PS fiber in PP matrix, as the tensile strength depends on the interfacial interaction of PP/PS fiber composites which decreases as the weight percentage of PS fiber in PP matrix is increased. An increase of approximately 7% tensile modulus was observed upon addition of 2 wt% of PP-g-MA in case of PP30PS2C in comparison to PP30PS.
Mechanical properties of PP neat and PP/PS fiber composites.
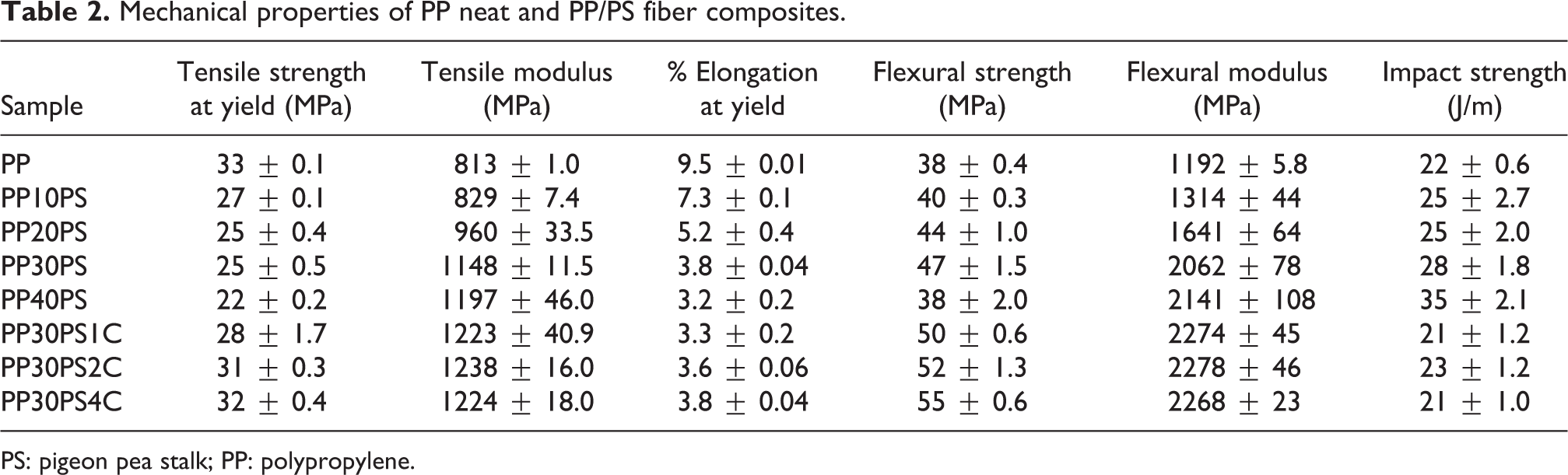
PS: pigeon pea stalk; PP: polypropylene.
The 30 wt% addition (PP30PS) of the PS fiber resulted in decrease of tensile strength in comparison to PP which further slightly increases on addition of the compatibilizer (PP30PS2C) which could be due to a better interfacial adhesion between the fiber and the matrix. Decrease in percent elongation upon incorporation of PS fiber in PP is observed but it decreased further on adding PP-g-MA compatibilizer confirming the better interfacial adhesion. This agrees with the results reported by Choh et al. 31 on their work on oil palm empty fruit bunch fiber as a source of reinforcement in polymer composites.
The decrease in elongation on the addition of compatibilizer could also be due to an increase in stiffness of composites which made them brittle that has also been reported in earlier studies. 32
Flexural properties
The results of flexural strength and flexural modulus as a function of PS fiber content are presented in Table 2. Flexural strength and flexural modulus increased with increase in PS fiber loading from 10 to 40 wt% in PP matrix. About 72% flexural modulus and approximately 24% flexural strength increase in PP30PS composite in comparison to PP. An increase in flexural modulus of approximately 10% in PP/PS fiber composites with compatibilizer (PP30PS2C) in comparison to PP30PS composite confirmed the improvement of interfacial adhesion between the filler and the matrix.
Izod impact
On addition of PS fiber to PP (PP30PS), about 27% increase in notched izod impact strength was observed which decreases upon addition of compatibilizer.
Viscoelastic properties of PP/PS composites
Dynamic mechanical analysis has been used to measure the viscoelastic properties of PP/PS composites. Figure 4 shows the temperature dependence of storage modulus of PP and PP/PS fiber composites filled with 10–40 wt% PS fiber and the other with compatibilizer varied to 1, 2, and 4 wt% keeping fiber content constants, that is, 30 wt% at 1 Hz. With increase in temperature, a decrease in storage modulus is observed in PP, which could be due to increase in the molecular mobility of the polymer chains above glass transition temperature (T g). With the addition of fiber to the matrix, an increase in storage modulus is observed and an increasing trend is observed upon addition of the fiber content from 10 to 40 wt% in the matrix. The reinforcing effect of the natural fiber helps in increasing the composite properties. About 69% increase in storage modulus on addition of natural fiber to matrix is observed for PP30PS in comparison to PP. The storage modulus at −50°C for PP and PP30PS is found to be 4073 MPa and 6872 MPa, respectively. With increase in temperature, a sharp drop in storage modulus is observed. This is because the glassy state of the amorphous phase goes through its glass transition, and at this point of transition, the contribution of the fiber stiffness to the composite modulus is minimal. The relaxation associated with the amorphous phase (β) is observed between −20°C and 20°C.

Plots of (a) and (c) storage modulus, (b) and (d) tan δ versus temperature for PP/PS fiber uncompatibilized and compatibilized composites.
Position and height of tan δ peak helps in studying the properties and structure of the composite material. Increase in interfacial adhesion is the indication given by lowering of peak height, which is observed in the compatibilized composites (PP30PS1C, PP30PS2C, and PP30PS4C). The T g) and relaxation temperatures (α c) recorded as maxima from tan δ versus temperature curves of PP /PS fiber composites are presented in Table 3. A decrease in T g is observed in reference to neat PP for composites as the change over from glassy to rubbery region can occur at lower temperature which concludes that the PS fibers are increasing the mobility of PP chains. 33
Glass transition and α c relaxation temperatures of PP and PP/PS fiber composites.

PS: pigeon pea stalk; PP: polypropylene.
Thermogravimetric analysis
The thermogravimetric data for PP, PS fiber, and PP/PS composites are given in Figure 5 and Table 4. The Figure 5(c) depicts a two-step degradation in PS fiber whereas neat PP in Figure 5(a) shows a single-step degradation. The natural fibers have low degradation temperature in comparison to polymer. As these fibers have strong affinity toward water, that is, being hydrophilic in nature, the first weight loss step in the TGA scan corresponds to the weight loss due to water. The degradation or weight loss is at the temperature range of 250–320°C and 350–650°C which confirms the loss of cellulose–hemicelluloses and lignin, respectively. The residue left at 800°C is 19% for PS. As PP being hydrophobic in nature, peak in the lower temperature zone up to 100°C is not observed. The residue left for neat PP is very less which amounts to 0.31% that confirms the presence of maximum content of organic matter in polymer PP. For PP/PS composites, two-step degradation is observed. With the increase in the percentage of fiber loading in the composite prepared, the quantity of residue char left is increased. The char left in case of compatibilized composites (PP30PS1C, PP30PS2C, and PP30PS4C) is between approximately 4% and 5% (Table 4). An approximately 30°C escalation in the peak of thermal degradation temperature for compatibilized composites (PP30PS2C) is observed when compared with matrix (PP).

TGA traces for (a) PP/PS fiber uncompatibilized composites, (b) PP/PS fiber compatibilized composites (heating rate 10°C min−1 in nitrogen atmosphere), and (c) PS fiber under nitrogen atmosphere (heating rate 10°C min−1).
TGA for PP neat and PP/PS fiber composites under nitrogen atmosphere (heating rate 10°C min−1).

PS: pigeon pea stalk; PP: polypropylene; PP-g-MA: maleic anhydride grafted polypropylene; TGA: thermogravimetric analysis.
X-ray diffraction
XRD patterns of PP, PS, and PP/PS fiber composites with and without compatibilizer have been depicted in Figure 6. Five peaks at the 2θ range of 10–30° at (110), (040), (130), (111), and (041) lattice plane in XRD scan for PP were observed which confirm the monoclinic alpha (α) form without any peculiar peak corresponding to beta (β) and gamma (γ) form of PP. This is in agreement with the results supported by Romankiewicz et al. 34 where the structural characterization of α- and β-nucleated isotactic PP was studied.
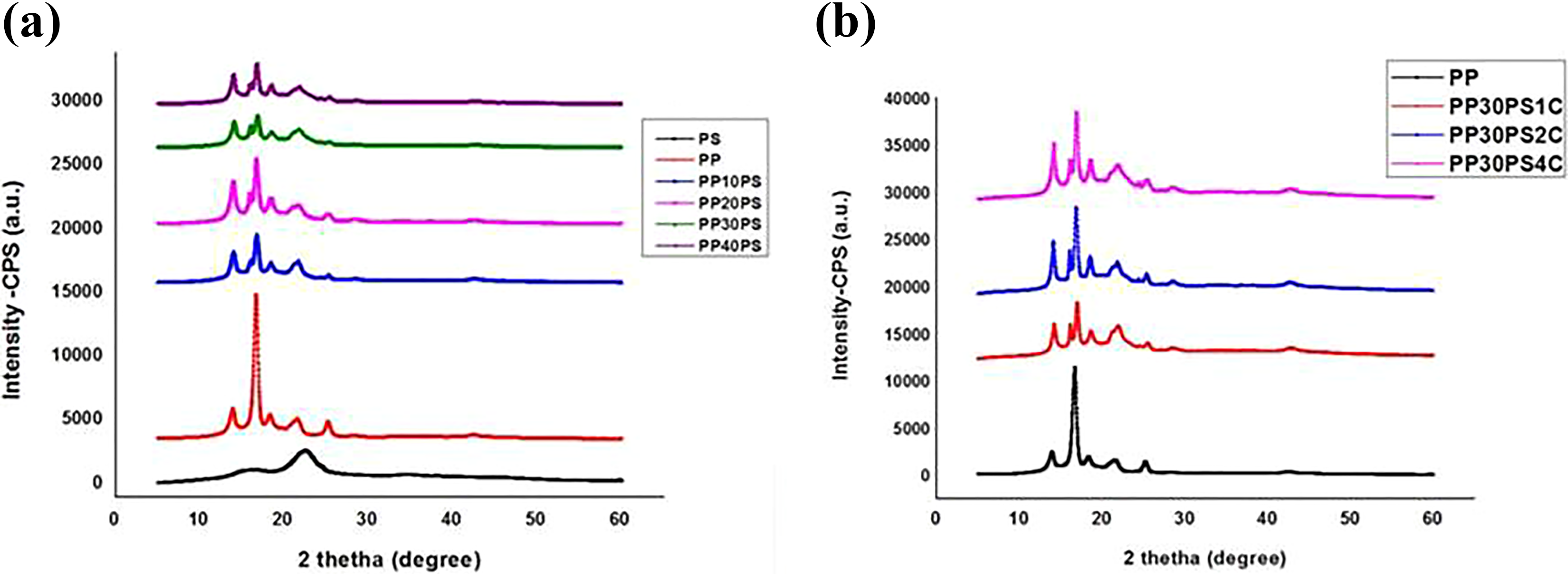
XRD patterns of PS fiber, PP (α-phase at 14.1°, 16.9°, 18.5°, 21.2°, and 22° (2θ)), and PP/PS fiber composites (α-phase and β-phase at 16.3°): (a) without compatibilizer and (b) with compatibilizer.
A peak that conforms to β crystalline phase at 2θ = 16.30° represents the (300) diffraction plane is observed in PP/PS fiber composites. K value 35 measured to define the β content which is an empirical ratio of the intensity of these peaks and defined as

The K value has been tabulated below in Table 5. With the addition of compatibilizer, the K value is observed to decrease which confirms a decrease in the hexagonal β-phase formation by the addition of the compatibilizer for the preparation of composites. The polar group present in the fiber reacts with the compatibilizer and thus decrease the β-nucleating characteristic of PS fiber.
Results of K value for PP and PP/PS fiber composites.
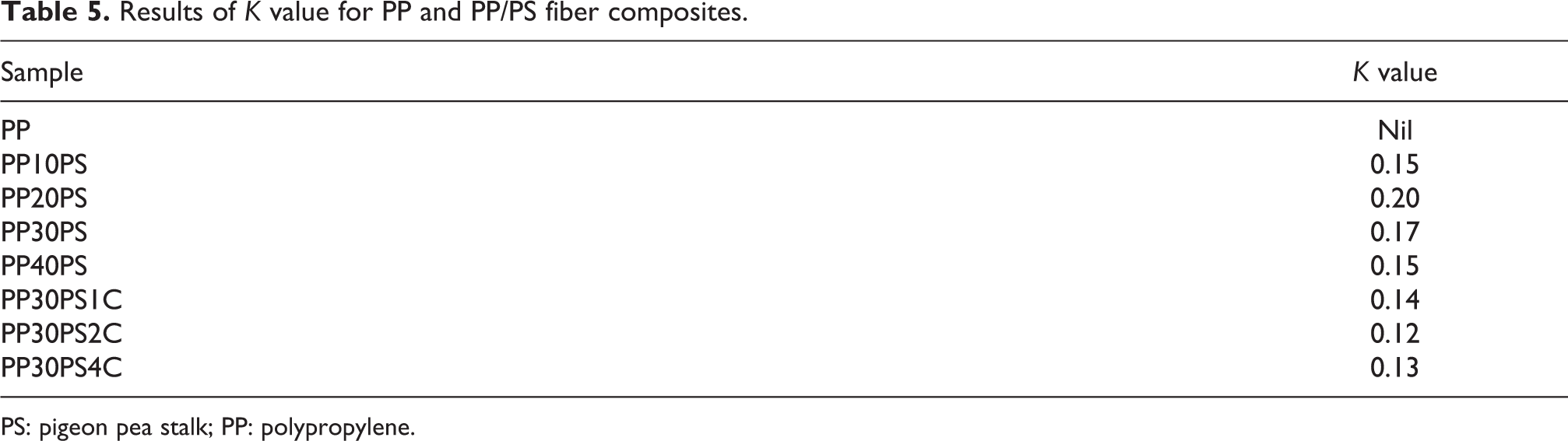
PS: pigeon pea stalk; PP: polypropylene.
Conclusions
The present work showed the potential of agricultural waste, PS as a source of natural reinforcement material. The study was conducted using PP as the matrix to form the PP/PS fiber composites with and without compatibilizer (PP-g-MA). On addition of PS fiber to the PP matrix, an increase in mechanical properties (tensile, flexural, izod impact, storage modulus) has been observed with an increase in fiber loading in the matrix. SEM study confirmed a better distribution of PS fiber in the PP matrix with the use of compatibilizer. About approximately 10% and 7% enhancement in flexural modulus and tensile modulus, respectively, was observed in the case of compatibilized composites (PP30PS2C), as the mechanical properties of composites depend on the interfacial adherence between natural fiber and the matrix which have been improved using compatibilizer. About 30°C increase in the peak degradation temperature (T max) of PP30PS2C is observed as compared to neat PP which confirmed an increase in the thermal stability of PP/PS composites. XRD results confirmed the β crystalline phase in composites at 2[θ] = 16.30° which represents (300) diffraction plane. It is the β-phase of PP in PP/PS composites that is responsible for increase in the izod impact properties but with the addition of compatibilizer the β-phase lowers down which has a direct effect on dropping down of impact properties of PP/PS composites
Footnotes
Acknowledgment
The authors would like to acknowledge Analytical Department of IOCL, Faridabad, for their support and service provided.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.